Exergetic Analysis and Exergy Loss Reduction in the Milk Pasteurization for Italian Cheese Production




1
Department of Land, Environment, Agriculture and Forestry, University of Padova, Agripolis, Viale dell’Università 16, 35020 Legnaro, Italy
2
ITS Academy—Agroalimentare Veneto, Viale XXVIII Aprile 22, 31015 Conegliano, Italy
*
Author to whom correspondence should be addressed.
Energies 2020, 13(3), 750; https://doi.org/10.3390/en13030750
Submission received: 27 January 2020
/
Revised: 3 February 2020
/
Accepted: 5 February 2020
/
Published: 8 February 2020
Abstract
:The cheese industry has high energy consumption, and improvements to plant efficiency may lead to a reduction of its environmental impact. A survey on a sample of small-medium Italian cheese factories was carried out in order to assess the efficiency of heat recovery of the milk pasteurization equipment for the cheese production. Then, an exergetic analysis to calculate the related exergy loss was carried out together with a cost-benefit analysis to identify the optimized value of the heat efficiency. The exergy loss reduction was determined throughout an exergy analysis that takes into account this last value and the comparison with the previous exergy losses. Finally, the feasibility and the consequent additional reduction of exergy losses were verified, if a cogeneration heat and power (CHP) combined to the pasteurization equipment is assumed. Results show a current heat recovery efficiency of 93.2% in the Italian cheese factories; a close connection between the exergetic losses and the efficiency of the heat recovery exchanger; the optimized recovery efficiency equal to 97.3% obtained from the cost-benefit analysis; a related important exergetic loss reduction of −45% in the heat exchangers, as a second result of the exergetic analysis; a similar reduction of the exergy loss (−42%) of the whole system, as a third result of the exergetic analysis; a total exergy loss reduction of 22.9 kJ kg−1milk, which corresponds to a lower environmental impact due to CO2 reduction; a further reduction of the exergy loss of −10% when the cogeneration heat and power CHP are used.
1. Introduction
The Italian annual production of cow’s milk is more than 12 million ton y−1; of this amount, about 2.5 million ton y−1 are used as food without transformation, while the remaining production is transformed in Italian cheese [1]. There are approximately 2000 cheese factories, including the cooperatives, only 90 of them transforming the 50% of almost 10 million ton/year of milk with 40 ton y−1 average per capita production. The other half of milk production is transformed into cheese by most cheese factories [1], which are connoted to be mainly like a partially craft activity, but with a high regional diversification of dairy products highly appreciated by consumers that stimulates food and wine tourism and increases the positive effects on local economy. At the time, these small factories have a reduced inclination to invest in equipment leading to higher production costs, also related to the low energetic efficiency of the plants.
However, it is important to observe that in other European Countries the presence of few large dairy factories is more frequent, equipped with new high efficiency plants. For example, in France there are about 700 factories with an average per capita production about 22,000 ton y−1, in Germany less than 300 factories with 54,000 ton y−1, and in Netherlands the dairy factories are only 52 with 105,000 ton y−1 average per capita production [2,3,4,5].
Specifically, regarding the topic dealt with in this work, namely the heat recovery treatments of milk before cheese making, it can be said that they are in fifth place in terms of energy demand, after the processes relating to the oil, chemical, paper, and steel industry [6]. The energy consumed in the dairy sector is mostly derived from the burning of fossils such as oil, natural gas, and coal. This means two things: (1) a non-negligible contribution to environmental pollution; (2) a dependence on fossil fuel supplies, which makes food production a hostage of the changing prices due to international crises [7,8,9,10,11]. A valid way to help to reduce these problems is the use of energy improvement strategies [6].
To achieve the aim of energy efficiency, the exergetic balance is a modern and powerful tool, introduced in the middle of the previous century [12,13], based on the linear combination of the other two balances: the energy balance (First Law of Thermodynamics) and the entropy balance (Second Law of Thermodynamics) [14]. With exergetic analysis, it is easier to understand the dissipative phenomena accompanying the use of energy [15,16,17,18,19,20,21,22].
In light of the excellent results obtained from the exergetic analysis applied to some processes carried out in the dairy factories [23,24,25,26,27,28,29,30,31,32] and other sectors of the food industry [33,34,35], this work aims to assess the exergy loss reduction in the milk pasteurization as a consequence of an increase in heat efficiency in the Italian dairy production systems through: (a) a sample survey on Italian cheese factories to measure the efficiency of energy recovery of the milk pasteurization equipment for dairy production; (b) the study of the exergy losses related to the low efficiency based on an analysis method already successfully used [34]; (c) cost-benefit analysis to find the best coefficient of energy recovery efficiency; (d) the assessment of the resulting reduction of exergy losses if the industries adopted the modification of the milk pasteurization equipment able to increase to the optimal value the efficiency of energy recovery; (e) the verification of the feasibility and the consequent additional reduction of exergy losses, if the use of a cogeneration heat and power (CHP) combined to the pasteurization equipment was assumed.
The results of these analysis and verifications could be of interest to engineers and plant managers to develop improvements and to adapt the management of industrial pasteurization plants for milk destined for transformation into dairy products.
2. Methods
2.1. Pasteurization System with Heat Recovery Exchanger
A sample survey on 40 small-medium Italian cheese factories was carried out. In all the factories the high temperature/short time (HTST) milk pasteurization occurred by operating the milk in three plate heat exchangers (PHEs) [25] at a temperature Tmpo. The first exchanger is used for the heat recovery between the warm pasteurized milk and the cold milk to be treated. The other two PHEs are used, respectively, to heat the milk to the pasteurization temperature Tmpo, using warm water, and to cool the milk, using cold water, to 4 °C temperature Tmco, equal to the input milk temperature Tmi, suitable for subsequent conservation awaiting cheese making (Figure 1).
The milk has to receive a total heat transfer rate qtot to raise from the temperature Tmi to the pasteurization temperature Tmpo, equal to:
A part of this heat transfer rate qR is obtained by the recovery exchanger:
where: cm is the milk specific heat capacity (kJ kg−1 K−1); Gm is the milk flow rate (kg s−1); Tmi is the milk input temperature; Tmpo is the milk pasteurization temperature; Tmro is the milk output temperature from the recovery exchanger.
We define the energy recovery efficiency ε (%) as:
The values of the temperatures Tmi, Tmpo, and Tmro were measured in a representative group of 40 small-medium Italian cheese factories. The measured average values allowed to calculate, by Equation (3), the average actual efficiency εA in Italy.
2.2. Exergetic Analysis of Thermal Exchangers
2.2.1. Recovery Exchanger
Energy analysis can be carried out using the First Law of Thermodynamics. In fact, it imposes a first condition to which all systems must undergo, that is the energy, in its various forms (kinetic, gravitational, internal, chemical, electrical, etc.), must be in balance with the heat exchanges, work exchanges, and mass exchanges.
However, the systems must undergo also the Second Law of Thermodynamics, which adds another condition, establishing that a balance concerning entropy must always be satisfied. With it, it is established that not all the energetic transformations are possible and specially the various forms in which the energy is manifested are qualitatively different. The two balances of the First and Second Laws for almost a century have remained almost completely disconnected from each other.
The intuition of Rant [12] and of Bosniakovic [13] was to do a linear combination of the two balances, so that the First and Second Laws are expressed in a single equation, so-called exergetic balance. In this way the Second Law is more practically taken into account than the entropic treatment and this type of analysis is becoming almost universal, since it facilitates the exact understanding of energy phenomena.
In the first part of the study, the exergetic analysis is carried out specifically on the heat exchangers, being the elements on which to act to reduce losses.
We start with the recovery exchanger, doing a simple energy balance (First Law) and then an entropy balance (Second Law) only for this one, to proceed then with the linear combination of the two balances as proposed by Rant to obtain the exergetic balance. In this way we recall the conceptual basis to emphasize the importance of the process and make it more understandable.
The First Law of Thermodynamics sets (about temperature Tmci, Tmco, Tmro and Tmpo see Figure 1):
where specific enthalpy is introduced as h = cm × T.
Thermal power loss due to heat dispersion into the ambient, qdr, are assumed to be null. Consequently, the energetic efficiency is:
Therefore, the thermal power loss of the recovery exchanger is:
As you can see, the energy balance highlights, in this case, the lack of energetic losses.
With reference to the Second Law, if the recovery exchanger is considered as an open system in steady state flow, the entropic flux balance equation is:
where S is the specific entropy.
For the fluids working inside of the PHEs S can be calculated with: where c is the fluid specific heat capacity (kJ kg−1 K−1) (cm for the milk and cw for the water) and T is the temperature (K).
Entropy fluxes are negative when thermal power leaves the system, as in the cases of heat transfer rate of the dispersion qdr. The entropy fluxes Gm∙Smro and Gm∙Smci are also negative because of the outgoing thermal power. The entropy flux contribution related to the decrease of the pressure due to the frictions inside the passages of the recovery exchanger should be calculated as the sum of infinitesimal variations of entropy: , where T is the temperature in each point of the related pressure loss dp, ρ is the fluid density. It is possible to obtain an acceptably approximated result if the average temperatures for raw milk and for pasteurized milk are accepted and is placed.
The term represents the entropy rate linked to irreversibility, always positive according to the Second Law.
According to Rant [12], the exergy flux balance equation is obtained by linear combination of the two previous balances and, precisely, by multiplying Equation (5) by the ambient temperature (Ta) and subtracting it from Equation (1):
The first term Gm × [(hmpo − TaSmpo) − (hmci − TaSmci)] is the exergy/transformation flux [14] available from pasteurized hot milk, given by the difference between exergy/transformation flux of the inlet pasteurized milk Gm × (hmpo − TaSmpo) and exergy/transformation flux of the outlet pasteurized milk Gm × (hmci − TaSmci).
The second term Gm × [(hmro − TaSmro) − (hmi − TaSmi)] represents the exergetic/transformation power from cold raw milk.
Therefore, it is clear that the exergy flux balance of Equation (8) may be a very valuable tool for the thermodynamic assessment including both conservation of energy according to the First Law, and entropy considerations from the Second Law.
The exergy/transformation flux is the maximum available mechanical power that is achieved through a reversible process on the fluid operating inside the thermodynamic system, in this case the recovery exchanger. In the first term the fluid under consideration is the pasteurized milk, and in the second term it is the raw cold milk.
The third term is the exergy flux related to the friction phenomena of the fluids in the recovery exchanger and represented by the decrease of the pressure Δpr.
The fourth term is related to the increase in entropy rate due to irreversible processes. The irreversibility could be internal (for example, due to friction) or external (related to heat exchange due to temperature differences). In both cases the work is reduced. Since the energy available for use in the system is partially wasted, this fourth term can be considered an exergy flux loss produced by irreversibility (L). We can also consider the specific exergy loss as: ℓ = L/Gm (kJ kg−1milk):
Further, the exergetic efficiency of the recovery exchanger can be defined as the ratio between the net exergy/transformation of the raw cold milk, , and the exergy/transformation related to the pasteurized hot milk:
2.2.2. Heating Exchanger
Similarly, the exergetic analysis for the heating exchanger was established, first to calculate the specific exergy loss:
where Gw is water flow rate and Gm is the milk flow rate (kg s−1).
On the second, to calculate the exergetic efficiency:
2.2.3. Cooling Exchanger
The exergetic balance and the related efficiency of the cold water cooling exchanger are:
Definitely, the total exergetic losses of the heat exchanger system for the milk pasteurization are the contribution of the three exchange subsystems seen above.
Observing Equation (3) we note that an increase in energy recovery efficiency ε is accompanied by an increase in the output temperature of the recovery exchanger Tmro and, therefore, with a constant Tmpo, a reduction in the temperature difference between the two fluids of the recovery exchanger certainly occurs.
As can be seen from Equation (9), this reduction leads to a decrease of the difference between the exergy/transformation flux available from pasteurized hot milk and that one from raw cold milk and therefore to an exergetic loss ℓ = L/Gm and an increase of the exergetic efficiency.
The result is that only increasing the heat exchange efficiency ε in the recovery exchanger an adequate contraction of this loss can be obtained. At the limit, it will be null if the temperature difference between the two fluids is null. Clearly, this is a non-feasible limit condition because it involves an infinite exchange surface.
Only with economic budget considerations between the higher cost of the PHEs and the reduction of the energy cost it is possible to optimize the efficiency value εopt. A method for the optimization is shown below.
2.3. Cost-Benefit Analysis
2.3.1. Unit Cost of Thermal and Electric Energy vs. Recovery Efficiency
Considering all the exchangers without heat transfer rate of the dispersion qdr, close to the truth because they are PHEs, the thermal power consumed in the heating exchanger (Figure 1) is . By placing the temperature of the recovery exchanger Tmro, obtained from (3), we have:
It is less the higher the efficiency is, and resets when ε = 100%.
To produce the heat transfer rate qtot−qR by a heat boiler with an efficiency ƞhb it is necessary to consume fuel, like the natural gas, with a net heating value HV (kJ Sm−3) and a cost CF (Euro Sm−3). Therefore, the heat unit cost CH (Euro kg−1milk) is:
The heat transfer rate to be disposed in the cooling heat exchanger is the same supplied to the milk in the heat exchanger given by Equation (15). This flux qtot − qR is transferred to the cold water and therefore to the refrigerating fluid of the refrigerating machine having a coefficient of performance COP = (qtot − qR)/P. The mechanical power required by the refrigerator compressor P related to the milk flow rate Gm and multiplied by the unit cost of the electrical energy CW (euro kWh−1) becomes the unit cost for refrigeration CM (Euro kg−1milk):
Finally, it is necessary to consider the energy costs for the functioning of the deaerator and of the pumps activating the flows of milk, warm water, and cold water in the exchangers (Figure 1).
ED (kWh kg−1milk) defines the unit consumption of electricity of the deaerator and it is independent from the recovery efficiency ε. The ED average value was found through the survey on the Italian cheese factories sample.
The electricity unit consumption of the four pumps is defined with EPhw, EPcw, EPrm, and EPpm (kWh kg−1milk), working on warm water, cold water, raw milk, and pasteurized milk, respectively.
EPhw, EPcw, EPrm, and EPpm depend on the recovery efficiency ε. In fact, increasing its value there is a corresponding increase in the surface area of the exchangers Atot. As they are PHEs with a mixed series/parallel assembly, the increase of the exchange surface implies both a proportional increase in the length of the milk and service fluids path and an increase of the number of the flow deviations. Therefore, the pressure exerted by the pumps to overcome the load losses and consequently the unit electrical consumption of all four pumps EP will increase linearly with the area Atot, which will be a function of the efficiency Atot = f(ε), as will be shown in the next paragraph, according to Equation (18):
where Tmi is the input temperature of the raw milk, Tmpo is the output temperature of the pasteurized milk, ΔTH and ΔTC are the average differences of temperature of the heat exchanger and the cool exchanger, respectively.
It is easy to correlate the unit electric consumption EP of the four pumps, variable with the efficiency ε, to the value of the average consumption EPA resulted by the survey on the sample of cheese factories operating at the current average efficiency εA:
Definitely, with CW the unit cost electric energy (Euro kWh−1), the unit cost of the electricity consumed by the deaerator and the pumps CDP (Euro kg−1milk) is:
2.3.2. Unit Cost of Heat Exchanger Area vs. Recovery Efficiency
The area of the recovery heat exchanger is calculated as:
where U is the overall heat transfer coefficient (kW m−2 K−1).
Using Equations (1) and (3), Equation (21) becomes:
Likewise, we calculate the heating exchanger area (Figure 1):
where ΔTH is the average temperature difference between the of the warm water and the milk, considered constant throughout the exchanger. Observing the Figure 1, the cooling exchanger is symmetrical to the heating exchanger, as the exit temperature Tmco is equal to the entry temperature Tmi, and therefore has the same exchanged heat transfer rate qtot − qR. Consequently, the area AC is:
where ΔTC is the average temperature difference between the cold water and the milk, considered constant throughout the exchanger; U is the transmittance or overall heat transfer coefficient (kW m−2 K−1).
Definitively, by adding Equations (22)–(24), we obtain the heat exchange total area Atot related to the recovery efficiency (see Equation (18)).
The unit cost of the equipment CE (Euro kg−1milk) is calculated as:
where CA is the equipment cost per unit of area (Euro m−2); Gm is the milk flow rate (kg s−1); B is the useful life of the equipment (y); N is the running time for pasteurization (h y−1).
2.3.3. Optimization of Recovery Efficiency
The total unit cost Ctot is the sum of the equipment cost CE, the heating energy cost CH and the electrical costs CM and CDP, or the sum of Equations (25), (16), (17), and (20) and it is a cost function related to the recovery efficiency:
We need to find the minimum of this function (Equation (26)) through the derivation and the search for zero:
The optimal efficiency is:
3. Results and Discussion
3.1. Survey of Energy Recovery Efficiency of the Italian Milk Pasteurization
The results of the survey on the Italian small-medium Italian cheese factories showed, as reported in Table 1, a standardized input temperature of milk Tmi of 4 °C, an average pasteurization temperature Tmpo of 77 °C, with a 2 °C standard deviation, an average recovery temperature Tmro of 72 °C, with a 2 °C standard deviation. According to Equation (3), the average energy recovery efficiency εA is 93.2%.
3.2. Exergetic Analysis of Heat Exchangers of Actual Pasteurization Equipment
As reported in Section 2.2, the exergetic analysis was first conducted on the current pasteurization system, characterized by efficiency εA = 93.2%, and specifically on the PHEs being the elements on which to act to reduce exergetic losses.
The values of the various quantities needed to calculate the exergy flows and therefore to calculate the exergetic losses in the heat exchange system for pasteurization, are reported in Table 1.
In Figure 2 the specific exergetic losses are reported. It can be noted that the recovery exchanger shows much higher exergetic losses than the others and equal to 4.27 kJ kg−1milk.
3.3. Cost-Benefit Analysis and Assessment of Optimized Efficiency
The results of the survey show that on average the deaerator requires a unit electricity consumption ED of 0.00136 kWh kg−1milk equal to 4.9 kJ kg−1milk, independent from the recovery efficiency ε. All data used in the cost-benefit analysis are reported in Table 2.
In particular, in the current condition, the two pumps operating for the milk movement are working at an average pressure of 125 kPa, while the pumps operating on hot water and on cold water both work at an average pressure of 50 kPa (Table 1). These are pressure values corresponding to the current average recovery efficiency εA of 93.2% and for which a current unit consumption of electricity EPA of 3.06·10−4 kWh kg−1milk = 1.1 kJ kg−1milk was found.
Additionally, with the current average recovery efficiency εA of 93.2% and at the values of Tmi and Tmpo of 4 and 77 °C, respectively, the values of the temperature differences of the heating and cooling exchangers ΔTH and ΔTC have been quantified equal to 5 and 3 °C, respectively.
Using the values of the Table 2 in Equation (28), the optimized efficiency of εopt = 97.3% was obtained, which allowed to obtain, applying Equation (3), the new milk temperature value at the output of the recovery exchanger and therefore the corresponding temperatures Tmci of 6 °C, Twho of 80 °C, and Twco of 3 °C.
Finally, using first the value of the current recovery efficiency εA = 93.2% and then the optimized efficiency εopt = 97.3% in Equation (26), we obtain the total unit cost of pasteurization of the milk. It results in the current situation of 0.00127 Euro kg−1milk and drops to 0.00092 Euro kg−1milk in the optimized condition, equal to −27.4%. This economic advantage obviously requires an investment on the greater heat exchange surface. The payback period for this investment is 3.52 years.
3.4. Exergetic Analysis of Heat Exchangers for Optimized Pasteurization Equipment
Using the new temperatures, a new exergetic analysis was carried out related to the optimized value of the efficiency εopt = 97.3%. The results are reported in Figure 3, where they are compared to those of the previous analysis with εA = 93.2%.
An important reduction of the exergy loss of the recovery exchanger can be noted, decreasing from 4.27 to 2.35 kJ kg−1milk and corresponding to 45.2%, that leads to another reduction of the total exergy loss equal to 44.5%. In fact, the increase of the efficiency of the recovery exchanger to 97.3% has a positive impact on the reduction of exergy losses even on the other two exchangers, as highlighted in Figure 3.
3.5. Exergetic Analysis of the Whole System and with CHP
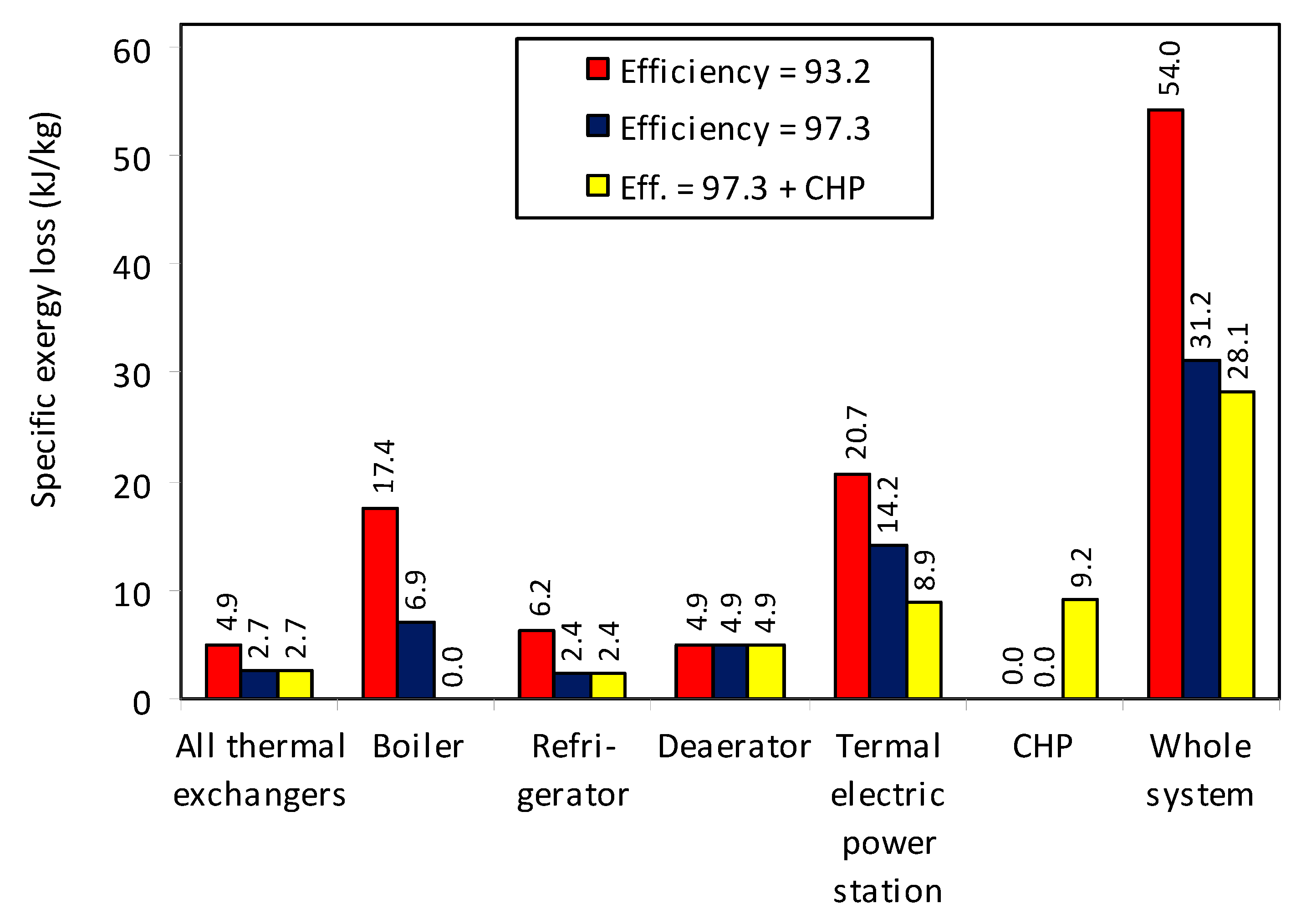
The exergetic analysis was applied also to all the additional elements of the pasteurization systems, both with the current efficiency εA = 93.4% and the optimized efficiency εopt = 97.3%. In particular, the analysis concerned the deaerator, the refrigerator, the thermal electric power station, and the boiler. For each one the exergetic analysis allowed to quantify the related exergetic loss.
The results are shown in Figure 4, where also the total loss in the whole system is reported, equal to 54.1 and 31.2 kJ kg−1milk, respectively, for the current efficiency and for the optimized efficiency, with a reduction of 42.3%.
Ultimately, the efficiency improvement is amplified, not so much in percentage terms, as in absolute value, with a total reduction of exergetic loss of 22.9 kJ kg−1milk, that is, an order of magnitude higher than the 2.2 kJ kg−1milk reduction found in Figure 3 on the exchangers only (including the pumps).
Furthermore, as discussed above, another positive value must be taken into account: the optimized efficiency value of 97.3% is also associated to a decrease in the total unit cost of the heat treatment process, which, using Equation (26), is equal to 27.4%.
Finally, in Figure 4 the very high exergetic loss in the boiler compared to the exchangers is highlighted. In fact, the greatest jump in temperature can be found here, or that one between the flue gas and the warm water produced.
The exergetic loss can be reasonably lower assuming a co-generation group of heating and electric power (CHP), which electrically powers the deaerator, the pumps, and the refrigerator and thermally powers the pasteurizer, always using warm water.
The results related to the exergetic loss of the co-generation system are also reported in Figure 4. This group is intended to produce all the heat energy for the milk heating exchanger, substituting completely the boiler. Therefore, the column related to the exergetic loss of the boiler is reset.
The CHP cogeneration system, considering it is based on an Otto-cycle engine powered by natural gas with a thermodynamic efficiency of 0.26, produces only a part of the electricity for the refrigerator, the pumps, and the deaerator. The missing part must be provided by the thermal electric power station. Therefore, the column of the exergetic loss of this last one is present but reduced to 9.2 compared to 14.2 kJ kg−1milk without CHP.
However, mainly due to the low performance of the Otto-cycle engine, the whole system of the CHP group has a total exergetic loss equal to 28.1, to be compared with the loss of the system without CHP of 31.2 kJ kg−1milk, with a reduction limited to 10%.
4. Conclusions
The exergetic analysis carried out on the PHEs used for HTST milk pasteurization in the Italian cheese factories allowed to highlight a close connection between the exergetic losses and the efficiency of the heat recovery exchanger.
The cost-benefit analysis on the heat exchangers allowed then to identify the value of the optimized recovery efficiency εopt equal to 97.3%, to which is related an important exergetic loss reduction of 45%. With this value of optimized efficiency of 97.3%, a reduction in the total unit cost of pasteurization of milk equal to 27.4% is obtained. This is a smaller reduction than exergetic loss because the optimization is achieved with an increase in the investment cost as a consequence of the increase in the surface of the recovery exchanger. The payback period for this investment is 3.52 years.
Then, considering the whole pasteurization system, constituted by the exchangers, the deaerator, the pumps, the refrigerator, the thermoelectric power plant, and the boiler, the effectiveness of the exergetic analysis has emerged even more evident. In fact, this analysis has allowed to detect the positive reduction of the exergetic loss of the whole system, with a value (42%) similar to the exchangers (45%), but in absolute value the reduction was greater than 10 times (22.9 kJ kg−1milk).
To this important energy advantage, which corresponds to a lower environmental impact with CO2 reduction, the exergetic analysis highlighted the very high exergetic loss in the boiler, that is, where there is the greatest jump in temperature between the flue gas and the warm water produced.
This led to the hypothesis of using a co-generation CHP system to completely satisfy the thermal requirements, eliminating the boiler and the relative exergetic losses. However, due to the reduced thermodynamic performance of the Otto-cycle engine and the need to integrate electricity with external supply by the thermal electric power station, given that the ratio electricity/thermal energy of the CHP is less than that required by the pasteurization plant, the further reduction of exergetic loss obtainable is only 10%. In this condition the CHP system is not a source of economic savings. It follows that further research will be needed to find a more efficient CHP.
Author Contributions
Conceptualization, D.F.; methodology, D.F.; software, D.F.; validation, D.F.; formal analysis, D.F.; investigation, D.F.; resources, D.F. and L.B.; data curation, F.T.; writing—original draft preparation, D.F. and L.B.; writing—review and editing, D.F. and L.B.; visualization, D.F. and L.B.; supervision, D.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| CHP | cogeneration heat and power |
| COP | coefficient of performance of refrigerator |
| HTST | high temperature/short time |
| PHE | plate heat exchanger |
Nomenclature
| A | m2 | exchange area |
| B | y | useful life of the equipment |
| C | Euro kg−1milk Euro m−2 Euro Sm−3 Euro kWh−1 | unit cost |
| c | kJ kg−1 K−1 | specific heat capacity |
| E | kWh kg−1milk | electric consumption |
| G | Kg s−1 | flow rate |
| h | kJ kg−1 | specific enthalpy |
| HV | kJ Sm−3 | heat value of natural gas |
| L | kW Kg−1milk | exergy flux loss |
| KJ kg−1milk | specific exergy loss | |
| N | h y−1 | running pasteurization time |
| P | kW | mechanical power |
| p | kPa | pressure |
| q | W | heat transfer rate |
| S | kJ kg−1K−1 | specific entropy |
| T | K or °C | temperature |
| K or °C | average temperature | |
| U | kW m−2 K−1 | overall heat transfer coefficient |
| Δp | kPa | pressure drop |
| ΔT | K or °C | temperature difference |
| ε | % | energy recovery efficiency |
| ƞ | % | efficiency |
Subscript
| A | area unit (cost) |
| a | ambient |
| C, c | cooling exchanger |
| cond | condensation in refrigerator |
| D | deaerator |
| DP | deaerator + pumps |
| dr | heat dispersion |
| E | Equipment (cost) |
| en | energetic |
| ev | evaporation in refrigerator |
| ex | exergetic |
| F | fuel unit (cost) |
| H | heat unit (cost) |
| H, h | heating exchanger |
| hb | heating boiler |
| irr | irreversibility |
| m | milk |
| M | unit (cost) for refrigeration |
| mC | milk in cooling exchanger |
| mci | cooling exchanger milk input |
| mco | cooling exchanger milk output |
| mH | milk in heating exchanger |
| mi | raw milk input |
| mP | pasteurized milk in recovery exchanger |
| mpo | pasteurized hot milk output |
| mR | raw milk in recovery exchanger |
| mro | recovery exchanger milk output |
| opt | optimized |
| P | pump |
| PA | actual pump |
| Pcw | cold water pump |
| Phw | hot water pump |
| Ppm | pasteurized milk pump |
| Prm | raw milk pump |
| R, r | recovery exchanger |
| tot | total |
| w | water |
| W | electric energy |
| wC | water in cooling exchanger |
| wci | cooling exchanger water input |
| wco | cooling exchanger water output |
| wH | water in heating exchanger |
| whi | heating exchanger water input |
| who | heating exchanger water output |
References
- ISTAT (Italian National Institute of Statistics). Available online: http://dati.istat.it/Index.aspx?lang=en&SubSessionId=978a3f3ce0ac-4efd-b344-e8a8bdde7994 (accessed on 16 October 2019).
- France Agroalimentaire. Available online: https://www.franceagroalimentaire.com (accessed on 16 October 2019).
- FAO. Available online: http://www.fao.org/dairy-production-products/en/ (accessed on 16 October 2019).
- CLAL (Italian Dairy Economic Consulting). Available online: https://www.clal.it/en (accessed on 16 October 2019).
- EDA (European Dairy Association). Available online: http://eda.euromilk.org (accessed on 16 October 2019).
- Munir, M.T.; Yu, W.; Young, B.R. Can exergy be a useful tool for the dairy Industry? Comput. Aided Chem. Eng. 2014, 33, 1129–1134. [Google Scholar]
- Barchyn, D.; Cenkowski, S. Process analysis of superheated steam pretreatment of wheat straw and its relative effect on ethanol selling price. Biofuel Res. J. 2014, 1, 123–128. [Google Scholar] [CrossRef]
- De, S.; Luque, R. Upgrading of waste oils into transportation fuels using hydrotreating technologies. Biofuel Res. J. 2014, 1, 107–109. [Google Scholar] [CrossRef]
- Aladetuyi, A.; Olatunji, G.A.; Ogunniyi, D.S.; Odetoye, T.E.; Oguntoye, S.O. Production and characterization of biodiesel using palm kernel oil; fresh and recovered from spent bleaching earth. Biofuel Res. J. 2014, 1, 134–138. [Google Scholar] [CrossRef]
- Jaber, R.; Shirazi, M.M.A.; Toufaily, J.; Hamieh, A.T.; Noureddin, A.; Ghanavati, H.; Ghaffari, A.; Zenouzi, A.; Karout, A.; Ismail, A.F.; et al. Biodiesel wash-water reuse using microfiltration: Toward zero-discharge strategy for cleaner and economized biodiesel production. Biofuel Res. J. 2015, 2, 148–151. [Google Scholar] [CrossRef]
- Kumar, G.; Bakonyi, P.; Sivagurunathan, P.; Nemestothy, N.; Belafi-Bako, K.; Lin, C.Y. Improved microbial conversion of de-oiled Jatropha waste into biohydrogen via inoculum pretreatment: Process optimization by experimental design approach. Biofuel Res. J. 2015, 2, 209–214. [Google Scholar] [CrossRef]
- Rant, Z. Exergie, Ein neues Wort für technische Arbeitsfähigkeit. (exergy, a new word for technical availability). Forsch. Geb. Ing. 1956, 22, 36–37. [Google Scholar]
- Bosnjakovic, F. Technische Thermodinamik; Theodor Steinkopf: Dresden, Germany, 1965. [Google Scholar]
- Borel, L.; Favrat, D. Thermodynamique et énergétique; Presses Polytechniques et Universitaires Romandes: Lausanne, Switzerland, 2005. [Google Scholar]
- Pandey, A.K.; Tyagi, V.V.; Tyagi, S.K. Exergetic analysis and parametric study of multi-crystalline solar photovoltaic system at a typical climatic zone. Clean. Technol. Environ. 2013, 15, 333–343. [Google Scholar] [CrossRef]
- Park, S.R.; Pandey, A.K.; Tyagi, V.V.; Tyagi, S.K. Energy and exergy analysis of typical renewable energy systems. Renew. Sust. Energy Rev. 2014, 30, 105–123. [Google Scholar] [CrossRef]
- Dadak, A.; Aghbashlo, M.; Tabatabaei, M.; Najafpour, G.; Younesi, H. Exergy analysis as a tool for decision making on substrate concentration and light intensity in photobiological hydrogen production. Energy Technol. 2015, 4, 429–440. [Google Scholar] [CrossRef]
- Hosseini, S.S.; Aghbashlo, M.; Tabatabaei, M.; Najafpour, G.; Younesi, H. Thermodynamic evaluation of a photobioreactor for hydrogen production from syngas via a locally isolated Rhodopseudomonas palustris PT. Int. J. Hydrogen Energy 2015, 40, 14246–14256. [Google Scholar] [CrossRef]
- Hu, P.; Zhang, G.W.; Chen, L.X.; Liu, M.H. Theoretical Analysis for Heat Transfer Optimization in Subcritical Electrothermal Energy Storage Systems. Energies 2017, 10, 198. [Google Scholar] [CrossRef] [Green Version]
- Dorosz, P.; Wojcieszak, P.; Malecha, Z. Exergetic Analysis, Optimization and Comparison of LNG Cold Exergy Recovery Systems for Transportation. Entropy 2018, 20, 59. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Q.; Gan, Y.; Su, W.; Liu, Y.; Sun, W.; Xu, Y. Research on Exergy Flow Composition and Exergy Loss Mechanisms for Waxy Crude Oil Pipeline Transport Processes. Energies 2017, 10, 1956. [Google Scholar] [CrossRef] [Green Version]
- Hasan, M.F.; Mahadi, M.S.U.R.; Miyazaki, T.; Koyama, S.; Thu, K. Exergy Analysis of Serpentine Thermosyphon Solar Water Heater. Appl. Sci. 2018, 8, 391. [Google Scholar] [CrossRef] [Green Version]
- Soufiyan, M.M.; Aghbashlo, M.; Mobli, H. Exergetic performance assessment of a long-life milk processing plant: A comprehensive survey. J. Clean. Prod. 2017, 140, 590–607. [Google Scholar] [CrossRef]
- Jafaryani Jokandan, M.; Aghbashlo, M.; Mohtasebi, S.S. Comprehensive exergy analysis of an industrial-scale yogurt production plant. Energy 2015, 93, 1832–1851. [Google Scholar] [CrossRef]
- Mahar, A.; Shaikh, M.S.; Bhatti, I. Performance analysis of plate type heat exchanger for milk pasteurization. In AIP Conference Proceedings, Proceedings of 5th International Conference on Energy, Environment & Sustainable Development, Jamshoro, Sindh, Pakistan, 14–16 November 2018; AIP Publishing: Melville, NY, USA, 2019. [Google Scholar]
- Bühler, F.; Nguyen, T.V.; Jensen, J.K.; Holm, F.M.; Elmegaard, B. Energy, exergy and advanced exergy analysis of a milk processing factory. Energy 2018, 162, 576–592. [Google Scholar] [CrossRef] [Green Version]
- Fang, Z.; Larson, D.L.; Fleishmen, G. Exergy analysis of a milk processing system. Trans. ASAE 1995, 38, 1825–1832. [Google Scholar] [CrossRef]
- Miller, E. Energy management in milk processing. In Energy in Food Processing; Singh, R.P., Ed.; Elsevier: Amsterdam, The Netherlands, 1986; Volume 1, pp. 137–154. [Google Scholar]
- Ramirez, C.A.; Patel, M.; Blok, K. From fluid milk to milk powder: Energy use and energy efficiency in the European dairy industry. Energy 2006, 31, 1984–2004. [Google Scholar] [CrossRef] [Green Version]
- Srinivasan, B.; Pal, J.; Srinivasan, R. Enhancement of energy efficiency at an Indian milk processing plant using exergy analysis. In Sustainable Energy Technology and Policies; De, S., Bandyopadhyay, S., Assadi, M., Mukherjee, D., Eds.; Springer: Singapore, 2018; pp. 425–450. [Google Scholar]
- Xu, T.; Flapper, J. Energy use and implications for efficiency strategies in global fluid-milk processing industry. Energ. Policy 2009, 37, 5334–5341. [Google Scholar] [CrossRef]
- Yildirim, N.; Genc, S. Energy and exergy analysis of a milk powder production system. Energ. Convers. Manage. 2017, 149, 698–705. [Google Scholar] [CrossRef]
- Friso, D. Energy Saving with Total Energy System for Cold Storage in Italy: Mathematical Modeling and Simulation, Exergetic and Economic Analysis. Appl. Math. Scie. 2014, 8, 6529–6546. [Google Scholar] [CrossRef]
- Friso, D.; Grigolato, S.; Cavalli, R. Energetic and exergetic analysis of steam production for the extraction of coniferous essential oils. Biomass Bioenerg. 2011, 35, 4045–4056. [Google Scholar] [CrossRef]
- Woldemariam, D.; Martin, A.; Santarelli, M. Exergy Analysis of Air-Gap Membrane Distillation Systems for Water Purification Applications. Appl. Sci. 2017, 7, 301. [Google Scholar] [CrossRef] [Green Version]
- Mohsenin, N.N. Thermal Properties of Foods and Agricultural Materials; Gordon and Breach Science Publishers: New York, NY, USA, 1980. [Google Scholar]
Figure 1.
Flow chart of thermal exchangers system of the milk pasteurization.

Figure 2.
Exergetic losses in all thermal exchangers system and in each exchanger referred to the current Italian condition with actual efficiency εA = 93.2%.
Figure 2.
Exergetic losses in all thermal exchangers system and in each exchanger referred to the current Italian condition with actual efficiency εA = 93.2%.

Figure 3.
Comparison between exergetic losses in all thermal exchangers system and in each exchanger with the optimized efficiency εopt = 97.3% and with the current efficiency εA = 93.2%.
Figure 3.
Comparison between exergetic losses in all thermal exchangers system and in each exchanger with the optimized efficiency εopt = 97.3% and with the current efficiency εA = 93.2%.
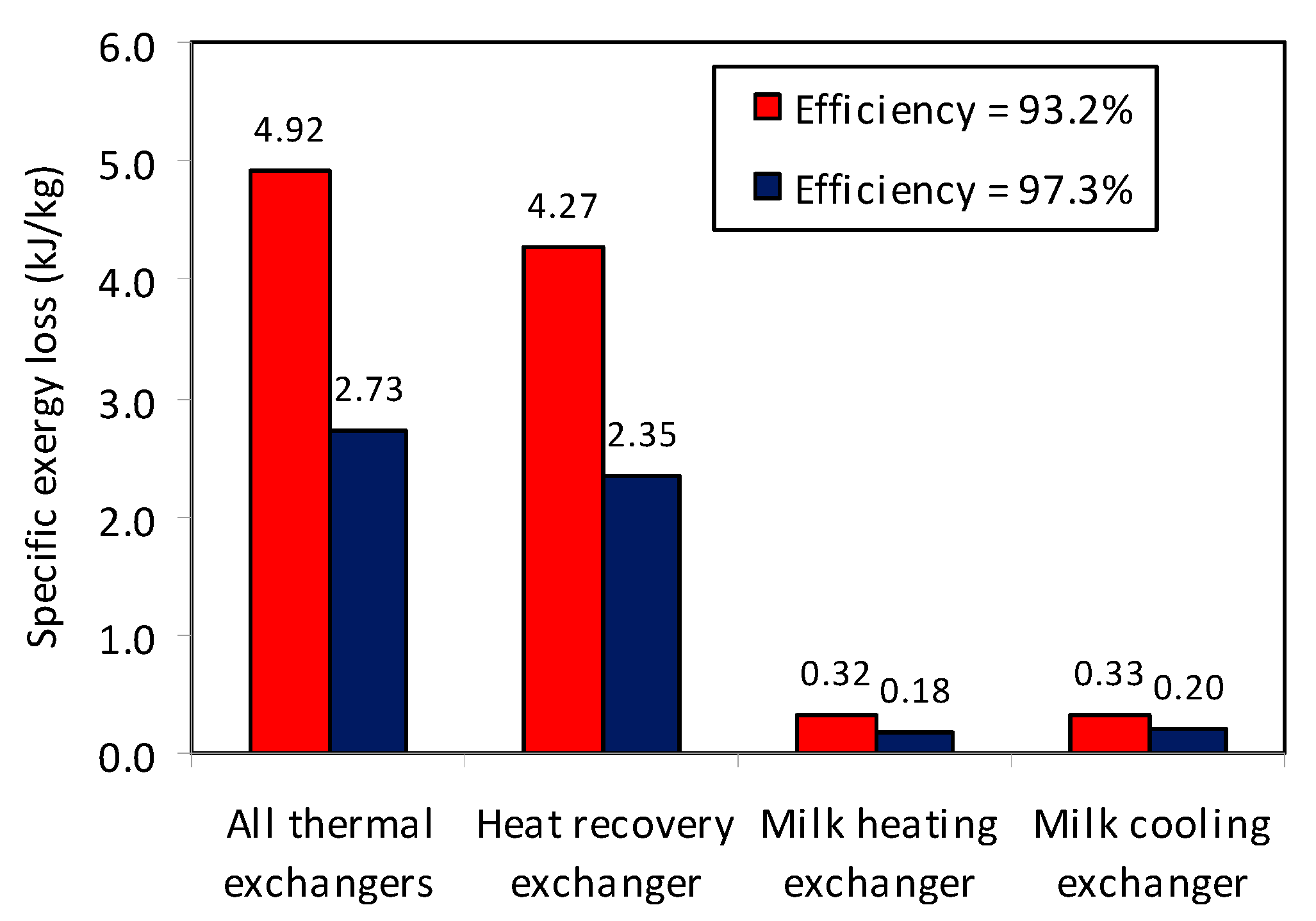
Figure 4.
Exergetic losses (kJ kg−1milk) in the all thermal exchangers and in the additional elements of the pasteurization systems (deaeretor, refrigerator, thermal electric power station, boiler) for the three efficiencies: current εA = 93.4%; optimized εopt = 97.3%; optimized εopt = 97.3% plus a cogeneration heat and power (CHP) system.
Figure 4.
Exergetic losses (kJ kg−1milk) in the all thermal exchangers and in the additional elements of the pasteurization systems (deaeretor, refrigerator, thermal electric power station, boiler) for the three efficiencies: current εA = 93.4%; optimized εopt = 97.3%; optimized εopt = 97.3% plus a cogeneration heat and power (CHP) system.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Technical characteristics of pasteurization process used in the exergetic analysis, detected during the survey on the Italian dairies sample.
Table 1.
Technical characteristics of pasteurization process used in the exergetic analysis, detected during the survey on the Italian dairies sample.
| Symbol | Name | Unit | Value |
|---|---|---|---|
| cm | Milk specific heat capacity [36] | kJ kg−1 K−1 | 3933 |
| cw | Water specific capacity | kJ kg−1 K−1 | 4187 |
| Ta | Ambient temperature | °C | 20 |
| Tmi | Raw milk input temperature | °C | 4 |
| Tmci | Cooling exchanger milk input temperature | °C | 9 |
| Tmco | Cooling exchanger milk output temperature | °C | 4 |
| Tmpo | Pasteurized hot milk output temperature | °C | 77 |
| Tmro | Recovery exchanger milk output temperature | °C | 72 |
| Twci | Cooling exchanger water input temperature | °C | 1 |
| Twco | Cooling exchanger water output temperature | °C | 6 |
| Twhi | Heating exchanger water input temperature | °C | 82 |
| Twho | Heating exchanger water output temperature | °C | 77 |
| Δpr | Recovery exchanger pressure drop | kPa | 125 |
| Δpc | Cooling exchanger pressure drop | kPa | 50 |
| Δph | Heating exchanger pressure drop | kPa | 50 |
Table 2.
List of the data used in the cost-benefit analysis, detected during the survey on the Italian dairies sample.
Table 2.
List of the data used in the cost-benefit analysis, detected during the survey on the Italian dairies sample.
| Symbol | Name | Unit | Value |
|---|---|---|---|
| B | Useful life of the equipment | y | 10 |
| CA | Area unit cost of pasteurization equipment | Euro m−2 | 600 |
| CF | Fuel unit cost | Euro Sm−3 | 0.86 |
| CW | Electric energy unit cost | Euro kWh−1 | 0.18 |
| COP | Coefficient of performance of refrigerator | - | 2.68 |
| ED | Electric consumption of deaerator | kWh kg−1milk | 1.36·10−3 |
| EPA | Actual unit electric consumption of pumps | kWh kg−1milk | 3.06·10−4 |
| HV | Heat value of natural gas | kJ Sm−3 | 34,333 |
| N | Running pasteurization time | h y−1 | 8000 |
| Tcond | Condensation temperature of refrigerator | °C | 45 |
| Tev | Evaporation temperature of refrigerator | °C | −5 |
| U | Overall heat transfer coefficient | kW m−2 K−1 | 1.5 |
| ΔTC | Temperature difference in cooling exchanger | °C | 3 |
| ΔTH | Temperature difference in heating exchanger | °C | 5 |
| ηhb | Thermal efficiency of the heating boiler | - | 0.95 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Friso, D.; Bortolini, L.; Tono, F. Exergetic Analysis and Exergy Loss Reduction in the Milk Pasteurization for Italian Cheese Production. Energies 2020, 13, 750. https://doi.org/10.3390/en13030750
AMA Style
Friso D, Bortolini L, Tono F. Exergetic Analysis and Exergy Loss Reduction in the Milk Pasteurization for Italian Cheese Production. Energies. 2020; 13(3):750. https://doi.org/10.3390/en13030750
Chicago/Turabian StyleFriso, Dario, Lucia Bortolini, and Federica Tono. 2020. "Exergetic Analysis and Exergy Loss Reduction in the Milk Pasteurization for Italian Cheese Production" Energies 13, no. 3: 750. https://doi.org/10.3390/en13030750
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.