
Economic and Production-Related Implications for Industrial Energy Efficiency: A Logistic Regression Analysis on Cross-Cutting Technologies

 ,
,  and
and
Abstract
:1. Introduction
2. Cross-Cutting Technologies for Energy Efficiency
- (a)
- link energy efficiency to operations and production activities;
- (b)
- propose new concepts and guidelines to the academic environment on economic and productive factors that help in industrial energy efficiency;
- (c)
- provide constructive contributions to policy-makers on the importance of implementing energy efficiency measures, given the implications for production.
3. Methodology
3.1. Variables for Analysis
3.2. Model
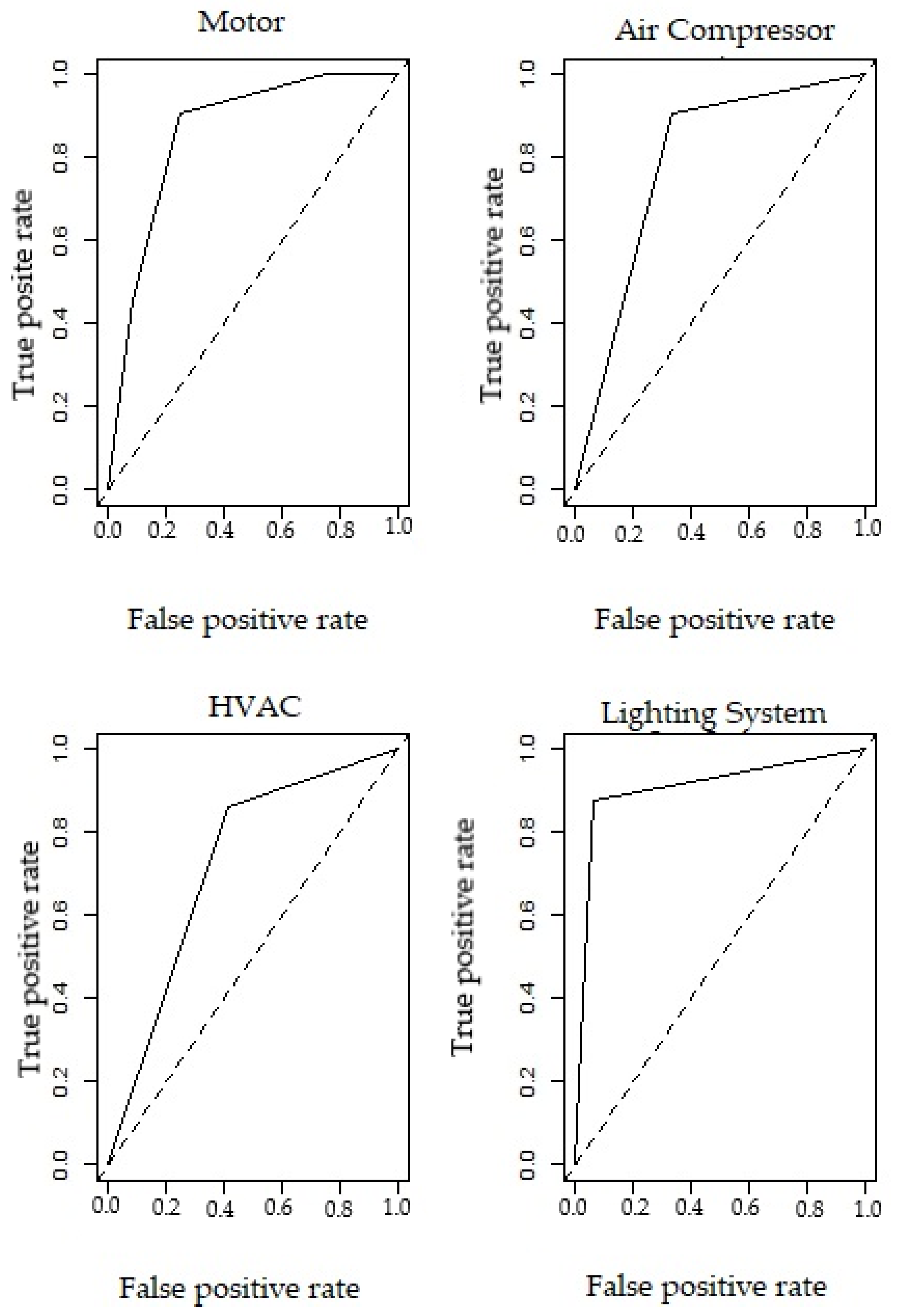
3.3. Validation of Logistic Regression Models
- The quality measurement of the four logistic regression models was performed using the lowest Akaike information criterion (AIC);
- The significance level of the four models was determined by the Mcfadden’s pseudo-R2.
3.4. Bootstrap
4. Results
5. Discussion
5.1. Motor Systems
5.2. Compressed Air Systems
5.3. HVAC
5.4. Lighting Systems
6. Managerial Implications
7. Conclusions and Policy Recommendation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, X.P.; Cheng, X.M.; Yuan, J.H.; Gao, X.J. Total-factor energy efficiency in developing countries. Energy Policy 2011, 39, 644–650. [Google Scholar] [CrossRef]
- Iorgulescu, M. Study of energy efficiency in industry. In Proceedings of the 2017 10th International Symposium on Advanced Topics in Electrical Engineering, ATEE 2017, Bucharest, Romania, 23–25 March 2017; pp. 573–578. [Google Scholar] [CrossRef]
- IEA/International Energy Agency Data. Available online: https://www.iea.org/data-and-statistics?country=WORLD&fuel=Energysupply&indicator=TPESbySource (accessed on 20 November 2020).
- IEA/International Energy Agency. Tracking Industry 2021; IEA/International Energy Agency: Paris, France, 2021. [Google Scholar]
- Tanaka, K. Review of policies and measures for energy efficiency in industry sector. Energy Policy 2011, 39, 6532–6550. [Google Scholar] [CrossRef]
- Neves, F.D.O.; Ewbank, H.; Roveda, J.A.F.; Trianni, A.; Marafão, F.P.; Roveda, S.R.M.M. Economic, Environmental and Productive Practices Influence on the Industrial Energetic Efficiency. Rev. Gestão Sustentabilidade Ambient. 2020, 9, 513. [Google Scholar] [CrossRef] [Green Version]
- Mills, E.; Rosenfeld, A. Consumer Non-Energy Benefits Making Energy-Efficiency Improvements. Energy 1996, 21, 707–720. [Google Scholar] [CrossRef]
- Thollander, P.; Paramonova, S.; Cornelis, E.; Kimura, O.; Trianni, A.; Karlsson, M.; Cagno, E.; Morales, I.; Jiménez Navarro, J.P. International study on energy end-use data among industrial SMEs (small and medium-sized enterprises) and energy end-use efficiency improvement opportunities. J. Clean. Prod. 2015, 104, 282–296. [Google Scholar] [CrossRef] [Green Version]
- Cooremans, C. Investment in energy efficiency: Do the characteristics of investments matter? Energy Effic. 2012, 5, 497–518. [Google Scholar] [CrossRef] [Green Version]
- Cagno, E.; Trucco, P.; Trianni, A.; Sala, G. Quick-E-scan: A methodology for the energy scan of SMEs. Energy 2010, 35, 1916–1926. [Google Scholar] [CrossRef]
- He, K.; Wang, L. A review of energy use and energy-efficient technologies for the iron and steel industry. Renew. Sustain. Energy Rev. 2017, 70, 1022–1039. [Google Scholar] [CrossRef]
- Trianni, A.; Cagno, E.; De Donatis, A. A framework to characterize energy efficiency measures. Appl. Energy 2014, 118, 207–220. [Google Scholar] [CrossRef]
- Cagno, E.; Trianni, A. Evaluating the barriers to specific industrial energy efficiency measures: An exploratory study in small and medium-sized enterprises. J. Clean. Prod. 2014, 82, 70–83. [Google Scholar] [CrossRef]
- Worrell, E.; Laitner, J.A.; Ruth, M.; Finman, H. Productivity benefits of industrial energy efficiency measures. Energy 2003, 28, 1081–1098. [Google Scholar] [CrossRef] [Green Version]
- Trianni, A.; Cagno, E.; Marchesani, F.; Spallina, G. Classification of drivers for industrial energy efficiency and their effect on the barriers affecting the investment decision-making process. Energy Effic. 2017, 10, 199–215. [Google Scholar] [CrossRef]
- Alhourani, F.; Saxena, U. Factors affecting the implementation rates of energy and productivity recommendations in small and medium sized companies. J. Manuf. Syst. 2009, 28, 41–45. [Google Scholar] [CrossRef]
- Fleiter, T.; Hirzel, S.; Worrell, E. The characteristics of energy-efficiency measures–a neglected dimension. Energy Policy 2012, 51, 502–513. [Google Scholar] [CrossRef]
- Pye, M.; McKane, A. Making a stronger case for industrial energy efficiency by quantifying non-energy benefits. Resour. Conserv. Recycl. 2000, 28, 171–183. [Google Scholar] [CrossRef]
- Skumatz, L.A.; Dickerson, C.A. Extra! Extra! Non-Energy Benefits Swamp Load Impacts For PG&E Program! In Proceedings of the ACEEE Summer Study on Energy Efficiency in Buildings Proceedings, Washington, DC, USA, 23–28 August 1998; pp. 301–312. [Google Scholar]
- Industrial Assessmenter Center Search IAC Recommendations. Available online: https://iac.university/searchRecommendations (accessed on 2 January 2021).
- Xia, X.; Zhang, L. Industrial energy systems in view of energy efficiency and operation control. Annu. Rev. Control 2016, 42, 299–308. [Google Scholar] [CrossRef]
- Sola, A.V.H.; Mota, C.M.M.; Kovaleski, J.L. A model for improving energy efficiency in industrial motor system using multicriteria analysis. Energy Policy 2011, 39, 3645–3654. [Google Scholar] [CrossRef]
- Letschert, V.; Desroches, L.B.; Ke, J.; McNeil, M. Energy efficiency–How far can we raise the bar? Revealing the potential of best available technologies. Energy 2013, 59, 72–82. [Google Scholar] [CrossRef]
- IAC Database Industrial Assessmenter Center. Available online: https://iac.university/#database (accessed on 1 March 2020).
- Cagno, E.; Trianni, A. Exploring drivers for energy efficiency within small- and medium-sized enterprises: First evidences from Italian manufacturing enterprises. Appl. Energy 2013, 104, 276–285. [Google Scholar] [CrossRef]
- Trianni, A.; Cagno, E.; Farné, S. Barriers, drivers and decision-making process for industrial energy efficiency: A broad study among manufacturing small and medium-sized enterprises. Appl. Energy 2016, 162, 1537–1551. [Google Scholar] [CrossRef]
- Agyekum, E.B.; Adebayo, T.S.; Bekun, F.V.; Kumar, N.M.; Panjwani, M.K. Effect of two different heat transfer fluids on the performance of solar tower csp by comparing recompression supercritical co2 and rankine power cycles, China. Energies 2021, 14, 3426. [Google Scholar] [CrossRef]
- Menghi, R.; Papetti, A.; Germani, M.; Marconi, M. Energy efficiency of manufacturing systems: A review of energy assessment methods and tools. J. Clean. Prod. 2019, 240, 118276. [Google Scholar] [CrossRef]
- Hasan, A.S.M.M.; Trianni, A. A review of energy management assessment models for industrial energy efficiency. Energies 2020, 13, 5713. [Google Scholar] [CrossRef]
- Worrell, E.; Biermans, G. Move over! Stock turnover, retrofit and industrial energy efficiency. Energy Policy 2005, 33, 949–962. [Google Scholar] [CrossRef]
- McKane, A.; Hasanbeigi, A. Motor systems energy efficiency supply curves: A methodology for assessing the energy efficiency potential of industrial motor systems. Energy Policy 2011, 39, 6595–6607. [Google Scholar] [CrossRef]
- Zuberi, M.J.S.; Tijdink, A.; Patel, M.K. Techno-economic analysis of energy efficiency improvement in electric motor driven systems in Swiss industry. Appl. Energy 2017, 205, 85–104. [Google Scholar] [CrossRef]
- Heidari, M.; Majcen, D.; van der Lans, N.; Floret, I.; Patel, M.K. Analysis of the energy efficiency potential of household lighting in Switzerland using a stock model. Energy Build. 2018, 158, 536–548. [Google Scholar] [CrossRef]
- Lu, S.M.; Lu, C.; Tseng, K.T.; Chen, F.; Chen, C.L. Energy-saving potential of the industrial sector of Taiwan. Renew. Sustain. Energy Rev. 2013, 21, 674–683. [Google Scholar] [CrossRef]
- Andrade, C.T.C.; Pontes, R.S.T. Economic analysis of Brazilian policies for energy efficient electric motors. Energy Policy 2017, 106, 315–325. [Google Scholar] [CrossRef]
- Garcia, A.G.P.; Szklo, A.S.; Schaeffer, R.; McNeil, M.A. Energy-efficiency standards for electric motors in Brazilian industry. Energy Policy 2007, 35, 3424–3439. [Google Scholar] [CrossRef]
- Choi, J.K.; Eom, J.; McClory, E. Economic and environmental impacts of local utility-delivered industrial energy-efficiency rebate programs. Energy Policy 2018, 123, 289–298. [Google Scholar] [CrossRef]
- Zhou, Y.; Xu, G.; Minshall, T.; Liu, P. How do Public Demonstration Projects Promote Green-Manufacturing Technologies? A Case Study from China. Sustain. Dev. 2015, 23, 217–231. [Google Scholar] [CrossRef]
- Liu, P.; Zhou, Y.; Zhou, D.K.; Xue, L. Energy Performance Contract models for the diffusion of green-manufacturing technologies in China: A stakeholder analysis from SMEs’ perspective. Energy Policy 2017, 106, 59–67. [Google Scholar] [CrossRef]
- Hajian, M.; Soltani, J.; Markadeh, G.A.; Hosseinnia, S. Adaptive nonlinear direct torque control of sensorless im drives with efficiency optimization. IEEE Trans. Ind. Electron. 2010, 57, 975–985. [Google Scholar] [CrossRef]
- Benedetti, M.; Bonfà, F.; Introna, V.; Santolamazza, A.; Ubertini, S. Real time energy performance control for industrial compressed air systems: Methodology and applications. Energies 2019, 12, 3935. [Google Scholar] [CrossRef] [Green Version]
- Cabello Eras, J.J.; Sagastume Gutiérrez, A.; Sousa Santos, V.; Cabello Ulloa, M.J. Energy management of compressed air systems. Assessing the production and use of compressed air in industry. Energy 2020, 213, 118662. [Google Scholar] [CrossRef]
- Shaw, W.; Mathews, M.; Marais, J. Using specific energy as a metric to characterise compressor system performance. Sustain. Energy Technol. Assess. 2019, 31, 329–338. [Google Scholar] [CrossRef]
- Boharb, A.; Allouhi, A.; Saidur, R.; Kousksou, T.; Jamil, A.; Mourad, Y.; Benbassou, A. Auditing and analysis of energy consumption of an industrial site in Morocco. Energy 2016, 101, 332–342. [Google Scholar] [CrossRef]
- Gordić, D.; Babić, M.; Jovičić, N.; Šušteršič, V.; Končalović, D.; Jelić, D. Development of energy management system–Case study of Serbian car manufacturer. Energy Convers. Manag. 2010, 51, 2783–2790. [Google Scholar] [CrossRef]
- Lee, A.H.W. Verification of electrical energy savings for lighting retrofits using short- and long-term monitoring. Energy Convers. Manag. 2000, 41, 1999–2008. [Google Scholar] [CrossRef]
- Brundage, M.P.; Chang, Q.; Li, Y.; Xiao, G.; Arinez, J. Energy efficiency management of an integrated serial production line and HVAC system. IEEE Trans. Autom. Sci. Eng. 2014, 11, 789–797. [Google Scholar] [CrossRef]
- Khan, K.H.; Ryan, C.; Abebe, E. Day Ahead Scheduling to Optimize Industrial HVAC Energy Cost Based on Peak/OFF-Peak Tariff and Weather Forecasting. IEEE Access 2017, 5, 21684–21693. [Google Scholar] [CrossRef]
- Liu, G.; Gao, J.; Zeng, L.; Hou, Y.; Cao, C.; Tong, L.; Wang, Y. On-demand ventilation and energy conservation of industrial exhaust systems based on stochastic modeling. Energy Build. 2020, 223, 1101–1158. [Google Scholar] [CrossRef]
- Sun, Y.; Gu, L.; Wu, C.F.J.; Augenbroe, G. Exploring HVAC system sizing under uncertainty. Energy Build. 2014, 81, 243–252. [Google Scholar] [CrossRef]
- Woodruff, M.G.; Jones, T.W.; Dowd, J.; Roop, J.M.; Seely, H.E.; Muller, M.R. Evidence from the industrial assessment program on energy investment decisions by small and medium-sized manufacturers. In Proceedings of the Intersociety Energy Conversion Engineering Conference, Honolulu, HI, USA, 27 July–1 August 1997; pp. 2138–2142. [Google Scholar] [CrossRef]
- Worrell, E. Managing Your Energy An ENERGY STAR ® Guide for Identifying Energy Savings in Manufacturing Plants; University of California, Berkeley: Berkeley, CA, USA, 2010. [Google Scholar]
- Sandberg, P.; Söderström, M. Industrial energy efficiency: The need for investment decision support from a manager perspective. Energy Policy 2003, 31, 1623–1634. [Google Scholar] [CrossRef]
- Lilly, P.; Pearson, D. Determining the full value of industrial efficiency programs. In Proceedings ACEEE Summer Study on Energy Efficiency in Industry; ACEEE: Washington, DC, USA, 1999; pp. 349–362. [Google Scholar]
- Lung, R.B.; McKane, A.; Leach, R.; Marsh, D. Ancillary Savings and Production Benefits in the Evaluation of Industrial Energy Efficiency Measures; Report for ACEEE Summer Study on Energy Efficiency in Industry; University of California, Berkeley: Berkeley, CA, USA, 2005. [Google Scholar]
- Wulfinghoff, D.R. Energy Efficiency Manual; Energy Institute Press: Wheaton, MD, USA, 1999. [Google Scholar]
- McFadden, D. Quantitative methods for analysing travel behaviour ofindividuals: Some recent developments. In Behavioural Travel Modelling; Routledge: London, UK, 2021; pp. 279–318. [Google Scholar]
- R: A Language and Environment for Statistical Computing R Foundation for Statistical Computing; R Foundation for Statistical Computing: Vienna, Austria, 2020.
- Petrucci, C.J. A primer for social worker researchers on how to conduct a multinomial logistic regression. J. Soc. Serv. Res. 2009, 35, 193–205. [Google Scholar] [CrossRef]
- Grondys, K.; Androniceanu, A.; Dacko-Pikiewicz, Z. Energy management in the operation of enterprises in the light of the applicable provisions of the energy efficiency directive (2012/27/EU). Energies 2020, 13, 4338. [Google Scholar] [CrossRef]
- Tait, P.; Saunders, C.; Guenther, M.; Rutherford, P. Emerging versus developed economy consumer willingness to pay for environmentally sustainable food production: A choice experiment approach comparing Indian, Chinese and United Kingdom lamb consumers. J. Clean. Prod. 2016, 124, 65–72. [Google Scholar] [CrossRef] [Green Version]
- Cantore, N. Factors affecting the adoption of energy efficiency in the manufacturing sector of developing countries. Energy Effic. 2017, 10, 743–752. [Google Scholar] [CrossRef]
- Kovacova, M.; Kliestik, T. Logit and Probit application for the prediction of bankruptcy in Slovak companies. Equilibrium 2017, 12, 775–791. [Google Scholar] [CrossRef]
- Yamaguchi, Y.; Miyachi, Y.; Shimoda, Y. Stock modelling of HVAC systems in Japanese commercial building sector using logistic regression. Energy Build. 2017, 152, 458–471. [Google Scholar] [CrossRef]
- Jenčová, S.; Štefko, R.; Vašaničová, P. Scoring model of the financial health of the electrical engineering industry’s non-financial corporations. Energies 2020, 13, 4364. [Google Scholar] [CrossRef]
- Marchetti, D.; Wanke, P. Brazil’s rail freight transport: Efficiency analysis using two-stage DEA and cluster-driven public policies. Socio-Econ. Plan. Sci. 2017, 59, 26–42. [Google Scholar] [CrossRef]
- Shrout, P.E.; Bolger, N. Mediation in experimental and nonexperimental studies: New procedures and recommendations. Psychol. Methods 2002, 7, 422–445. [Google Scholar] [CrossRef] [PubMed]
- Brückner, S.; Liu, S.; Miró, L.; Radspieler, M.; Cabeza, L.F.; Lävemann, E. Industrial waste heat recovery technologies: An economic analysis of heat transformation technologies. Appl. Energy 2015, 151, 157–167. [Google Scholar] [CrossRef]
- Arreola Soria, O.; Conde Enríquez, A.; Trujillo Guajardo, L.A. Overcurrent relay with unconventional curves and its application in industrial power systems. Electr. Power Syst. Res. 2014, 110, 113–121. [Google Scholar] [CrossRef]
- Alsofyani, I.M.; Idris, N.R.N. A review on sensorless techniques for sustainable reliablity and efficient variable frequency drives of induction motors. Renew. Sustain. Energy Rev. 2013, 24, 111–121. [Google Scholar] [CrossRef]
- Accordini, D.; Cagno, E.; Trianni, A. Identification and characterization of decision-making factors over industrial energy efficiency measures in electric motor systems. Renew. Sustain. Energy Rev. 2021, 149, 111354. [Google Scholar] [CrossRef]
- Trianni, A.; Cagno, E.; Accordini, D. Energy efficiency measures in electric motors systems: A novel classification highlighting specific implications in their adoption. Appl. Energy 2019, 252, 113481. [Google Scholar] [CrossRef]
- Nehler, T. Linking energy efficiency measures in industrial compressed air systems with non-energy benefits—A review. Renew. Sustain. Energy Rev. 2018, 89, 72–87. [Google Scholar] [CrossRef]
- Saidur, R.; Rahim, N.A.; Hasanuzzaman, M. A review on compressed-air energy use and energy savings. Renew. Sustain. Energy Rev. 2010, 14, 1135–1153. [Google Scholar] [CrossRef]
- Bunse, K.; Vodicka, M.; Schönsleben, P.; Brülhart, M.; Ernst, F.O. Integrating energy efficiency performance in production management–Gap analysis between industrial needs and scientific literature. J. Clean. Prod. 2011, 19, 667–679. [Google Scholar] [CrossRef]
- Doyle, F.; Cosgrove, J. An approach to optimising compressed air systems in production operations. Int. J. Ambient. Energy 2018, 39, 194–201. [Google Scholar] [CrossRef]
- Saidur, R.; Hasanuzzaman, M.; Rahim, N.A. Energy, economic, and environmental analysis of the Malaysian industrial compressed-air systems. Clean Technol. Environ. Policy 2012, 14, 195–210. [Google Scholar] [CrossRef]
- Singh, B.; Chandra, A.; Al-Haddad, K. Power Quality. Problems and Mitigation Techniques, 1st ed.; Wiley: Hoboken, NJ, USA, 2015; ISBN 9781118922057. [Google Scholar]
- Gul, M.S.; Patidar, S. Understanding the energy consumption and occupancy of a multi-purpose academic building. Energy Build. 2015, 87, 155–165. [Google Scholar] [CrossRef] [Green Version]
- Au-Yong, C.P.; Ali, A.S.; Ahmad, F. Improving occupants’ satisfaction with effective maintenance management of HVAC system in office buildings. Autom. Constr. 2014, 43, 31–37. [Google Scholar] [CrossRef] [Green Version]
- Khan, K.H.; Ryan, C.; Abebe, E. Optimizing HVAC Energy Usage in Industrial Processes by Scheduling Based on Weather Data. IEEE Access 2017, 5, 11228–11235. [Google Scholar] [CrossRef]
- Mawson, V.J.; Hughes, B.R. Optimisation of HVAC control and manufacturing schedules for the reduction of peak energy demand in the manufacturing sector. Energy 2021, 227, 120436. [Google Scholar] [CrossRef]
- Anumba, C.J.; Ren, Z.; Thorpe, A.; Ugwu, O.O.; Newnham, L. Negotiation within a multi-agent system for the collaborative design of light industrial buildings. Adv. Eng. Softw. 2003, 34, 389–401. [Google Scholar] [CrossRef]
- Katunský, D.; Dolníková, E.; Doroudiani, S. Integrated lighting efficiency analysis in large industrial buildings to enhance indoor environmental quality. Buildings 2017, 7, 47. [Google Scholar] [CrossRef] [Green Version]
- Al-Ghaili, A.M.; Kasim, H.; Hassan, Z.; Jorgensen, B.N. Lighting Systems Designed for Energy Savings in Buildings (LSD-ESB): A Review. In Proceedings of the 2020 8th International Conference on Information Technology and Multimedia, ICIMU 2020, Selangor, Malaysia, 24–25 August 2020; pp. 14–19. [Google Scholar] [CrossRef]
- Schratz, M.; Gupta, C.; Struhs, T.; Gray, K. Reducing energy and maintenance costs while improving light quality and reliability with led lighting technology. In Proceedings of the IEEE Conference Record of Annual Pulp and Paper Industry Technical Conference, Charlotte, NC, USA, 23–27 June 2013; pp. 43–49. [Google Scholar] [CrossRef]
- Rudberg, M.; Waldemarsson, M.; Lidestam, H. Strategic perspectives on energy management: A case study in the process industry. Appl. Energy 2013, 104, 487–496. [Google Scholar] [CrossRef]
- Reinders, G. Optimizing Energy Management Helps Companies Achieve Strategic Business Objectives; Corporate Real Estate Leader: Atlanta, GA, USA, 2004. [Google Scholar]
- May, G.; Stahl, B.; Taisch, M. Energy management in manufacturing: Toward eco-factories of the future–A focus group study. Appl. Energy 2016, 164, 628–638. [Google Scholar] [CrossRef]
- Porter, M.E.; Van der Linde, C. Green and Competitive: Ending the Stalemate. Harv. Bus. Rev. 1995, 73, 120–134. [Google Scholar]
- Madan, R. The human side of energy efficiency: The value of training. Steam Dig. 2002, 73, 43–44. [Google Scholar]

{kind=link}
| EEM | Description | Managerial Impact | ARC | Source | |
|---|---|---|---|---|---|
| Motor | Minimum Efficiency Performance Standards | Brazilian motor regulation program and other equipment that defines its mandatory efficiency level. | EE for Variable-Speed Drives (VSDs). | 2.4111; 2.4112; 2.4141 | [27,28] |
| Motor Rebate Program | Efficiency programs that benefit taxpayers with indirect and cascade-induced economic impacts. | EE for new premium efficiency engines, variable frequency drives (VFD). | 2.4113; 2.4141; 2.4142; 2.4143 | [29] | |
| Methodology for Evaluation of EE in Induction Motors | Unified training methodology and laboratory equipment in energy efficiency research for induction motors. | EE in electrical charge loss and reports CO2 emissions. | 2.4131;2.4132; 2.413; 2.4134 | [30] | |
| National Project on Energy Saving through Upgrading Electric Motors | Chinese national economy project with the purpose of facilitating the application and dissemination of high efficiency EMs. | EE measures, Energy-saving Companies and measures environmental. | 2.4151; 2.4152; 2.4153; 2.4154; 2.4155; 2.4156; 2,4157 | [30,31] | |
| Motor drive controller | Control methodology of three-phase induction motor unit due to its rejection and disturbances. | EE for three-phase induction motor. | 2.4144; 2.4145 | [32] | |
| Compressed Air | Optimization model of the industrial compressed air system | Compressed air system in the hot region on the effect of the inlet temperature on the isentropic efficiency of compressors and on the efficiency of intercoolers. | EE for ambient temperature, variation in isentropic efficiencies, and intercooler effectiveness. | 2.4221; 2.4232; 2.4234; 2.4237; 2.4238 | [33] |
| Performance control methodology for compressed air systems | General computational approach applied to energy performance control for compressed air systems. | EE for operations, maintenance, and energy accounting in compressed air systems. | 2.4233; 2.4235; 2.4236 | [33] | |
| Energy management in compressed air systems | Energy management procedure to monitor and control electricity consumption and maintain the energy performance of compressed air systems. | Identification of Energy Inefficiency of Compressed Air. | 2.4222; 2.4224; 2.4225; 2.4226; 2.4227 | [34] | |
| Metric to characterize the performance of compressed air systems | Simplified method that uses unique metrics to determine the performance of compressed air systems regarding energy consumption. | EE for charge compressor. | 2.4223; 2.4231; | [35] | |
| Lighting systems | Optimization of indoor lighting tension | Variation of active and reactive power as a function of voltage for lighting devices. | EE for interior lighting. | 2.7121; 2.7124; 2.7133 | [36] |
| Energy management system | Lighting system to improve the quality of ambient lighting. | EE for luminance with luxmeter. | 2.7111; 2.7112; 2.7122; 2.7134; 2.7141; 2.7142; 2.7143 | [37] | |
| Short and long term monitoring | Identify lighting efficiency measures in industrial manufacturing. | EE for lighting retrofit. | 2.7123; 2.7131; 2.7132; 2.7135; 2.7144; 2.7145 | [38] | |
| HVAC | Energy efficiency management in HVAC systems | Energy efficiency in serial-production systems. | EE for machine recovery time. | 2.7226; 2.7232; 2.7233; 2.7235; 2.7241; 2.7244; 2.7271; 2.7291; 2.7293 | [39] |
| Optimal scheduling strategy based on activity type and weather | Daily schedule of activities allowing energy savings. | EE for internal environmental. | 2.7221; 2.7222; 2.7223; 2.7224; 2.7234; 2.7292; 2.7311; 2.7312; 2.7314 | [40] | |
| On-demand ventilation and energy conservation of HVAC systems | Ventilation demand model and the system’s projected and optimized exhaust rate determination. | EE for industrial exhaust systems. | 2.7225; 2.7227; 2.7243; 2.7245; 2.7252; 2.7261; 2.7262; 2.7273; 2.7313; 2.7316 | [41] | |
| Framework for dimensioning the HVAC | Sizing method that ensures a certain minimum level of performance of the HVAC system. | EE for safety factor. | 2.7212; 2.7228; 2.7242; 2.7251; 2.7263; 2.7264; 2.7272; 2.7315 | [42] |
| Name | Source |
|---|---|
| Amount of electricity saved (AES) | [12] |
| Costs (C) | [12,51] |
| Working environment (WE) | [12] |
| Corporate involvement (CI) | [12,52] |
| Productivity (P) | [12,53,54] |
| Operation and maintenance (OM) | [12,54,55] |
| Check-up frequency (CF) | [12,56] |
| BAT | Variables | β | SE (β) | p-Value |
|---|---|---|---|---|
| Motor | Interceptor | −5.32 | 2.17 | 0.0145 |
| CF | 1.91 | 0.76 | 0.0118 | |
| Compressor | Interceptor | −2.079 | 1.061 | 0.0499 |
| P | 2.996 | 1.214 | 0.0136 | |
| HVAC | Interceptor | −1.5404 | 0.6362 | 0.01547 |
| OM | 2.1823 | 0.7466 | 0.00347 | |
| Lighting | Interceptor | −2.639 | 1.035 | 0.01079 |
| OM | 4.585 | 1.488 | 0.00206 |
| BAT | AIC | Pseudo-R2 | Wald | Accuracy |
|---|---|---|---|---|
| Motor | 24.54 | 0.36 | 0.02 | 0.83 |
| Compressor | 27.03 | 0.28 | 0.02 | 0.78 |
| HVAC | 57.21 | 0.17 | 0.005 | 0.71 |
| Lighting | 17.37 | 0.55 | 0.005 | 0.92 |
| BAT | Variables | Normal | Percentile | Bca |
|---|---|---|---|---|
| Motor | Interceptor | −39.22; 47.78 | −65.16; −2.44 | −59.79; −1.27 |
| CF | −17.36; 14.26 | 0.88; 22.27 | 0.44; 20.85 | |
| Compressor | Interceptor | −12.95; 20.53 | −20.57; −0.51 | −19.56; 0.33 |
| P | −20.79; 14.17 | 1.1; 20.17 | −16.72; 20.86 | |
| HVAC | Interceptor | −7.94; 6.59 | −19.57; −0.45 | −2.95; −0.32 |
| OM | −6.03; 8.58 | 0.81; 20 | 0.45; 3.58 | |
| Lighting | Interceptor | −14.86; 23.62 | −25.57; −1.3 | −25.57; −0.58 |
| OM | −38.98; 20.16 | 2.42; 51.13 | 1.18; 23.13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neves, F.d.O.; Ewbank, H.; Roveda, J.A.F.; Trianni, A.; Marafão, F.P.; Roveda, S.R.M.M. Economic and Production-Related Implications for Industrial Energy Efficiency: A Logistic Regression Analysis on Cross-Cutting Technologies. Energies 2022, 15, 1382. https://doi.org/10.3390/en15041382
Neves FdO, Ewbank H, Roveda JAF, Trianni A, Marafão FP, Roveda SRMM. Economic and Production-Related Implications for Industrial Energy Efficiency: A Logistic Regression Analysis on Cross-Cutting Technologies. Energies. 2022; 15(4):1382. https://doi.org/10.3390/en15041382
Chicago/Turabian StyleNeves, Fábio de Oliveira, Henrique Ewbank, José Arnaldo Frutuoso Roveda, Andrea Trianni, Fernando Pinhabel Marafão, and Sandra Regina Monteiro Masalskiene Roveda. 2022. "Economic and Production-Related Implications for Industrial Energy Efficiency: A Logistic Regression Analysis on Cross-Cutting Technologies" Energies 15, no. 4: 1382. https://doi.org/10.3390/en15041382