
Identification of Aluminothermic Reaction and Molten Aluminum Level through Vision System
 ,
,
Abstract
:1. Introduction
2. Method
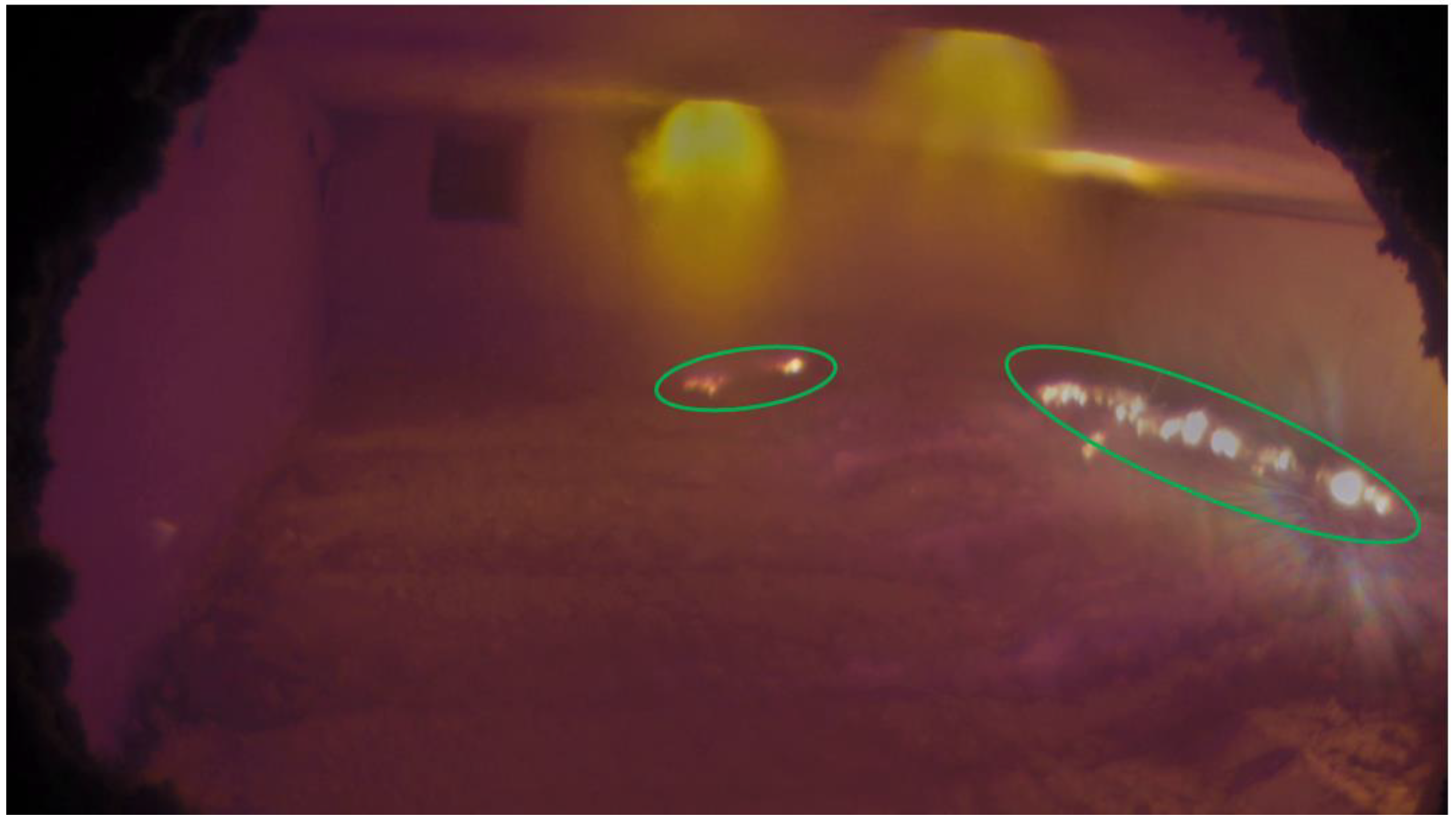
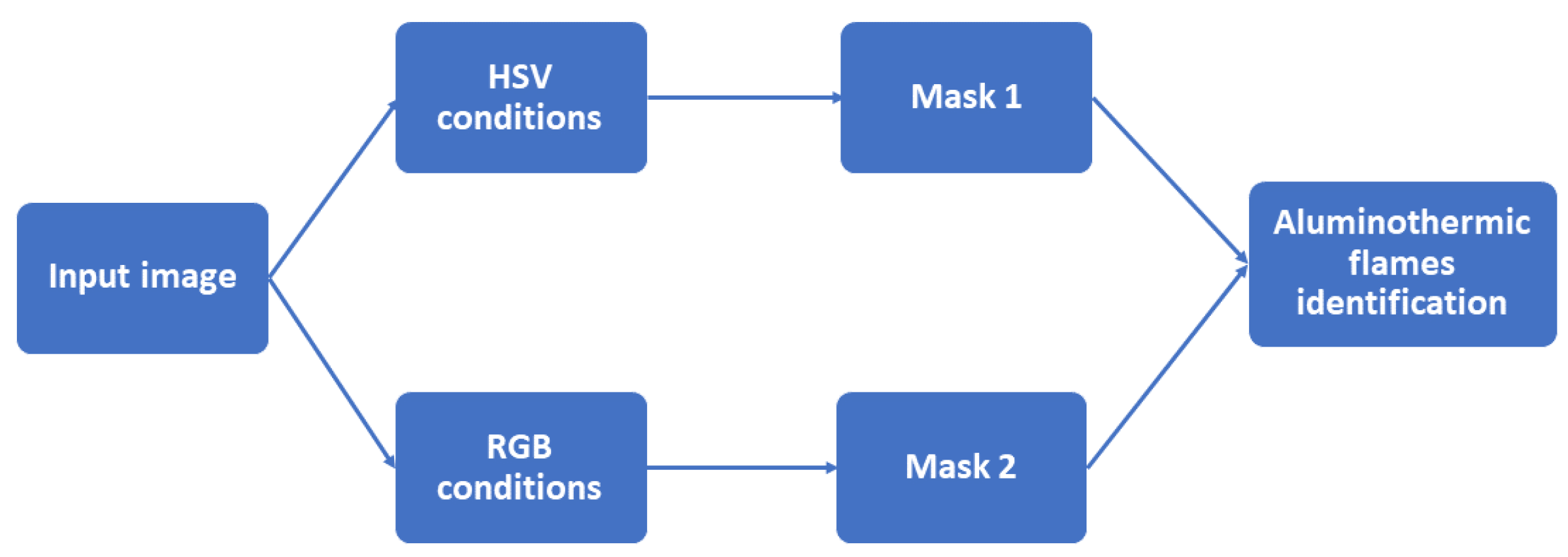
2.1. Aluminothermic Reaction Identification Algorithms
2.1.1. Color Scale Method
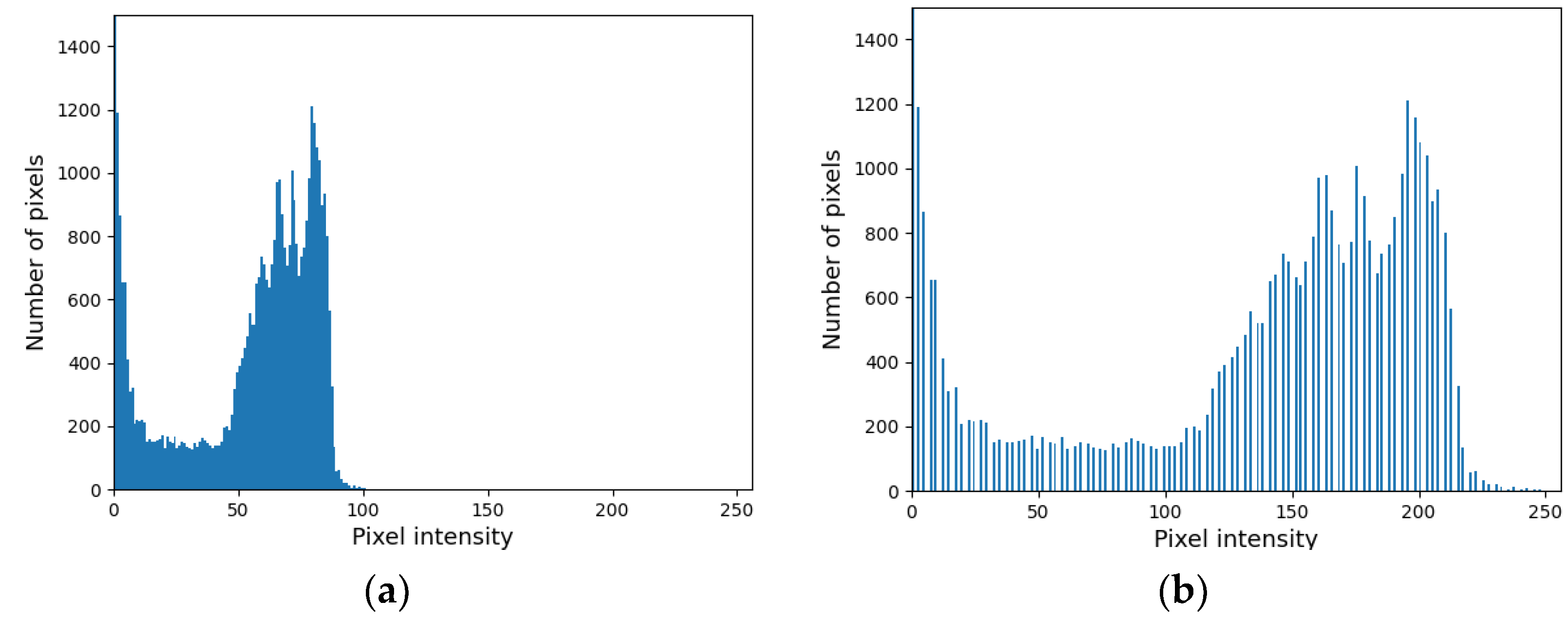
2.1.2. Grayscale Method
2.2. Molten Aluminum Level Identification Algorithm
2.2.1. Image Pre-Processing
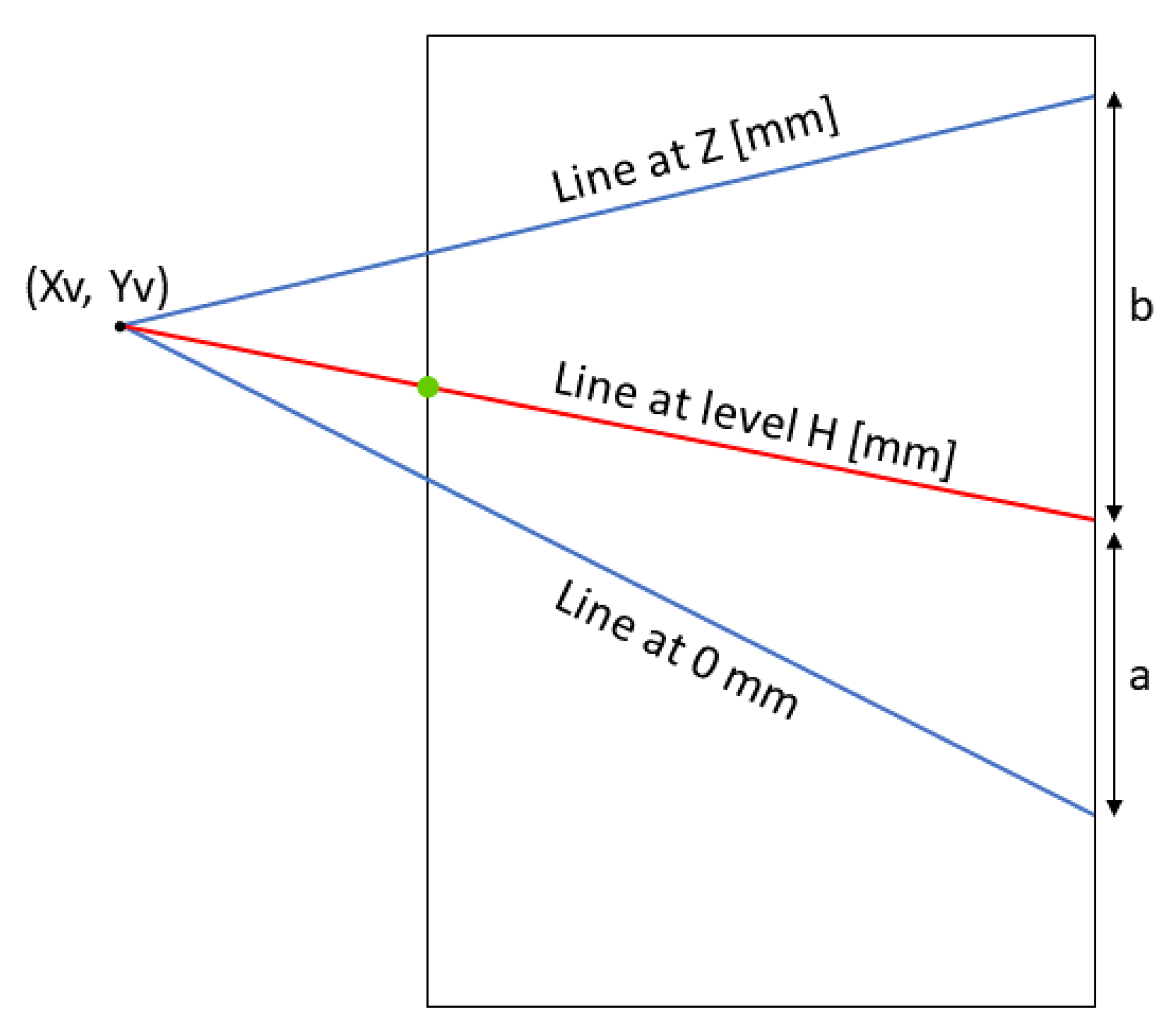
2.2.2. Reference System
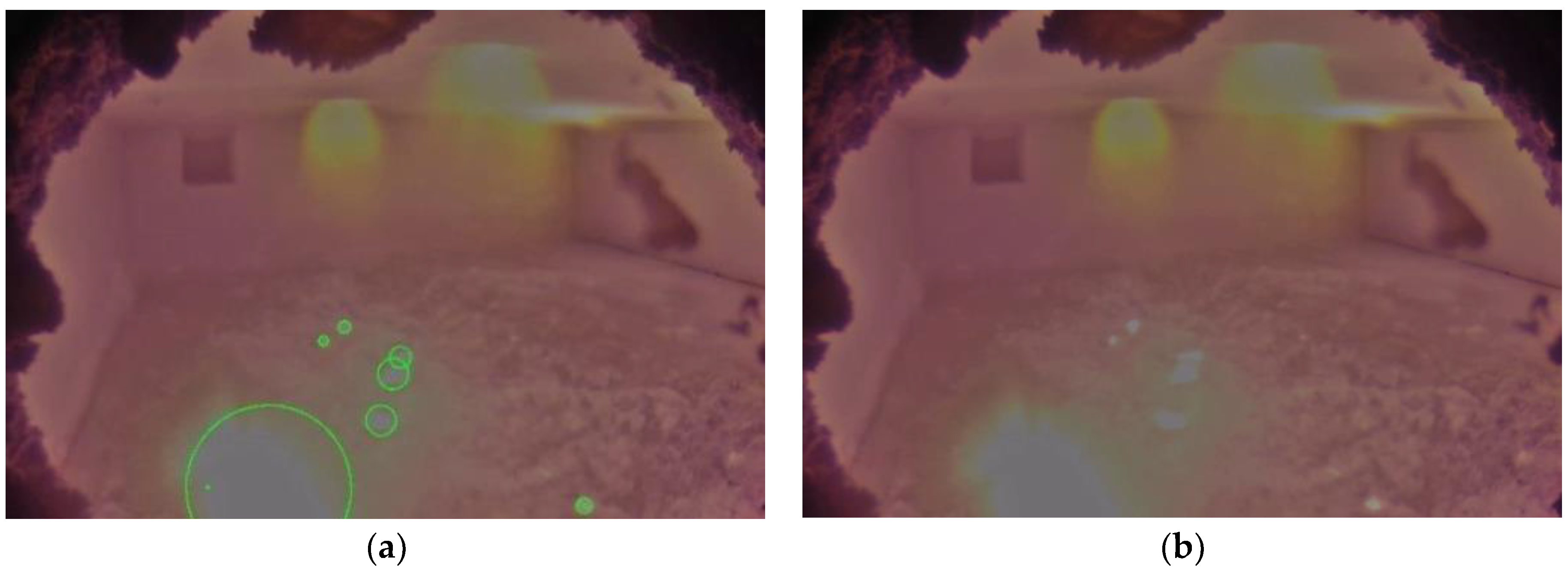
2.2.3. Level Detection
3. Experiments
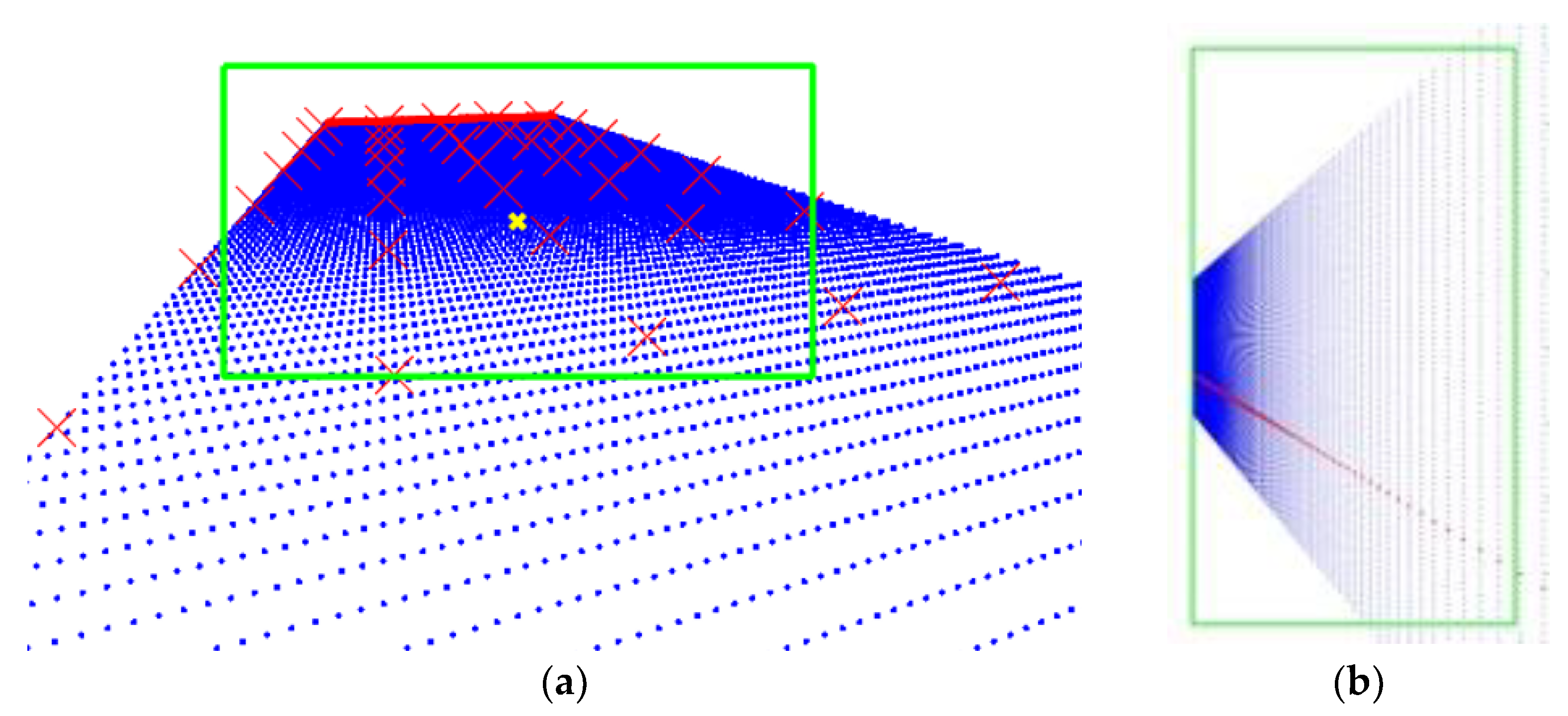
3.1. Identification of Camera Position
- Horizontal and vertical resolution of the camera sensor;
- Horizontal and vertical view angle of the camera sensor;
- Physical dimensions of the aluminum furnace;
- Position and orientation of the camera in the furnace.
3.2. Camera Calibration
4. Case Study
4.1. Aluminothermic Reaction Identification Algorithms
Performance Comparision
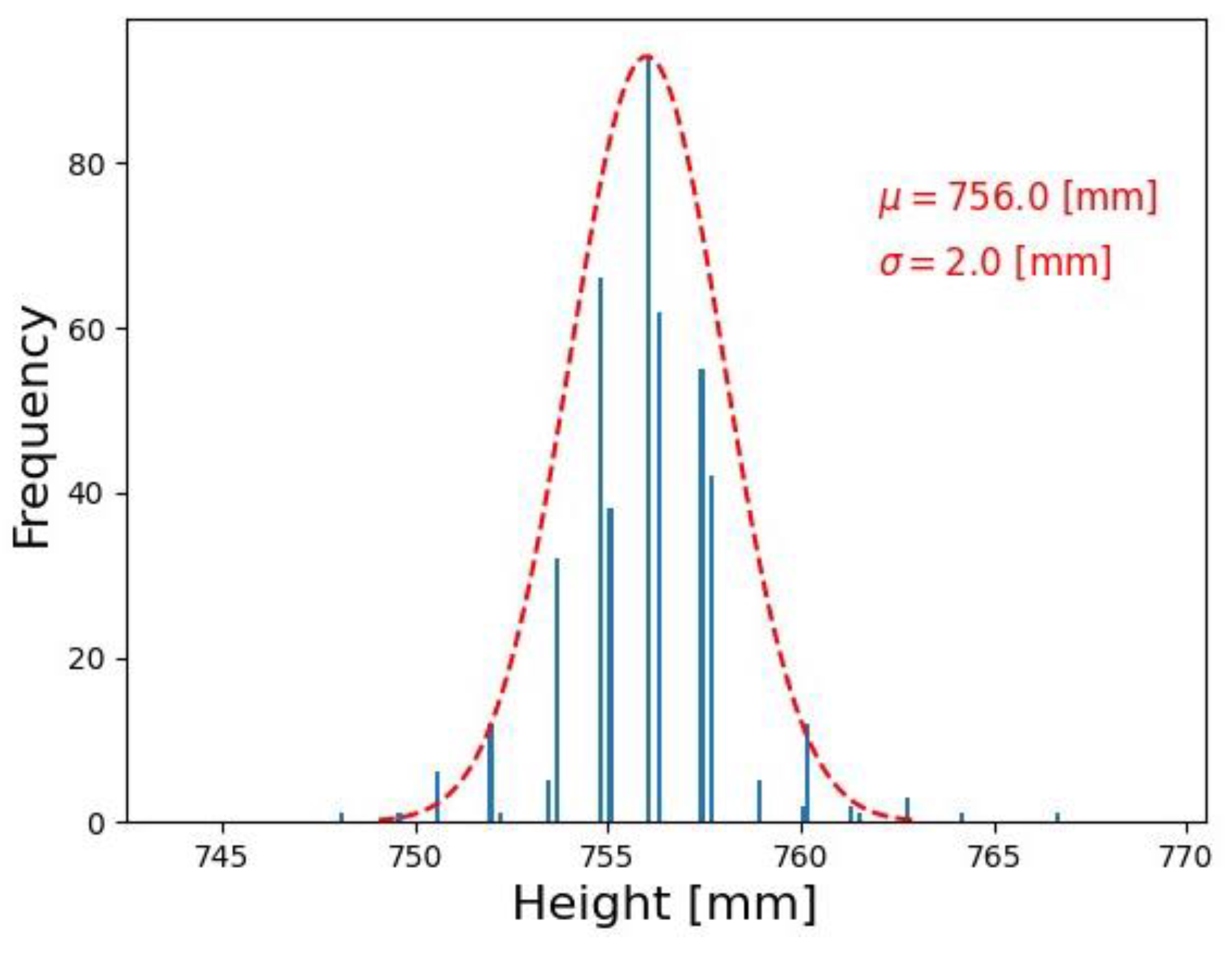
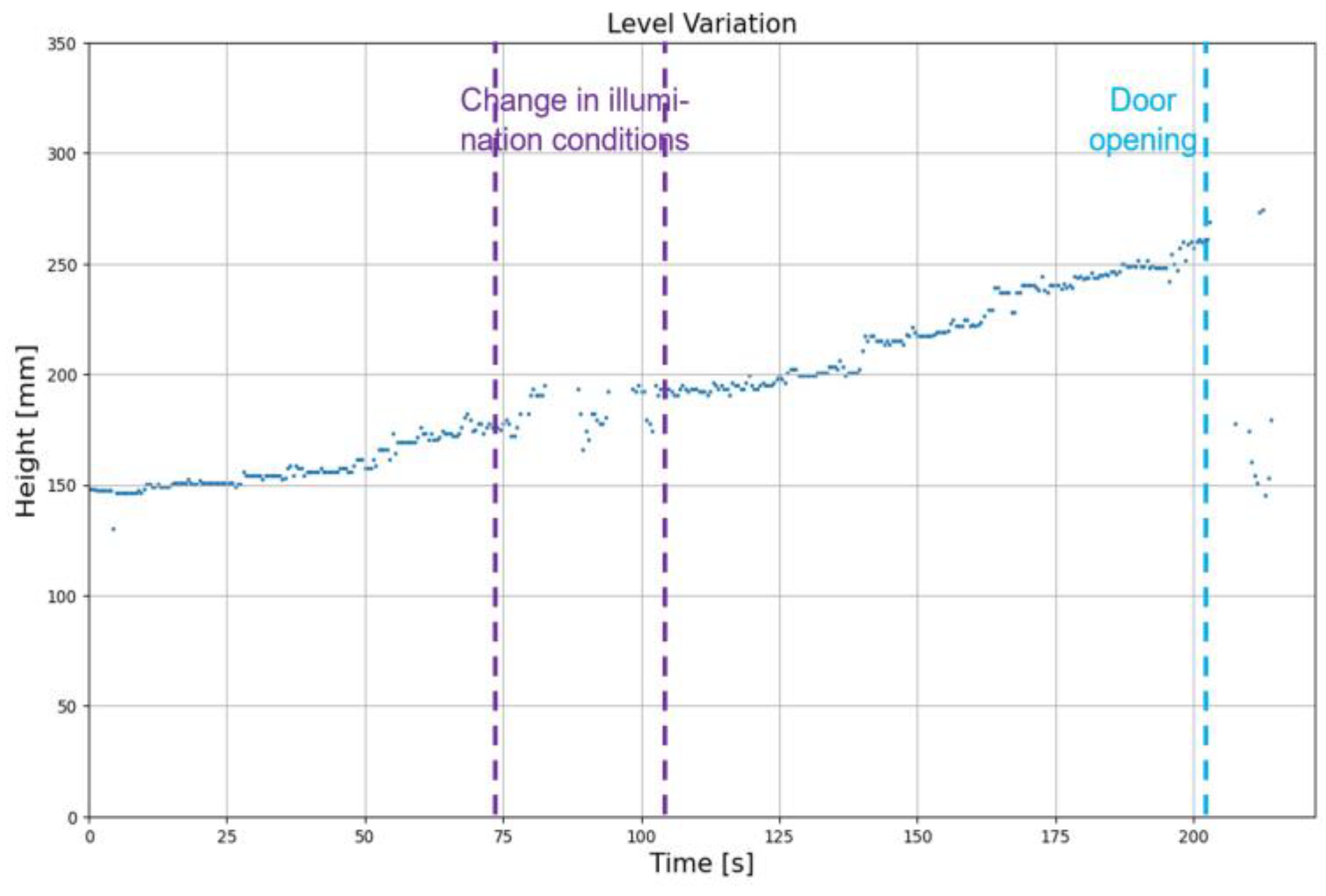
4.2. Molten Aluminum Level Identification Algorithm
Dynamic Performance
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tabereaux, A.T.; Peterson, R.D. Aluminum production. In Treatise on Process Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 839–917. [Google Scholar]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Almere, The Netherlands, 1993. [Google Scholar]
- Peterson, R.D. A Historical Perspective on Dross Processing. Mater. Sci. Forum 2011, 693, 13–23. [Google Scholar] [CrossRef]
- Roth, D.J. History and future of dross processing. In Light Metals 2015; Springer: Berlin/Heidelberg, Germany, 2015; pp. 1005–1009. [Google Scholar]
- Jafari, N.H.; Stark, T.D.; Roper, R. Classification and reactivity of secondary aluminum production waste. J. Hazard. Toxic Radioact. Waste 2014, 18, 04014018. [Google Scholar] [CrossRef]
- Grayson, J.T. Cost Savings in the Cast House through Optimizing Furnace Operation, Staff Training and Associated Variables. Mater. Sci. Forum 2011, 693, 104–111. [Google Scholar] [CrossRef]
- Orru’, R.; Simoncini, B.; Virdis, P.F.; Cao, G. Mechanism of Structure Formation in Self-Propagating Thermite Reactions: The Case of Alumina as Diluent. Chem. Eng. Commun. 1998, 163, 23–35. [Google Scholar] [CrossRef]
- Gaur, A.; Singh, A.; Kumar, A.; Kumar, A.; Kapoor, K. Video Flame and Smoke Based Fire Detection Algorithms: A Literature Review. Fire Technol. 2020, 56, 1943–1980. [Google Scholar] [CrossRef]
- Chen, J.; Mu, X.; Song, Y.; Yu, M.; Zhang, B. Flame recognition in video images with color and dynamic features of flames. J. Auton. Intell. 2019, 2, 30–45. [Google Scholar] [CrossRef] [Green Version]
- Phillips, W., III; Shah, M.; da Vitoria Lobo, N. Flame recognition in video. Pattern Recognit. Lett. 2002, 23, 319–327. [Google Scholar] [CrossRef]
- Li, W.; Mao, K.; Zhou, X.; Chai, T.; Zhang, H. Eigen-flame image-based robust recognition of burning states for sintering process control of rotary kiln. In Proceedings of the 48h IEEE Conference on Decision and Control (CDC) Held Jointly with 2009 28th Chinese Control Conference, Piscataway, NJ, USA, 15–18 December 2009; pp. 398–403. [Google Scholar] [CrossRef]
- Truong, T.X.; Kim, J.-M. Fire flame detection in video sequences using multi-stage pattern recognition techniques. Eng. Appl. Artif. Intell. 2012, 25, 1365–1372. [Google Scholar] [CrossRef]
- Sawicki, D.; Kotyra, A. Evaluation of the possibility of using RGB image analysis to co-firing process. Proc.SPIE 2019, 11176, 111760W. [Google Scholar] [CrossRef]
- Toreyin, B.U.; Dedeoglu, Y.; Cetin, A.E. Flame detection in video using hidden Markov models. In Proceedings of the IEEE International Conference on Image Processing 2005, Genoa, Italy, 14 September 2005. [Google Scholar] [CrossRef]
- Pesatori, A.; Norgia, M.; Svelto, C. Automated vision system for rapid fire onset detection. In Proceedings of the 2009 IEEE Instrumentation and Measurement Technology Conference, Singapore, 5–7 May 2009; pp. 163–166. [Google Scholar] [CrossRef]
- Ibraheem, N.A.; Hasan, M.M.; Khan, R.Z.; Mishra, P.K. Understanding color models: A review. ARPN J. Sci. Technol. 2012, 2, 265–275. [Google Scholar]
- Grandfield, J.F.; McGlade, P.T. DC casting of aluminum: Process behaviour and technology. Mater. Forum-Rushcutters Bay 1996, 29–51. Available online: http://www.congnghe-sx.com/upload/files/casting1(1).pdf (accessed on 20 April 2023).
- Geldenhuis, J.M.A.; Miller, D.; Van Beek, B.; Ndlovu, J.; Hara, K.T. Development of alternative techniques for matte level measurements in sulphide smelting furnaces. Int. Platin. Conf. Platin. Adding Value 2004, 25–32. Available online: http://saimm.org.za/Conferences/Pt2004/025_Geldenhuis.pdf (accessed on 20 April 2023).
- Lee, J.-H.; Kim, J.-Y.; Park, T.-H.; Bae, S.-E. Liquid level measurement by the detection of abrupt pressure changes in a tube in contact with a liquid surface. J. Korean Radioact. Waste Soc. 2015, 13, 39–44. [Google Scholar] [CrossRef]
- He, Q.; Meng, H.; Hu, Z.; Xie, Z. Molten Steel Level Detection from Thermal Image Sequence Based on the Characteristics of Adhesive Flux. IEEE Trans. Instrum. Meas. 2019, 68, 3456–3467. [Google Scholar] [CrossRef]
- Kim, G.; Kim, H.; Oh, K.; Park, J.; Jeong, H.; Lee, E.-W. Level meter for the electromagnetic continuous casting of steel billet. ISIJ Int. 2003, 43, 224–229. [Google Scholar] [CrossRef]
- Saleem, A.; Underhill, P.R.; Chataway, D.; Gerritsen, T.; Sadri, A.; Krause, T.W. Electromagnetic Measurement of Molten Metal Level in Pyrometallurgical Furnaces. IEEE Trans. Instrum. Meas. 2020, 69, 3118–3125. [Google Scholar] [CrossRef]
- Zhuang, Z.; Zhang, Y.; Zhou, T.; Ji, S. Capacitance Measurement of Molten Metal Level in Continuous Casting System. In Proceedings of the 2020 International Conference on Sensing, Measurement & Data Analytics in the Era of Artificial Intelligence (ICSMD), Xi’an, China, 15–17 October 2020; pp. 419–423. [Google Scholar] [CrossRef]
- Hu, Z.; Ci, Y.; Xie, Z. Molten Steel Level Measurement in Tundish with Heat Transfer Analysis. ISIJ Int. 2011, 51, 1674–1681. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Zhou, Y.; Liu, H.; Zhang, L.; Wang, H. Visual measurement of water level under complex illumination conditions. Sensors 2019, 19, 4141. [Google Scholar] [CrossRef] [Green Version]
- Bobovnik, G.; Mušič, T.; Kutin, J. Liquid level detection in standard capacity measures with machine vision. Sensors 2021, 21, 2676. [Google Scholar] [CrossRef]
- Samann, F.E. Real-time liquid level and color detection system using image processing. Acad. J. Nawroz Univ. 2018, 7, 223–227. [Google Scholar] [CrossRef]
- Lin, Y.-T.; Lin, Y.-C.; Han, J.-Y. Automatic water-level detection using single-camera images with varied poses. Measurement 2018, 127, 167–174. [Google Scholar] [CrossRef]
- Iovenitti, P.; Thompson, W.; Singh, M. Three-dimensional measurement using a single image. Opt. Eng. 1996, 35, 1496–1502. [Google Scholar] [CrossRef]
- Duda, R.O.; Hart, P.E. Use of the Hough transformation to detect lines and curves in pictures. Commun. ACM 1972, 15, 11–15. [Google Scholar] [CrossRef]
- Xu, Z.; Shin, B.-S.; Klette, R. Accurate and Robust Line Segment Extraction Using Minimum Entropy with Hough Transform. IEEE Trans. Image Process. 2015, 24, 813–822. [Google Scholar] [CrossRef]
- Zheng, Y.; Xia, B. High precision Fast Line Detection of alignment and coupling for planar Optical Waveguide device. Optik 2017, 145, 519–528. [Google Scholar] [CrossRef]
- Aggarwal, N.; Karl, W.C. Line detection in images through regularized hough transform. IEEE Trans. Image Process. 2006, 15, 582–591. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Relevant Contribution | Limitations |
|---|---|---|
| [8] | Provides a review of flame and smoke detection methods from the literature | [Not applicable] |
| [9] | Flame detection in videos using RGB color model | Detection performance is low when the flame is small, typically during the initial stage of fire |
| [10] | Fire detection in videos using color and motion information | The method developed for general data, such as video sequences taken in outdoor environments |
| [14] | Flame detection in video using a hidden Markov model | Videos were in outdoor environment with bright illumination |
| [16] | Explanation of color models | [Not applicable] |
| [18] | Matte levels were measured in a smelting furnace using magnetic sensors | Contact measurement method. A probe should be inserted into the molten bath |
| [20] | Molten steel level is measured by detecting the steel-flux interface using computer vision | The system requires a sounding bar and a mechanical system to periodically deliver the bar, making it a contact measurement method |
| [21] | Level measuring system using electromagnetic induction sensor and difference of magnetic field obtained | The sensor should be placed closer to the molten metal bath for an accurate measurement. The sensor electronics cannot withstand high-temperature furnace environment |
| [22] | Measurement of molten metal level in a furnace using an electromagnetic sensing system consisting of eddy current drive and pickup coils | Drive and coils should be embedded in the furnace walls. Accuracy of the measured level depends on the strength of the electromagnetic field |
| [23] | Molten metal level measured using a capacitance sensor system | The capacitance sensor should be placed closer to the molten metal bath for an accurate measurement |
| [25,26,27,28] | Automatic level measurement from images of liquid level with measuring scales or gauges | A level meter or gauge should be present to detect them using camera |
| Algorithm | Average Recognition Rate | Average Cycle Time [s] |
|---|---|---|
| Color scale | 1.99 | 0.69 |
| Grayscale | 6.51 | 0.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ravi, Y.S.; Conti, F.; Fasoli, P.; Bosca, E.D.; Colombo, M.; Mazzoleni, A.; Tarabini, M. Identification of Aluminothermic Reaction and Molten Aluminum Level through Vision System. Sensors 2023, 23, 5506. https://doi.org/10.3390/s23125506
Ravi YS, Conti F, Fasoli P, Bosca ED, Colombo M, Mazzoleni A, Tarabini M. Identification of Aluminothermic Reaction and Molten Aluminum Level through Vision System. Sensors. 2023; 23(12):5506. https://doi.org/10.3390/s23125506
Chicago/Turabian StyleRavi, Yuvan Sathya, Fabio Conti, Paolo Fasoli, Emanuele Della Bosca, Maurizio Colombo, Andrea Mazzoleni, and Marco Tarabini. 2023. "Identification of Aluminothermic Reaction and Molten Aluminum Level through Vision System" Sensors 23, no. 12: 5506. https://doi.org/10.3390/s23125506