A Novel Approach to Minimize Energy Requirements and Maximize Biomass Utilization of the Sugarcane Harvesting System in Sri Lanka

 ,
,  ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Sugarcane Harvesting
2.1.1. Manual Harvesting
2.1.2. Mechanical Harvesting
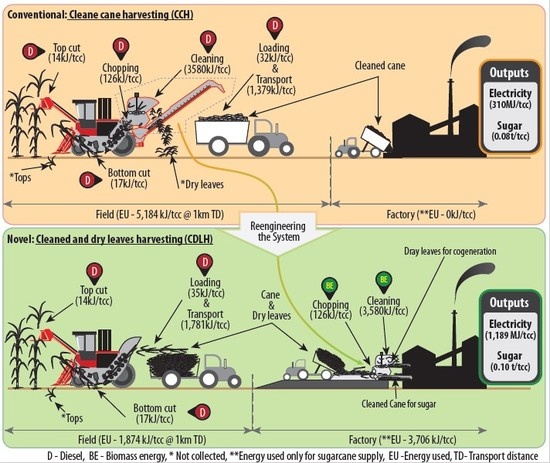
2.2. Cane and Dry Leaves Harvesting (CDLH) Concept
2.2.1. Theoretical Harvesting Capacity
2.2.2. Theoretical Energy Consumption
2.2.3. Potential Energy Recovery
2.2.4. Sugar Recovery Potential
3. Results and Discussion
3.1. Sugarcane Harvesting in Sri Lanka
3.1.1. Manual Harvesting
3.1.2. Mechanical Harvesting
3.2. Comparison of Cleaned Cane Harvesting (CCH) and Cane and Dry Leaves’ Harvesting (CDLH)
3.2.1. Harvesting Capacity
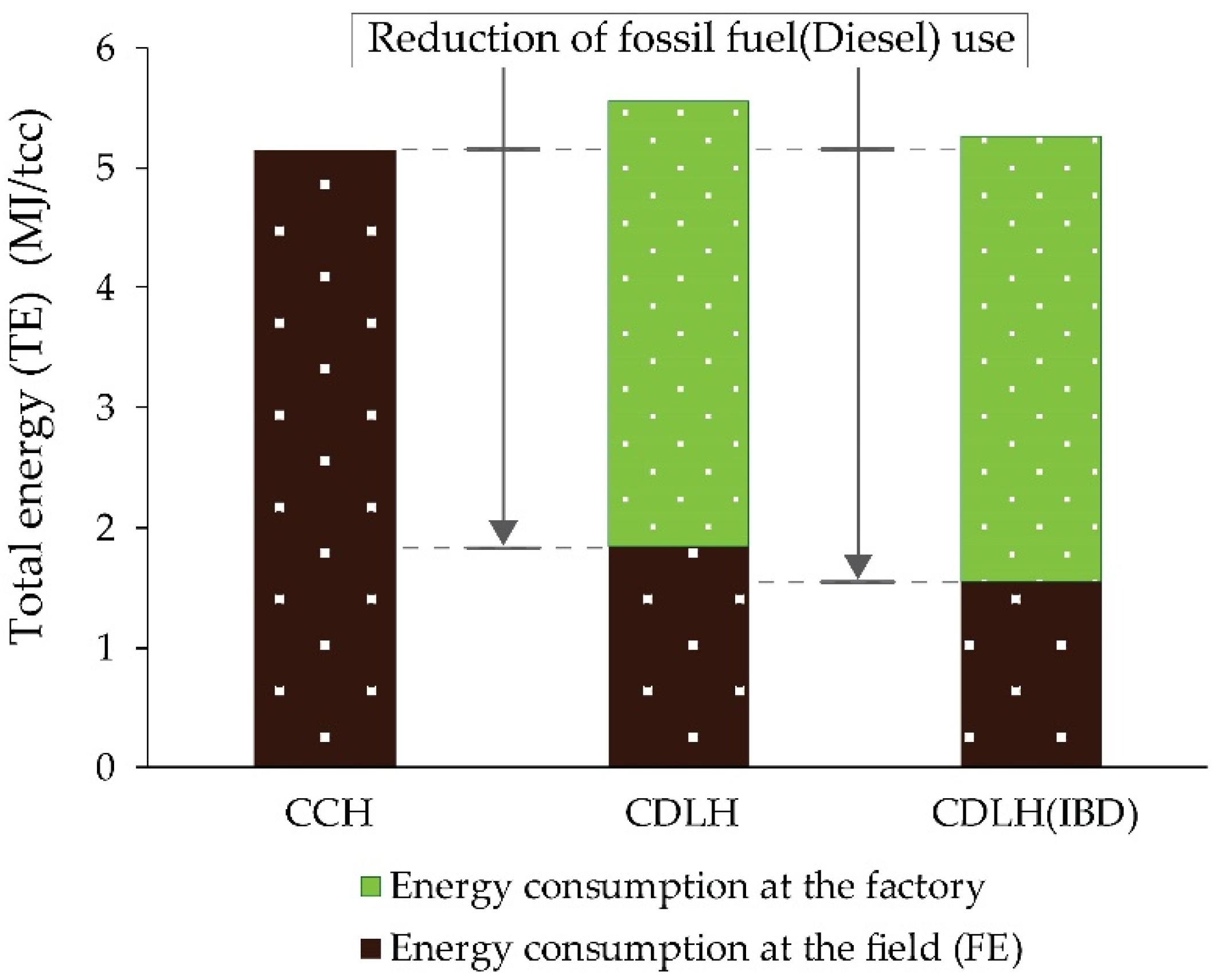
3.2.2. Energy Consumption
3.2.3. Energy Potential
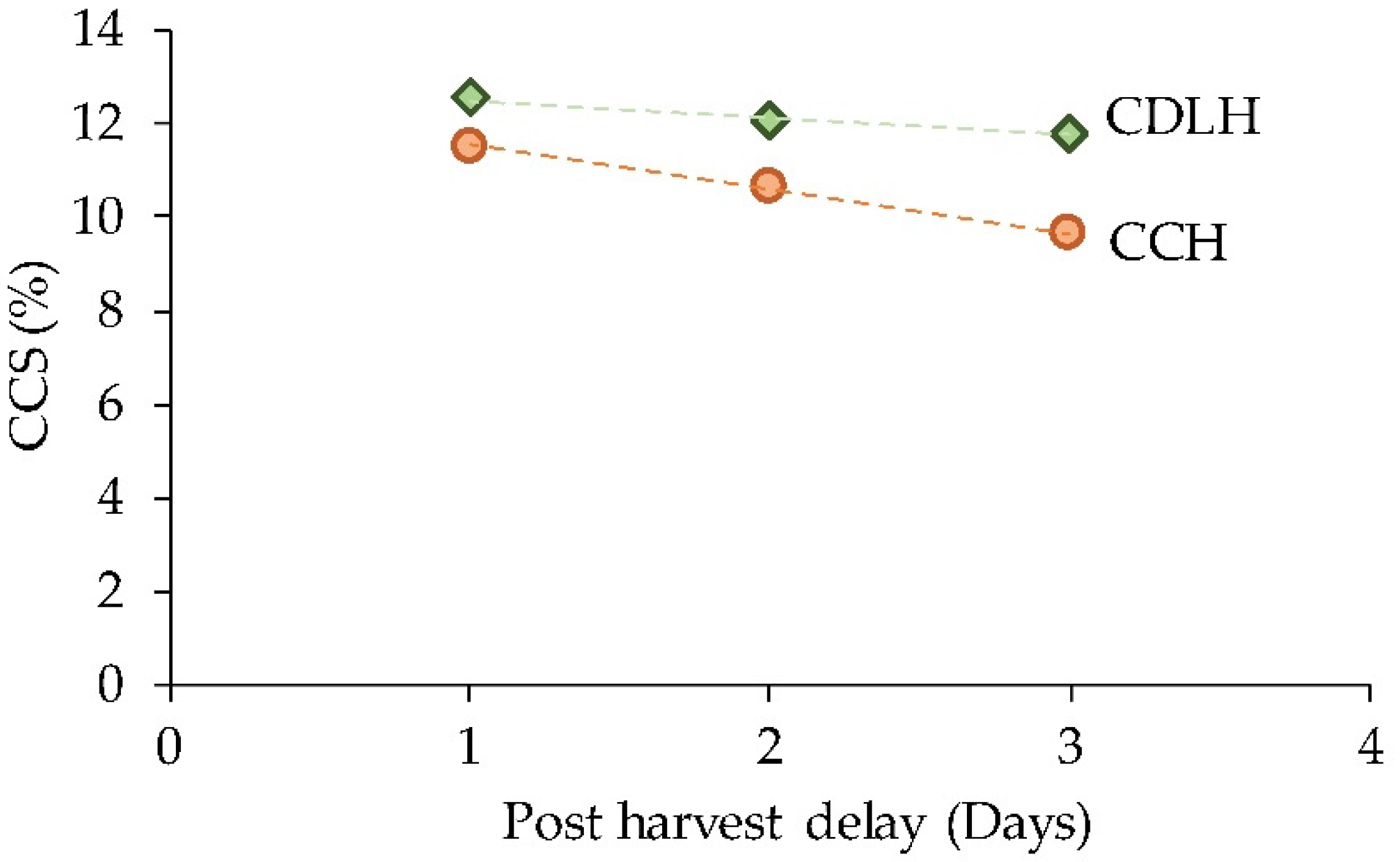
3.2.4. Potential Sugar Recovery
3.3. Overall Comparison of CCH and CDLH
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| ρb | Bulk density of the cane (t/m3) |
| A | Cross-section area of the cut surface of the dry leaves (mm2) |
| CCE | Energy need for chopping cane (kJ/tcc) |
| Cr | Coefficient of rolling resistance |
| CtE | Energy needs to cut the sugarcane from base or top (J/tcc) |
| DBC | Average diameter of the cane stalk (mm) |
| Dn | Diameter of each cutting/chopping point (mm) |
| DLCH | Dry leaves’ cutting energy (kJ/tcc) |
| EPCR | Energy potential to consumption ratio (No units) |
| Ef | Energy need for cleaning the cane (kJ/tcc) |
| El | Loading energy for one tonne of clean energy (kJ/tcc) |
| Et | Transport energy requirement (kJ/tcc/km) |
| G | Acceleration due to gravity (9.81 m/s2) |
| h | Height of the lift (m) |
| i | Number of cuts |
| m | Cane and dry leaves weight (t) |
| M | Moisture content of the biomass (in decimal) |
| McHC | Mechanical harvesting capacity (tcc/day) |
| mcc | Weight of clean cane (t) |
| MnHC | Manual harvesting capacity (tcc/day/person) |
| mt | Total weight (t) |
| mv | Weight of the vehicle (t) |
| LHV | Lower heat of wet biomass at constant pressure (MJ/kg) |
| L | Length (m) |
| lc | Average length of the cane/dry leaves (cm) |
| lb | Average length of the cane billet (cm) |
| PDL | Percentage of dry leaves (%) |
| Pt | Total pressure (kPa) |
| Qa | Air flow rate (m3/s) |
| SEc | Specific cutting energy (J/mm2) |
| SEDL | Specific cutting energy of the sugarcane trash (J/mm2) |
| TEC | Total theoretical energy consumption for harvesting and supply (MJ/tcc) |
| td | Working hours per 24 h (h/d) |
| TEP | Total theoretical energy potential from bagasse and trash (MJ/tcc) |
| th | Time required to harvest one tonne of the cane (s) |
| ts | Time required to harvest one cane stalk(s) |
| v | Volume of the wagon (m3) |
| Vh | Average speed of the harvester (m/s) |
| Wc | Average weight of the one cane stalk (kg) |
| WCS | Average weight of a cane stalks at harvest (kg) |
| Yu | Unit yield along the raw (kg/m) |
| Abbreviations | |
| CCH | Clean cane harvesting |
| CDLH | Cane and dry leaves harvesting |
| CCS | Commercial cane sugar |
| EDIBD | Effective transport distance with an improved bulk density |
| EDnl | Effective transport distance with normal loading |
| EROI | Energy return on investment |
| FE | Field energy |
| IBD | Improved bulk density |
| NPR | Net profit ratio |
| SSDP | Sri Lanka sugar sector development policy |
| tcc | Tonnes of cleaned (without trash and tops) cane |
| TCD | Tonnes of cane per day |
| TE | Total energy |
References
- Brizmohun, R.; Ramjeawon, T.; Azapagic, A. Life cycle assessment of electricity generation in Mauritius. J. Clean. Prod. 2015, 106, 565–575. [Google Scholar] [CrossRef]
- Figueroa-Rodríguez, K.A.; Hernández-Rosas, F.; Figueroa-Sandoval, B.; Velasco-Velasco, J.; Rivera, N.A. What has been the focus of sugarcane research? A bibliometric overview. Int. J. Environ. Res. Public Health 2019, 16, 3326. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yadav, R.L.; Solomon, S. Potential of developing sugarcane by-product based industries in India. Sugar Tech 2006, 8, 104–111. [Google Scholar] [CrossRef]
- OECD/Food and Agriculture Organization of the United Nations. OECD-FAO Agricultural Outlook 2015; OECD Publishing: Paris, France, 2015; ISBN 9789264231900. [Google Scholar]
- Kodituwakku, K.A.D. Economic Assessment of Sugarcane Cultivation in Sri Lanka in the Year 2017/18; Sugarcane Research Institute: Uda Walawe, Sri Lanka, 2017. [Google Scholar]
- Keerthipala, A.P. Development of Sugar Industry in Sri Lanka. Sugar Tech 2016, 18, 612–626. [Google Scholar] [CrossRef]
- Sugar Research Australia. Harvesting Best Practice Manual; Sugar Research Australia: Indooroopilly, Queensland, Australia, 2014. [Google Scholar]
- Carvalho-netto, O.V.; Bressiani, J.A.; Soriano, H.L.; Fiori, C.S.; Santos, J.M.; Barbosa, G.V.S.; Xavier, M.A.; Landell, M.G.A.; Pereira, G.A.G. The potential of the energy cane as the main biomass crop for the cellulosic industry. Chem. Biol. Technol. Agric. 2014, 1, 20. [Google Scholar] [CrossRef] [Green Version]
- Mathanker, S.K.; Gan, H.; Buss, J.C.; Lawson, B.; Hansen, A.C.; Ting, K.C. Power requirements and field performance in harvesting energycane and sugarcane. Biomass Bioenergy 2015, 75, 227–234. [Google Scholar] [CrossRef]
- Naseri, A.A.; Jafari, S.; Alimohammadi, M. Soil Compaction Due to Sugarcane (Saccharum officinarum) Mechanical Harvesting and the Effects of Subsoiling on the Improvement of Soil Physical Properties. J. Appl. Sci. 2007, 7, 3639–3648. [Google Scholar]
- Mckillop, C. Extraneous Matter Prompts Australian Sugar Industry to Address Productivity and Harvesting Losses. Available online: https://www.abc.net.au/news/rural/2016-01-14/so-whats-the-extraneous-matter-with-sugar/7074424 (accessed on 27 November 2019).
- Datir, S.; Joshi, S. Original Research Article Post Harvest Sugarcane Quality under Manual (Whole Cane) and Mechanical (Billet) Harvesting. Int. J. Curr. Microbiol. Appl. Sci. 2015, 4, 204–218. [Google Scholar]
- Smithers, J. Review of sugarcane trash recovery systems for energy cogeneration in South Africa. Renew. Sustain. Energy Rev. 2014, 32, 915–925. [Google Scholar] [CrossRef]
- Deepchand, K. Characteristics, present use and potential of sugar cane tops and leaves. Agric. Wastes 1986, 15, 139–148. [Google Scholar] [CrossRef]
- Holden, J.; McGuire, P. Irrigation of Sugarcane Manual; Sugar Research Australia: Indooroopilly, Queensland, Australia, 2014. [Google Scholar]
- Tieppo, R.C.; Andrea, M.C.S.; Gimenez, L.M.; Romanelli, T.L. Energy demand in sugarcane residue collection and transportation. Agric. Eng. Int. CIGR J. 2017, 22, 52–58. [Google Scholar]
- Cesar, P.; Trivelin, O.; Coutinho, H.; Franco, J.; Otto, R.; Ferreira, D.A.; Vitti, A.C.; Faroni, C.E.; Oliveira, E.C.A.; Cantarella, H. Impact of sugarcane trash on fertilizer requirements for São Paulo, Brazil. Sci. Agric. 2013, 70, 345–352. [Google Scholar]
- Guerra, J.P.; Cardoso, F.H.; Nogueira, A.; Kulay, L. Thermodynamic and environmental analysis of scaling up cogeneration units driven by sugarcane biomass to enhance power exports. Energies 2018, 11, 73. [Google Scholar] [CrossRef] [Green Version]
- Lisboa, I.P.; Cherubin, M.R.; Lima, R.P.; Cerri, C.C.; Satiro, L.S.; Wienhold, B.J.; Schmer, M.R.; Jin, V.L.; Cerri, C.E.P. Sugarcane straw removal effects on plant growth and stalk yield. Ind. Crop. Prod. 2018, 111, 794–806. [Google Scholar] [CrossRef]
- Weerasinghe, H.A.; Ariyawansha, B.D.S.; Wijesuriya, A. Response of Sugarcane (Saccharum hybrid spp.) Varieties SL 96 128 and SL 96 328 to Nitrogen, Phosphorous and Potassium under Irrigation at Uda Walawe, Sri Lanka: A Preliminary Analysis. Sugarcane Sri Lanka 2017, 3, 11–16. [Google Scholar]
- Solomon, S. Post-harvest deterioration of sugarcane. Sugar Tech 2009, 11, 109–123. [Google Scholar] [CrossRef]
- Lane, J.H.; Eynon, L. Determination of Reducing Sugars by Fehling’s Solution with Methylene Blue Indicator; Noram Rodger: London, UK, 1934. [Google Scholar]
- Robertson, F.A.; Thorburn, P.J. Decomposition of sugarcane harvest residue in different climatic zones. Soil Res. 2007, 45, 1–11. [Google Scholar] [CrossRef]
- Ariyawansha, K.; Abeyrathna, K. Energy Requirements for Base Cutting of Selected Sugarcane Verities in Sri Lanka. Sugarcaen Sri Lanka 2014, 1, 49–53. [Google Scholar]
- Farman, A.C.; Ji, C.; Ahmed, A.T.; Irshad, A.M.; Guang, T.; Do, M.C. Comparison of mechanical properties of wheat and rice straw influenced by loading rates. Afr. J. Biotechnol. 2013, 12, 1068–1077. [Google Scholar]
- ToolBox, E. Fans—Efficiency and Power Consumption Power Consumption. Available online: https://www.engineeringtoolbox.com/fans-efficiency-power-consumption-d_197.html (accessed on 15 August 2019).
- Jokiniemi, T.; Suokannas, A.; Ahokas, J. Energy consumption in agriculture transportation operations. Eng. Agric. Environ. Food 2016, 9, 171–178. [Google Scholar] [CrossRef]
- Carvill, J. Mechanical Engineer’s Data Handbook; Butterworth-Heinemann: Burlington, MA, USA, 1994; ISBN 0-7506-1960-0. [Google Scholar]
- Boundy, S.W.B.; Diegel, L.W.; Davis, S.C.D. Biomass Energy Data Book, 4th ed.; U.S. Department of Energy: Oak Ridge, TN, USA, 2011.
- Rípoli, T.C.C.; Molina, W.F., Jr.; Rípoli, M.L.C.R. Energy Potential of Sugar Cane Biomass in Brazil. Sci. Agric. 2000, 57, 677–681. [Google Scholar] [CrossRef] [Green Version]
- Hall, C.A.S.; Dale, B.E.; Pimentel, D. Seeking to understand the reasons for different energy return on investment (EROI) estimates for biofuels. Sustainability 2011, 3, 2413–2432. [Google Scholar] [CrossRef] [Green Version]
- Zeljko, B.; Naim, A.; Neven, D.; Zvonimir, G. Sustainable Development of Energy, Water and Environment Systems. In Proceedings of the 3rd Dubrovnik Conference, 5 Toh Tuck Link, Singapore, 5–10 June 2007. [Google Scholar]
- Rajput, R.K. Engineering Thermodynamics; Laxmi Publications: New Delhi, India, 2010; ISBN1 1934015148. ISBN2 9781934015148. [Google Scholar]
- Shahid, B.; Mahmood, H.; Naeem, F.; Zafrullah, K.; Zulfiqar, A. Ratooning potential of different promising sugarcane genotypes at varying harvesting dates. J. Agric. Biol. Sci. 2013, 8, 437–440. [Google Scholar]
- Maria, C.; Manhães, C.; Garcia, R.F. Visible Losses in Mechanized Harvesting of Sugarcane Using the Case IH A4000 Harvester. Am. J. Plant Sci. 2014, 2014, 2734–2740. [Google Scholar]
- Wang, F.; Yang, G.; Ke, W.; Ma, S. Effect of Sugarcane Chopper Harvester Extractor Parameters on Impurity Removal and Cane Losses. IFAC-PapersOnLine 2018, 51, 292–297. [Google Scholar] [CrossRef]
- Arzola, N.; García, J. Study of the behavior of sugarcane bagasse submitted to cutting. Dyna 2015, 82, 171–175. [Google Scholar] [CrossRef]
- CTA. Self-stripping sugarcane. Spore 50 (1994). Available online: https://cgspace.cgiar.org/handle/10568/49360 (accessed on 12 March 2020).
- Cardoso, T.D.F.; Cavalett, O.; Chagas, M.F.; De Morais, E.R.; Nunes, J.L.; Franco, H.C.J.; Galdos, M.V.; Scarpare, F.V.; Braunbeck, O.A.; Cortez, L.A.B.; et al. Technical and economic assessment of trash recovery in the sugarcane bioenergy. Sci. Agric. 2013, 70, 353–360. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Harvester Model | Quantity (Nos.) | Actual Capacity t/d | Total Harvesting (t/d) |
|---|---|---|---|
| CASE Austoft 4000 + | 5 | 70 | 350 |
| CASE Austoft 4000 Case++ | 6 | 80 | 480 |
| Shaktiman 3737 | 4 | 90 | 360 |
| Total machine harvesting capacity | - | - | 1170 |
| Total processing capacity | - | - | 6550 |
| Mechanization level of sugarcane harvesting | - | - | 18% |
| Data | Value (SD) | Units | Data Source |
|---|---|---|---|
| Working hours per day(td) | 8 | h | Filed examination |
| Time required for harvest one cane stalk (ts) in CCH | 16.75 (±4.95) | s | Measured |
| Time required for harvest one cane stalk (ts) in CDLH | 3.56 (±1.71) | s | Measured |
| Weight of the one cane stalk | 1071.10 (±411) | g | Measured * |
| Unit yield (Yu) along with the raw | 7.7 | kg/m | Calculated ** |
| Speed of the harvester | 0.76 | m/s | Measured |
| Specific energy required to cut the sugarcane at base | 39.30 | mJ/mm2 | [24] |
| Specific energy required for cut dry leaves | 30 | mJ/mm2 | Estimated *** |
| Diameter of the cane stalk base | 23.97 (±3.84) | mm | Measured * |
| Diameter of the cane stalk top | 22.15 (±3.84) | mm | Measured * |
| Length of the cane stalk | 227.25 (±61.19) | mm | Measured * |
| Billet length | 25 | mm | Measured * |
| Number of the dry leaves per stalk | 6 (±2) | Nos. | Measured * |
| Average thickness a leaf | 0.84 (±0.21) | mm | Measured * |
| Average width of a leaf | 28.5 (±12.25) | mm | Measured * |
| Average length of a dry leaf | 124 (±38) | mm | Measured * |
| Average total pressure of the extractor fan | 9.54 | kPa | Measured |
| Average wind speed of the fan | 6.62 | m/s | Measured |
| Average weight of the cane after loading to the trailer | 4.95 (±0.52) | t | Measured |
| Average height of the trailer | 3.3 | m | Measured |
| Percentage of dry leaves | 7 | %(W/W) | Calculated wb |
| Moisture content of dry leaves | 16 | % | Measured |
| Bulk density of the cleaned cane after normal handloading | 340 | kg/m3 | Measured * |
| Bulk density of the cane with 7% dry leaves after normal handloading | 232 | kg/m3 | Measured * |
| Bulk density of the cane with 7% dry leaves after careful handloading | 335 | kg/m3 | Measured * |
| Activity | CCH | CDLH | CDLH (IBD) | |
|---|---|---|---|---|
| Base cut (kJ/tcc) | - | 17 | 17 | 17 |
| Top cut (kJ/tcc) | - | 14 | 14 | 14 |
| Chopping (kJ/tcc) | Cane | 123 | 123 a | 123 a |
| Leaves | 3 | 3 a | 3 a | |
| Cleaning (kJ/tcc) | 3580 | 3580 a | 3580 a | |
| Loading (kJ/tcc) | 32 | 35 | 35 | |
| Transport (kJ/tcc/km) | 1379 | 1781 | 1493 | |
| Energy consumption at the factory (kJ/tcc) | 0 | 3706 * | 3706 * | |
| Energy consumption at the field (kJ/tcc) | 5148 ** | 1847 ** | 1559 ** | |
| Total (kJ/tcc) *** | 5148 | 5553 | 5265 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ariyawansha, T.; Abeyrathna, D.; Kulasekara, B.; Pottawela, D.; Kodithuwakku, D.; Ariyawansha, S.; Sewwandi, N.; Bandara, W.; Ahamed, T.; Noguchi, R. A Novel Approach to Minimize Energy Requirements and Maximize Biomass Utilization of the Sugarcane Harvesting System in Sri Lanka. Energies 2020, 13, 1497. https://doi.org/10.3390/en13061497
Ariyawansha T, Abeyrathna D, Kulasekara B, Pottawela D, Kodithuwakku D, Ariyawansha S, Sewwandi N, Bandara W, Ahamed T, Noguchi R. A Novel Approach to Minimize Energy Requirements and Maximize Biomass Utilization of the Sugarcane Harvesting System in Sri Lanka. Energies. 2020; 13(6):1497. https://doi.org/10.3390/en13061497
Chicago/Turabian StyleAriyawansha, Thilanka, Dimuthu Abeyrathna, Buddhika Kulasekara, Devananda Pottawela, Dinesh Kodithuwakku, Sandya Ariyawansha, Natasha Sewwandi, WBMAC Bandara, Tofael Ahamed, and Ryozo Noguchi. 2020. "A Novel Approach to Minimize Energy Requirements and Maximize Biomass Utilization of the Sugarcane Harvesting System in Sri Lanka" Energies 13, no. 6: 1497. https://doi.org/10.3390/en13061497