
Effect of Alkaline Pretreatment on the Fuel Properties of Torrefied Biomass from Rice Husk


1
Department of Resources Engineering, National Cheng Kung University, Tainan 701, Taiwan
2
Graduate Institute of Bioresources, National Pingtung University of Science and Technology, Pingtung 912, Taiwan
*
Authors to whom correspondence should be addressed.
Energies 2023, 16(2), 679; https://doi.org/10.3390/en16020679
Submission received: 30 November 2022
/
Revised: 27 December 2022
/
Accepted: 4 January 2023
/
Published: 6 January 2023
(This article belongs to the Special Issue Bioresource Technology for Bioenergy: Development and Trends)
Abstract
:Lignocellulosic biomass from rice husk (RH) is a renewable resource for fuel production, but it could pose ash-related challenges. This work focused on investigating the effects of pretreatment at different sodium hydroxide (NaOH) concentrations (i.e., 0.0, 0.25, 0.50, 0.75 and 1.00 M) on the calorific values and ash contents of treated RH products, and also finding the optimal torrefaction conditions. The results showed that alkaline pretreatment by sodium hydroxide (NaOH) reduced the ash content in the RH samples by over 85 wt%. Due to its relatively excellent calorific values and low ash content, the RH sample with 0.25 M NaOH pretreatment (i.e., RH-25) was chosen as a starting feedstock in the subsequent torrefaction experiments as a function of 240–360 °C for holding time of 0–90 min. In addition, the surface properties by scanning electron microscopy—energy dispersive X-ray spectroscopy (SEM-EDS) and Fourier-transform infrared spectroscopy (FTIR) were also used to observe the elemental compositions preliminarily. Based on the fuel properties of the torrefied RH products, the optimal torrefaction conditions can be found at around 280 °C for holding 30 min. As compared to the calorific value of the RH-25 (i.e., 18.74 MJ/kg) and its mass yield (i.e., 0.588), the calorific value, enhancement factor and energy yield of the optimal product were 28.97 MJ/kg, 1.55 and 0.91, respectively. Although the resulting product has a high calorific value like coal, it could have slight potential for slagging and fouling tendency and particulate matter emissions due to the relatively high contents of silicon (Si) and sodium (Na), based on the results of EDS and FTIR.
1. Introduction
The most important features for producing energy (i.e., biofuels, heat or electricity) and carbon materials (e.g., biochar, activated carbon) from biomass residues are based on their high carbon content, low ash (or mineral) and water contents, and large availabilities [1,2]. In this regard, the heating value (or calorific value) of biomass will be a vital factor for its energy conversion and carbon-rich material production. On the contrary, the lignocellulosic biomass is generated from the photosynthesis by capturing atmospheric carbon dioxide (CO2). It implies that the valorization for the fuels and chemicals was motivated mainly by the benefits of renewable resources and global warming mitigation due to the carbon-neutral and carbon-negative features of biomass. For example, biomass can be converted into biochar under oxygen-deficiency conditions. This product is a carbon-negative material because it has a stable carbon structure without emitting greenhouse gases (i.e., CO2 and/or CH4) in a short period of time [3]. Inherently, biomass may feature high moisture absorption and low energy density [4,5,6], thus reducing its available use as an energy source. A mild pyrolysis, also called torrefaction, can be applied at lower temperatures (200–300 °C) and relatively long holding times (30–60 min) for enhancing the fuel properties of biomass [2,7,8,9,10,11,12,13,14]. The resulting torrefied solid will provide the possibility for utilization in co-firing in the coal-fired boilers because of its hydrophobic nature and higher heating density as compared to its starting feedstock [2].
Rice should be the most important staple food crop in Southeast Asia. Meanwhile, rice husk (RH) may be one of the most important crop residues during rice milling, accounting for about 20% of rice grain weight [15]. Due to its richness in lignocellulosic constituents, the biomass has been used currently as biomass fuel for cooking and heating. Compared to other feedstocks, such as coconut shell, sugarcane bagasse and peanut shell [16,17], RH usually contains high ash contents in the wide range of 10–28 wt% [18,19]; thus, it has a lower calorific value. In order to increase the fuel properties of RH for applications in energy and/or fuel production, it has been widely investigated in the torrefaction process at limited pyrolysis conditions [20,21,22,23,24,25,26,27,28,29,30]. However, the calorific values of torrefied RH products were significantly lower than those of other torrefied biomass products [7,9,10,11,12,14]. This can be attributed to the high ash content of raw RH.
In the previous study [29], local biomass RH was torrefied at 240–360 °C for holding 0–90 min to enhance its thermochemical properties, showing that torrefaction temperature at around 360 °C for holding time of 0 min would be optimal to produce the RH-torrefied product. Although the calorific values were increased from 13.96 to 19.71 MJ/kg (i.e., about 42% growth rate), the RH-torrefied biomass may be not directly reused as an auxiliary fuel in boilers due to its high silica (or ash) content. A high ash content will hinder the reuse of RH as an excellent feedstock for biofuel production by not only lowering the calorific values of RH-derived products, but also by posing a higher slagging (agglomeration) tendency and higher particulate matter emissions during combustion [4,31,32,33]. Moreover, some torrefied solids are characteristic of “lignite”.
To expand the applicability of RH-derived fuels and carbon materials, significant reduction in the ash contents using NaOH pretreatment has been revealed by other studies [34,35,36,37,38,39,40]. However, the torrefaction of NaOH-pretreated RH was limited in the literature. Therefore, this work focused on investigating the effects of pretreatment at different NaOH concentrations on the calorific values and ash contents of RH-based products. Furthermore, the pretreated RH-based biomass was mildly pyrolyzed in the torrefaction experiments as a function of 240–360 °C for holding time of 0–90 min. The resulting biochar products were analyzed to obtain their yields, calorific values and surface properties by scanning electron microscopy—energy dispersive X-ray spectroscopy (SEM-EDS) and Fourier-transform infrared spectroscopy (FTIR).
2. Materials and Methods
2.1. Materials
In this work, RH was used as a starting biomass for producing torrefied products. This sample was obtained from a local rice-processing factory (Puzi Township, Chiayi County, Taiwan). When using the as-received basis, the proximate analysis of the RH biomass was first determined in triplicate, showing 7.92 ± 0.14 wt% for moisture, 72.86 ± 0.52 wt% for volatile matter, 13.75 ± 0.04 wt% for ash and 5.47 wt% for fixed carbon. Due to the high volatile matter in the RH, this biomass had a moderate calorific value (16.04 ± 0.67 MJ/kg, dry basis), which was close to those (13.96–16.79 MJ/kg, dry basis) in the previous studies [29,41,42], but was lower than that of woody biomass [16,17].
2.2. Alkaline Pretreatment of Rice Husk
In this pretreatment, the dried RH sample was divided into six parts. Each part with about 0.6 g was poured into the Erlenmeyer flask, where 100 cm3 solutions with different NaOH concentrations (i.e., 0.00, 0.25, 0.50, 0.75 and 1.00 M) were added one by one. The flasks were heated to about 80 °C for 30 min and then cooled to about 40 °C for decanting. The remaining RH samples were washed by adding 150 cm3 deionized water and decanted in duplicate. During the washing period, the solutions were also heated to about 80 °C for 30 min. To perform the thermogravimetric analysis (TGA) and the torrefaction experiments, the pretreated RH samples (notations were given as RH-00, RH-25, RH-50, RH-75 and RH-100) were dried in a forced air-circulation oven. Prior to the torrefaction experiments, the dried RH sample with 0.25 M NaOH pretreatment (i.e., RH-25) was chosen as a starting feedstock because its calorific value (i.e., 18.74 MJ/kg) and ash content (i.e., 1.92 wt%) indicated a relatively excellent value compared to other NaOH-pretreated RH samples (seen in Figure 1 and Figure 2, respectively). As shown in Figure 2, the NaOH pretreatment reduced the ash content in the RH samples by over 85 wt%, depending on several process conditions, such as NaOH concentration. Under the proper pretreatment conditions, such as alkaline concentration and biomass RH/alkaline liquid ratio, the significant removal of silica (SiO2) from RH by NaOH pretreatment should be attributed to the formation of water-soluble sodium silicate (Na2SiO3) by the following reaction [38]:
SiO2 + 2NaOH → Na2SiO3 + H2O
The removal of soluble salts from RH can be subsequently performed by the water-washing and solid-liquid separation stages. Consequently, the calorific values of the pretreated RH samples were significantly higher than those of raw RH and RH-00, which is shown in Figure 1.
2.3. Thermogravimetric Analysis (TGA) of Pretreated RH
In the TGA tests, the pretreated RH sample (i.e., RH-25) was determined as the baseline data for the evaluations in the torrefaction conditions. About 100 mg sample were performed under a nitrogen flow of 50 cm3/min, where the TGA instrument (Model: TGA-51; Shimadzu Co., Tokyo, Japan) was set in the temperature range of room temperature (about 30 °C) to 1000 °C, at the heating rates of 5 and 10 °C/min.
2.4. Torrefaction Experiments
As described above, this work focused on enhancing the fuel properties of torrefied RH products by alkaline pretreatment and further pyrolysis in a wide range of temperatures and holding times. The torrefaction experiments were performed at 200–360 °C (40 °C interval) for holding 0–90 min (30 min interval) in an electric furnace, which had a heating rate of about 7 °C/min [29,43]. Herein, the torrefaction conditions at 200 °C for holding time of 0 min meant that the torrefied RH product was removed from the furnace promptly when approaching the temperature (200 °C). For each torrefaction condition, the experiments were performed in duplicate by using about 0.3 g of the dried RH sample (i.e., RH-25), which was placed on a ceramic crucible. To provide a close oxygen-deficiency environment, this crucible was equipped with a fitting cover. In addition, the torrefied RH products were abbreviated by the notation. For instance, T-RH-360-30 refers to the product torrefied at 360 °C for holding 30 min. Furthermore, the mass yield of the torrefied RH product (MYT-RH) was calculated by the ratio of its mass (WT-RH) to the mass of the RH sample (WRH). According to the definitions [20,44,45,46], the enhancement factor (EFT-RH) and energy yield (EYT-RH) were calculated by the following equations:
where CVT-RH and CVRH were the calorific values of the torrefied product (T-RH) and the feedstock RH (i.e., 18.74 MJ/kg), respectively.
EFT-SP = CVT-RH/CVRH
EYT-SP = MYT-RH × EFT-RH
2.5. Determination of Fuel and Related Properties of Torrefied RH Products
Herein, the fuel properties of the torrefied RH products referred to their calorific values, which were determined by an adiabatic calorimeter (Model: CALORIMETER ASSY 6200; Parr Co., Moline, IL, USA). In order to characterize the textural changes and elemental compositions on the surface of the pretreated RH and its torrefied product samples, a scanning electron microscopy (Model: S-3000N; Hitachi Co., Tokyo, Japan) with an energy dispersive X-ray spectroscopy (Model: 7021-H; HORIBA Co., Osaka, Japan) was used by applying at 15.0 kV acceleration potential. Prior to the EDS analysis, some representative samples were coated by a gold film using an ion sputter (Model: E1010; Hitachi Co., Tokyo, Japan). In addition, the optimal torrefied RH product was placed on the FTIR instrument (Model: FT/IR-4600; JASCO Co., Tokyo, Japan) to determine the functional groups on the surfaces. The scanned discs were prepared by the previous procedures [47,48]. The reflectance spectra were acquired in the range of 4000–400 cm−1, with a spectral resolution of 4 cm−1.
3. Results and Discussion
3.1. Thermochemical Characteristics of Rice Husk
In order to investigate the thermal decomposition behavior of the pretreated RH sample (RH-25), the thermogravimetric analysis (TGA) and derivative thermogravimetry (DTG) curves were obtained at the heating rates (i.e., 5 and 10 °C/min) under the nitrogen flow (50 cm3/min), as shown in Figure 3. It can be seen that these curves revealed similar thermal variations in the temperature range of 30–500 °C. Taking the TGA/DTG curves at 5 °C/min as an example, the first weight decline occurred in the temperature range from 50 to 200 °C, which should be attributed to the losses of moisture and light volatile components. Thereafter, the significant weight loss was observed at the temperature range of 200 to 400 °C, which can be divided into the decomposition of lignocellulose constituents (i.e., cellulose, hemicellulose and lignin). Finally, the thermal loss of lignin and mineral ash was continuously progressed at above 400 °C. From the TGA/DTG curves (Figure 3), the torrefaction experiments of the treated RH (i.e., RH-25) were designed to perform in the temperature range of 240–360 °C for holding time from 0 to 90 min to produce the optimal torrefied products in this work.
3.2. Fuel Properties of Torrefied RH Products
As mentioned in Section 2.4 , 16 torrefaction experiments were performed as a function of torrefaction temperature (i.e., 240–360 °C by 40 °C interval) and residence time (i.e., 0–90 min by 30 min interval). Table 1 lists the data on the mass yields of torrefied RH products. The mass yield indicated a decreasing trend due to more serious torrefaction reactions at higher temperatures and longer holding times. In addition, the significant variations in the mass yields of the torrefied products can be seen at 280–320 °C for holding 0 min and 280 °C for increasing time from 0 min to 30 min. The torrefaction temperature at 280–320 °C will be the most intense reaction region, which was consistent with the TGA/DTG curves (seen in Figure 3). Herein, the mass yields of torrefied RH products at 280 °C for different holding times were 86.05% (0 min), 50.79% (30 min), 50.75% (60 min) and 47.83% (90 min). In addition, the mass yields of torrefied RH products at a holding time of 0 min for increasing temperature were 98.13% (240 °C), 86.05% (280 °C), 55.14% (320 °C) and 47.87% (360 °C). It is well known that hemicellulose (an amorphous polysaccharide) is very liable to decompose at lower temperatures, as compared to cellulose (a crystalline polysaccharide) and lignin (a highly branched and amorphous polysaccharide) [2]. Therefore, the torrefaction for the de-ashed RH sample will show the maximal thermal decomposition at approximately 280–320 °C for the hemicellulose and cellulose. It should be noted that the mass yields of torrefied RH products were obtained at lower torrefaction temperatures and/or shorter holding times, but their larger calorific values may not be shown at higher temperatures and/or longer holding times.
In order to find the optimal fuel properties of torrefied RH products, Table 1 also listed their calorific values, enhancement factors and energy yields as a function of torrefaction temperature (240–360 °C) and holding time (0–90 min). Based on the data in Table 1, Figure 4 further shows the variations in the calorific values. The calorific values of torrefied products showed an increasing trend as the holding time increased from 0 to 90 min at 240 °C. However, the calorific values of torrefied products produced at 280, 320 and 360 °C indicated an increase as the holding time increased from 0 to 30 min, but subsequently decreased from 30 to 90 min. In addition, the data in Table 1 indicates the same trends for the enhancement factors of torrefied RH products (i.e., EFT-SP) based on the calorific value (i.e., 28.74 MJ/kg) of the feedstock RH-25. It can be seen that the maximal enhancement factor (i.e., 1.55) referred to the product T-RH-280-30, which was obtained at 280 °C for holding 30 min. This result could be due to the thermal decomposition of the hemicellulose constituent at about 280–320 °C because it has an amorphous structure with weak strength [2]. Also observed in the first peaks of DTG curves at 5 and 10 °C/min (Figure 3), the torrefaction temperature at about 280–320 °C could be applied for the devolatilization of the hemicellulose constituent, thus producing more gases and less tar than other lignocelluloses, such as cellulose. On the contrary, energy yield played a vital role in the biofuel production because it gives the fraction of the original energy in the biomass retained after torrefaction. As listed in Table 1, the energy yields indicated a decreasing trend as the torrefaction temperature increased from 240 °C to 360 °C at the same holding time. Similarly, the energy yields also indicated a decreasing trend as the holding time increased from 0 min to 90 min at the same torrefaction temperature. In this work, the optimal torrefied RH product (i.e., T-RH-280-30) with the maximal enhancement factor (i.e., 1.55) has a high energy yield (i.e., 0.91), which was higher than those of the optimal torrefied products from water caltrop husk (WCH) [43] and untreated rice husk (RH) [29]. For example, the energy yield of the optimal WCH-torrefied product with calorific value of 25.27 MJ/kg produced at the torrefaction temperature of 320 °C for holding 60 min was only 0.657 [43]. Regarding the optimal RH-torrefied product with calorific value of 19.71 MJ/kg [29], it showed a maximal enhancement factor of 1.41 at 360 °C and 0 min, but its energy yield had a relatively low value (i.e., 0.795).
To provide the surface structure of the torrefied RH products, SEM was used to observe the morphological changes. It revealed the smooth surface of unpretreated-RH-torrefied products in the previous study [29]. After alkaline pretreatment, the surface of pretreated RH and RH-torrefied products became rougher, as shown in Figure 5. This could be attributed to the partial removal of the outer non-lignocellulosic layer composed of components such as hemicellulose, lignin and wax, and other impurities (e.g., silica) contained in the RH-torrefied products [49]. In addition, based on the preliminary EDS analysis (Figure 5), the elemental compositions were observed on the surface of the feedstock (RH-25) and the optimal product (T-SP-280-30). It showed that the major elements included carbon (C), oxygen (O), silicon (Si) and sodium (Na). In addition, the carbon and ash contents in the T-SP-280-30 were higher than those in the RH-25, suggesting potential slagging/fouling in boilers or gasifiers when co-firing torrefied RH product with pulverized coal could be considered [33]. In order to evaluate the slagging and fouling tendency of solid fuels, some indices have been developed and reviewed in the literature [31,32,33,50,51]. It was concluded that silica is the predominating index for evaluating the lagging and fouling tendency of biomass fuels due to the melt formation of “sticky” silicates. The critical silica content in the fuel ash was in the range of 20 wt% to 25 wt% [50], showing low slagging and fouling tendency for less than 20 wt%. Accordingly, the RH-based fuels should pose a low slagging and fouling tendency in the industrial boilers during the combustion and/or co-firing.
Furthermore, Figure 6 showed the FTIR spectrum of the optimal product (T-SP-280-30). The significant peaks at 3429, 2927, 1604, 1385 and 1107 cm−1 may be assigned to the oxygen-containing functional groups O-H, -CH3, C=O, C-H and Si-O, respectively [52]. These FTIR spectral features were in accordance with those in the EDS analysis (Figure 5), which are associated with the organic/mineral elements they contain.
4. Conclusions
RH may be one of the most important crop residues in many Asian countries. This mass features its richness in silica (SiO2), causing a relatively low calorific value. To enhance the fuel properties of RH-derived fuels, this work focused on investigating the effects of pretreatment at different NaOH concentrations on the ash contents and calorific values of RH-based products. It was determined that NaOH pretreatment reduced the ash content in the RH samples by over 85 wt%. Furthermore, the RH-based biomass by the optimal pretreatment (i.e., 0.25 M NaOH) was mildly pyrolyzed in the torrefaction experiments as a function of 240–360 °C for holding time of 0–90 min, based on the preliminary test by thermogravimetric analysis (TGA). As compared to the calorific value of the feedstock RH (i.e., 18.74 MJ/kg), the experimental findings showed that the optimal torrefaction conditions can be found at around 280°C for holding 30 min, where the resulting product had a calorific value, enhancement factor and energy yield of 28.97 MJ/kg, 1.55 and 0.91, respectively. It should be noted that relatively high contents of silicon (Si) and sodium (Na) were still present in the results from the analyses of EDS and FTIR. In this regard, the optimal torrefied RH product had a high calorific value like coal, but it may have slight potential for slagging and fouling tendency and particulate matter emissions when using it as a solid fuel.
Author Contributions
Conceptualization, W.-T.T.; methodology, C.-H.T.; formal analysis, W.-T.T.; data curation, W.-T.T.; writing—original draft preparation, W.-T.T.; writing—review and editing, Y.-H.S.; visualization, W.-T.T.; supervision, Y.-H.S. and W.-T.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data is contained within the article.
Acknowledgments
Sincere appreciation is expressed to acknowledge the National Pingtung University of Science and Technology for their assistance in the scanning electron microscopy (SEM) and the energy-dispersive X-ray spectroscopy (EDS) analyses. The authors also thank Yu-Quan Lin for his assistance in the Fourier-transform infrared spectroscopy (FTIR) analysis.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Bansal, R.C.; Donnet, J.B.; Stoeckli, F. Active Carbon; Marcel Dekker: New York, NY, USA, 1988; pp. 1–26. [Google Scholar]
- Basu, P. Biomass Gasification, Pyrolysis and Torrefaction, 2nd ed.; Academic Press: London, UK, 2013; pp. 87–145. [Google Scholar]
- Glaser, B.; Parr, M.; Braun, C.; Kopolo, G. Biochar is carbon negative. Nat. Geosci. 2009, 2, 2. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Vassileva, C.G.; Vassilev, V.S. Advantages and disadvantages of composition and properties of biomass in comparison with coal: An overview. Fuel 2015, 158, 330–350. [Google Scholar] [CrossRef]
- Cai, J.; He, Y.; Yu, X.; Banks, S.W.; Yang, Y.; Zhang, X.; Yu, Y.; Liu, R.; Bridgwater, A.V. Review of physicochemical properties and analytical characterization of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2017, 76, 309–322. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Oyedeji, O.; Leal, J.H.; Donohoe, B.S.; Semelsberger, T.A.; Li, C.; Hoover, A.N.; Webb, E.; Bose, E.A.; Zeng, Y.; et al. Characterizing variability in lignocellulosic biomass: A review. ACS Sustain. Chem. Eng. 2020, 8, 8059–8085. [Google Scholar] [CrossRef]
- Van der Stelt, M.J.C.; Gerhauser, H.; Kiel, J.H.A.; Ptasinski, K.J. Biomass upgrading by torrefaction for the production of biofuels: A review. Biomass Bioenergy 2011, 35, 3748–3762. [Google Scholar] [CrossRef]
- Ribeiro, J.M.C.; Godina, R.; Matias, J.C.d.O.; Nunes, L.J.R. Future perspectives of biomass torrefaction: Review of the current state-of-the-art and research development. Sustainability 2018, 10, 2323. [Google Scholar] [CrossRef] [Green Version]
- Niu, Y.; Lv, Y.; Lei, Y.; Liu, S.; Liang, Y.; Wang, D.; Hui, S. Biomass torrefaction: Properties, applications, challenges, and economy. Renew. Sustain. Energy Rev. 2019, 115, 109395. [Google Scholar] [CrossRef]
- Negi, S.; Jaswal, G.; Dass, K.; Mazumder, K.; Elumalai, S.; Roy, J.K. Torrefaction: A sustainable method for transforming of agri-wastes to high energy density solids (biocoal). Rev. Environ. Sci. Biotechnol. 2020, 19, 463–488. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Ojo, O.T. Biomass torrefaction for the production of high-grade solid biofuels: A review. BioEnergy Res. 2020, 13, 999–1015. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, B.J.; Lin, Y.Y.; Chu, Y.S.; Ubando, A.T.; Show, P.L.; Ong, H.C.; Chang, J.S.; Ho, S.H.; Culaba, A.B.; et al. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci. 2021, 82, 100887. [Google Scholar] [CrossRef]
- Knapczyk, A.; Francik, S.; Jewiarz, M.; Zawi’slak, A.; Francik, R. Thermal treatment of biomass: A bibliometric analysis—The torrefaction case. Energies 2021, 14, 162. [Google Scholar] [CrossRef]
- Sarker, T.R.; Nanda, S.; Dalai, A.K.; Meda, V. A review of torrefaction technology for upgrading lignocellulosic biomass to solid biofuels. BioEnergy Res. 2021, 14, 645–669. [Google Scholar] [CrossRef]
- Kaniapan, S.; Pasupuleti, J.; Patma Nesan, K.; Abubackar, H.N.; Umar, H.A.; Oladosu, T.L.; Bello, S.R.; Rene, E.R. A Review of the sustainable utilization of rice residues for bioenergy conversion using different valorization techniques, their challenges, and techno-economic assessment. Int. J. Environ. Res. Public Health 2022, 19, 3427. [Google Scholar] [CrossRef] [PubMed]
- Jenkins, B.M.; Baxter, L.L.; Miles, T.R., Jr.; Miles, T.R. Combustion properties of biomass. Fuel Process. Technol. 1998, 54, 17–46. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Baxter, D.; Andersen, L.K.; Vassileva, C.G. An overview of the chemical composition of biomass. Fuel 2010, 89, 913–933. [Google Scholar] [CrossRef]
- Chen, H.; Wang, W.; Martin, J.C.; Oliphant, A.J.; Doerr, P.A.; Xu, J.F.; DeBorn, K.M.; Chen, C.; Sun, L. Extraction of lignocellulose and synthesis of porous silica nanoparticles from rice husks: A comprehensive utilization of rice husk biomass. ACS Sustain. Chem. Eng. 2013, 1, 254–259. [Google Scholar] [CrossRef]
- Steven, S.; Restiawaty, E.; Bindar, Y. Routes for energy and bio-silica production from rice husk: A comprehensive review and emerging prospect. Renew. Sustain. Energy Rev. 2021, 149, 111329. [Google Scholar] [CrossRef]
- Chen, D.; Zhou, J.; Zhang, Q.; Zhu, X.; Lu, Q. Upgrading of rice husk by torrefaction and its influence on the fuel properties. BioResources 2014, 9, 5893–5905. [Google Scholar] [CrossRef]
- Ahiduzzaman, M.; Sadrul Islam, A.K.M. Energy yield of torrefied rice husk at atmospheric conditions. Procedia Eng. 2015, 105, 719–724. [Google Scholar] [CrossRef] [Green Version]
- Chen, D.; Gao, A.; Ma, Z.; Fei, D.; Chang, Y.; Shen, C. In-depth study of rice husk torrefaction: Characterization of solid, liquid and gaseous products, oxygen migration and energy yield. Bioresour. Technol. 2018, 253, 148–153. [Google Scholar] [CrossRef]
- Manatura, K.; Lu, J.H.; Wu, K.T.; Hsu, H.T. Exergy analysis on torrefied rice husk pellet in fluidized bed gasification. Appl. Therm. Eng. 2017, 111, 1016–1024. [Google Scholar] [CrossRef]
- Aslam, U.; Ramzan, N.; Lqbal, T.; Sharif, S.; Hasan, S.W.; Malik, A. Enhancement of fuel characteristics of rice husk via torrefaction process. Waste Manag. Res. 2019, 37, 737–745. [Google Scholar] [CrossRef] [PubMed]
- Han, J.; Yu, D.; Yu, X.; Liu, F.; Wu, J.; Zeng, X.; Yu, G.; Xu, M. Effect of the torrefaction on the emission of PM10 from combustion of rice husk and its blends with a lignite. Proc. Combust. Inst. 2019, 37, 2733–2740. [Google Scholar] [CrossRef]
- Qi, R.; Chen, Z.; Wang, M.; Wu, R.; Jiang, E. Prediction method for torrefied rice husk based on gray-scale analysis. ACS Omega 2019, 4, 17837–17842. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, S.; Su, Y.; Xiong, Y.; Zhang, H. Physicochemical structure and reactivity of char from torrefied rice husk: Effects of inorganic species and torrefaction temperature. Fuel 2020, 262, 116667. [Google Scholar] [CrossRef]
- Chen, C.; Ji, G.; Mu, L.; Zhang, Y.; Li, A. Comprehensive research on the solid, liquid, and gaseous products of rice husk and rice straw torrefaction. Sustain. Energy Fuels 2021, 5, 687–697. [Google Scholar] [CrossRef]
- Tsai, W.T.; Jiang, T.J.; Tang, M.S.; Chang, C.H.; Kuo, T.H. Enhancement of thermochemical properties on rice husk under a wide range of torrefaction conditions. Biomass Conv. Bioref. 2021, 2021, 455. [Google Scholar] [CrossRef]
- Zhao, Z.; Feng, S.; Zhao, Y.; Wang, Z.; Ma, J.; Xu, L.; Yang, J.; Shen, B. Investigation on the fuel quality and hydrophobicity of upgraded rice husk derived from various inert and oxidative torrefaction conditions. Renew. Energy 2022, 189, 1234–1248. [Google Scholar] [CrossRef]
- Zhu, Y.; Niu, Y.; Tan, H.; Wang, X. Short review on the origin and countermeasure of biomass slagging in grate furnace. Front. Environ. Res. 2014, 2, 7. [Google Scholar]
- Chen, C.; Bi, Y.; Huang, Y.; Huang, H. Review on slagging evaluation methods of biomass fuel combustion. J. Anal. Appl. Pyrolysis 2021, 135, 105082. [Google Scholar] [CrossRef]
- Lachman, J.; Balas, M.; Lisy, M.; Lisa, H.; Milcak, P.; Elbl, P. An overview of slagging and fouling indicators and their applicability to biomass fuels. Fuel Process. Technol. 2021, 217, 106804. [Google Scholar] [CrossRef]
- Usmani, T.H.; Ahmad, T.W.; Yousufzai, A.H.K. Preparation and liquid-phase characterization of granular activated-carbon from rice husk. Bioresour. Technol. 1994, 48, 31–35. [Google Scholar] [CrossRef]
- Hsieh, Y.; Du, Y.; Jin, F.; Zhou, Z.; Enomoto, H. Alkaline pre-treatment of rice hulls for hydrothermal production of acetic acid. Chem. Eng. Res. Des. 2009, 87, 13–18. [Google Scholar] [CrossRef]
- Liou, T.H.; Wu, S.J. Characteristics of microporous/mesoporous carbons prepared from rice husk under base- and acid-treated conditions. J. Hazard. Mater. 2009, 171, 693–703. [Google Scholar] [CrossRef] [PubMed]
- Bazargan, A.; Bazargan, M.; McKay, G. Optimization of rice husk pretreatment for energy production. Renew. Energy 2015, 77, 512–520. [Google Scholar] [CrossRef]
- Menya, E.; Olupot, P.W.; Storz, H.; Lubwama, M.; Kiros, Y. Characterization and alkaline pretreatment of rice husk varieties in Uganda for potential utilization as precursors in the production of activated carbon and other value-added products. Waste Manag. 2018, 81, 104–116. [Google Scholar] [CrossRef] [PubMed]
- Menya, E.; Olupot, P.W.; Storz, H.; Lubwama, M.; Kiros, Y.; John, M.J. Effect of alkaline pretreatment on the thermal behavior and chemical properties of rice husk varieties in relation to activated carbon production. J. Therm. Anal. Calorim. 2020, 139, 1681–1691. [Google Scholar] [CrossRef]
- Park, J.Y.; Gu, Y.M.; Park, S.Y.; Hwang, E.T.; Sang, B.-I.; Chun, J.; Lee, J.H. Two-stage continuous process for the extraction of silica from rice husk using attrition ball milling and alkaline leaching methods. Sustainability 2021, 13, 7350. [Google Scholar] [CrossRef]
- Tsai, W.T.; Lee, M.K.; Chang, Y.M. Fast pyrolysis of rice husk: Product yields and compositions. Bioresour. Technol. 2007, 98, 22–28. [Google Scholar] [CrossRef]
- Tsai, W.T.; Lin, Y.Q.; Huang, H.J. Valorization of rice husk for the production of porous biochar materials. Fermentation 2021, 7, 70. [Google Scholar] [CrossRef]
- Tsai, W.T.; Lin, Y.Q.; Tsai, C.H.; Chung, M.H.; Chu, M.H.; Huang, H.J.; Jao, Y.H.; Yeh, S.I. Conversion of water caltrop husk into biochar by torrefaction. Energy 2020, 195, 116967. [Google Scholar] [CrossRef]
- Almeida, G.; Brito, J.O.; Perre, P. Alterations in energy properties of eucalyptus wood and bark subjected to torrefaction: The potential of mass loss as a synthetic indicator. Bioresour. Technol. 2010, 101, 9778–9784. [Google Scholar] [CrossRef] [PubMed]
- Asadullah, M.; Adi, A.M.; Suhada, N.; Malek, N.H.; Saringat, M.I.; Azdarpour, A. Optimization of palm kernel shell torrefaction to produce energy densified bio-coal. Energy Convers. Manag. 2014, 88, 1086–1093. [Google Scholar] [CrossRef]
- Acharya, B.; Dutta, A. Fuel property enhancement of lignocellulosic and nonlignocellulosic biomass through torrefaction. Biomass Conv. Bioref. 2016, 6, 139–149. [Google Scholar] [CrossRef]
- Tsai, W.T.; Huang, P.C.; Lin, Y.Q. Reusing Cow manure for the production of activated carbon using potassium hydroxide (KOH) activation process and its liquid-phase adsorption performance. Processes 2019, 7, 737. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.S.; Tsai, W.T.; Lin, Y.Q.; Tsai, C.H.; Chang, Y.T. Production of Highly Porous Biochar Materials from Spent Mushroom Composts. Horticulturae 2022, 8, 46. [Google Scholar] [CrossRef]
- Johar, N.; Ahmad, I.; Dufresne, A. Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Ind. Crop. Prod. 2012, 37, 93–99. [Google Scholar] [CrossRef]
- Garcia-Maraver, A.; Mata-Sanchez, J.; Carpio, M.; Perez-Jimenez, J.A. Critical review of predictive coefficients for biomass ash deposition tendency. J. Energy Inst. 2017, 90, 214–228. [Google Scholar] [CrossRef]
- Maj, I.; Kalisz, S.; Ciukaj, S. Properties of animal-origin ash—A valuable material for circular economy. Energies 2022, 15, 1274. [Google Scholar] [CrossRef]
- Johnston, C.T. Biochar analysis by Fourier-transform infra-red spectroscopy. In Biochar: A Guide to Analytical Methods; Singh, B., Camps-Arbestain, M., Lehmann, J., Eds.; CRC Press: Boca Raton, FL, USA, 2017; pp. 199–228. [Google Scholar]
Figure 1.
Variations on the calorific values of pretreated RH samples.

Figure 2.
Variations on the ash contents of pretreated RH samples.
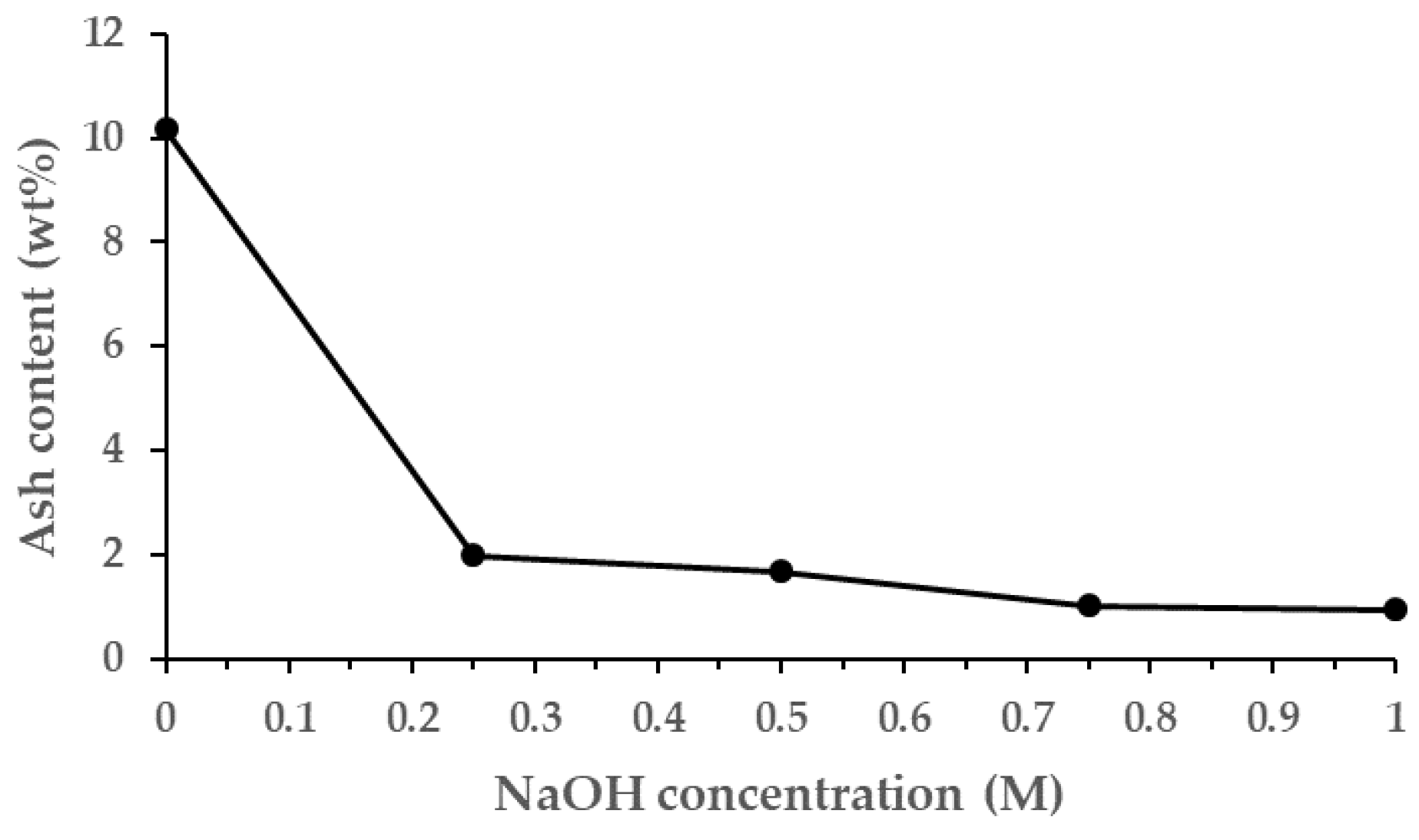
Figure 3.
Thermogravimetric analysis/derivative thermogravimetry (TGA/DTG) curves of pretreated RH sample (i.e., RH-25) at the heating rates of 5 °C/min and 10 °C/min.
Figure 3.
Thermogravimetric analysis/derivative thermogravimetry (TGA/DTG) curves of pretreated RH sample (i.e., RH-25) at the heating rates of 5 °C/min and 10 °C/min.

Figure 4.
Variations on calorific values of torrefied RH products produced at 280–360 °C for holding 0–90 min.
Figure 4.
Variations on calorific values of torrefied RH products produced at 280–360 °C for holding 0–90 min.
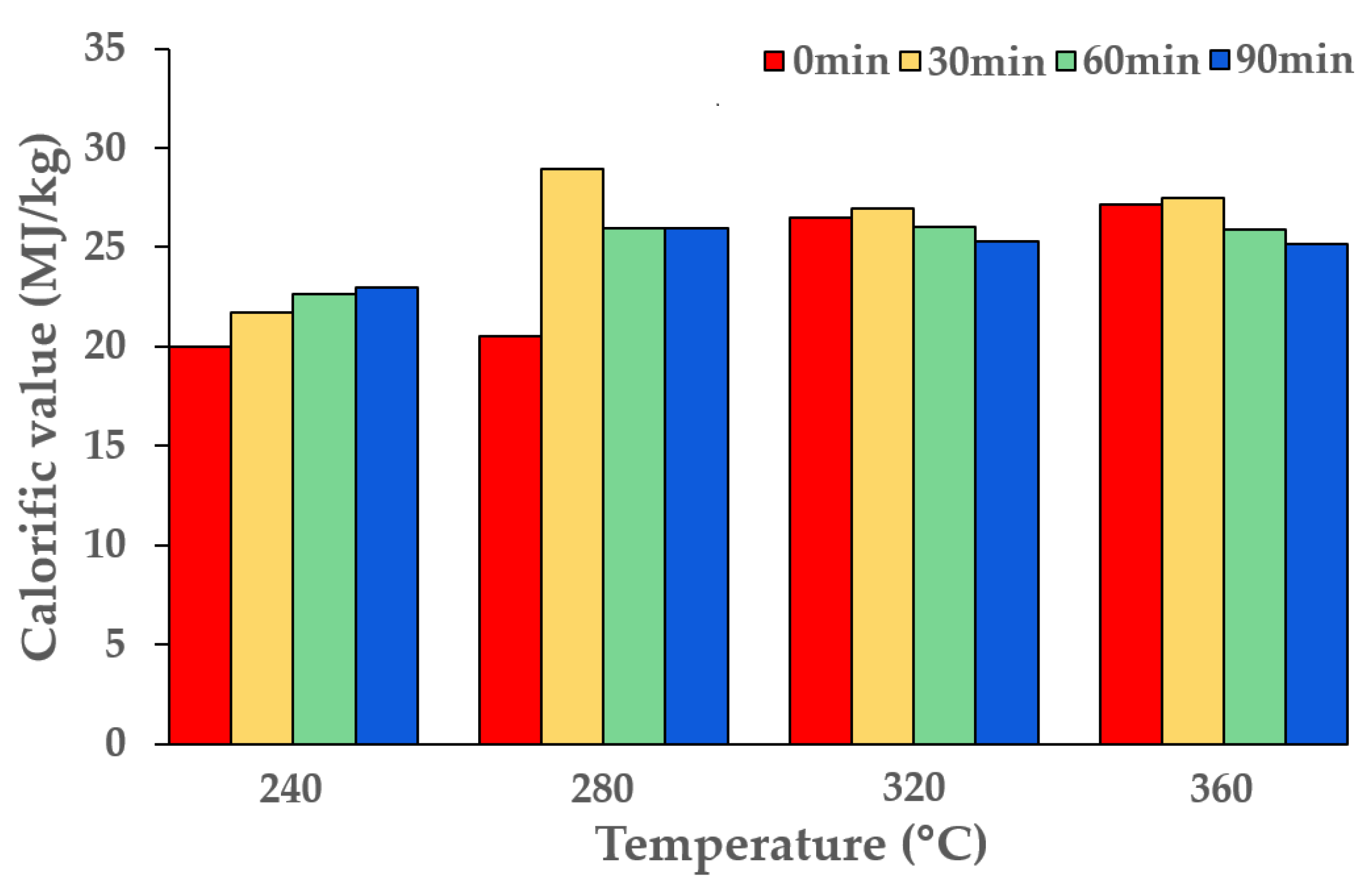
Figure 5.
SEM/EDS analyses of (a) the pretreated RH (RH-25) and (b) the optimal torrefied product (T-RH-280-30).
Figure 5.
SEM/EDS analyses of (a) the pretreated RH (RH-25) and (b) the optimal torrefied product (T-RH-280-30).

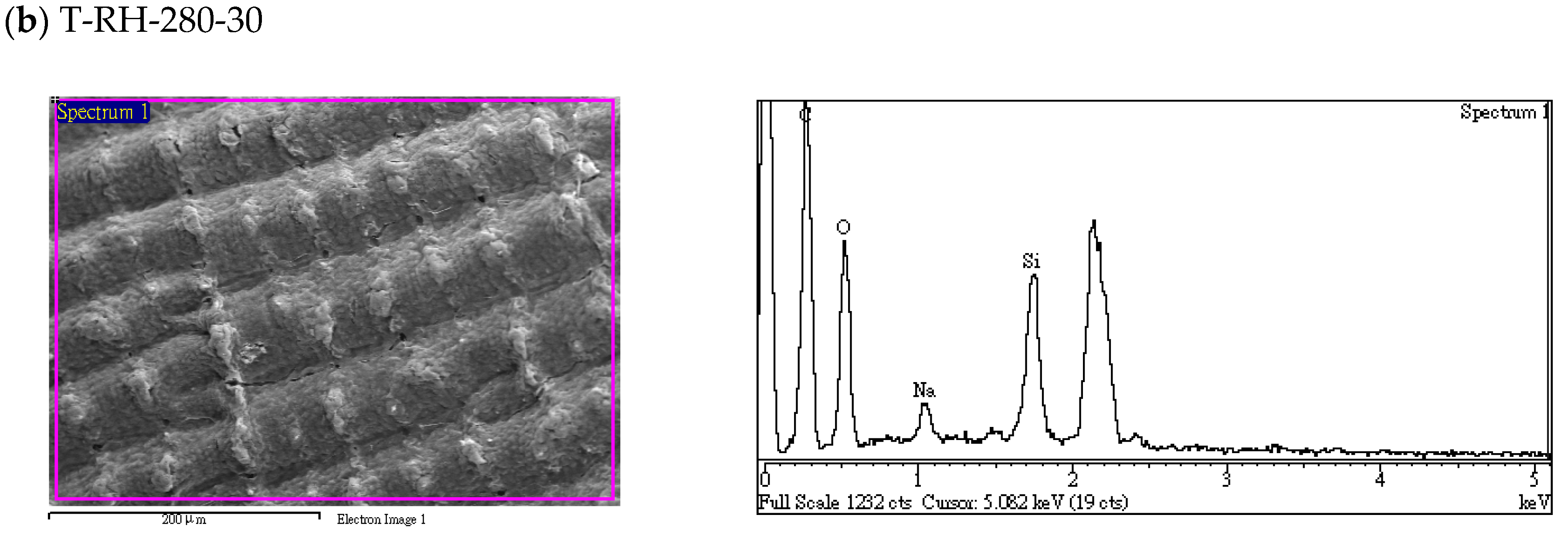
Figure 6.
FTIR spectrum of the optimal torrefied RH product (T-RH-280-30).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Mass yields and calorific values of torrefied products (T-RH) produced from pretreated rice husk (RH-25) at different torrefaction temperatures (240–360 °C) and holding times (0–90 min).
Table 1.
Mass yields and calorific values of torrefied products (T-RH) produced from pretreated rice husk (RH-25) at different torrefaction temperatures (240–360 °C) and holding times (0–90 min).
| RH-Torrefied Product a | Mass Yield (MYT-RH, -) | Calorific Value a (MJ/kg) | Enhancement Factor b (EFT-SP, -) | Energy Yield c (EYT-SP, -) |
|---|---|---|---|---|
| T-RH-240-0 d | 0.981 | 19.98 | 1.07 | 1.05 |
| T-RH-240-30 | 0.812 | 21.72 | 1.16 | 0.95 |
| T-RH-240-60 | 0.727 | 22.68 | 1.21 | 0.88 |
| T-RH-240-90 | 0.695 | 22.97 | 1.23 | 0.85 |
| T-RH-280-0 | 0.861 | 20.52 | 1.09 | 0.94 |
| T-RH-280-30 | 0.588 | 28.97 | 1.55 | 0.91 |
| T-RH-280-60 | 0.508 | 25.96 | 1.38 | 0.70 |
| T-RH-280-90 | 0.478 | 25.94 | 1.38 | 0.66 |
| T-RH-320-0 | 0.551 | 26.46 | 1.41 | 0.78 |
| T-RH-320-30 | 0.449 | 26.93 | 1.44 | 0.65 |
| T-RH-320-60 | 0.411 | 26.02 | 1.39 | 0.57 |
| T-RH-320-90 | 0.371 | 25.27 | 1.35 | 0.50 |
| T-RH-360-0 | 0.479 | 27.13 | 1.45 | 0.69 |
| T-RH-360-30 | 0.382 | 27.47 | 1.47 | 0.56 |
| T-RH-360-60 | 0.324 | 25.91 | 1.38 | 0.45 |
| T-RH-360-90 | 0.285 | 25.15 | 1.34 | 0.38 |
a Dry basis. b The data on enhancement factors were obtained by ratio of calorific value for torrefied RH products to calorific value for pretreated RH (i.e., 18.74 MJ/kg). c The data on energy yield were obtained by multiplication of the mass yield and the ratio of calorific values for torrefied RH products to the calorific value for pretreated RH (i.e., 18.74 MJ/kg). d Torrefied RH product (T-SP-240-0) produced at torrefaction temperature of 240 °C for residence time of 0 min.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Tsai, C.-H.; Shen, Y.-H.; Tsai, W.-T. Effect of Alkaline Pretreatment on the Fuel Properties of Torrefied Biomass from Rice Husk. Energies 2023, 16, 679. https://doi.org/10.3390/en16020679
AMA Style
Tsai C-H, Shen Y-H, Tsai W-T. Effect of Alkaline Pretreatment on the Fuel Properties of Torrefied Biomass from Rice Husk. Energies. 2023; 16(2):679. https://doi.org/10.3390/en16020679
Chicago/Turabian StyleTsai, Chi-Hung, Yun-Hwei Shen, and Wen-Tien Tsai. 2023. "Effect of Alkaline Pretreatment on the Fuel Properties of Torrefied Biomass from Rice Husk" Energies 16, no. 2: 679. https://doi.org/10.3390/en16020679
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.