
Sensitive Metal-Semiconductor Nanothermocouple Fabricated by FIB to Investigate Laser Beams with Nanometer Spatial Resolution

 ,
,  , ,
, ,
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
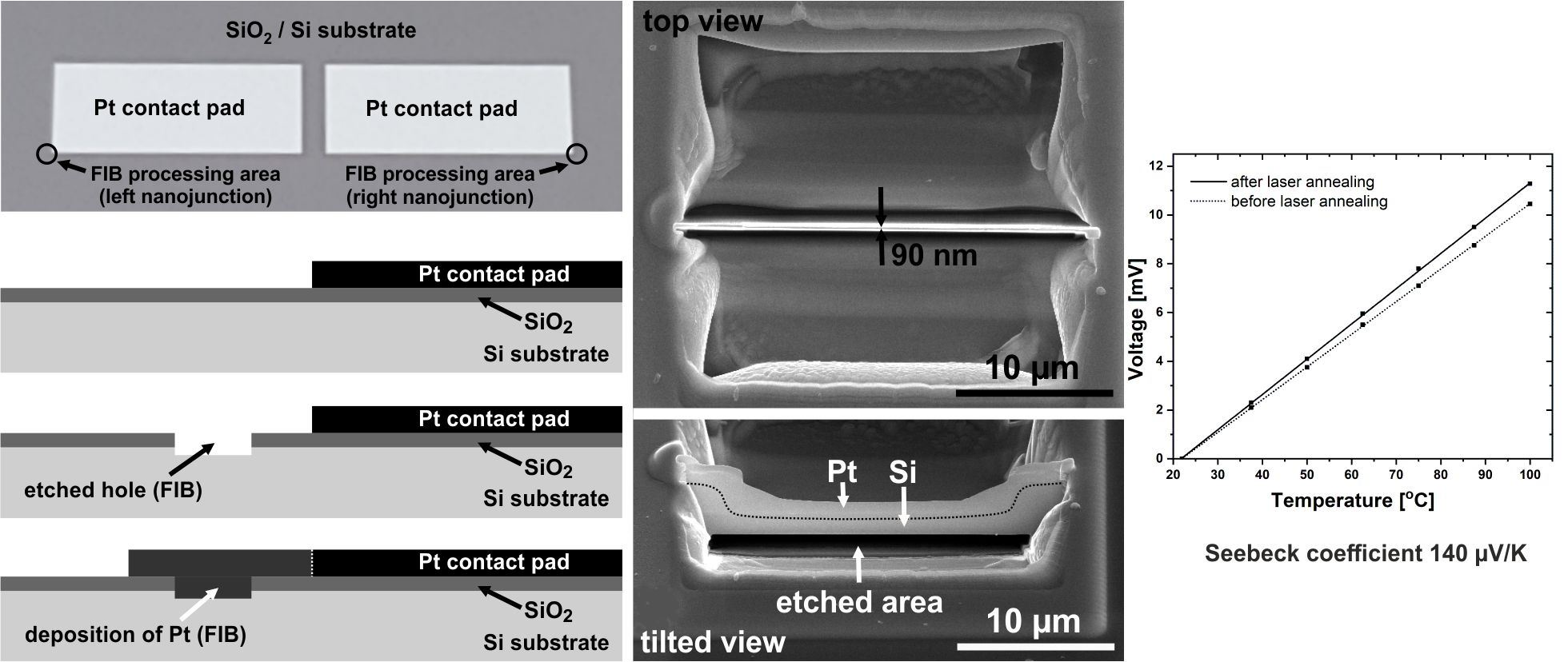
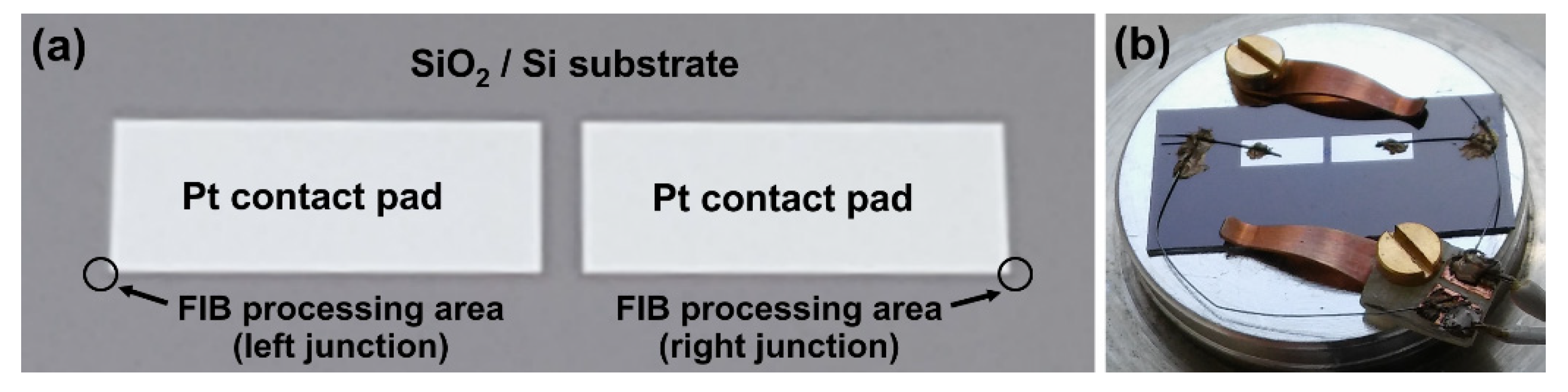
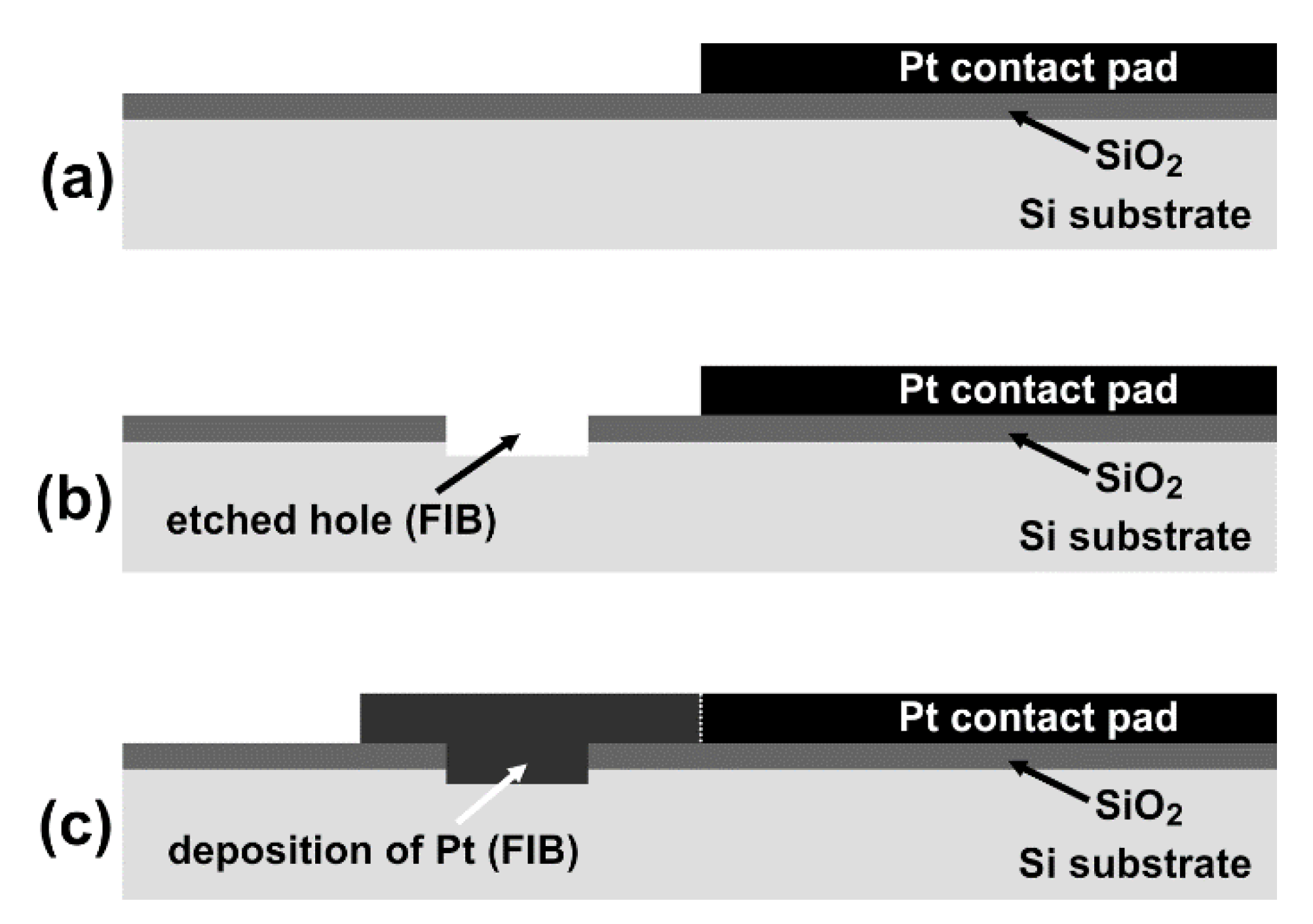
2.1. Fabrication of the Base Structure
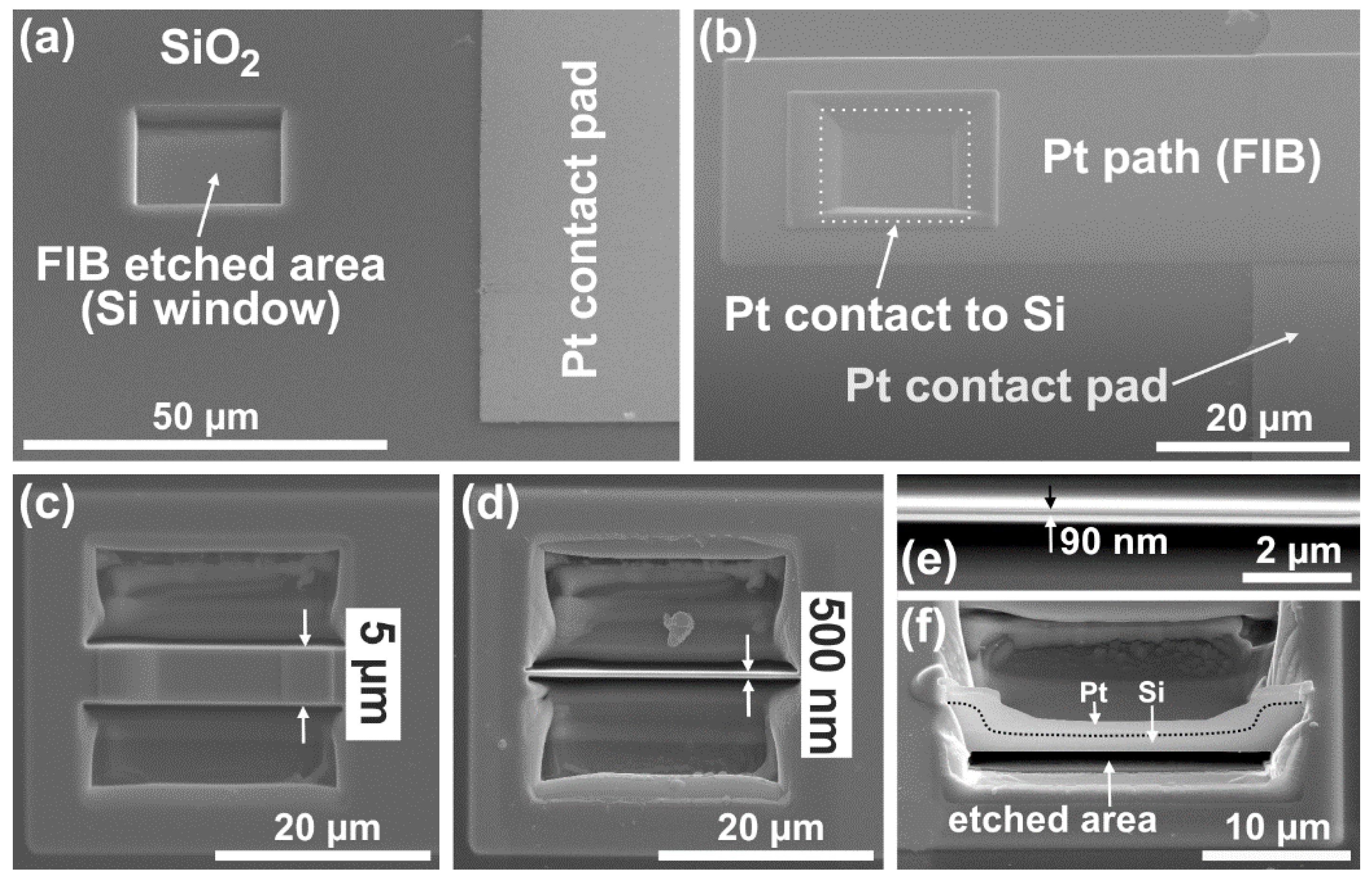
2.2. Fabrication of Thermoelectric Nanostructures in the FIB/SEM System
3. Results and Discussion
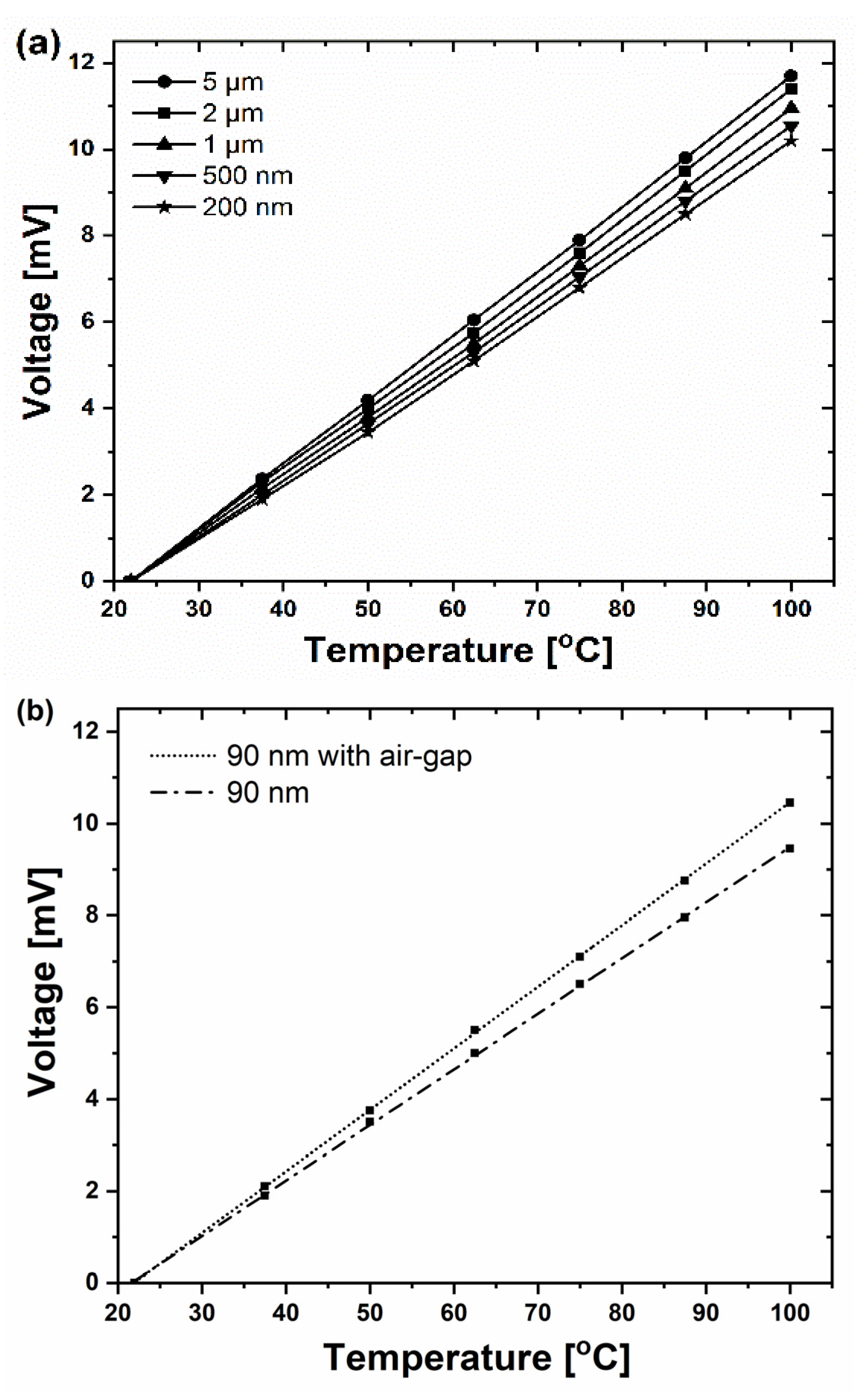
3.1. Thermoelectric Measurements Using Hot-Air Stream
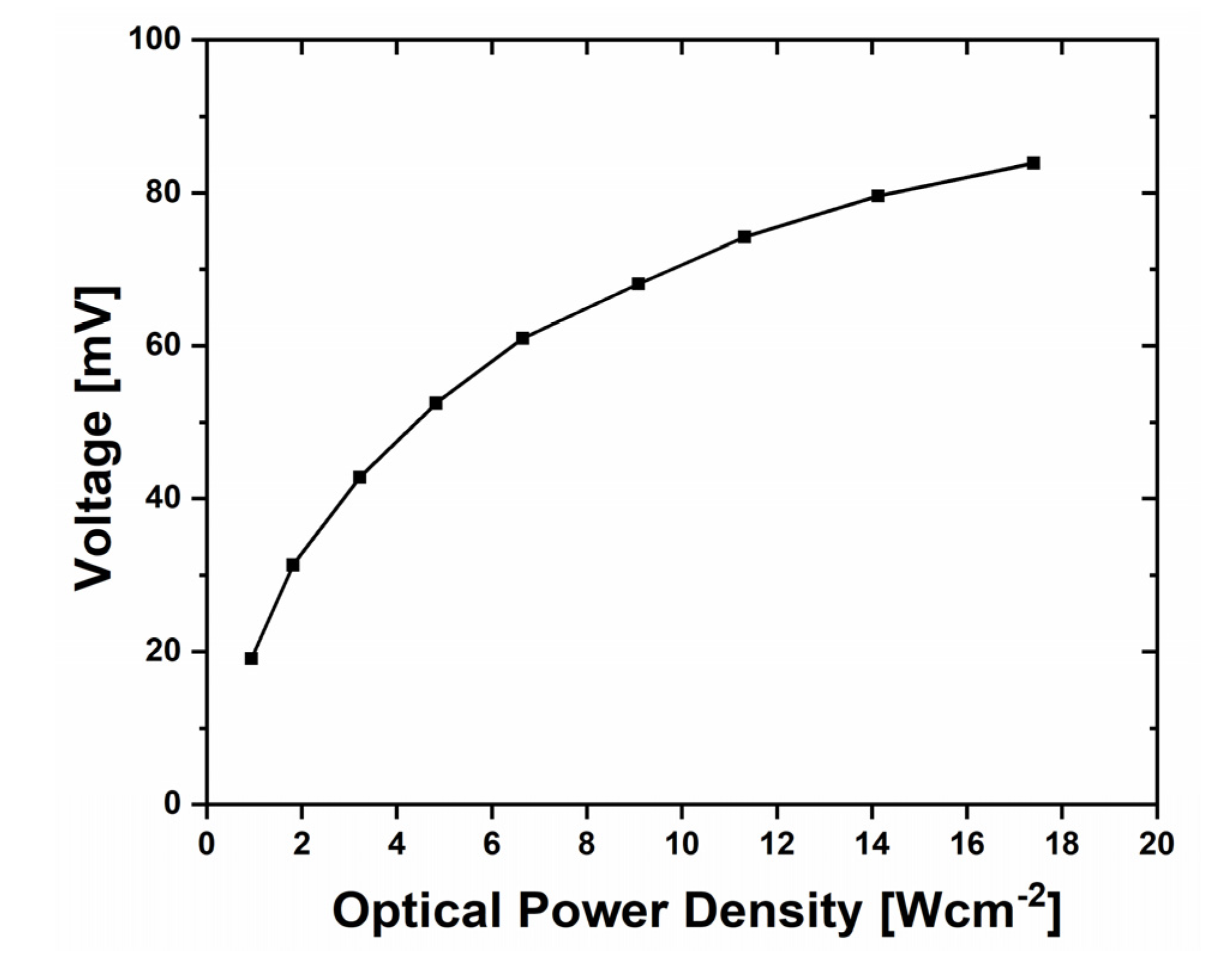
3.2. Exposure to Laser Beam
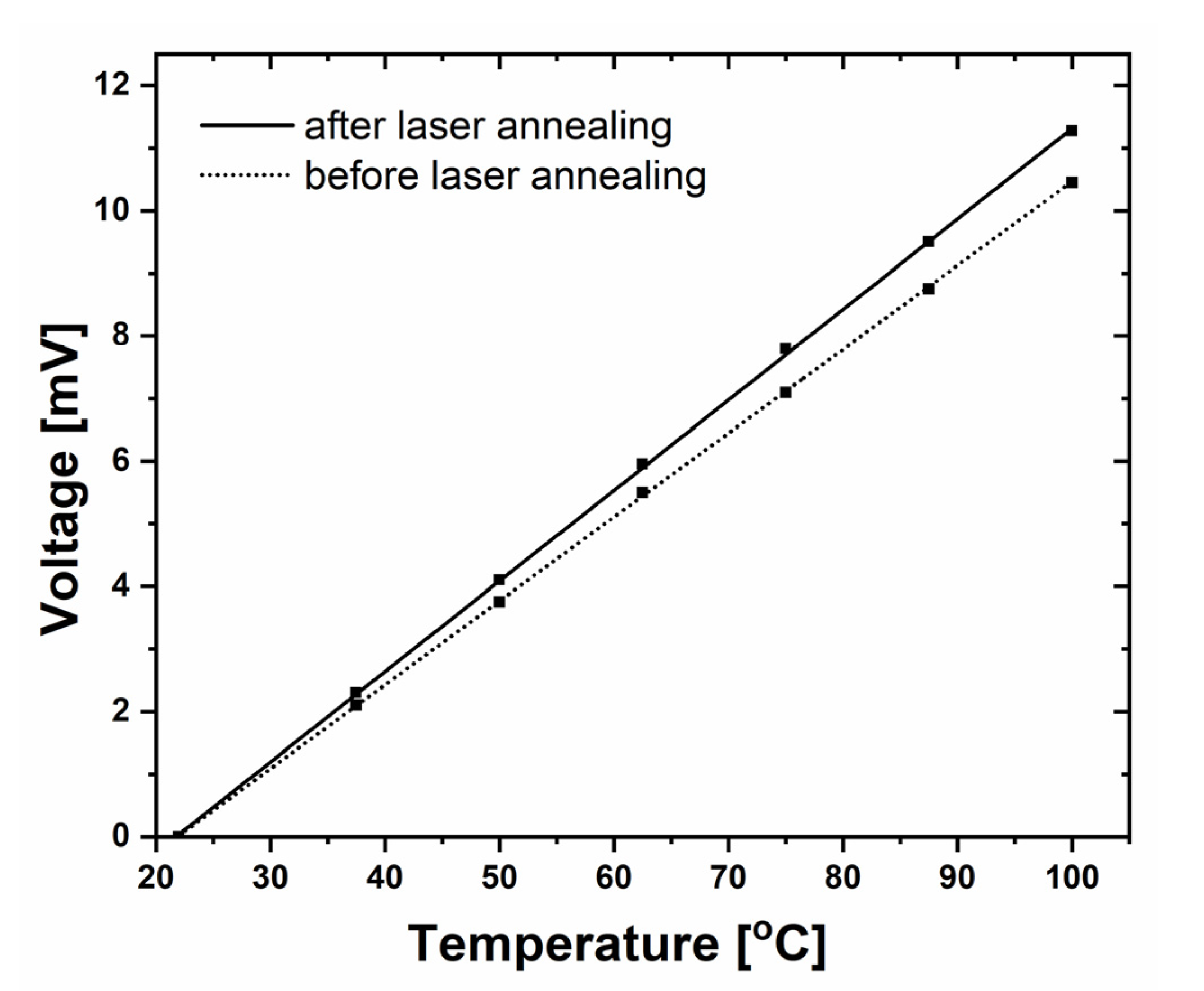
3.3. Thermoelectric Measurements Using Hot Airstream after Laser Treatment
3.4. Application of Thermoelectric Nanothermocouples Fabricated by FIB
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xu, D.; Wang, Y.; Xiong, B.; Li, T. MEMS-based thermoelectric infrared sensors: A review. Front. Mech. Eng. 2017, 12, 557–566. [Google Scholar] [CrossRef]
- Van Herwaarden, A.W.; Sarro, P.M. Thermal sensors based on the Seebeck effect. Sens. Actuators 1986, 10, 321–346. [Google Scholar] [CrossRef]
- Markowski, P.; Prociow, E.; Dziedzic, A. Mixed thick/thin-film thermocouples for thermoelectric microgenerators and laser power sensor. Opt. Appl. 2009, 39, 681–690. [Google Scholar]
- Huesgen, T.; Woias, P.; Kockmann, N. Design and fabrication of MEMS thermoelectric generators with high temperature efficiency. Sens. Actuators A Phys. 2008, 145, 423–429. [Google Scholar] [CrossRef]
- Haras, M.; Lacatena, V.; Morini, F.; Robillard, J.F.; Monfray, S.; Skotnicki, T.; Dubois, E. Thermoelectric energy conversion: How good can silicon be? Mater. Lett. 2015, 157, 193–196. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.W.; Wu, C.C.; Hsu, C.C.; Dai, C.L. Fabrication and testing of thermoelectric CMOS-MEMS microgenerators with CNCs film. Appl. Sci. 2018, 8, 1047. [Google Scholar] [CrossRef] [Green Version]
- Briones, E.; Cuadrado, A.; Briones, J.; Diaz de León, R.; Martinez-Anton, J.C.; McMurtry, S.; Hehn, M.; Montaigne, F.; Alda, J.; Gonzalez, F.J. Seebeck nanoantennas for the detection and characterization of infrared radiation. Opt. Express 2014, 22, A1538–A1546. [Google Scholar] [CrossRef]
- Chen, Z.G.; Han, G.; Yang, L.; Cheng, L.; Zou, J. Nanostructured thermoelectric materials: Current research and future challenge. Prog. Nat. Sci. Mater. Int. 2012, 22, 535–549. [Google Scholar] [CrossRef] [Green Version]
- Vaqueiro, P.; Powell, A.V. Recent developments in nanostructured materials for high-performance thermoelectrics. J. Mater. Chem. 2010, 20, 9577–9584. [Google Scholar] [CrossRef] [Green Version]
- Bux, S.K.; Fleurial, J.P.; Kaner, R.B. Nanostructured materials for thermoelectric applications. Chem. Commun. 2010, 46, 8311–8324. [Google Scholar] [CrossRef]
- Vineis, C.J.; Shakouri, A.; Majumdar, A.; Kanatzidis, M.G. Nanostructured thermoelectrics: Big efficiency gains from small features. Adv. Mater. 2010, 22, 3970–3980. [Google Scholar] [CrossRef]
- Button, V. Chapter 4—Temperature Transducers. In Principles of Measurement and Transduction of Biomedical Variables; Academic Press: Amsterdam, The Netherlands, 2015; pp. 101–154. [Google Scholar]
- Kim, J.; Hyun, Y.; Park, Y.; Choi, W.; Kim, S.; Jeon, H.; Zyung, T.; Jang, M. Seebeck coefficient characterization of highly doped n- and p-type silicon nanowires for thermoelectric device applications fabricated with top-down approach. J. Nanosci. Nanotechnol. 2013, 13, 6416–6419. [Google Scholar] [CrossRef]
- Hyun, Y.; Park, Y.; Choi, W.; Kim, J.; Zyung, T.; Jang, M. Evaluation of Seebeck coefficients in n- and p-type silicon nanowires fabricated by complementary metal-oxide-semiconductor technology. Nanotechnology 2012, 23, 405707. [Google Scholar] [CrossRef] [PubMed]
- Curtin, B.M.; Fang, E.W.; Bowers, J.E. Highly ordered vertical silicon nanowire array composite thin films for thermoelectric devices. J. Electron. Mater. 2012, 41, 887–894. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, S.; Xu, J.; Zheng, R.; Cheng, G. High thermoelectric figure-of-merits from large-area porous silicon nanowire arrays. Nano Energy 2015, 13, 433–441. [Google Scholar] [CrossRef]
- Elamaran, D.; Satoh, H.; Hiromoto, N.; Inokawa, H. Investigation of silicon-on-insulator CMOS integrated thermocouple and heater for antenna-coupled bolometer. Jpn. J. Appl. Phys. 2019, 58, SDDE08. [Google Scholar] [CrossRef]
- Assumpcao, D.; Kumar, S.; Narasimhan, V.; Lee, J.; Choo, H. High-performance flexible metal-on-silicon thermocouple. Sci. Rep. 2018, 8, 13725. [Google Scholar] [CrossRef] [PubMed]
- Xu, Z.; Fu, Y.; Han, W.; Wei, D.; Jiao, H.; Gao, H. Recent developments in Focused Ion Beam and its application in nanotechnology. Curr. Nanosci. 2016, 12, 696–711. [Google Scholar] [CrossRef] [Green Version]
- Bruchhaus, L.; Mazarov, P.; Bischoff, L.; Gierak, J.; Wieck, A.D.; Hövel, H. Comparison of technologies for nano device prototyping with a special focus on ion beams: A review. Appl. Phys. Rev. 2017, 4, 011302. [Google Scholar] [CrossRef]
- Li, P.; Chen, S.; Dai, H.; Yang, Z.; Chen, Z.; Wang, Y.; Chen, Y.; Peng, W.; Shana, W.; Duan, H. Recent advances in focused ion beam nanofabrication for nanostructures and devices: Fundamentals and applications. Nanoscale 2021, 13, 1529–1565. [Google Scholar] [CrossRef] [PubMed]
- Łaszcz, A.; Nogala, W.; Czerwinski, A.; Ratajczak, J.; Katcki, J. Fabrication of electrochemical nanoelectrode for sensor application using focused ion beam technology. Pol. J. Chem. Technol. 2014, 16, 40–44. [Google Scholar] [CrossRef] [Green Version]
- Czerwinski, A.; Pluska, M.; Łaszcz, A.; Ratajczak, J.; Pierściński, K.; Pierścińska, D.; Gutowski, P.; Karbownik, P.; Bugajski, M. Formation of coupled-cavities in quantum cascade lasers using focused ion beam milling. Microelectron. Reliab. 2015, 55, 2142–2146. [Google Scholar] [CrossRef]
- Shukla, N.; Tripathi, S.K.; Banerjee, A.; Venkata Ramana, A.S.; Rajput, N.S.; Kulkarni, V.N. Study of temperature rise during focused Ga ion beam irradiation using nanothermo-probe. Appl. Surf. Sci. 2009, 256, 475–479. [Google Scholar] [CrossRef]
- Yan, J.; Li, Y.; Lou, Z.; Ma, C.; Yang, G.; Li, B. Active tuning of Mie resonances to realize sensitive photothermal measurement of single nanoparticles. Mater. Horiz. 2020, 7, 1542–1551. [Google Scholar] [CrossRef]
- Neumann, P.; Jakobi, I.; Dolde, F.; Burk, C.; Reuter, R.; Waldherr, G.; Honert, J.; Wolf, T.; Brunner, A.; Shim, J.H.; et al. High-Precision Nanoscale Temperature Sensing Using Single Defects in Diamond. Nano Lett. 2013, 13, 2738–2742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yu, N.; Diehl, L.; Cubukcu, E.; Pflügl, C.; Bour, D.; Corzine, S.; Zhu, J.; Höfler, G.; Crozier, K.B.; Capasso, F. Near-field imaging of quantum cascade laser transverse modes. Opt. Express 2007, 15, 13227–13235. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Dikmelik, Y.; Gmachl, C. Non-uniform lateral current distribution in quantum cascade lasers. Opt. Express 2014, 22, 6154–6164. [Google Scholar] [CrossRef]
- Bewley, W.W.; Lindle, J.R.; Kim, C.S.; Vurgaftman, I.; Meyer, J.R.; Evans, A.J.; Yu, J.S.; Slivken, S.; Razeghi, M. Beam steering in high-power CW quantum-cascade lasers. IEEE J. Quantum Electron. 2005, 41, 833–841. [Google Scholar] [CrossRef]
- Pruszyńska-Karbownik, E.; Regiński, K.; Karbownik, P.; Mroziewicz, B. Intra-pulse beam steering in a mid-infrared quantum cascade laser. Opt. Quantum Electron. 2014, 47, 835–842. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bouzi, P.M.; Liu, P.Q.; Aung, N.; Wang, X.; Fan, J.Y.; Troccoli, M.; Gmachl, C.F. Suppression of pointing instability in quantum cascade lasers by transverse mode control. Appl. Phys. Lett. 2013, 102, 122105. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łaszcz, A.; Czerwinski, A.; Pruszyńska-Karbownik, E.; Wzorek, M.; Szmigiel, D. Sensitive Metal-Semiconductor Nanothermocouple Fabricated by FIB to Investigate Laser Beams with Nanometer Spatial Resolution. Sensors 2022, 22, 287. https://doi.org/10.3390/s22010287
Łaszcz A, Czerwinski A, Pruszyńska-Karbownik E, Wzorek M, Szmigiel D. Sensitive Metal-Semiconductor Nanothermocouple Fabricated by FIB to Investigate Laser Beams with Nanometer Spatial Resolution. Sensors. 2022; 22(1):287. https://doi.org/10.3390/s22010287
Chicago/Turabian StyleŁaszcz, Adam, Andrzej Czerwinski, Emilia Pruszyńska-Karbownik, Marek Wzorek, and Dariusz Szmigiel. 2022. "Sensitive Metal-Semiconductor Nanothermocouple Fabricated by FIB to Investigate Laser Beams with Nanometer Spatial Resolution" Sensors 22, no. 1: 287. https://doi.org/10.3390/s22010287