
Recycling and Reusing Copper and Aluminum Current-Collectors from Spent Lithium-Ion Batteries
by

Hamid Khatibi
1,2,
Eman Hassan
1,
Dominic Frisone
1,
Mahdi Amiriyan
2,
Rashid Farahati
2 and
Siamak Farhad
1,* 1
Advanced Energy and Manufacturing Laboratory, Department of Mechanical Engineering, University of Akron, Akron, OH 44325, USA
2
Schaeffler Group, Wooster, OH 44691, USA
*
Author to whom correspondence should be addressed.
Energies 2022, 15(23), 9069; https://doi.org/10.3390/en15239069
Submission received: 2 November 2022
/
Revised: 22 November 2022
/
Accepted: 27 November 2022
/
Published: 30 November 2022
(This article belongs to the Special Issue Lithium-Ion Batteries: Latest Advances, Challenges and Prospects)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:The global transition to electric vehicles and renewable energy systems continues to gain support from governments and investors. As a result, the demand for electric energy storage systems such as lithium-ion batteries (LIBs) has substantially increased. This is a significant motivator for reassessing end-of-life strategies for these batteries. Most importantly, a strong focus on transitioning from landfilling to an efficient recycling system is necessary to ensure the reduction of total global emissions, especially those from LIBs. Furthermore, LIBs contain many resources which can be reused after recycling; however, the compositional and component complexity of LIBs poses many challenges. This study focuses on the recycling and reusing of copper (Cu) and aluminum (Al) foils, which are the anode and cathode current-collectors (CCs) of LIBs. For this purpose, methods for the purification of recycled Cu and Al CCs for reusing in LIBs are explored in this paper. To show the effectiveness of the purification, the recycled CCs are used to make new LIBs, followed by an investigation of the performance of the made LIBs. Overall, it seems that the LIBs’ CCs can be reused to make new LIBs. However, an improvement in the purification method is still recommended for future work to increase the new LIB cycling.
1. Introduction
The electric vehicle (EV) revolution, driven by the imperatives to decarbonize personal and commercial transportation to meet global targets of greenhouse gas reduction and air quality improvements in urban centers, is set to change the automotive industry radically. In 2022, sales of electrified vehicles reached a 10% market share with 6 million vehicles sold. This is double that of 2021 and quadrupling 2020 sales, evidencing ongoing support for the transition [1].
With the ever-growing need for lithium-ion battery (LIBs) technology, many LIBs are destined for retirement in the coming years [2,3,4]. Historically, LIBs especially for EV applications have suffered incredibly low recycling rates [5]. The complex, low-profit material processing procedures and lack of consumer value propositions for recycling old electronics resulted in low interest in recycling LIB cells and such batteries ended up in landfills. The lack of proper disposal of spent LIBs results in grave ecological consequences [6]. While this problem still seems to persist for consumer electronics [7,8], the residual value, economics of scale, material shortage and need for disposal associated with EV battery packs provide an economic incentive to recycle LIB cells. Thus, recycling of spent LIBs has received substantial attention in recent years [9,10,11,12,13,14]. However, some researchers suggest that the retired LIBs from applications such as EVs and electric aircraft can be used in applications such as renewable storage before recycling [15,16]. Although new materials are being developed for next-generation LIBs [17] to overcome the safety issue of LIBs [18] and reduce the use of precious materials in electrochemical systems [19], recycling will be still a need to return the battery materials back to the supply chain and the LIB manufacturing line. The forecasts show that in the coming decades, tens of millions of EVs will be produced annually. Careful farming of the resources used in EV battery manufacturing will be essential to ensure the sustainability of the automotive industry in the future, ensuring material and energy-efficient 3R systems (reduce, reuse, recycle).
In the waste management hierarchy, reusing materials is considered preferable over recycling them, to extract maximum economic value and minimize environmental impacts. Many companies in various parts of the world are already piloting the second use of EV LIB cells for a range of storage applications [20,21,22]. Today, advanced sensors and improved methods of monitoring battery packs and cells in the field and end-of-life testing are used. This would enable the characteristics of individual end-of-life batteries to be better matched to proposed second-use applications, with affiliated advantages in the lifetime, safety, and market value [23,24]. The influences of retired LIB packs and subsequently cells from EVs on resource conservation and environmental protection will be positive. Any national or regional end-of-life (EOL) strategy will need to account for the reduced demand for energy storage as well as the reduced supply of EOL batteries [25]. Questions regarding the economic viability and safety of second-life batteries are being quickly answered both practically and theoretically. They will undoubtedly play a role in the clean energy transition.
Although EVs have no point emission during operation, many factors related to LIB manufacturing, use, and recycling heavily influence the true environmental impact [26,27,28]. With the market expansion of EVs in recent and coming years, LIB manufacturing and upstream industries have increased substantially. Thus, consequently creating environmental burdens, such as resource consumption, energy generation, and wastes emission (including gaseous, liquid, and solid wastes) [29,30]. The high efficiency of electric powertrains decreases the impact of the electrical source, but global clean energy generation is still required to meaningfully impact global emissions [31]. Recycling, which can be modeled as either a downstream or upstream step of the manufacturing process, has non-negligible environmental impacts. Meaningful research works have been published, modeling many recycling processes’ general efficiency and emissions [32,33,34]. Yet, the rate of change within the industry necessitates a constant reexamination of assumptions and calculations.
The ever-changing LIB cell composition is one of the many categorical challenges to creating robust, flexible recycling systems. The intense competition for high-performance LIB cells has inspired substantial research across all battery components. A historically under-researched component, which is largely unaccounted for in the analysis of recycling methods, is the current-collector (CC). CCs serve a vital bridge function in supporting the active materials, binders, and conductive additives, as well as electrically connecting the anodes and cathodes to the external circuit. High-purity copper (Cu) and aluminum (Al) foils are predominately used as CCs for anodes and cathodes, respectively. Recently, various factors of CCs such as the thickness, hardness, compositions, coating layers, and structures have been modified to improve aspects of battery performance such as the charge/discharge cyclability, energy density, and the rate performance of a cell [35,36]. Lithium ions and electrons should move rapidly to and from the anode and cathode particle surfaces to charge and discharge the cell with a high current density. In addition, CCs should have high mechanical strength, chemical and electrochemical stability, and adhesion between the active material layer and the CC surface. To realize these requirements, the optimization of materials for CCs, the structural modification of CCs, and the formation of a surface layer on CCs have been performed [37,38,39,40].
The established recycling processes are focused mainly on the recovery of cathode active materials [41,42,43,44,45,46,47]. Even though it is a small weight percentage of the cell, it comprises a large portion of the material’s elemental value. In addition to the cathode materials, research in recycling CCs can incentivize the recycling process, especially, if the recycling process becomes automated [48,49].
Tight and closed loops for all battery components will be necessary to support production at the global electric vehicle market scale. Towards that effort, this research work examines the efficacy of reusing Al and Cu CCs in three steps: (a) impurity analysis of scrap material after ultrasonic solvent bath, (b) impurity analysis after thermal melting process, and finally (c) impurity analysis after reusing the recycled CCs in half-cells.
2. Materials and Methods
2.1. Separation of Al and Cu CCs
Figure 1a shows the fluff materials that were received from a LIB recycling facility. The fluff materials consist of the Al CC, Cu CC, plastics separator, battery casing, and battery Table Figure 1b,c show the Al and Cu CCs, respectively, after separation from the fluff materials. After the separation, the cleaning/purification step starts.
2.2. Ultrasonic Cleaning and Characterization of Surface and Bulk Impurities
The effectiveness of N-methyl-2-pyrrolidone (NMP), distilled water (RO), and ethanol as solutions for cleaning surface impurities in Al and Cu CCs obtained from recycled batteries was tested. These solutions were selected because they were accessible in the lab. Researchers may try other solutions which are more effective than these solutions. Al and Cu obtained from shredded battery cells were cleaned by placing them in an ultrasonic cleaner for 4 min at room temperature. Washed samples using the three cleaning methods were analyzed using scanning electron microscopy (SEM) (FEI Perception V4.6) and the energy-dispersive x-ray spectroscopy (EDX) method. To detect impurities on and below the surface, the SEM acceleration voltage was adjusted to 10 keV and 20 keV, respectively. The 20 keV X-ray beam energy seems to be high enough to penetrate a couple of tens of microns into the sample. Unwashed shredded battery cells containing Al and Cu were analyzed in the same way for control.
2.3. Melting, Molding, and Characterization of Surface and Bulk Impurities
The second phase of this study involved recycling the washed Al and Cu CCs into new battery cells and components. As before, Al and Cu are separated from the used LIBs and washed. To-be-recycled materials were placed in graphite crucibles and melted using a 1500-watt tabletop furnace (Tabletop Furnace Company, Tacoma, WA) with a maximum heating temperature of 1205 °C (2200 °F) and a standard 15 Amp circuit as seen in Figure 2a. Molten Al and Cu are then poured into graphite molds to form several 1 mm thick disks of 10 mm diameter Figure 2b. After Al and Cu solidification, the disks were pressed to be 20 mm in diameter using a DAKE-50 Tone press (Figure 2c) and then polished as seen in Figure 2d.
During melting, the metal which enters the furnace is not all used in the final product and some of it is lost. Consequently, melting efficiency is a key parameter that must be accounted for in the results. It can be quantified as the weight ratio of output material to input material. Furthermore, the dimensions for preparing the CCs were chosen to improve the melting efficiency. Additionally, compression was utilized to prevent oxidation as it reduces the CC surfaces which are in contact with oxygen. It is noted that the melting efficiency in our study is low (less than 50%) due to the limitation of the equipment and technology of melting that we have in the lab. Large-scale recycling facilities can be equipped with equipment and technologies so that the melting efficiency increases to close to 100%.
As seen in Figure 1b, Al material acquired from crushing is in a bullet-like form with an apparently high surface melting point. This has made cleaning cathode active material from the surface difficult and would therefore lead to impurities at the grain boundaries. The issue of clumping did not occur in the crushed Cu material which is favorable for cleaning and improving melting efficiency.
The contamination effect of graphite crucibles on the melting process should be noted. Therefore, samples were analyzed through SEM and EDX to observe the implications of melting on the purity of the CCs. SEM images were taken linearly to show up to 400 microns on the surface of each sample. The acceleration voltage was kept at 10 keV. The percentage of impurities on the surface was measured using EDX for three spots and the average value was converted to weight percentage. EDX was the accessible characterization method for this study. Other methods such as ICP-MS can be sought out in future studies to assess elemental composition more accurately.
2.4. Half-Cell Construction and Final Characterization of Surface Impurities
Using the Al and Cu CCs from the second phase of this study, cathodes and anodes were fabricated and tested in four half-cells. Cathodes were made by mixing LiNi1/3Mn1/3Co1/3O2 (NMC111) with polyvinylidene fluoride (PVDF) binder and acetylene black as the conductive material in a ratio of 90/5/5 weight percent, respectively, as shown in Figure 3a. The NMC was mixed with NMP in a Thinky centrifugal mixer (Thinky U.S.A., Inc., Laguna Hills, CA) at 1000 rpm for 2 min. The binder and conductive material were added gradually using the same mixing program. Using a similar procedure, anodes were made by mixing graphite with carboxymethyl cellulose (CMC) and styrene-butadiene rubber (SBR) binders and acetylene black as the conductive material in a ratio of 89/7/4 weight percent, respectively, as shown in Figure 3b.
Four coin-cell type half-cells were assembled using the anodes and cathodes made from recycled materials along with half-cells made from new electrode material. Half-cell components and coin-cell assembly can be seen in Figure 4. Coin-cells were assembled by placing punched cathodes or anodes, polypropylene (PP)/polyethylene (PE)/polypropylene (PP) tri-layer separator, then Li metal chip in coin-cell casings along with a wave spring. Each half-cell was tested at two C-rates of C/5 and C/10.
To analyze the effect of chemical reactions during battery cycling on the CCs’ chemical compositions, the half-cells were opened after cycling to observe the reappearance of surface impurities on the CCs’ after testing using SEM and EDX.
3. Results and Discussion
3.1. Surface Impurities of Cleaned CCs by the Ultrasonic Technique
For the first phase of this study, the impurity reduction of washed CCs was analyzed. The EDX results by elemental weight percentages of the anode can be found in Figure 5. Two measurements on and below the surface were taken from four anode CC samples after NMP, RO, and ethanol cleaning, and one as-received sample as a control. A summary of the result can be seen in Figure 6.
The as-received Cu foils showed 45.7 wt.% of impurities on the surface. For reference, new Cu foil supplied to manufacturing facilities contains only 0.7 wt.% of surface impurities. The most effective solution for washing the electrode surface was ethanol (77.4%), followed by RO (67.7%), with NMP being the least effective (65.3%). As expected, impurities below the surface were much less than those above the surface with 18.8 wt.% for as-received and ~1 wt.% for washed samples. Ethanol and NMP were most effective at washing impurities below the surface. In contrast to impurities on the surface, CCs washed with NMP showed fewer impurities than those washed with RO.
The data strongly indicates many impurities are present on and below the surface of used CCs. The impurities are due to the aggressive electrochemical environment inside a battery with potential contribution coming from shredding after retirement. These impurities must be washed before proceeding to the melting phase of the recycling process. As shown previously, the best solution for cleaning the surface of recycled Cu is ethanol, which removes up to 25.3% of surface impurities. Similar results were found for reducing impurities in Al CCs. Thus, all CCs subjected to melting were first cleaned with ethanol for 4 min at 24 °C (75 °F) in an ultrasonic cleaner before melting.
3.2. Surface Impurities of CCs after Melting and Battery Testing
Results from the SEM and elemental assessment of impurities on the surface of Al collectors are shown in Figure 7 and Figure 8. SEM images of Al CCs at three relevant stages for assessment: as-received, after melting, and after battery testing, are shown in Figure 8a–c show. For these Al CCs, three impurities were found comprising Cu, manganese, and nickel. Overall, Al purity increased by 2.2 wt.% after recycling and decreased only by 1.1 wt.% after battery testing.
It is important to note that all impurities decreased after the thermal treatment of the as-received collectors. Cu content decreased by 0.5 wt.%, nickel by 1.4 wt.%, and manganese by 0.4 wt.%. This drop in impurities proves that the recycling process is capable of reversing impurities in the CCs. Cu and manganese impurities continued to decrease by 0.4 and 0.2 wt.%, respectively, after battery operation. However, nickel content increased by 1.6 wt.%. The increase in nickel impurity after battery operation indicates that some CC degradation occurs along with the loss of active cathode material. Nickel content in impurities is higher than all other elements, especially for as-received CCs (2.7 wt.%) and recycled CCs used in battery testing (2.9 wt.%).
The SEM and elemental assessment results for Cu CCs at the three relevant stages are shown in Figure 9 and Figure 10a–c. The impurities found on Cu CCs were Al and nickel. The purity of Cu showed only a slight increase of 0.3 wt.% after recycling and a very small decrease of 0.1 wt.% after battery testing. After recycling, Al impurities decreased by 0.4 wt.%. Contrastingly, nickel impurities increased slightly by 0.1 wt.%. Battery testing showed no impact on Al content quantities and only slightly increased nickel content by another 0.1 wt.%.
3.3. Cycling Performance of Recycled CCs
Results for testing half-cell anodes at a C-rate of C/5 using recycled Cu CCs are shown in Figure 11a. After five cycles, the capacity is 312 mAh/g while the capacity after ten cycles is 250 mAh/g. Capacity continues to drop until it reaches 50% after 25 cycles. Contrastingly for testing at a C-rate of C/10, shown in Figure 11b, the initial capacity after ten cycles was 255 mAh/g but it dropped to 220 mAh/g after fifteen cycles. The capacity reaches 67% of its initial value after 25 cycles measuring as 170 mAh/g.
Results for discharging cathode half-cells at C/5 C-rate are shown in Figure 12a. After 21 cycles, the capacity is 138 mAh/g. Capacity drops to 85 mAh/g after 52 cycles and finally reaches 39 mAh/g after 71 cycles. Moreover, Figure 12b includes results for discharging half-cell cathodes at C/10 C-rate. This showed an initial capacity of 157 mAh/g which consistently drops every 25 cycles until reaching a capacity of 130 mAh/g after 50 cycles. After 70 cycles, the capacity is 90 mAh/g which is 57% of the initial capacity. For all tests, specific capacity was normalized by the mass of electrode active material.
The capacity retention of the cathode half-cell tested at both C-rates is shown in Figure 13a along with a comparison to cathodes using fresh Al CC. For C/5, the capacity retention after 50 cycles is 84% while it is 83% for C/10. In contrast, the fresh CC cathode shows a capacity retention of 96%. When compared to the fresh CC cathode, capacity is lower; however, the cathode half-cells still retain more than 80% of the initial capacity. Capacity retention results for anode half-cells are shown in Figure 13b. The two test conditions of C/5 and C/10 do not show any significant difference in capacity retention.
4. Conclusions
Because of their high purity, Al and Cu CCs are among those high-value materials in LIBs manufacturing; hence, recycling and returning them to the LIB’s manufacturing line is attracting great interest, especially in the EV market. Therefore, in this paper, we investigated the feasibility of recycling, purification, and reusing them in new LIBs. For this purpose, Al and Cu CCs from retired LIBs were recycled, purified, and reused in fresh LIBs. A brief description of the phases of the studies performed in this paper is as follows. In the first phase, shredded LIB cells were separated to obtain the components containing Al and Cu CCs. After separation, the ultrasonic cleaning of the CCs was investigated using several solvents. This includes an in-depth assessment of impurities detectable on or even below the surface (in depth) of the CC. The second phase of this study included recycling the cleaned Al and Cu CCs via melting and molding. Another assessment of impurities was conducted to show the effectiveness of the recycling procedure. Finally, the third phase of the investigation included constructing and testing anode and cathode half-cells at C-rates of C/5 and C/10 at room temperature. These cells used the same material from the two previous phases. It was found that ultrasonic cleaning of both Al and Cu CCs with ethanol was the most effective method, reducing a quarter of surface impurities. Material cleaned using this method and then recycled showed very low impurity indicating a highly effective process for purifying the surface of CCs. Battery cell testing of the aforementioned material showed an expected increase in impurity, especially when nickel is concerned. This is due to the CC degradation which naturally occurs during battery operation and may indicate loss of active cathode material. Battery testing results of both cathode and anode half-cells presented a decrease in capacity retention over time. However, after 50 cycles of testing at either C-rate, cathode half-cells capacity retention remained above 80%. Battery cell performance testing showed that both anode and cathode half-cells reach below their initial capacities after relatively short cycling periods. Although the cleaning and melting procedures significantly improved the purification level of both Al and Cu, it can be seen from battery cell performance results that CCs recycled using such a method may not be suitable for reuse in new batteries, especially for the Cu CC. Thus, a more sophisticated purification method should be adopted, which may increase the cost of recycling, or the recycled Al and Cu from retired LIBs should be repurposed in other products/applications where less material purity is acceptable.
Author Contributions
Conceptualization, S.F.; Methodology, S.F.; Formal analysis, H.K., E.H., D.F., M.A. and S.F.; Investigation, H.K., E.H., D.F., M.A. and R.F.; Resources, R.F. and S.F.; Data curation, H.K., E.H. and D.F.; Writing—original draft, H.K., E.H. and D.F.; Writing—review & editing, E.H., D.F., M.A. and S.F.; Visualization, E.H., H.K. and M.A.; Supervision, M.A., R.F. and S.F.; Project administration, S.F. and R.F. All authors have read and agreed to the published version of the manuscript.
Funding
The funding was provided internally by the Schaeffler Company and the University of Akron.
Data Availability Statement
Not applicable.
Acknowledgments
The support of the University of Akron and the Schaeffler Company is appreciated.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bibra, E.; Connelly, E.; Gorner, M.; Paoli, L. Global EV Outlook 2021. International Energy Agency. Available online: https://iea.blob.core.windows.net/assets/ed5f4484-f556-4110-8c5c-4ede8bcba637/GlobalEVOutlook2021.pdf (accessed on 20 February 2022).
- Huang, B.; Pan, Z.; Su, X.; An, L. Recycling of lithium-ion batteries: Recent advances and perspectives. J. Power Sources 2018, 399, 274–286. [Google Scholar] [CrossRef]
- Kong, L.; Li, C.; Jiang, J.; Pecht, M.G. Li-Ion Battery Fire Hazards and Safety Strategies. Energies 2018, 11, 2191. [Google Scholar] [CrossRef] [Green Version]
- Winslow, K.M.; Laux, T.G.; Townsend, A. Review on the growing concern and potential management strategies of waste lithium-ion batteries Resources. Conserv. Recycl. 2018, 129, 263–277. [Google Scholar] [CrossRef]
- Chang, T.; You, S.; Yu, B.; Yao, K. A material flow of lithium batteries in Taiwan. J. Hazard. Mater. 2009, 163, 910–915. [Google Scholar] [CrossRef] [PubMed]
- Melchor-Martínez, E.M.; Macias-Garbett, R.; Malacara-Becerra, A.; Iqbal, H.M.; Sosa-Hernández, J.E.; Parra-Saldívar, R. Environmental impact of emerging contaminants from battery waste: A mini review. Case Stud. Chem. Environ. Eng. 2021, 3, 100104. [Google Scholar] [CrossRef]
- Song, J.; Yan, W.; Cao, H.; Song, Q.; Ding, H.; Lv, Z.; Zhang, Y.; Sun, Z. Material flow analysis on critical raw materials of lithium-ion batteries in China. J. Clean. Prod. 2019, 215, 570–581. [Google Scholar] [CrossRef]
- Heelan, J.; Gratz, E.; Zheng, Z.; Wang, Q.; Chen, M.; Apelian, D.; Wang, Y. Current and Prospective Li-Ion Battery Recycling and Recovery Processes. JOM 2016, 68, 2632–2638. [Google Scholar] [CrossRef] [Green Version]
- Sommerville, R.; Zhu, P.; Rajaeifar, M.A.; Heidrich, O.; Goodship, V.; Kendrick, E. A qualitative assessment of lithium ion battery recycling processes. Resour. Conserv. Recycl. 2021, 165, 105219. [Google Scholar] [CrossRef]
- Kim, S.; Bang, J.; Yoo, J.; Shin, Y.; Bae, J.; Jeong, J.; Kim, K.; Dong, P.; Kwon, K. A comprehensive review on the pretreatment process in lithium-ion battery recycling. J. Clean. Prod. 2021, 294, 126329. [Google Scholar] [CrossRef]
- Wang, X.; Gaustad, G.; Babbitt, C.W.; Richa, K. Economies of scale for future lithium-ion battery recycling infrastructure. Resour. Conserv. Recycl. 2014, 83, 53–62. [Google Scholar] [CrossRef]
- Werner, D.; Peuker, U.A.; Mütze, T. Recycling Chain for Spent Lithium-Ion Batteries. Metals 2020, 10, 316. [Google Scholar] [CrossRef] [Green Version]
- Lander, L.; Cleaver, T.; Rajaeifar, M.A.; Nguyen-Tien, V.; Elliott, R.J.; Heidrich, O.; Kendrick, E.; Edge, J.S.; Offer, G. Financial viability of electric vehicle lithium-ion battery recycling. iScience 2021, 24, 102787. [Google Scholar] [CrossRef] [PubMed]
- Lai, X.; Huang, Y.; Gu, H.; Deng, C.; Han, X.; Feng, X.; Zheng, Y. Turning waste into wealth: A systematic review on echelon utilization and material recycling of retired lithium-ion batteries. Energy Storage Mater. 2021, 40, 96–123. [Google Scholar] [CrossRef]
- Alhadri, M.; Zakri, W.; Farhad, S. Study on Integration of Retired Lithium-Ion Battery with Photovoltaic for Net-Zero Electricity Residential Homes. J. Sol. Energy Eng. 2022, 145, 21011. [Google Scholar] [CrossRef]
- Alhadri, M.; Zakri, W.; Esmaeeli, R.; Farhad, S. A Study on Degradation of Lithium-Ion Batteries for In Aircraft Applications. In Proceedings of the ASME 2021, International Mechanical Engineering Congress and Exposition (IMECE), Virtual, 1–4 November 2021. [Google Scholar] [CrossRef]
- Ayoola, O.M.; Buldum, A.; Farhad, S.; Ojo, S.A. A Review on the Molecular Modeling of Argyrodite Electrolytes for All-Solid-State Lithium Batteries. Energies 2022, 15, 7288. [Google Scholar] [CrossRef]
- Mohammed, A.H.; Alhadri, M.; Zakri, W.; Aliniagerdroudbari, H.; Esmaeeli, R.; Hashemi, S.R.; Nadkarni, G.; Farhad, S. Design and Comparison of Cooling Plates for a Prismatic Lithium-ion Battery for Electrified Vehicles; SAE International Technical Paper; SAE International: Warrendale, PA, USA, 2018. [Google Scholar] [CrossRef]
- Modjtahedi, A.; Amirfazli, A.; Farhad, S. Low catalyst loaded ethanol gas fuel cell sensor. Sens. Actuators B Chem. 2016, 234, 70–79. [Google Scholar] [CrossRef]
- Figgener, J.; Stenzel, P.; Kairies, K.-P.; Linßen, J.; Haberschusz, D.; Wessels, O.; Angenendt, G.; Robinius, M.; Stolten, D.; Sauer, D.U. The development of stationary battery storage systems in Germany—A market review. J. Energy Storage 2020, 29, 101153. [Google Scholar] [CrossRef]
- Fu, R.; Remo, T.W.; Margolis, R.M. 2018 U.S. Utility-Scale Photovoltaics-Plus-Energy Storage System Costs Benchmark; No. NREL/TP-6A20-71714; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2018. [CrossRef]
- Dozein, M.G.; Mancarella, P. Frequency Response Capabilities of Utility-scale Battery Energy Storage Systems, with Application to the August 2018 Separation Event in Australia. In Proceedings of the 2019 9th International Conference on Power and Energy Systems (ICPES), Perth, Australia, 10–12 December 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Jiang, Y.; Jiang, J.; Zhang, C.; Zhang, W.; Gao, Y.; Li, N. State of health estimation of second-life LiFePO4 batteries for energy storage applications. J. Clean. Prod. 2018, 205, 754–762. [Google Scholar] [CrossRef]
- Alkhalidi, A.; Alrousan, T.; Ishbeytah, M.; Abdelkareem, M.A.; Olabi, A. Recommendations for energy storage compartment used in renewable energy project. Int. J. Thermofluids 2022, 15, 100182. [Google Scholar] [CrossRef]
- Bobba, S.; Mathieux, F.; Blengini, G.A. How will second-use of batteries affect stocks and flows in the EU? A model for traction Li-ion batteries. Resour. Conserv. Recycl. 2019, 145, 279–291. [Google Scholar] [CrossRef]
- Abas, A.E.P.; Yong, J.; Mahlia, T.M.I.; Hannan, M.A. Techno-Economic Analysis and Environmental Impact of Electric Vehicle. IEEE Access 2019, 7, 98565–98578. [Google Scholar] [CrossRef]
- Shafique, M.; Luo, X. Environmental life cycle assessment of battery electric vehicles from the current and future energy mix perspective. J. Environ. Manag. 2022, 303, 114050. [Google Scholar] [CrossRef] [PubMed]
- Franzò, S.; Nasca, A. The environmental impact of electric vehicles: A novel life cycle-based evaluation framework and its applications to multi-country scenarios. J. Clean. Prod. 2021, 315, 128005. [Google Scholar] [CrossRef]
- Flexer, V.; Baspineiro, C.F.; Galli, C.I. Lithium recovery from brines: A vital raw material for green energies with a potential environmental impact in its mining and processing. Sci. Total. Environ. 2018, 639, 1188–1204. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Bai, Y.; Shen, X.; Zhai, Y.; Ji, C.; Ma, X.; Hong, J. Cradle-to-gate life cycle assessment of cobalt sulfate production derived from a nickel–copper–cobalt mine in China. Int. J. Life Cycle Assess. 2021, 26, 1198–1210. [Google Scholar] [CrossRef]
- Choi, H.; Shin, J.; Woo, J. Effect of electricity generation mix on battery electric vehicle adoption and its environmental impact. Energy Policy 2018, 121, 13–24. [Google Scholar] [CrossRef]
- Vieceli, N.; Casasola, R.; Lombardo, G.; Ebin, B.; Petranikova, M. Hydrometallurgical recycling of EV lithium-ion batteries: Effects of incineration on the leaching efficiency of metals using sulfuric acid. Waste Manag. 2021, 125, 192–203. [Google Scholar] [CrossRef]
- Rajaeifar, M.A.; Raugei, M.; Steubing, B.; Hartwell, A.; Anderson, P.A.; Heidrich, O. Life cycle assessment of lithium-ion battery recycling using pyrometallurgical technologies. J. Ind. Ecol. 2021, 25, 1560–1571. [Google Scholar] [CrossRef]
- Mohr, M.; Peters, J.F.; Baumann, M.; Weil, M. Toward a cell-chemistry specific life cycle assessment of lithium-ion battery recycling processes. J. Ind. Ecol. 2020, 24, 1310–1322. [Google Scholar] [CrossRef]
- Yamada, M.; Watanabe, T.; Gunji, T.; Wu, J.; Matsumoto, F. Review of the Design of Current Collectors for Improving the Battery Performance in Lithium-Ion and Post-Lithium-Ion Batteries. Electrochem 2020, 1, 124–159. [Google Scholar] [CrossRef]
- Zhu, P.; Gastol, D.; Marshall, J.; Sommerville, R.; Goodship, V.; Kendrick, E. A review of current collectors for lithium-ion batteries. J. Power Sources 2021, 485, 229321. [Google Scholar] [CrossRef]
- Kim, S.W.; Cho, K.Y. Current Collectors for Flexible Lithium Ion Batteries: A Review of Materials. J. Electrochem. Sci. Technol. 2015, 6, 1–6. [Google Scholar] [CrossRef]
- Pathak, R.; Chen, K.; Wu, F.; Mane, A.U.; Bugga, R.V.; Elam, J.W.; Qiao, Q.; Zhou, Y. Advanced strategies for the development of porous carbon as a Li host/current collector for lithium metal batteries. Energy Storage Mater. 2021, 41, 448–465. [Google Scholar] [CrossRef]
- Noelle, D.J.; Wang, M.; Qiao, Y. Improved safety and mechanical characterizations of thick lithium-ion battery electrodes structured with porous metal current collectors. J. Power Sources 2018, 399, 125–132. [Google Scholar] [CrossRef]
- Myung, S.-T.; Hitoshi, Y.; Sun, Y.-K. Electrochemical behavior and passivation of current collectors in lithium-ion batteries. J. Mater. Chem. 2011, 21, 9891–9911. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Farhad, S. Performance of Cathodes Fabricated from Mixture of Active Materials Obtained from Recycled Lithium-Ion Batteries. Energies 2022, 15, 410. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Farhad, S. Heavy liquids for rapid separation of cathode and anode active materials from recycled lithium-ion batteries. Resour. Conserv. Recycl. 2021, 174, 105749. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Farhad, S. Separating battery nano/microelectrode active materials with the physical method. In Nanotechnology for Battery Recycling, Remanufacturing, and Reusing; Farhad, S., Gupta, R.K., Yasin, G., Nguyen, T.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; Chapter 13; pp. 263–286. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Farhad, S. Effects of imperfect separation of cathode active materials in recycling facilities on the performance of remanufactured lithium-ion batteries. In Nanotechnology for Battery Recycling, Remanufacturing, and Reusing; Farhad, S., Gupta, R.K., Yasin, G., Nguyen, T.A., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; Chapter 21; pp. 445–453. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Farhad, S. Regeneration of Cathode Mixture Active Materials Obtained from Recycled Lithium Ion Batteries; SAE International Technical Paper; SAE International: Warrendale, PA, USA, 2020. [Google Scholar] [CrossRef]
- Al-Shammari, H.; Esmaeeli, R.; Aliniagerdroudbari, H.; Alhadri, M.; Hashemi, S.R.; Zarrin, H.; Farhad, S. Recycling Lithium-Ion Battery: Mechanical Separation of Mixed Cathode Active Materials. In Proceedings of the ASME 2019, International Mechanical Engineering Congress and Exposition (IMECE), Salt Lake City, UT, USA, 11–14 November 2019. [Google Scholar] [CrossRef]
- Farhad, S.; Gupta, R.K.; Yasin, G.; Nguyen, T.A. Nanotechnology for Battery Recycling, Remanufacturing, and Reusing; Elsevier: Amsterdam, The Netherlands, 2022; ISBN 978-032391134. [Google Scholar]
- Kay, I.; Farhad, S.; Mahajan, A.; Esmaeeli, R.; Hashemi, S.R. Robotic Disassembly of Electric Vehicles’ Battery Modules for Recycling. Energies 2022, 15, 4856. [Google Scholar] [CrossRef]
- Kay, I.; Esmaeeli, R.; Hashemi, S.R.; Mahajan, A.; Farhad, S. Recycling Li-Ion Batteries: Robotic Disassembly of Electric Vehicle Battery Systems. In Proceedings of the ASME 2019, International Mechanical Engineering Congress and Exposition (IMECE), Salt Lake City, UT, USA, 11–14 November 2019. [Google Scholar] [CrossRef]
Figure 1.
Material obtained from shredded scrap, (a) fluff, (b) separated Al, (c) separated Cu.
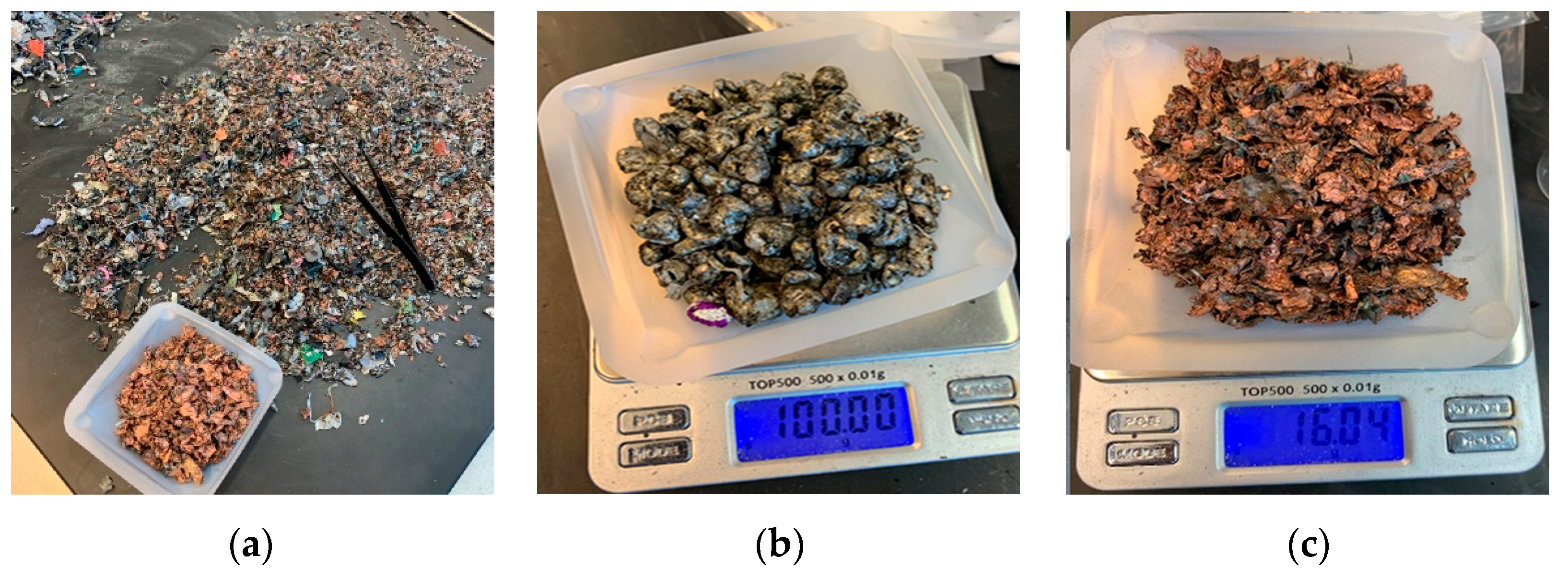
Figure 2.
(a) Tabletop furnace used for melting, (b) mold for forming disks from molten material, (c) press for forming the samples (DAKE-50 Tone), and (d) polished and pressed CC disks.
Figure 2.
(a) Tabletop furnace used for melting, (b) mold for forming disks from molten material, (c) press for forming the samples (DAKE-50 Tone), and (d) polished and pressed CC disks.
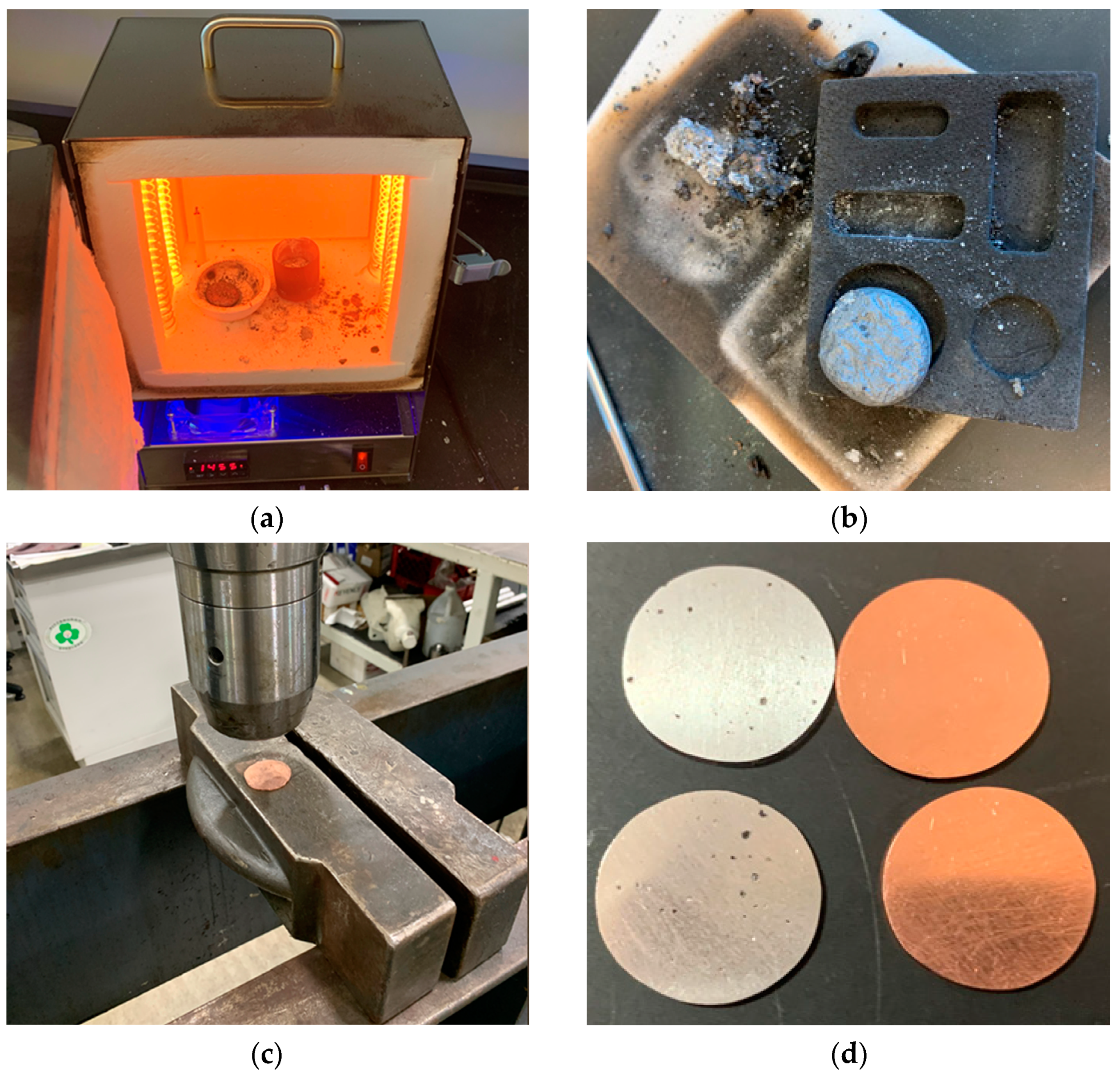
Figure 3.
Schematic representation of materials mixed in (a) cathode and (b) anode.
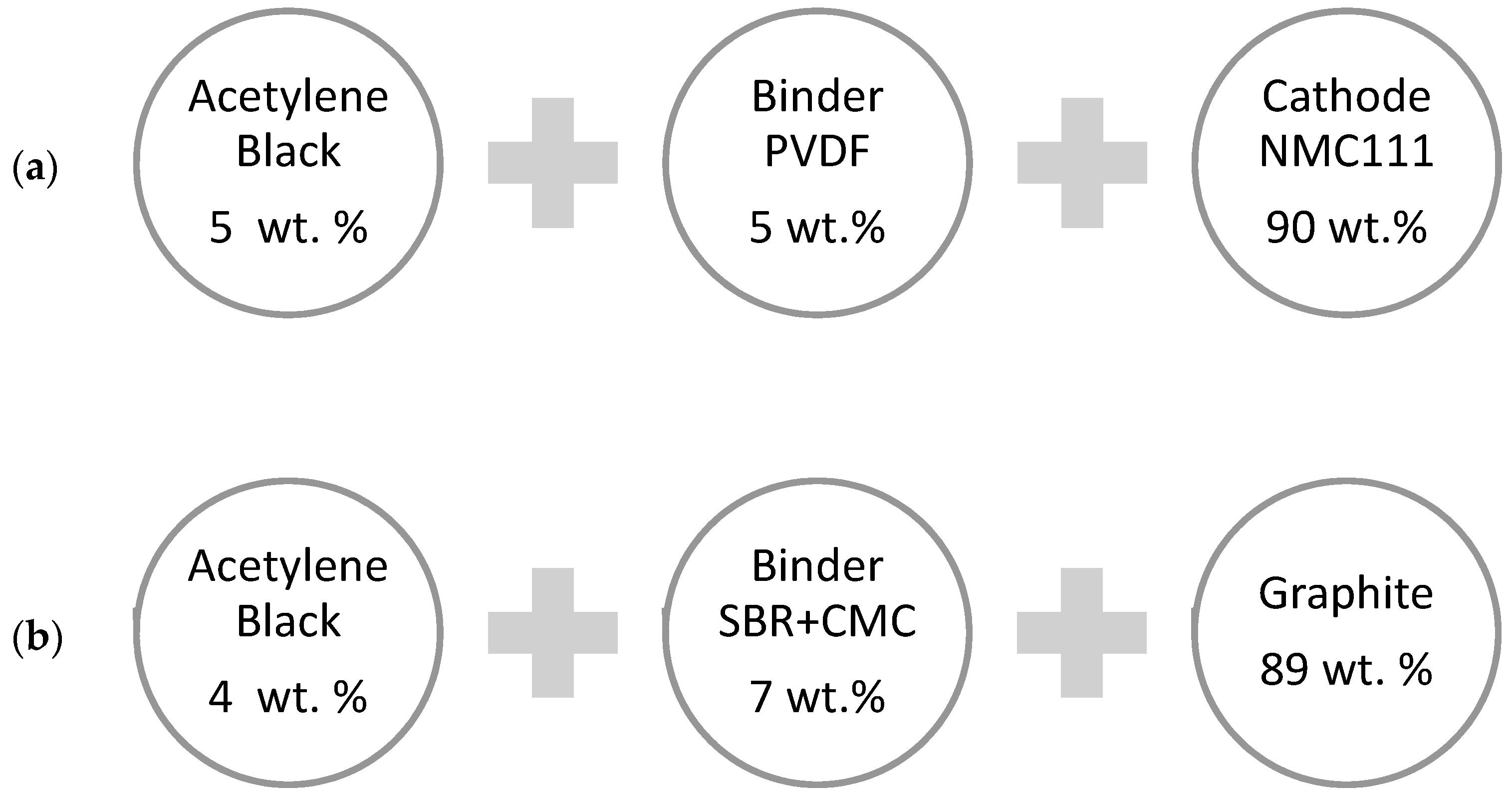
Figure 4.
The assembly of half-cell LIBs, (a) cathode and (b) anode.
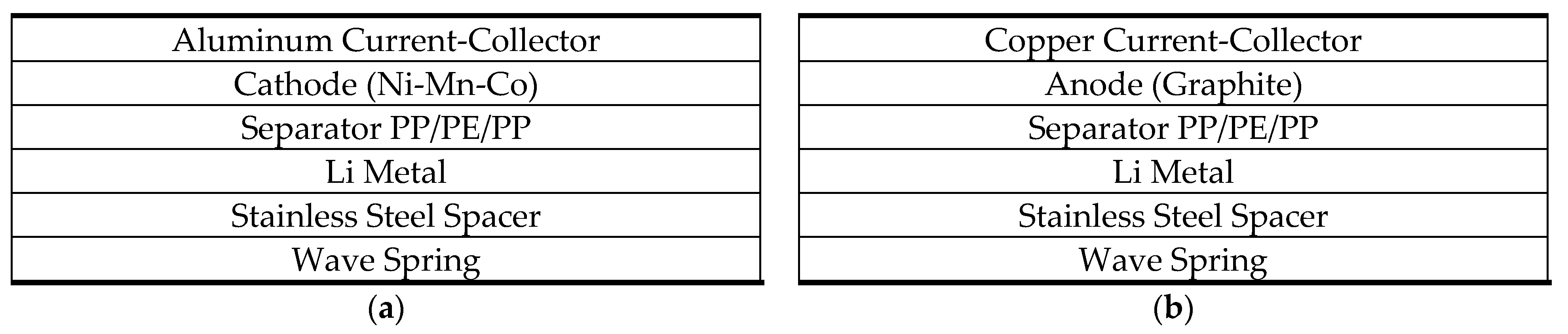
Figure 5.
The EDX results for recycled Cu CCs show the composition (a) on the surface as-received without cleaning, (b) below the surface as-received without cleaning, (c) on the surface after cleaning by NMP, (d) below the surface after cleaning by NMP, (e) on the surface after cleaning by RO, (f) below the surface after cleaning by RO, (g) on the surface after cleaning by ethanol, and (h) below the surface after cleaning by ethanol.
Figure 5.
The EDX results for recycled Cu CCs show the composition (a) on the surface as-received without cleaning, (b) below the surface as-received without cleaning, (c) on the surface after cleaning by NMP, (d) below the surface after cleaning by NMP, (e) on the surface after cleaning by RO, (f) below the surface after cleaning by RO, (g) on the surface after cleaning by ethanol, and (h) below the surface after cleaning by ethanol.
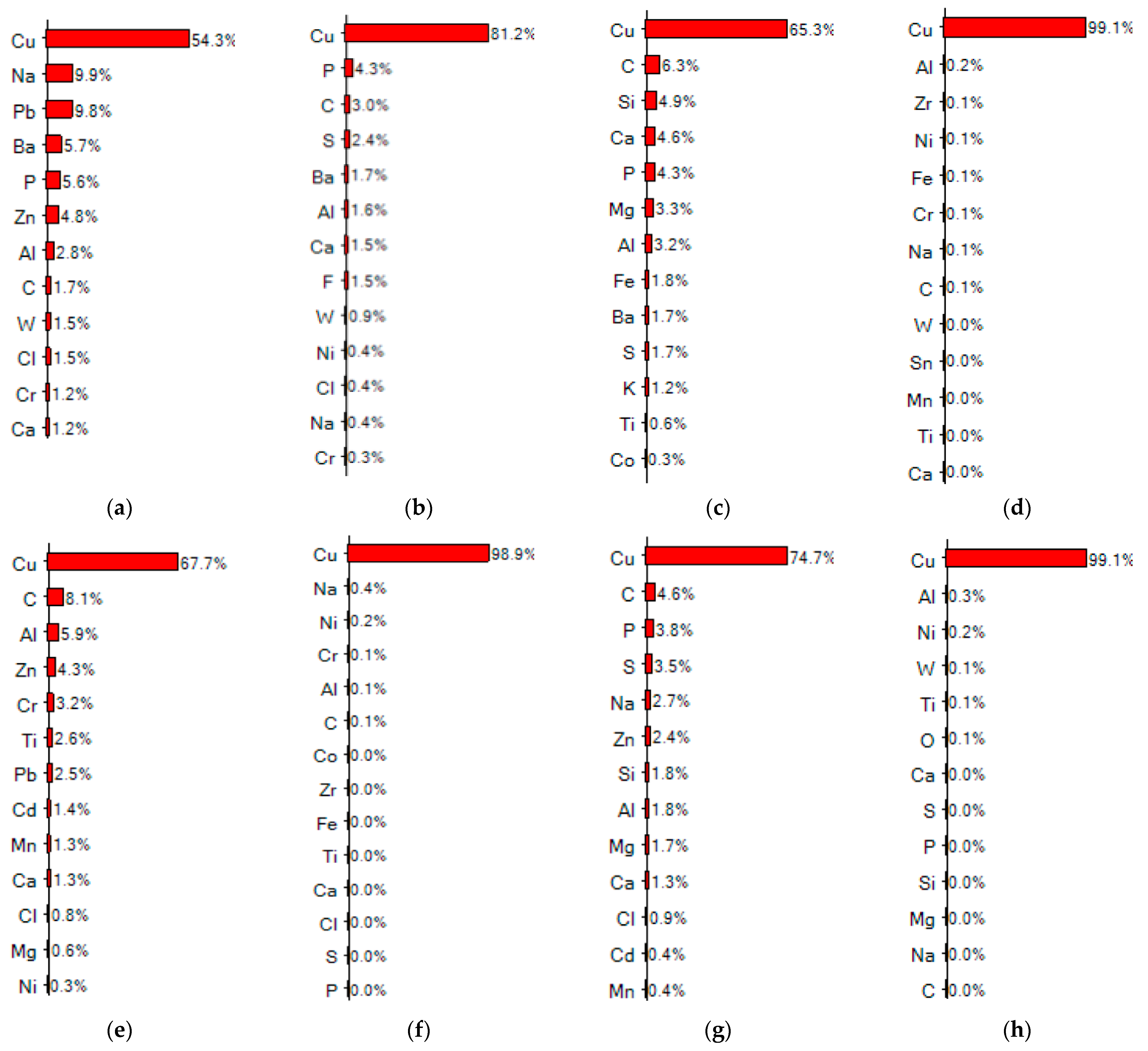
Figure 6.
The weight percentage of Cu on and below the surface of a LIB-graded fresh Cu foil, recycled Cu as-received from spent batteries, and recycled Cu after washing with NMP, RO, and ethanol.
Figure 6.
The weight percentage of Cu on and below the surface of a LIB-graded fresh Cu foil, recycled Cu as-received from spent batteries, and recycled Cu after washing with NMP, RO, and ethanol.

Figure 7.
EDX test results on the surface of Al CCs after washing, melting, and battery testing.
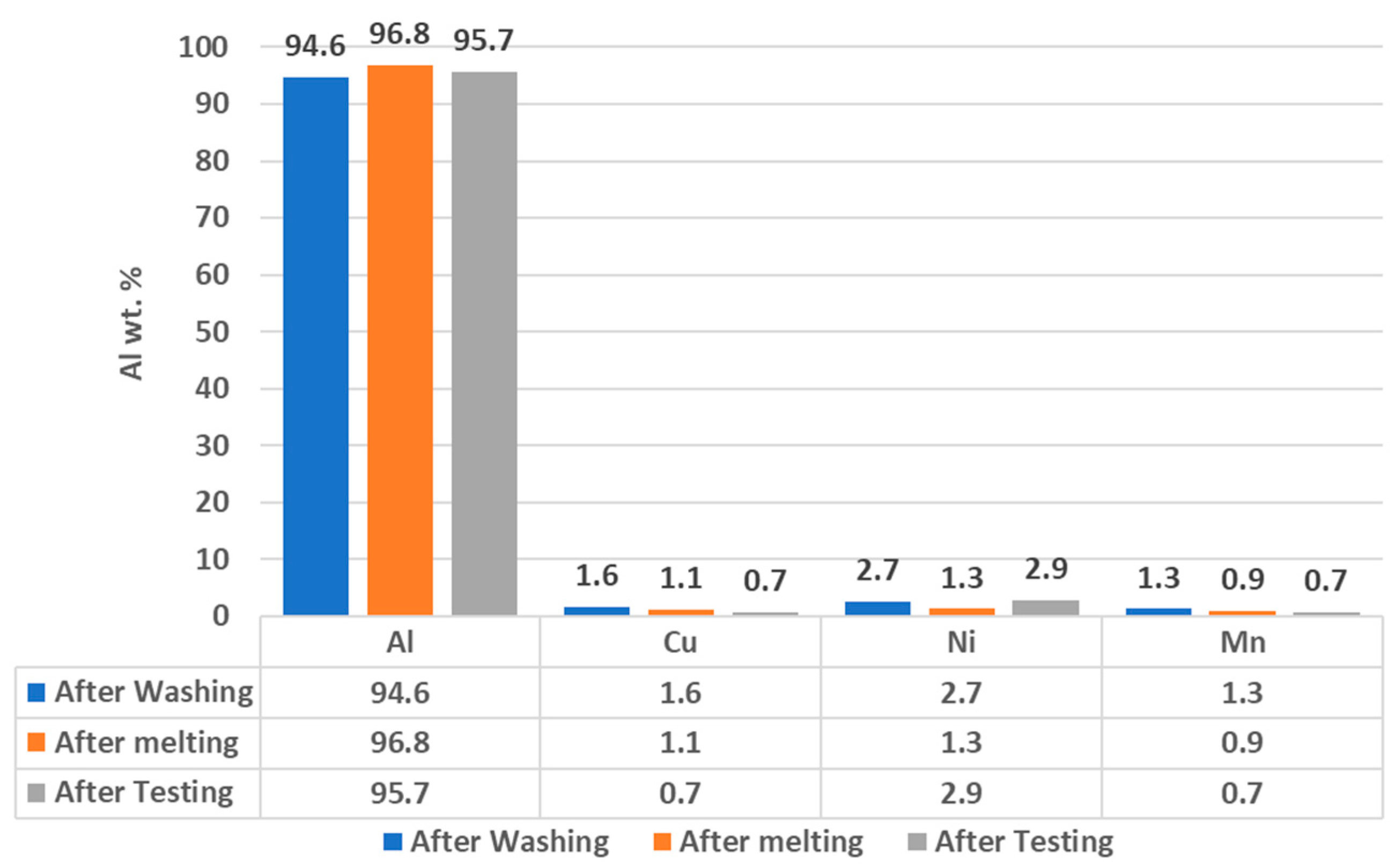
Figure 8.
Elemental mapping for (a) As-received Al CC from used batteries, (b) Al CC from recycled batteries after melting, and (c) Al CC from recycled batteries after reuse in new battery and cycling.
Figure 8.
Elemental mapping for (a) As-received Al CC from used batteries, (b) Al CC from recycled batteries after melting, and (c) Al CC from recycled batteries after reuse in new battery and cycling.
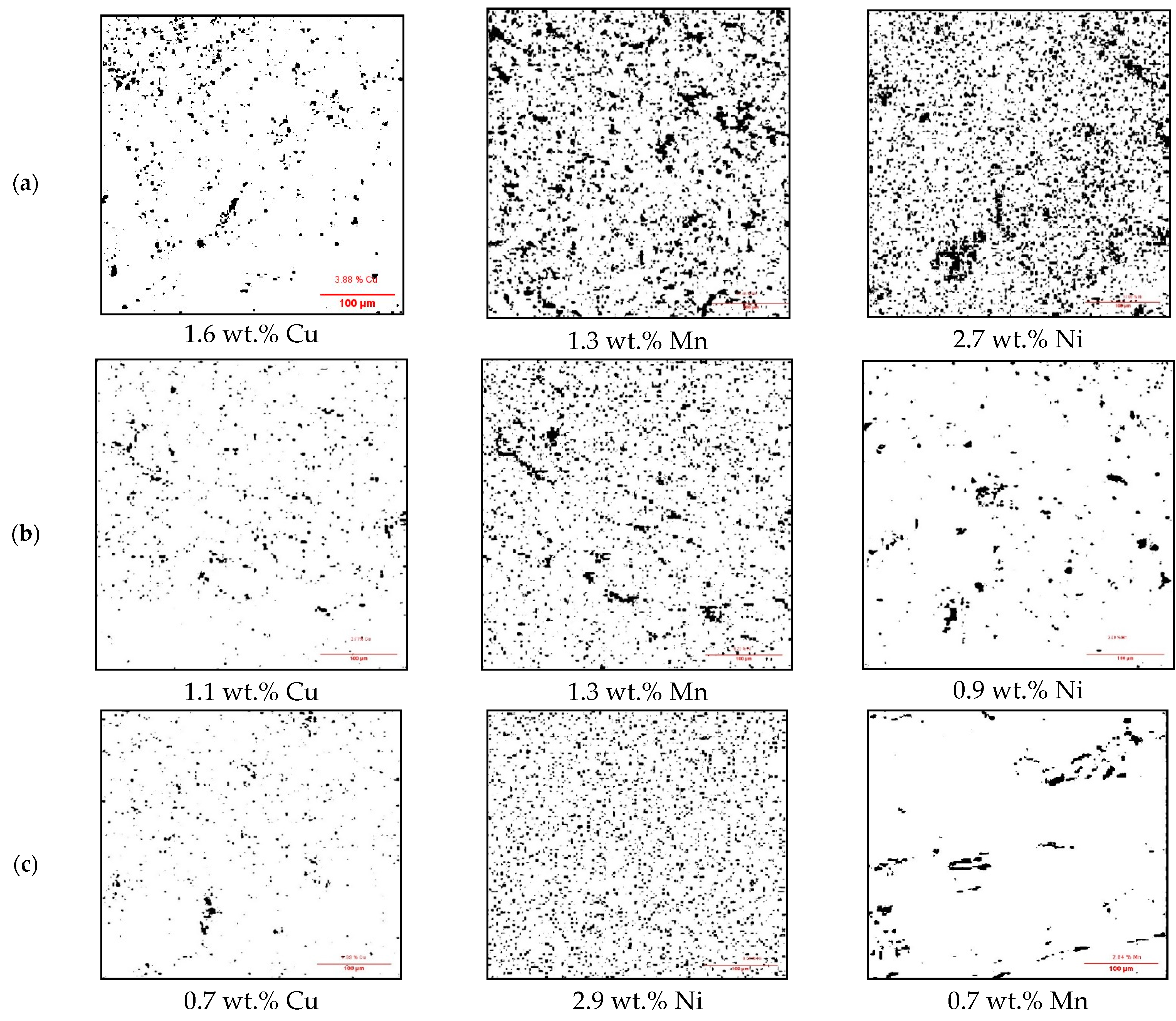
Figure 9.
EDX test results on the surface of Cu CC after washing, melting, and battery testing.

Figure 10.
Elemental mapping for (a) As-received Cu CC from used batteries, (b) Cu CC from recycled batteries after melting, and (c) Cu CC from recycled batteries after reuse and cycling.
Figure 10.
Elemental mapping for (a) As-received Cu CC from used batteries, (b) Cu CC from recycled batteries after melting, and (c) Cu CC from recycled batteries after reuse and cycling.

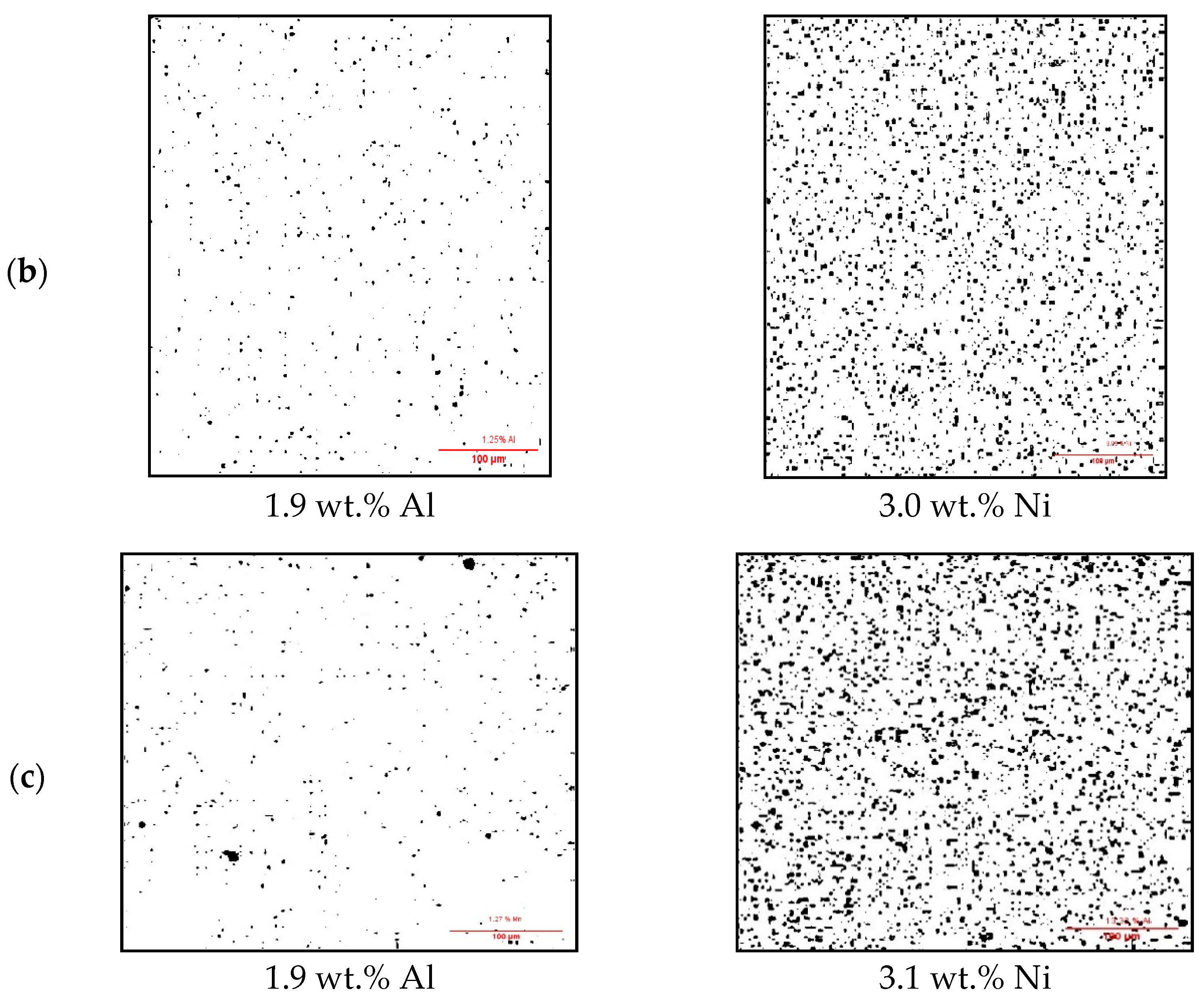
Figure 11.
Discharge of anode half-cells with C-rates of (a) C/5, and (b) C/10.
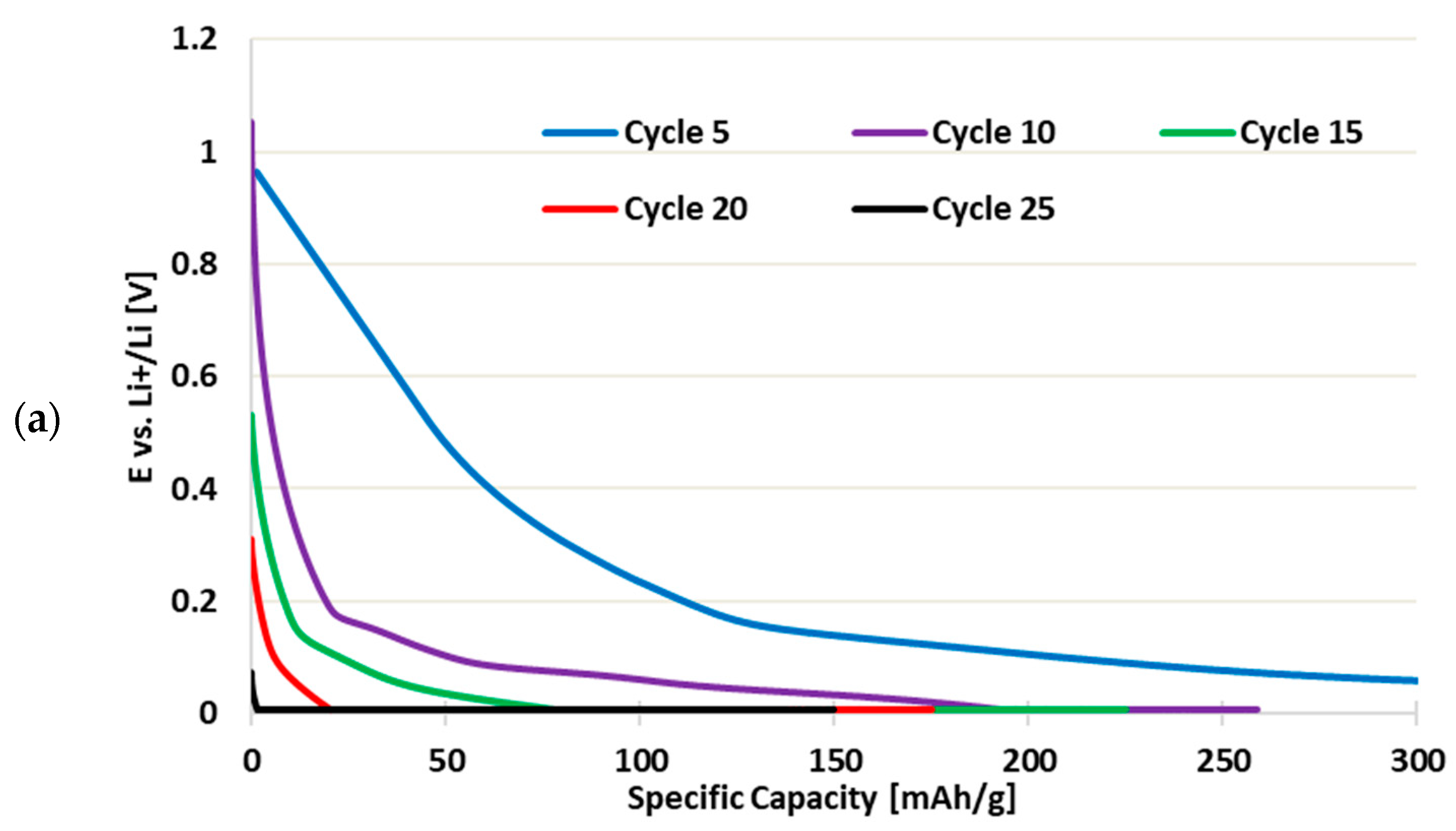

Figure 12.
Discharge of cathode half-cells with C-rates of (a) C/5, and (b) C/10.

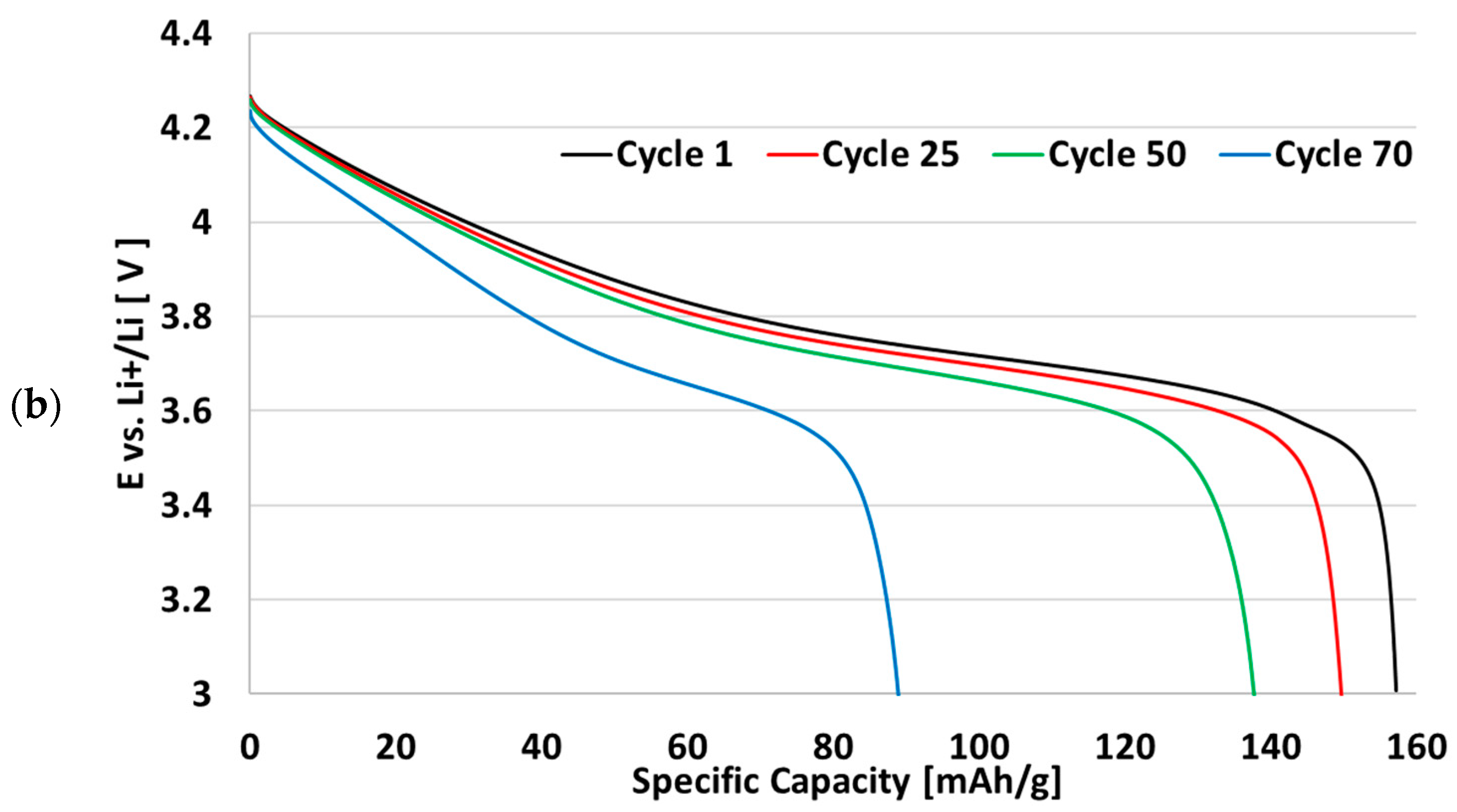
Figure 13.
The capacity retention of (a) cathode half-cells over 50 cycles and (b) anode half-cells over 25 cycles compared to cathodes and anodes made from fresh Al and Cu CC.
Figure 13.
The capacity retention of (a) cathode half-cells over 50 cycles and (b) anode half-cells over 25 cycles compared to cathodes and anodes made from fresh Al and Cu CC.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Khatibi, H.; Hassan, E.; Frisone, D.; Amiriyan, M.; Farahati, R.; Farhad, S. Recycling and Reusing Copper and Aluminum Current-Collectors from Spent Lithium-Ion Batteries. Energies 2022, 15, 9069. https://doi.org/10.3390/en15239069
AMA Style
Khatibi H, Hassan E, Frisone D, Amiriyan M, Farahati R, Farhad S. Recycling and Reusing Copper and Aluminum Current-Collectors from Spent Lithium-Ion Batteries. Energies. 2022; 15(23):9069. https://doi.org/10.3390/en15239069
Chicago/Turabian StyleKhatibi, Hamid, Eman Hassan, Dominic Frisone, Mahdi Amiriyan, Rashid Farahati, and Siamak Farhad. 2022. "Recycling and Reusing Copper and Aluminum Current-Collectors from Spent Lithium-Ion Batteries" Energies 15, no. 23: 9069. https://doi.org/10.3390/en15239069
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.