
Effect of Temperature on Densification Pressure and the Unit Density in Production of Corn Straw Pellet with a Post-Heating Method

School of Engineering, Beijing Forestry University, Beijing 100083, China
*
Author to whom correspondence should be addressed.
Energies 2022, 15(3), 842; https://doi.org/10.3390/en15030842
Submission received: 21 November 2021
/
Revised: 13 January 2022
/
Accepted: 18 January 2022
/
Published: 24 January 2022
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:In the biomass densification process, a lot of energy is needed to prevent its spring-back and to overcome the friction between the material and the channel surface of the die so as to build up pressure. However, moisture, particle size, temperature, and type of material all influence the densification pressure, pellet quality, and the density. The research was aimed to find out how the densification pressure and density were affected by the die temperature based on an open-end densification method using a self-developed pellet extruder. When the piston fixed in the front of the extruder moved in a reciprocating way, the raw material was pressed into the opening die, which had a heater wrapped up. Crushed corn straw with a particle size under 4 mm and with a given moisture content of 10% was used to be compacted by the extruder. The results showed that with the increase of the die temperature, the value of densification pressure decreased; however, the quality of pellets was not good at temperatures higher than 140 °C. The proper temperature for corn straw densification was 100 °C, and the value of the unit density was above 1.0 g/cm³. Meanwhile, the surface quality of the pellet was comparatively good. The reference values of the friction coefficient at different temperatures were provided.
1. Introduction
Nowadays, growing attention is being paid to the preparation and industrial utilization of biomass material because of either increasing environmental concerns or the non-renewability of fossil resources [1,2,3]. Various advantages provided by biomass material, such as recyclability, renewability, abundant availability, and low cost, have drawn the attention of many researchers to use them in industrial production [4]. Corn straw, a kind of important biomass widely distributed in China, is suitable for energy use as fuel [5]. However, the bulk density of the corn straw is one of the most major limitations to its large-scale viability for energy application. One of the main technologies of biomass processing is physical conversion, or more precisely, agglomeration [6]. Producing a compacted corn straw product would reduce transportation costs, resulting in a viable pathway for the use of corn straw as a biomass feedstock [7,8]. Thus, it is important to find out the optimal process parameters to compact the biomass by means of analyzing the influence of various factors on the process of compaction.
Material variables and process variables are the main factors determining the characteristics of the final product in the process of producing pellets. Material variables are the type of biomass, moisture content, degree of fragmentation, and method of raw material preparation. Process variables include the densification pressure, temperature, and geometry of the matrix channel [9,10,11].
At present, the screw extruder and the briquette press are both necessary conditions for compacting the feedstock. It needs a lot of energy in the densification process of the screw extruder to overcome the friction between the inner surface of the die wall and the material and the forces, such as shearing and mixing, between the screw and the material [12]. Thus, the wear of the contact parts is very high. For the screw extruder, since the screw and the material are always in the shearing and mixing state, the wear of the screw surface is very serious [13,14].
There are some obvious problems existing in the briquette press. According to previous studies, in the compaction process, a lot of energy is required to overcome the friction between the materials and the friction between the materials and the surface of the die. This leads to accelerating the abrasion of the die. Usually, the die is needed to be repaired at intervals [15].
In order to decrease the energy needed in the process of compaction, there are some new methods to be proposed, one of which is the vibration-assisted compaction of biomass. The results of the study showed that with the vibration applied to a die surface, the compression energy requirement would be reduced, and the product quality would be improved [16]. Moreover, changing the moisture content of the raw materials is another efficient method. The most appropriate moisture content for the compaction of the straws is 10–15% [17]. In this way, the cost of the compaction would decrease with qualified quality.
Compared with the compaction without heat, the densification of the biomass with heat could decrease the compaction force, resulting in decreasing the friction needed to be overcome and increasing the die life [18]. Lignin in the biomass at temperatures above about 140 °C will be softened, and that will improve the binding of particles [12], resulting in decreasing the friction resistance of the compaction and improving the quality of the product. It is concluded from the study of the heated-die wafer densification of alfalfa and Bermuda grass that the pressure required to compact would decrease with the die temperature increasing [19].
The main quality parameters depending on the process and material factors are mechanical durability (DU) and specific density (DE). Durability (crushing strength) reflects the ability of pellets to resist deformation after multiple falls and tumbling collisions. The process of pressure compaction of biomass is intended to obtain the unit density and bulk density (BD), as well as the mechanical durability at appropriate levels, and the minimum thresholds are defined by the appropriate standards. Unified bulk density (or specific density) guarantees similar values of the energy density of fuel—regardless of the raw material used. On the other hand, high mechanical durability guarantees safe and non-abrasive use of the fuel [20,21].
Based on the above research, it could be concluded that although the research on the densification process with heating has been further improved, the universal mechanical testing machine is in the experimental equipment, whose production rate is obviously lower than industrialized equipment. There is a great difference between compaction using a universal mechanical and compaction using a pellet extruder, which does not have much significance to production practice. In addition, the effect of heating on the coefficient of friction between the raw material and the internal surface of the die has not been investigated.
In this research, a self-developed extruder for biomass pellet production was applied, and a heater used to change the temperature of the compaction was added to the die. The objective of this paper is to study the effects of temperature on the densification pressure and the unit density in the production of corn straw pellet through an open-end die. The results of the study can be used to find out a better way to treat biomass using a post-heating method instead of the traditional preheating method. By controlling the temperature properly, it is easier to find out a way to gain much better products with smaller energy costs.
2. Materials and Methods
2.1. Materials Preparation
The experimental material was corn straw—a widely cultivated cereal plant that was grown in the city of Chifeng, Inner Mongolia, China. With the increase of the standard of living, lots of agricultural residues, such as corn straw and wheat straw, are no longer used for animal feed, home heating, and cooking. In the field, these by-products are usually burnt directly, which leads to the pollution of the environment and maybe one of the reasons for hazy weather. Such a fact was suggested by current research that these large quantities of resources could be used as low carbon fuel if processed properly instead of the waste of energy.
The corn straw was naturally dried for a week in the summer and then transported to a biomass laboratory. The material was crushed into small fibrous pieces using crumbling equipment (Model GXP-400; Beijing Forestry University; Beijing, China), as shown in Figure 1 and Figure 2. The crushed raw material was separated into two parts by using a sieve with an aperture of 4 mm, and the raw material under 4 mm [22] was utilized in the experiment. The moisture content of the processed raw material was measured according to the following drying procedure. Ten grams of crumbled raw material was put into the rapid moisture meter at a temperature of 100 °C for 24 h; then, samples were weighed every 1 h by an electronic balance until the mass did not reduce. It was calculated that the moisture content was about 10% [22] by dividing the mass loss by the original total mass. The rapid moisture meter is shown in Figure 3.
Water was added to the material and mixed thoroughly to obtain the desired moisture content; the process is described below.
- Divide the material into three parts, and dry them for a week.
- Use the rapid moisture meter to figure out the moisture of the biomass. Then calculate how much water should be added to the biomass.
- Mix the materials and the water uniformly through keeping them in the packaged plastic bag for 3 days.
- Repeat the third process until the moisture is as needed.
2.2. Pellet Production Method
The biomass pellet extruder was developed and manufactured in the lab of Beijing Forestry University. The self-developed extruder is shown in Figure 4.
A reducer with the specified rotation of 50 rpm was applied as a power source, which drove the eccentric shaft with an eccentricity of 30 mm. The rotating eccentric shaft forced a piston to reciprocate linearly along with a sliding bearing by driving the rolling bearing set up on one side of the piston of 16 mm in diameter. When the piston moved to one end by the drive of the eccentric shaft, the reset spring started to make the piston move back to the original position.
In front of the piston, there was a cylinder die with a 16 mm inside diameter and was 72 mm in length installed for making a single pellet. Thus, the ratio of the length to the inside diameter is 4.5.
A heating tape wrapped the cylinder die and heated the die to a certain temperature with a thermocouple controlled by a temperature controller and monitor.
The cylinder die was wrapped by a heating strip with a thermocouple to preheat the cylinder die to a certain temperature controlled by a temperature controller and a monitor. A pressure sensor (Model SEF-5T; Dongguan Risheng Technology Development Co. Ltd.; Dongguan, China) was joined to the piston to test the required pressure in the densification process. A displacement sensor (Model LWH-0200; Dongguan Risheng Technology Development Co., Ltd.; Dongguan, China) was fixed onto the frame to test the displacement with the reciprocating motion of the rolling bearing. A data acquisition system, including the above sensors, was designed to acquire the data at the same time from the pressure sensor (30 Hz) and the displacement sensor. Thus, the derived data on the force and the displacement was one to one correspondence.
Previous studies [13] have indicated that moisture, particle size, temperature, and material type all influence the densification pressure, pellet quality, and density. As the main purpose of this study was to investigate the effect of the temperature on the densification pressure and unit density of the corn straw, a series of experiments in the reciprocating state (intermittent compaction of the raw material) was performed to investigate the pressure and the displacement at different temperatures.
2.3. Force Analysis during Densification Process
The material densification stage can be roughly divided into compression, pushing, and conforming stages. The pressure rises rapidly on the stage of compression, which starts to decrease after reaching the maximum value. Before reaching the maximum pressure, the particles rearrange themselves and significantly increase the inter-particle density until the density of the pellet approaches the true density of the component ingredients. This stage mainly occurs in the front section of the die for a distance. After the maximum pressure is reached, the relative sliding between the material and the channel occurs, and the friction starts to be transformed into sliding friction. Meanwhile, the pressure decreases, and the compression enters into the pushing and shape-keeping stage. A schematic drawing of the pressure within the pressure channel of the die is shown in Figure 5.
At a certain temperature, the pressure within the pressure channel at a distance x from the outlet can be calculated by Equation (1): [23]
where is the material Poisson’s ration; is the preload pressure, with a unit of MPa; f is the friction coefficient between the biomass and the opening channel of the die; x is the distance between the calculated section and the die outlet, mm; r is the radius of the cylinder die, mm. When x = l, is the pressure of the compaction at a certain temperature.
2.4. Densification Pressure Test
The material was fed into the hopper and stirred by a screw set up at the bottom of the hopper to ensure the uniform feed in front of the piston. The reciprocating speed of the piston was 50 rpm. Every experiment with different temperatures was conducted for 2 min. At a given moisture content of 10%, the temperature was controlled at 40, 60, 80, 100, 120, 140, 160, 180, and 200 °C, respectively. There was a maximum pressure in every single pouch, and the average densification pressure refers to the average number of all the maximum pressure values in each 2-min experiment. Each experiment in the same condition was repeated 3 times.
2.5. Pellet Density Test
The pellet density was calculated by measuring the length and the diameter of the pellet using an electronic caliper and by measuring the mass of the pellet using an electronic balance. In order to obtain an accurate volume, the edges of the pellets have been smoothed. The pellet density was calculated by dividing the individual mass by its volume and calculated on the basis of its length and diameter [24]. Ten randomized samples were measured and their properties documented.
3. Results and Discussion
3.1. Pelle Quality Affected by the Die Temperature
Figure 6 shows the surface quality of the pellets produced with the corn straw particles at a moisture content of 10% and particle size under 4 mm in different temperatures from 40 to 200 °C. The pellets show a good surface quality below the temperature of 120 °C, all of which are with a smooth surface. However, when the temperature was above 140 °C, cracks and deformations appeared on the surface of the pellets. That may be due to the higher temperature brought about the inner heat of the pellets. Subsequently, the steam exploded the pellets. The type of pellet damage indicated that the material had not been uniformly moisturized, and pellet destruction occurred where the moisture content of the material was high. In this case, when the pellets had a non-uniform shape, the measurement of geometry may cause measurement errors, and the high accuracy of measurement cannot be guaranteed. In future experiment, other methods of density measurements should be adopted to acquire high accuracy.
3.2. Densification Pressure of Every Single Pouch
A graph of the densification pressure versus displacement in a single pouch of the palletization process was plotted by the data acquisition system on the computer. To obtain more accurate experiment results, each experiment was conducted for 2 min. In view of the graph of every pouch in the densification process was similar, only one pouch in the experiment was depicted in Figure 7. It was explicitly shown that the compression process could be divided into three different stages.
At the AB stage, the piston started to pouch; the raw material was fed in front of the piston. Due to the very low bulk density of the corn straw, the pressure nearly did not change with the displacement of 0 to 24 mm.
At the compression stage (BC), the feedstock between the piston and the die was compressed by the piston and entered the opening channel of the die. With the reciprocating motion of the piston, the pressure to compact the pellets was gradually built up by the friction between the feedstock and the channel. Then the material was pressed into the channel, and the pellet density increased. Meanwhile, the compression pressure was increasing sharply to a large value (shown in Figure 7, more than 90 MPa) with a short displacement from 24 to 27 mm.
At the extrusion stage (CD), the piston continued to move forward while the densification pressure did not increase at all. The pellets started to be extruded out of the die, and the maximum force reached a relatively stable range which overcame the friction on the surface between the opening channel and the compacted pellet inside. This densification process is similar to the experiment carried out by Wu [16].
3.3. Average Densification Pressure Affected by the Die Temperature
It was shown in Figure 8 that the average pressure of the compaction (P) decreased as the temperature increased from 40 to 120 °C. That was because, with the higher temperature, the lignin on the surface of the pellet reached its glass transition temperature, which could act as a lubricant to reduce the friction between the biomass and the opening channel of the die. When the temperature reached 140 °C, the steam resulted in the expansion of the pellets and the requirement of higher compaction force; therefore, the densification pressure increased a little with the rise of the temperature. Subsequently, the pressure decreased as the temperature rose from 160 to 200 °C. This was most likely caused by the inner steam explosion, which pushed the pellet out of the die instead of the throughout by the piston. However, the pressure during this densification process decreased sharply; the particles almost could not be densified to a pellet.
It was shown in Figure 8 that the maximum pressure of the compaction (Pl) is a constant value at different temperatures, according to Equation (1), which obviously contradicts the result of the experiment. High temperature and pressure resulted in softening the lignin in biomass, which could lead to the change of physicochemical properties of the biomass material and the friction coefficient f as well. Given that the variable related tp temperature was not introduced in Equation (1), this paper combined theoretical analysis and experimental results in order to provide the reference values of friction coefficient at different temperatures.
Assuming = 9 MPa, = 0.2 [25], the reference values of the friction coefficient between the opening channel and biomass feedstocks at different temperatures when the moisture content of corn straw was 10%, and the length-to-diameter ratio was 4.5, were calculated by Equation (1), and the results are shown in Figure 9.
According to Figure 9, the friction coefficient f and temperature T were linearly fitted. It could be concluded from Figure 9 that f tends to decrease gradually with the increase of the temperature from 40 to 200 °C. The values at 120 and 140 °C have deviations probably due to the measurement or other experiment reasons, and this phenomenon will continue to be investigated in future studies.
3.4. Pellet Density Affected by the Die Temperature
It is clearly found in Figure 10 that the density decreases from 1.2 to 0.75 g/cm³ as the temperature increases from 40 to 140 °C. With the increase of temperature, the coefficient of friction between the pellet surface and the inner die surface is reduced by the increase of the moisture, which is transferred from inside the pellet to outside the surface, which may be the reason for the decrease of the density of the pellets. When the temperature reached 160 °C, the density of the pellets increased. This was probably because with the increase of the temperature, the lignin inside the pellet started to glassify, which could lead to the easier adherence between the particles of the corn straw. Changes in density at higher temperatures may also be caused by moisture, but it is difficult to prove this by analyzing the results for only one moisture in this article. When the temperature reached 200 °C, the moisture existing in the pellets started to change to steam, which led to the explosion of the extrusion pellets, and then the density of the pellets decreased. However, the main reason for the density decrease in this experiment was a pressure drop caused by a decrease in the friction coefficient, whose value depended on the temperature. As a result, it was the temperature that caused a decrease in the density of the pellet obtained.
4. Conclusions
A mechanical extruder was designed and manufactured. The piston was forced to reciprocate to ensure that the corn straw could be squeezed into and out of the channel of the die, whose ratio of the length to the inside diameter is 4.5. Crushed corn straw with a particle size under 4 mm and with a given moisture content of 10% was used to be compacted by the extruder.
With the increasing die temperature, the value of densification pressure decreases, which means lower energy consumption in the densification process. However, the quality of pellets was not good, and the unit density was not qualified compared to the standards.
The friction coefficient between the corn straw and the die tended to decrease as the temperature increased from 40 to 200 °C, and the reference values of the friction coefficient at different temperatures were provided.
The proper temperature for corn straw densification was 100 °C, which led to decreasing nearly half of the required densification pressure, and the value of the unit density was above 1.0 g/cm³. Meanwhile, the surface quality of the pellet was comparatively good. Due to measurement or other experiment reasons, the effect of heating on the friction coefficient and the unit density will be further studied.
Author Contributions
Conceptualization, C.L. and Q.W.; methodology, Z.C. and Q.W.; validation, C.L.; formal analysis, C.L.; investigation, C.L.; resources, Q.W.; data curation, C.L.; writing—original draft preparation, C.L.; writing—review and editing, Z.C. and Q.W.; visualization, Z.C.; supervision, Q.W. and Z.C.; project administration, Q.W.; funding acquisition, Q.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (NO.31500478).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to acknowledge the offering of the mechanical testing machine by the school of technology and mechanics laboratory in the school of technology.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dovlatabadi, S. Effects of kenaf filler reinforcement on mechanical properties of molded polypropylene composites: A particle size study. Polym. Renew. Resour. 2020, 11, 64–68. [Google Scholar] [CrossRef]
- Karami, Z.; Zohuriaan-Mehr, M.J.; Kabiri, K.; Ghasemi Rad, N. Bio-based thermoset alloys from epoxy acrylate, sesame oil- and castor oil-derived resins: Renewable alternatives to vinyl ester and unsaturated polyester resins. Polym. Renew. Resour. 2019, 10, 27–44. [Google Scholar] [CrossRef]
- Han, L.; Ma, F.; Chen, S.; Pu, Y. Effect of short basalt fibers on durability, mechanical properties, and thermal properties of polylactic acid composites. Polym. Renew. Resour. 2019, 10, 45–59. [Google Scholar] [CrossRef]
- Khan, M.; Rahamathbaba, S.; Mateen, M.A.; Ravi Shankar, D.V.; Manzoor Hussain, M. Effect of NaOH treatment on mechanical strength of banana/epoxy laminates. Polym. Renew. Resour. 2019, 10, 19–26. [Google Scholar] [CrossRef]
- Xu, Z.; Hongyan, W.; Yajing, W.; Lei, W.; Li, J.; Daolong, W. Estimation and Suitability Evaluation of Corn Straw Resources in China. Chin. J. Agric. Resour. Reg. Plan. 2015, 6, 5–10. [Google Scholar]
- Styks, J.; Knapczyk, A.; Lapczynska-Kordon, B. Effect of Compaction Pressure and Moisture Content on Post-Agglomeration Elastic Springback of Pellets. Materials 2021, 14, 879. [Google Scholar] [CrossRef]
- Thoreson, C.P.; Webster, K.E.; Darr, M.J.; Kapler, E.J. Investigation of Process Variables in the Densification of Corn Stover Briquettes. Energies 2014, 7, 4019–4032. [Google Scholar] [CrossRef] [Green Version]
- Adapa, P.K.; Tabil, L.G.; Schoenau, G.J. Factors Affecting the Quality of Biomass Pellet for Biofuel and Energy Analysis of Pelleting Process. Int. J. Agric. Biol. Eng. 2013, 6, 1–12. [Google Scholar]
- Havrland, B.; Ivanova, T.; Lapczynska-Kordon, B.; Kolarikova, M. Comparative Analysis of Bio-Raw Materials and Biofuels; Latvia University of Life Sciences and Technologies: Jelgava, Latvia, 2013; pp. 541–544. [Google Scholar]
- Francik, S.; Łapczyńska-Kordon, B.; Francik, R.; Wójcik, A. Modeling and Simulation of Biomass Drying Using Artificial Neural Networks; Springer International Publishing: Cham, Switzerland, 2018; pp. 571–581. [Google Scholar]
- Jewiarz, M.; Wrobel, M.; Mudryk, K.; Szufa, S. Impact of the Drying Temperature and Grinding Technique on Biomass Grindability. Energies 2020, 13, 3392. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A Review of Biomass Densification Systems to Develop Uniform Feedstock Commodities for Bioenergy Application. Biofuels Bioprod. Biorefining 2011, 5, 683–707. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Kenney, K.L.; Hess, J.R. A Technical Review on Biomass Processing: Densification, Preprocessing, Modeling and Optimization; American Society of Agricultural and Biological Engineers: St. Joseph, MI, USA, 2010; pp. 4594–4625. [Google Scholar]
- Zhang, B.; Wang, X.; Yang, S. Key Problems in Production and Application of Straw Densification Briquetting Fuel (SDBF). Nongye Gongcheng Xuebao/Trans. Chin. Soc. Agric. Eng. 2008, 24, 296–300. [Google Scholar]
- Hongru, X.; Weidong, S.; Chengyi, Z.; Guangming, Q. Research on Biomass Molding Fuel Process Technique and Equipment. J. Chin. Agric. Mech. 2009, 5, 65–68. [Google Scholar]
- Wu, P.; Ma, Y.; Chen, Y.; Zhang, Y.; Wang, H. Vibration-assisted Compaction of Biomass. Bioresources 2014, 9, 3857–3868. [Google Scholar] [CrossRef] [Green Version]
- Xiangkun, J.; Shicai, L. Research Status and Development Prospect of Densified Biofuel. Biomass Chem. Eng. 2013, 2, 54–58. [Google Scholar]
- Chunmei, Z.; Xiaoli, L. Experimental Study on Biomass Briquetting Technology. Renew. Energy Resour. 2009, 27, 37–41. [Google Scholar]
- Hall, G.E.; Hall, C.W. Heated-Die Wafer Formation of Alfalfa and Bermuda grass. Trans. ASAE 1968, 11, 578–581. [Google Scholar]
- Styks, J.; Wrobel, M.; Fraczek, J.; Knapczyk, A. Effect of Compaction Pressure and Moisture Content on Quality Parameters of Perennial Biomass Pellets. Energies 2020, 13, 1859. [Google Scholar] [CrossRef] [Green Version]
- Chaloupkova, V.; Ivanova, T.; Ekrt, O.; Kabutey, A.; Herak, D. Determination of Particle Size and Distribution through Image-Based Macroscopic Analysis of the Structure of Biomass Briquettes. Energies 2018, 11, 331. [Google Scholar] [CrossRef] [Green Version]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass Bioenergy 2006, 30, 648–654. [Google Scholar] [CrossRef]
- Yanming, W. The Densification Research and Design of Single Plunger Biomass Forming Machine. Master’s Thesis, Beijing Forestry University, Beijing, China, 2019. [Google Scholar]
- Zafari, A.; Kianmehr, M.H. Effect of Temperature, Pressure and Moisture Content on Durability of Cattle Manure Pellet in Open-end Die Method. J. Agric. Sci. 2012, 4, p203. [Google Scholar] [CrossRef]
- Min, F.; Lizhi, H.; Dong, L.; Xiaodong, F.; Wanli, G. Force Analysis and Parameters Impact Study on Die Hole of the Biofuel Briquette Machine. Renew. Energy Resour. 2016, 34, 600–607. [Google Scholar]
Figure 1.
The GXP-400 crumbling equipment.

Figure 2.
The crushed raw material.

Figure 3.
The rapid moisture meter.

Figure 4.
Mechanical structure of the self-developed extruder. 1. Reducer. 2. Frame. 3. Heating tape. 4. Cylinder die. 5. Thermocouple. 6. Hopper. 7. Piston. 8. Pressure sensor. 9. Sliding bearing. 10. Spring. 11. Rolling bearing. 12. Displacement sensor. 13. Eccentric shaft. 14. Temperature controller and monitor.
Figure 4.
Mechanical structure of the self-developed extruder. 1. Reducer. 2. Frame. 3. Heating tape. 4. Cylinder die. 5. Thermocouple. 6. Hopper. 7. Piston. 8. Pressure sensor. 9. Sliding bearing. 10. Spring. 11. Rolling bearing. 12. Displacement sensor. 13. Eccentric shaft. 14. Temperature controller and monitor.
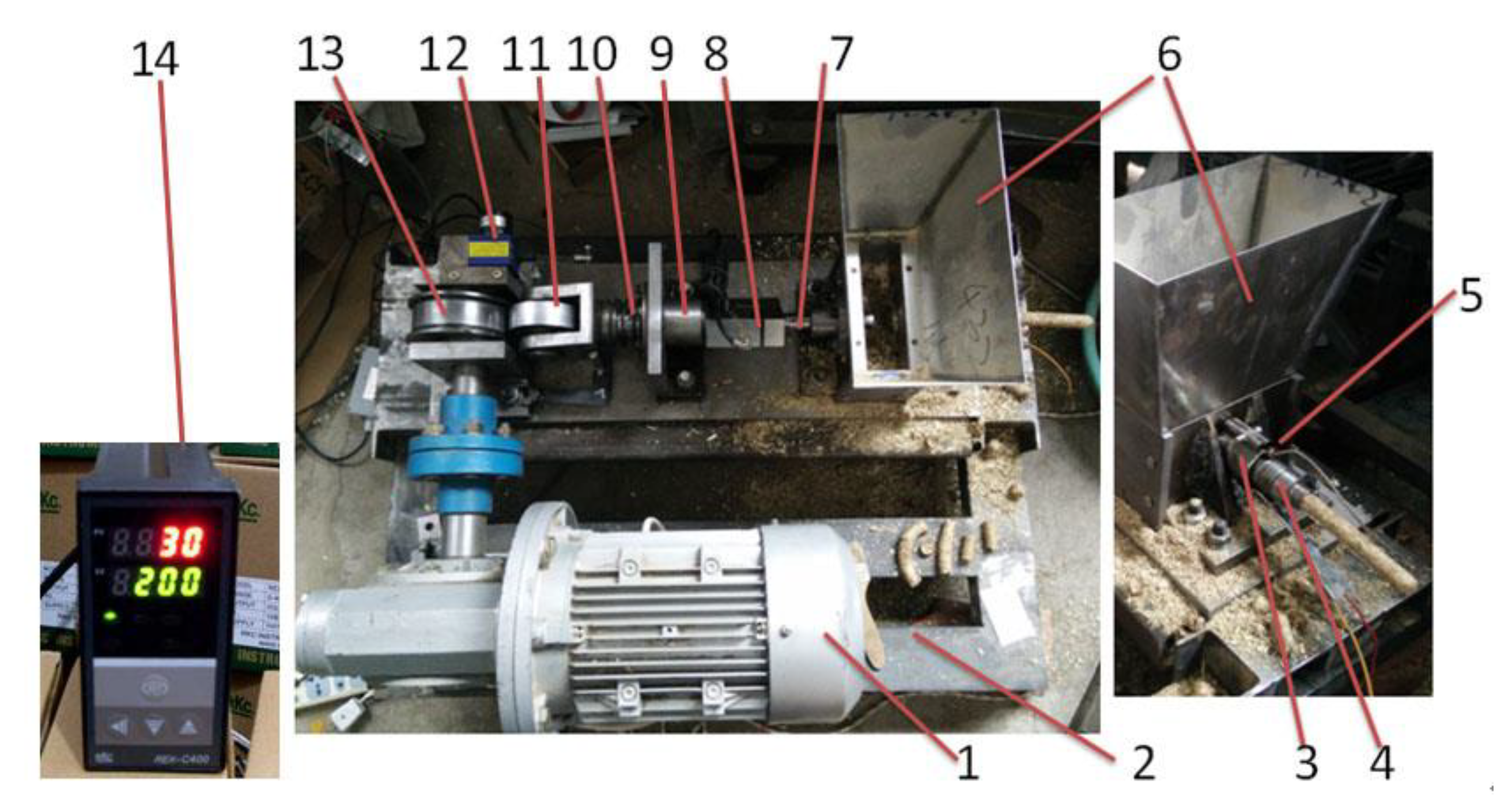
Figure 5.
Schematic drawing of the pressure within the pressure channel of the die.
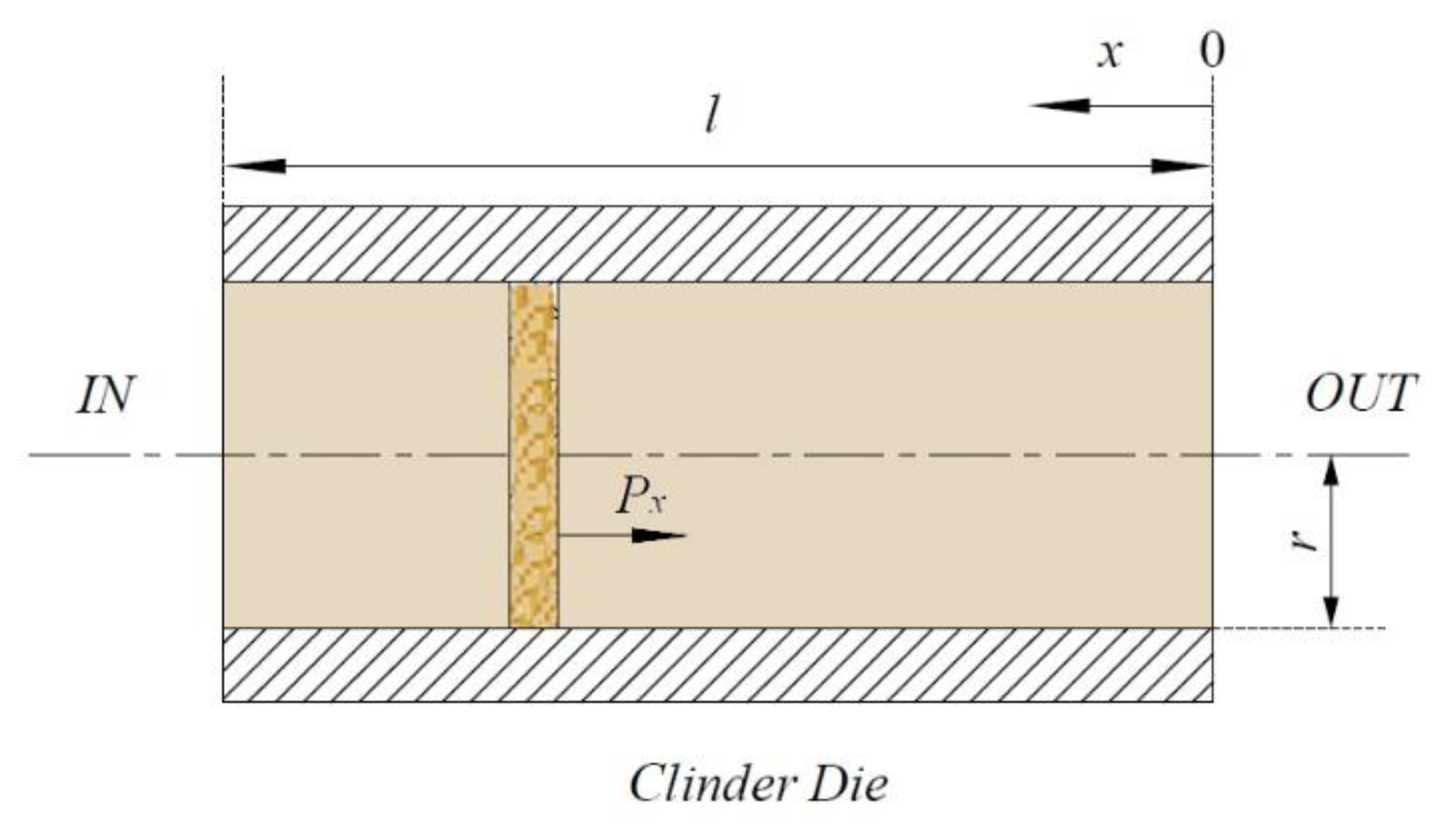
Figure 6.
The surface quality of the pellets at different temperatures.

Figure 7.
Pressure versus displacement in a single pouch at 30 °C: pre-compression stage (AB), compression stage (BC) and extrusion stage (CD).
Figure 7.
Pressure versus displacement in a single pouch at 30 °C: pre-compression stage (AB), compression stage (BC) and extrusion stage (CD).
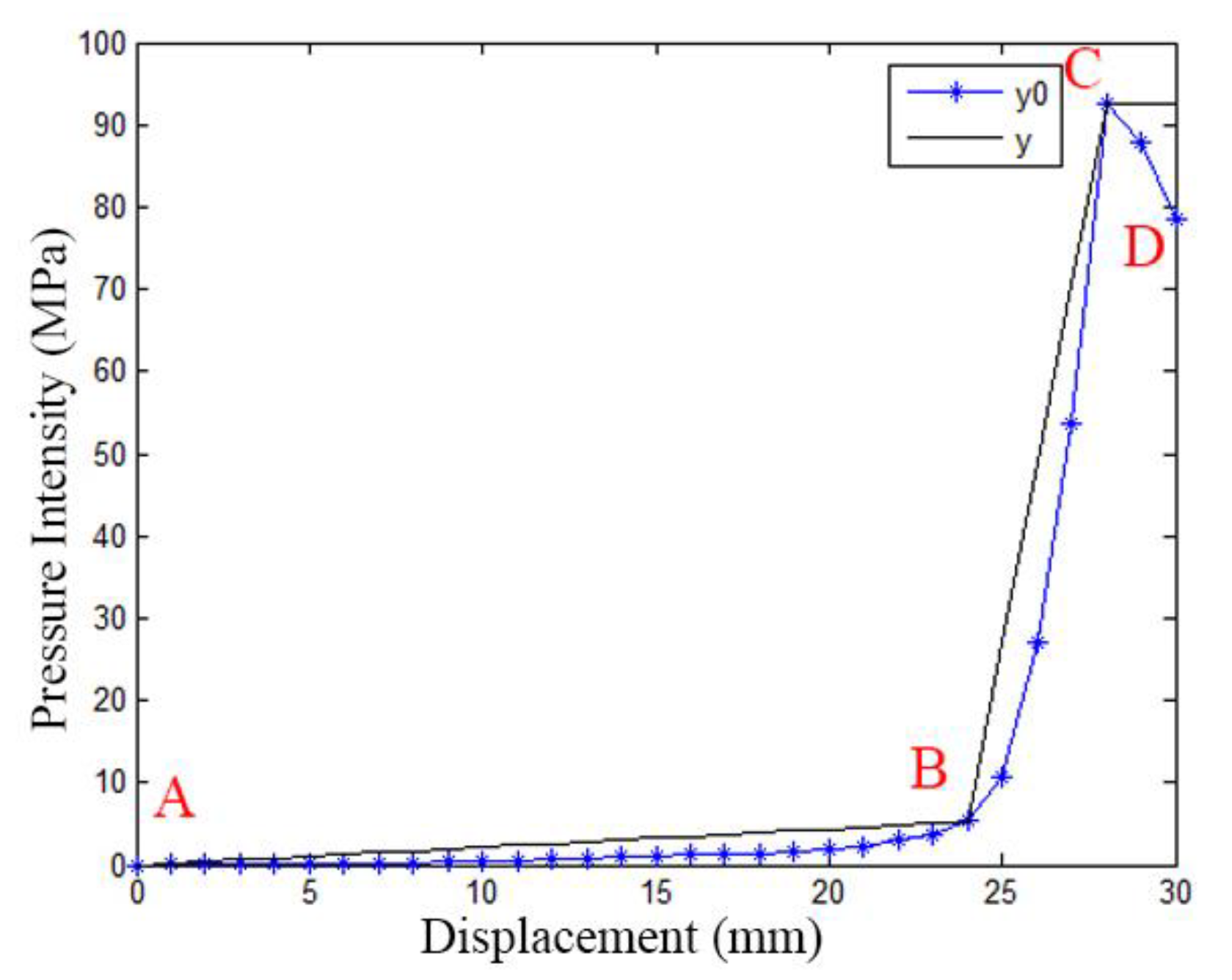
Figure 8.
Densification pressure versus temperature.
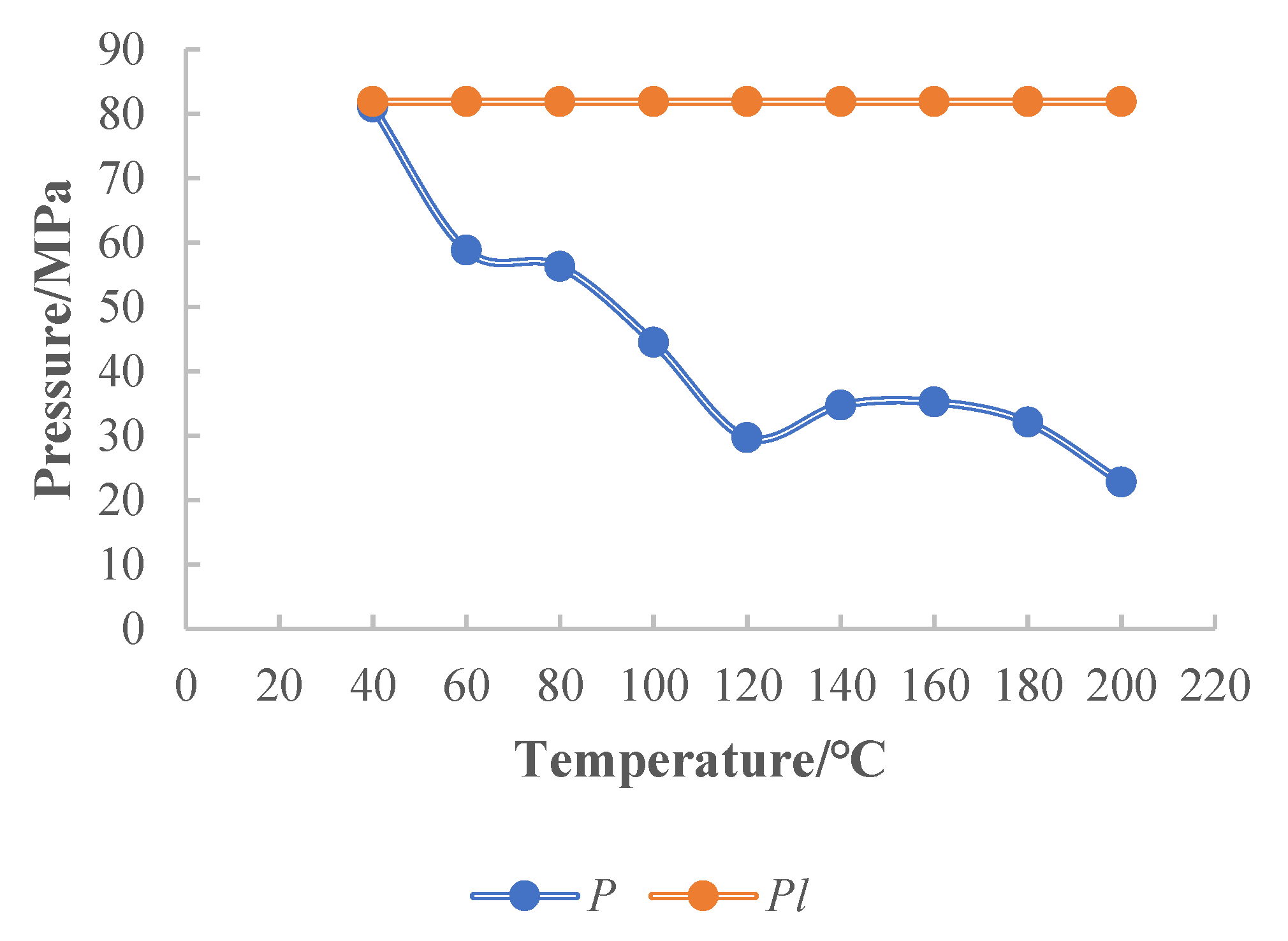
Figure 9.
Linear fitted f and T.

Figure 10.
The density value versus the temperature.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, C.; Chen, Z.; Wang, Q. Effect of Temperature on Densification Pressure and the Unit Density in Production of Corn Straw Pellet with a Post-Heating Method. Energies 2022, 15, 842. https://doi.org/10.3390/en15030842
AMA Style
Li C, Chen Z, Wang Q. Effect of Temperature on Densification Pressure and the Unit Density in Production of Corn Straw Pellet with a Post-Heating Method. Energies. 2022; 15(3):842. https://doi.org/10.3390/en15030842
Chicago/Turabian StyleLi, Chengjun, Zhongjia Chen, and Qingchun Wang. 2022. "Effect of Temperature on Densification Pressure and the Unit Density in Production of Corn Straw Pellet with a Post-Heating Method" Energies 15, no. 3: 842. https://doi.org/10.3390/en15030842
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.