1. Introduction
In recent years, the high emissions of greenhouse gases have caused environmental pollution and increased global concern. Petrochemicals and refineries are the main energy consumers that have a great share of greenhouse gas emissions. In these industries, large amounts of hydrocarbons are burned due to safety issues in the flares. A flare stack is a gas combustion device which is used in industrial plants such as petroleum refineries, chemical plants, and natural gas processing plants for burning unwanted and flammable gases. Studies have reported that in 2016, more than 149 billion cubic meters of gas was burned in flares in the world [
1]. It represents a huge waste of energy and financial resources and an increase of about 2 billion cubic meters compared to 2015.
The mentioned explanations have led to research and proceedings to reduce flaring. The solid oxide fuel cell (SOFC) system for reducing flare gases was presented by M. Saidi et al. [
2]. Based on the results obtained from this system, in addition to generating 1200 MW electrical energy, the amount of pollutant gas emissions reduced from 1700 kg/s to 68 kg/s. Sonawat et al. [
3] showed that flare gas can be recovered using an ejector. The ejectors have been used to increase the pressure of flare gases by high-pressure motive fluids and then reinjecting them into the pipelines. They compared their work with other flare recovery systems and found that the ejector was the simplest and cheapest because of low initial cost, adaptability to changes in operating conditions, low operation and maintenance costs, high rate of return and short payback period (PBP). Studies on design parameters of the flare gas recovery system (FGRS) by Enayati et al. [
4] was performed. Their simulations were done in steady state and dynamic conditions in order to compare these two modes. Their simulation results indicated that the recovery of 5916 (nm
3/h) of sweet natural gas, 24 (ton/h) of gas condensates and production of 297 (m
3/h) of acid gas would be possible. One of the recovery methods proposed by Zadakbar et al. [
5] was to compress the flare gases and return them to the fuel gas header for immediate use as fuel gas. A feasibility study of a flare gas recovery system in a real refinery was carried out by Gabriel et al. [
6]. Their work focused on the selection and design of the flare gas recovery system, the gas treatment and reuse, the economic feasibility, and finally the payback period of the system. Choosing a liquid ring compressor to recover flare gases showed the payback period was about 2.5 years. The separation of gas and oil phases remained the most important step in the so-called surface production. Mourad et al. [
7] performed studies on optimal pressure stages in the separation process in order to reduce flaring. Xu et al. [
8] conducted a study to reduce the flaring in the startup of a petrochemical unit. Their results showed that it would be possible to prevent wasting large quantities of volatile organic compounds (VOCs).
Anomohanran et al. [
9] studied the environmental impacts from pollutant emissions of burning associated gases in flares. They concluded that flaring wasted 11 billion dollars annually. Abdulrahman et al. [
10] examined the key role of the Clean Development Mechanism (CDM) to overcome the difficulties of gas flaring recovery projects in developing countries. CDM is one of the three market-based mechanisms adopted under the Kyoto Protocol.
Some researchers have also modeled several plans to recover flare gases from a unit. After economic analysis, they offer the most cost-effective model. Rahimpour et al. [
11] proposed three strategies for recycling associated gases and preventing the release of pollutants to the environment, namely gas-to-liquid (GTL) process, electricity generation with a gas turbine, and compression and injection into the refinery pipelines. Finally, the results of their research showed that generating electricity from these flare gases is more cost-effective than the two others. Banwarth et al. [
12] provided detailed explanations into the design of one-stage and two-stage compressors used in flare gas recovery plants. Zolfaghari et al. [
13] presented three models for the utilization of flare gases and their optimal use. These three ways included gas to liquid (GTL), gas turbines generation (GTG) and gas to ethylene (GTE). They concluded that the GTG method has the most economic benefits.
Also, some chemical methods have been proposed to reuse the flare gases by now. M. Beal et al. [
14] investigated the energy return on investment (EROI) of the synergistic integration of flare gas with a microalgae biorefinery. They proposed a method to utilize flare gas for production of biofuel and protein from alga which indicated a beneficial system environmentally. Moreover, integration and reuse of flared gases with fuel gas network (FGN) is an impressive method for reducing greenhouse gas (GHG) emissions in addition to saving energy in refineries. An FGN model was modified by Tahouni et al. [
15] and results indicated a 12% reduction in natural gas consumption compared to the nonintegrated flare gas stream case and a 27.7% reduction compared to the base case with no FGN. One of the drawbacks with the flaring is measuring the conditions of gas flaring. Heidari et al. [
16] measured these conditions in a real gas refinery plant and they suggested two feasible structures for electrical power generation from the flare gas as two scenarios. The first scenario is burning the mixture of the flare gas and a conventional fuel, and the second one is sending the flare gas to an intermediate stage of a gas turbine after burning it in a combustor. The results showed that the first scenario is superior from technical and economic aspects.
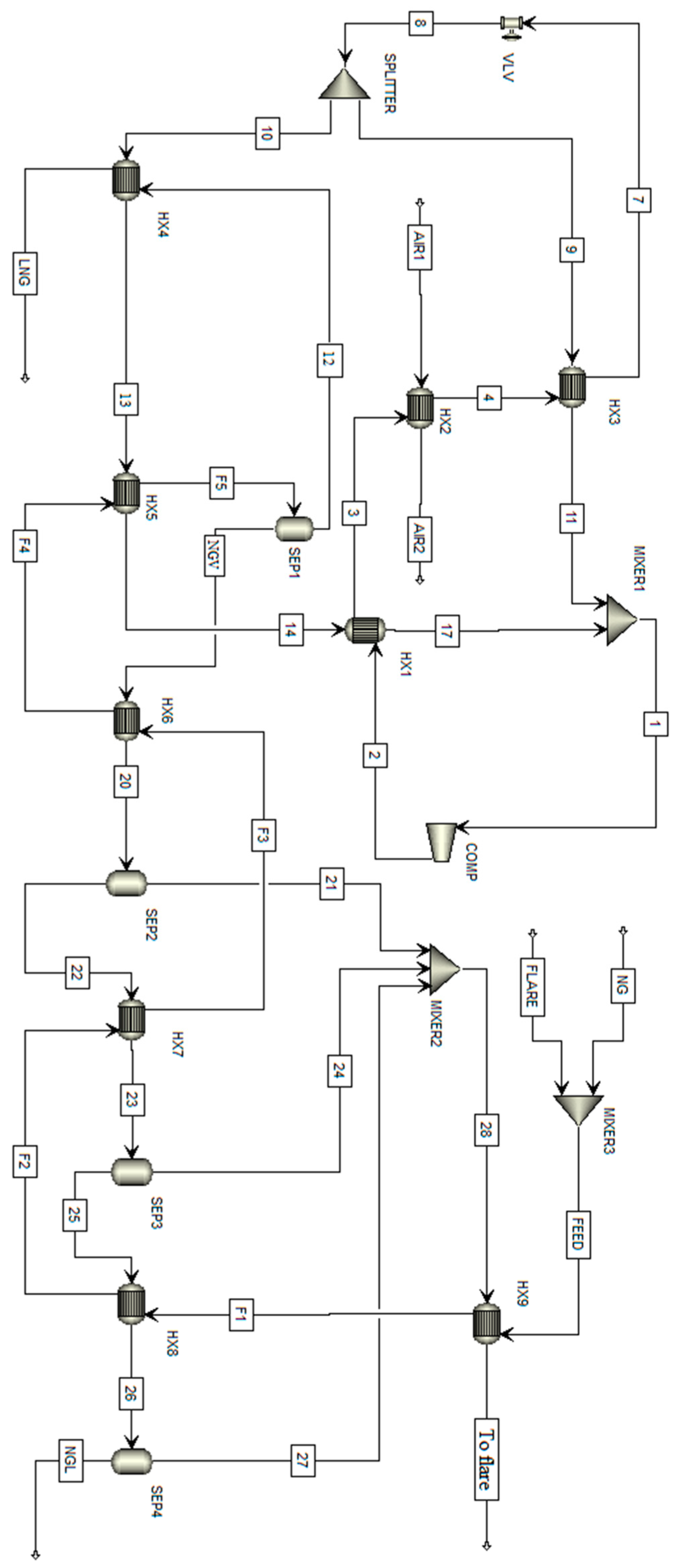
In the present study, a flare gas recovery process is designed, simulated, and optimized in powerful ASPEN PLUS software (version 8.6, Aspen Technology Inc., Bedford, MD, USA). A thermo–economic analysis has been carried out for recovering valuable products (liquefied natural gas and natural gas liquids) from flare gases. Liquefied natural gas (LNG) is widely accepted as a clean energy alternative to other fossil fuels where natural gas (NG) is not available through pipelines [
17]. Natural gas liquids (NGLs) are flammable mixtures consisting of light hydrocarbon products (ethane, propane, isobutane, pentane and some heavier species). NGL has a variety of applications and is mainly used for heating appliances, cooking equipment, vehicles and in the chemical industry [
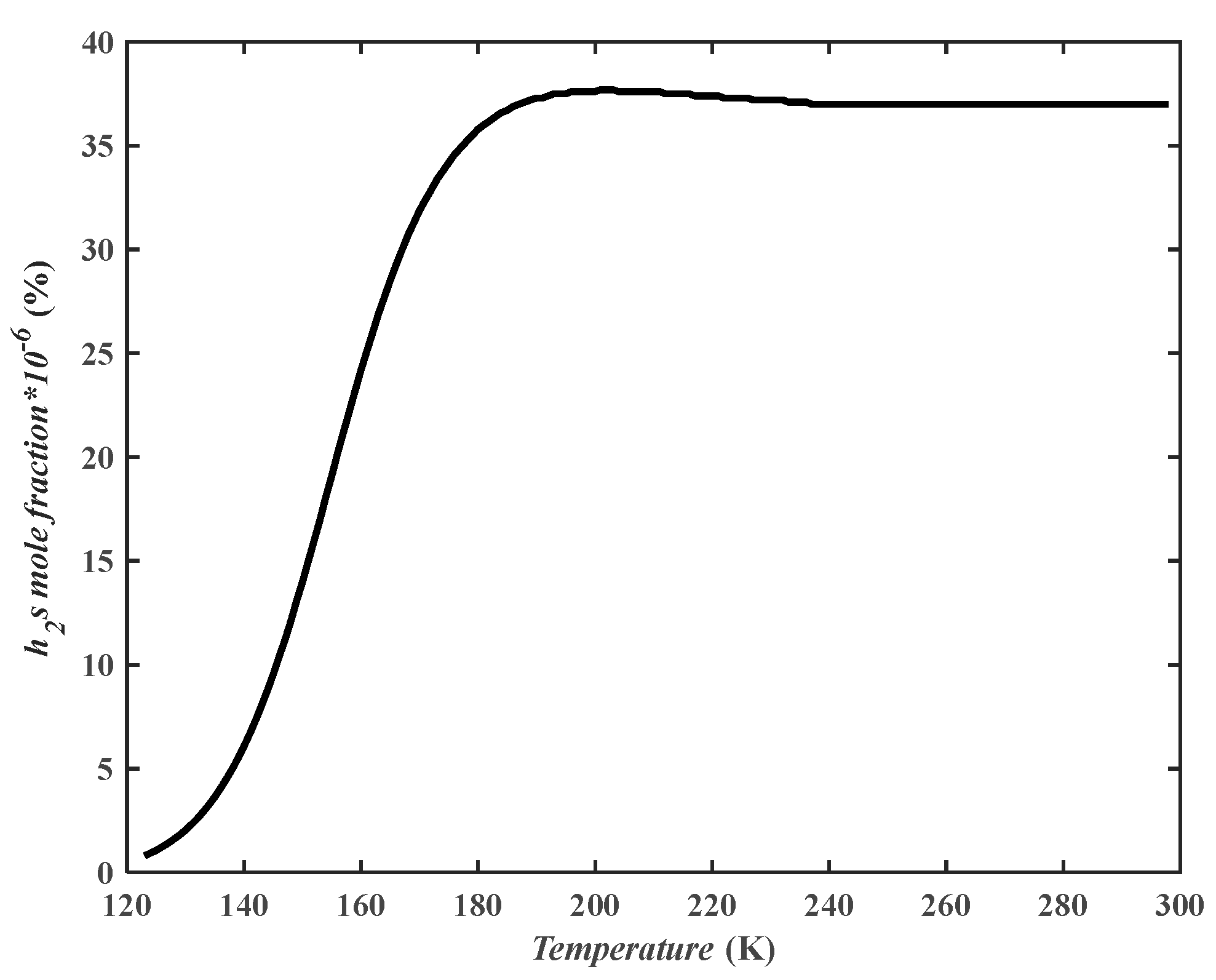
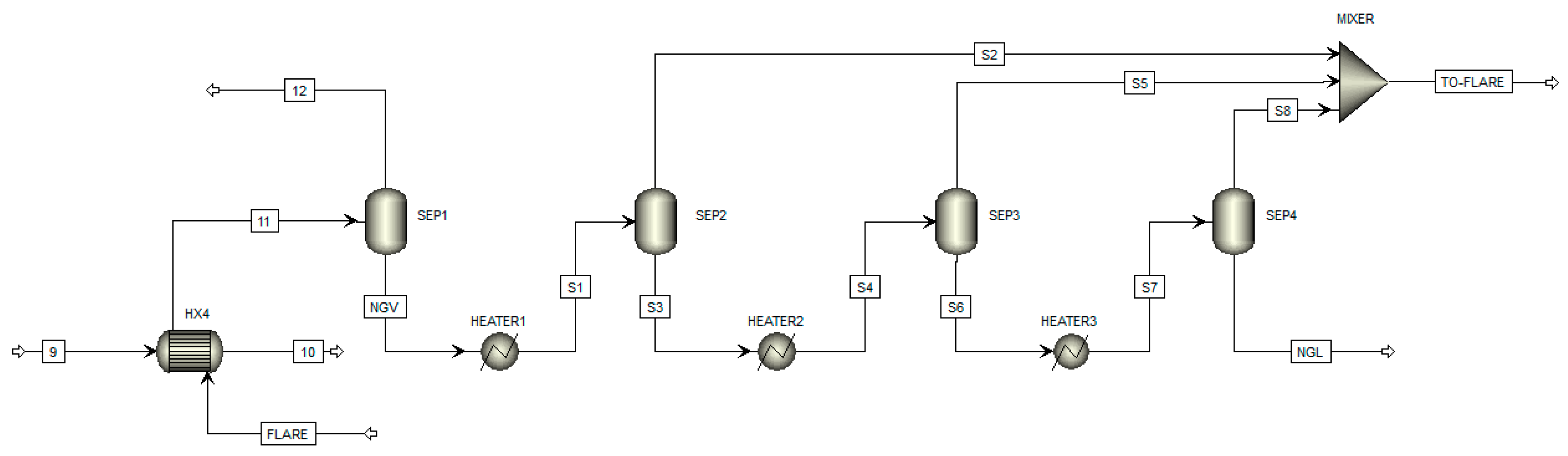
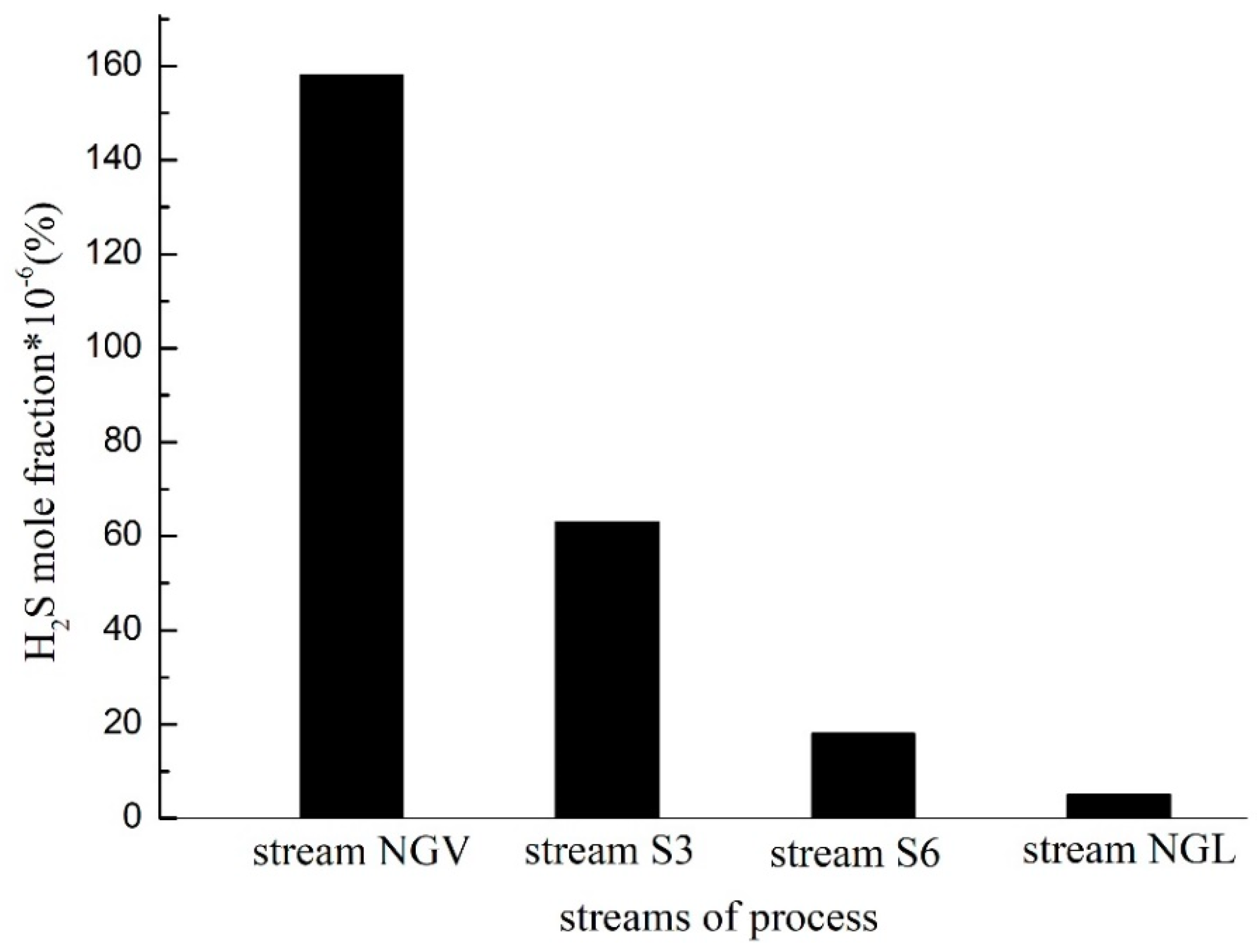
18]. In this study, the flare gases of the Fajr Jam refinery were selected as a case study. The most important issues were a nonconstant flow rate and an excessive H
2S in flare gas components. In refiners, removing H
2S usually is done by installing amine towers, but using this technology for low feed gas is not economically and technically justifiable. In this work, the amount of H
2S in products (LNG and NGL) is reduced to a standard level with the help of a refrigeration cycle and the nonconstant flare gas flow rate issue is addressed with the help of an auxiliary flow to keep the feed flow rate constant. The flare recovery process is designed with three goals: separation of H
2S from gas flare, LNG, and NGL production.
4. Economical Evaluation
In this section, the capital costs of the flare recovery system are determined and then an economical evaluation is conducted. Various methods can be used to estimate investment costs. Selection of each method depends on the available information and accuracy. In this research, the percentage of equipment prices method is used [
26]. This method is used to estimate the total investment cost and it needs the price of equipment in the process. Other items in the total direct cost of the plant are also estimated with the use of a percentage of this cost. So, at first, the cost of the process equipment is calculated, then other costs are obtained. To calculate the price of equipment, except compressor, Equation (2) is used [
27]:
where
is the equipment price,
A the capacity or measurable parameter for equipping, and
,
and
are constants [
28].
Because of the capacity of the compressor, Equation (2) is not suitable. So Equation (3) is used to calculate the compressor price [
29].
where
and
are the inlet and outlet pressure of the compressor, respectively,
is the flow rate (kg/s),
is the compressor’s isentropic efficiency, and
is the cost of the compressor. The calculated prices are shown in
Table 6.
The assumptions used in the economic evaluation model, in order to estimate the time of return on investment, are shown in
Table 7. The required investment to build each unit includes direct and indirect investment costs.
The relative factors for estimating direct and indirect investment costs based on the equipment price of the processing units are shown in
Table 8. Variable costs are those which vary directly with the output of a particular plant or production process, such as fuel costs [
30].
Table 9 shows the annual income and the cost of fuel before starting the plant. Based on the fixed and variable costs, analysis is done. To calculate payback period, the net present value (NPV) method is used.
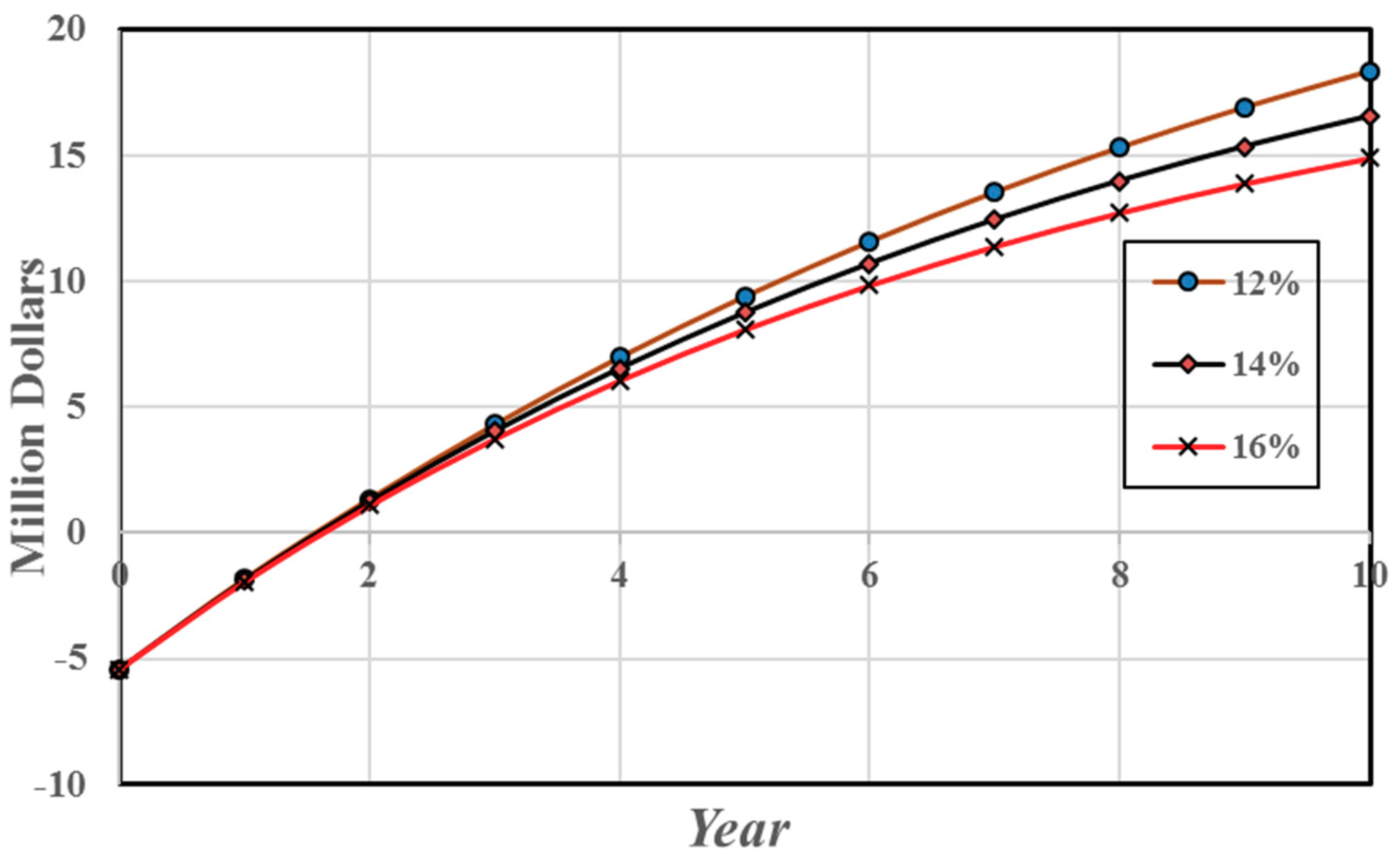
The NPV method calculates and summates the present value of all the annual cash flows that have been achieved or consumed over the life of the project. Costs are considered to be in the form of negative values and incomes as positive values. The sum of all the present values is known as the NPV. The discount factor is based on an assumed discount rate, that is, interest rate, and can be determined by using Equation (4).
where
is discount factor,
is the interest rate, and
is the time period.
The NPV is calculated for the three discount rates of 12%, 14%, and 16%. From
Figure 9, the payback period can be calculated. If a line from the zero point from the vertical axis and parallel with the horizontal axis is plotted, it will cross the curves at a point where it shows the time of returning the capital cost. This zero line is shown in
Figure 9. This value is 1.6 years for almost all discount rates.
By utilizing the proposed flare recovery process, about 12 million cubic meters of flare gas are estimated to be saved yearly. In addition, with the proposed flare gas recovery process, annual production of more than 11 thousand tons of LNG and annual production of over 1230 tons of NGL are possible.
7. Conclusions
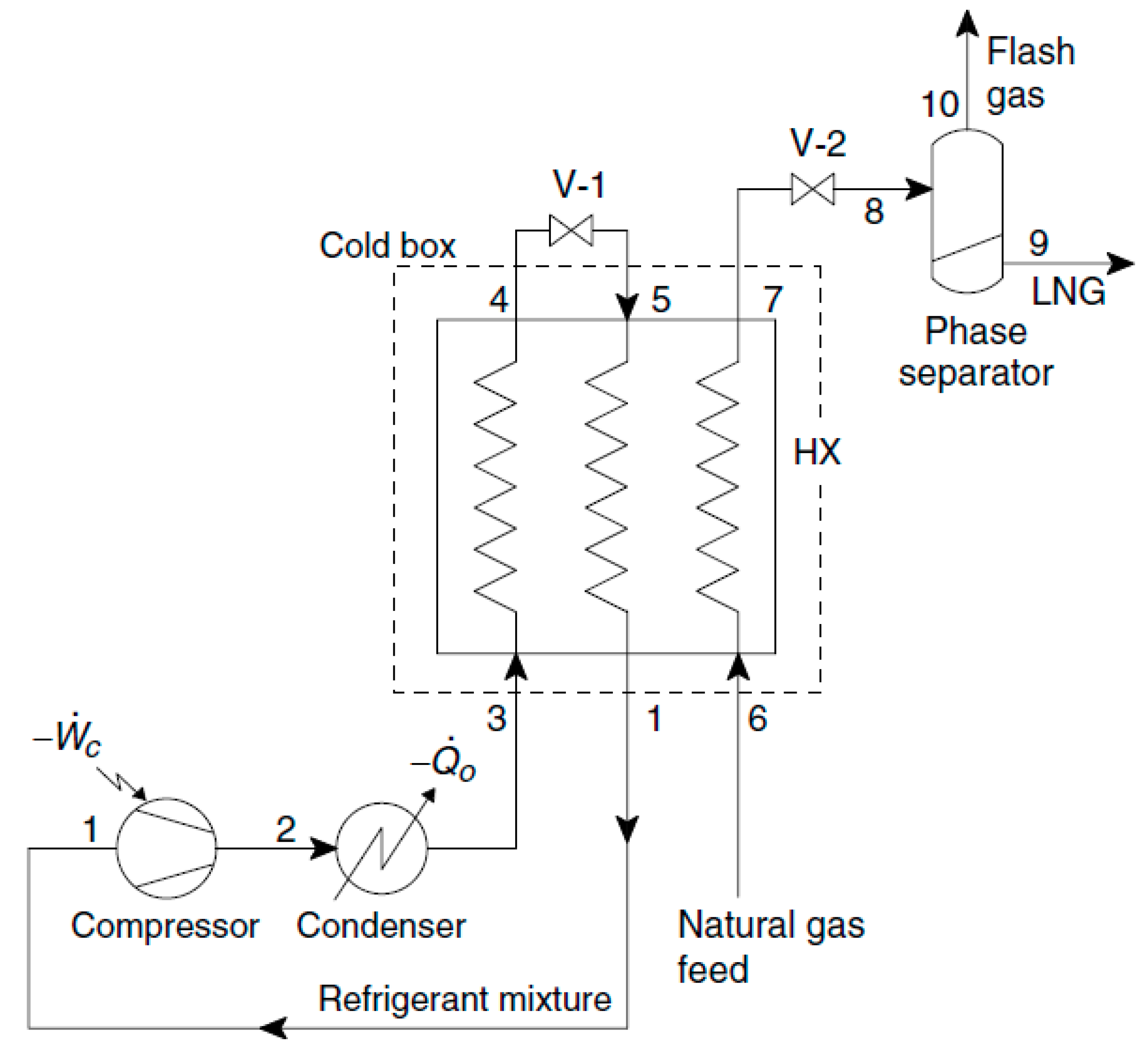
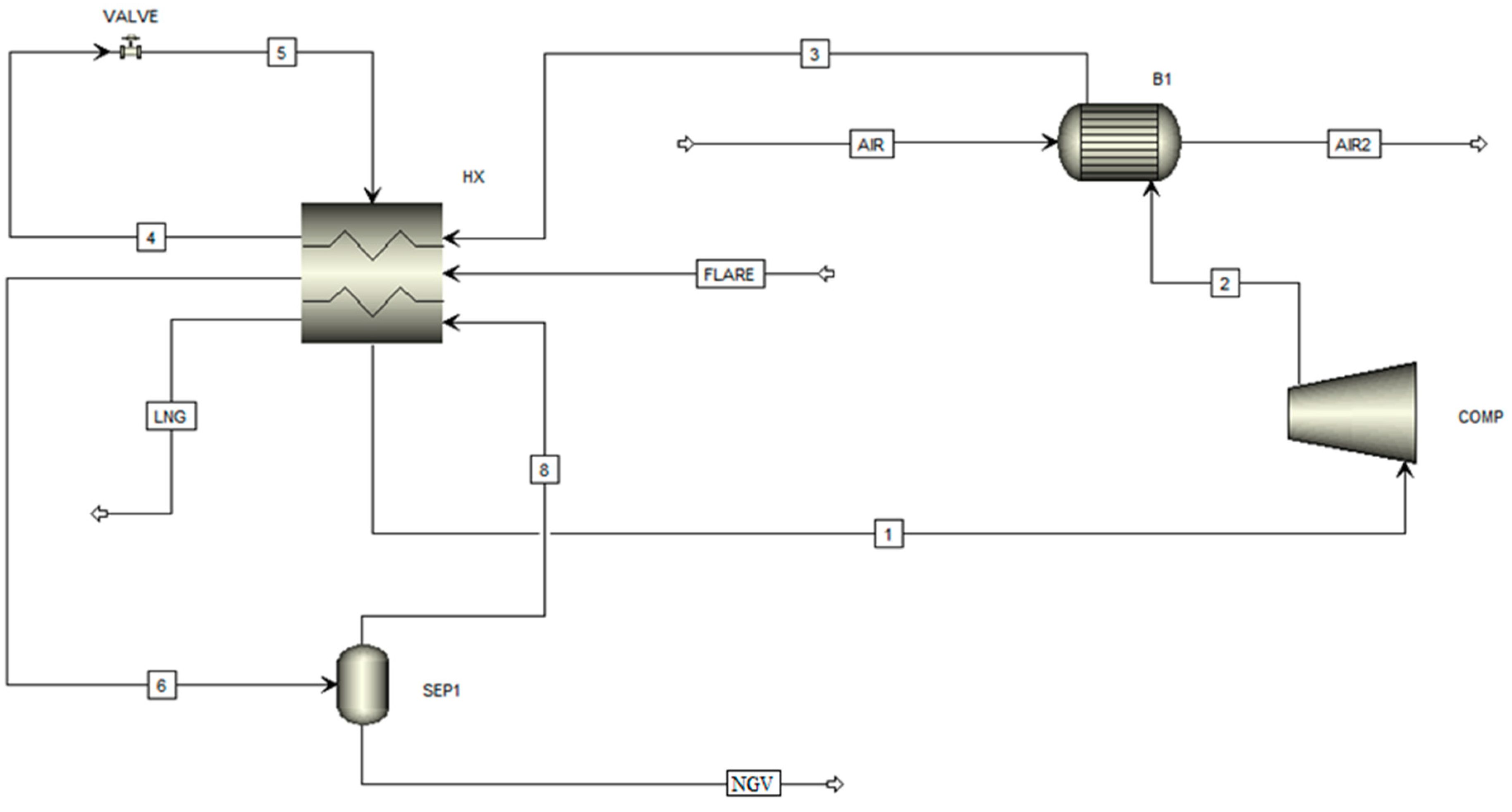
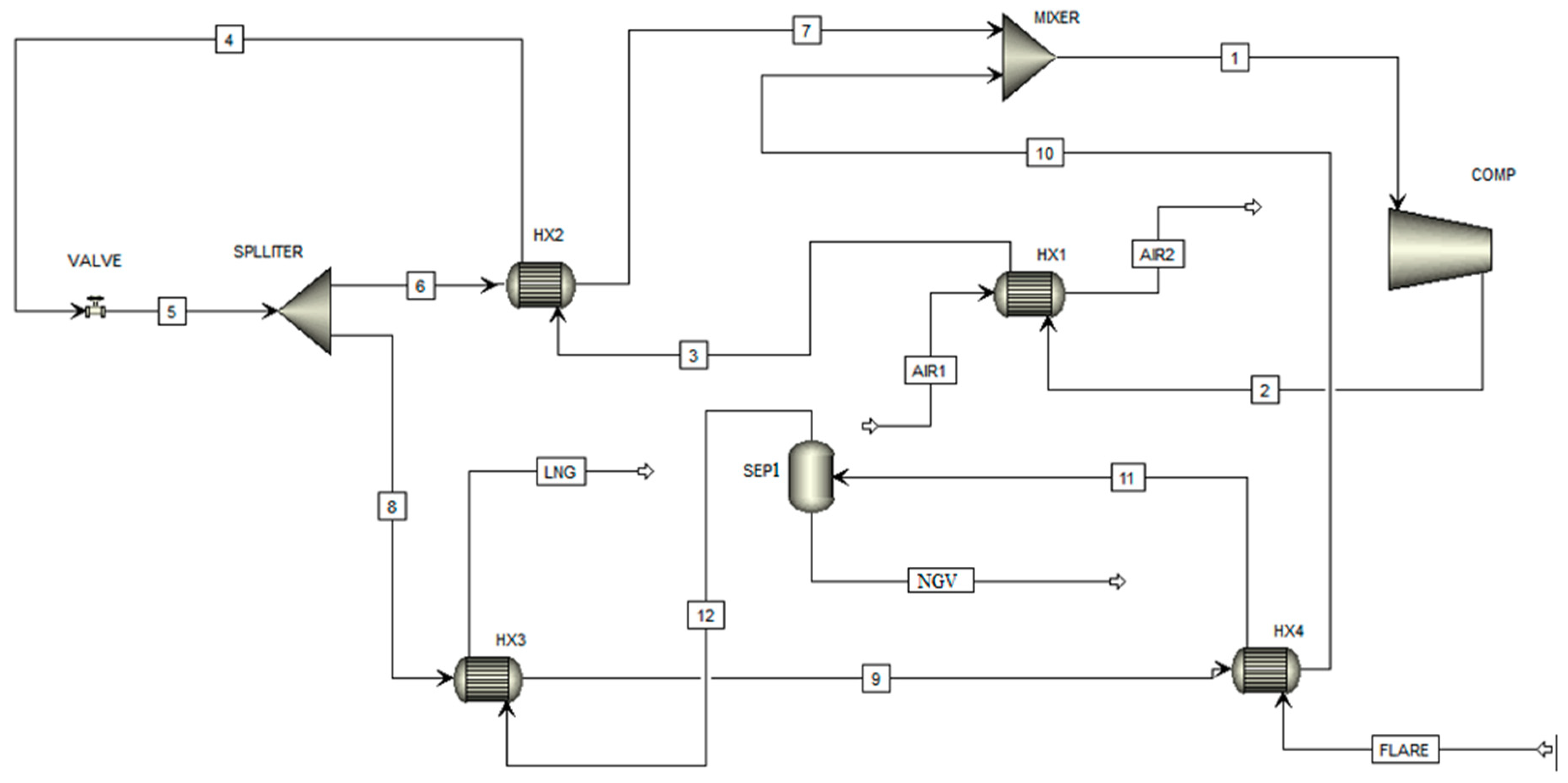
Attention to the environment and the value of preserving primary resources are the two factors which make it necessary to minimize flaring in accordance with practical considerations and constraints. Therefore, according to the environmental pollution and considering the added value that is completely eliminated, it is very logical to check the establishment of a unit for the recycling of flare gases and the production of valuable products from them. In this research, we tried to design a flare gas recovery system with consideration of the refinery’s normal conditions. In this process, a cooling cycle was used to reduce the H2S level of flare gases and also separate LNG and NGL from it. Therefore, by selecting the Fajr Jam refinery flare gases as a case study, the process of producing gas condensate was designed. The PRICO cycle was used for the cooling process. Due to the design conditions, this refrigeration cycle undergoes some changes to improve the process. The results of simulation and economic analysis include:
Avoiding the loss of about 12 million cubic meters of gas per year.
Annual production of more than 11 thousand tons of LNG.
Annual production of over 1230 tons of NGL.
Payback period is about 1.6 years by using the net present value method.
Consequently, by applying the presented flare gas recovery process, both environmental and economic advantages could be achieved.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}