
Microstructure and Mechanical Properties of Narrow Gap Laser-Arc Hybrid Welded 40 mm Thick Mild Steel

Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
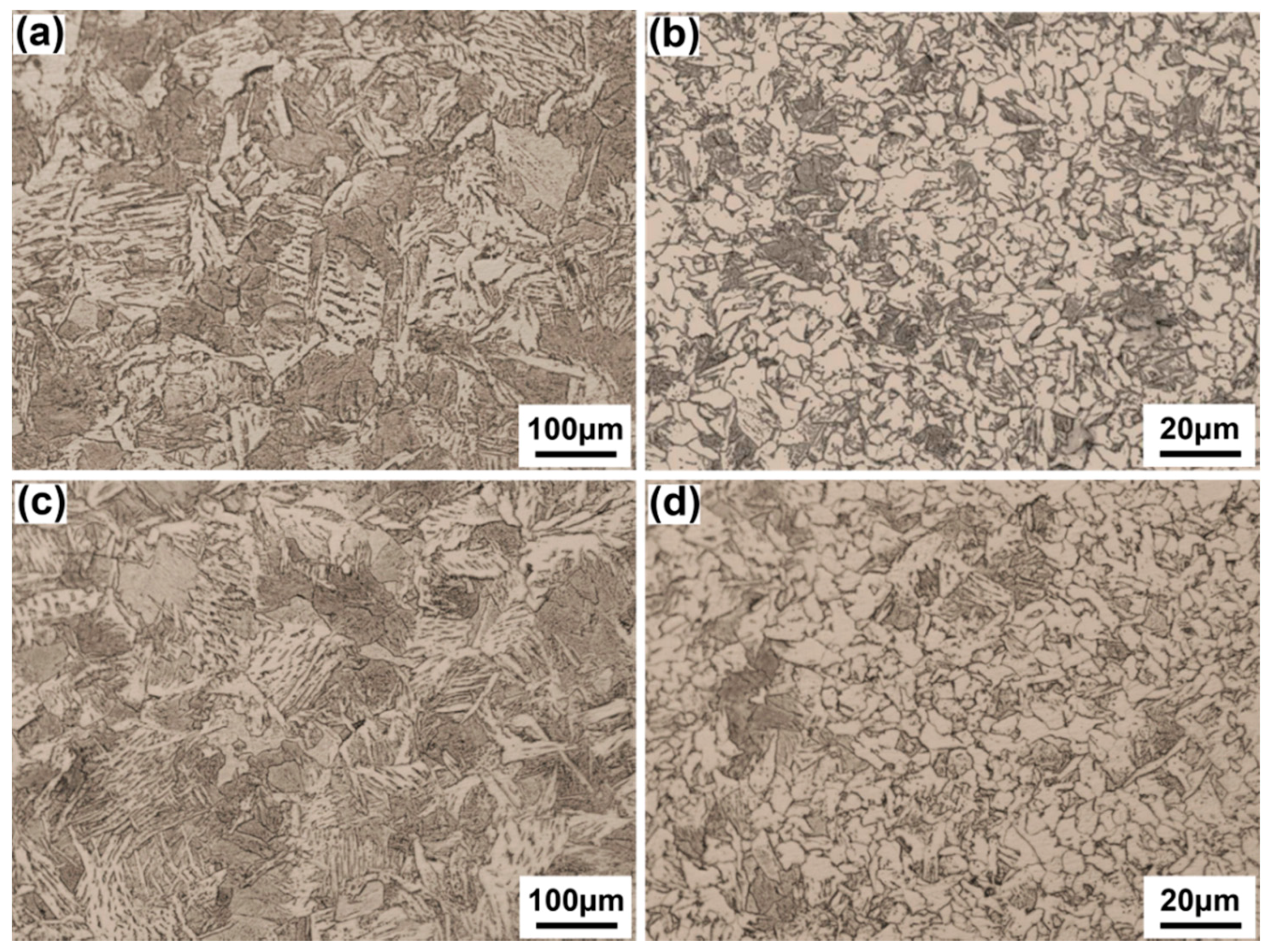
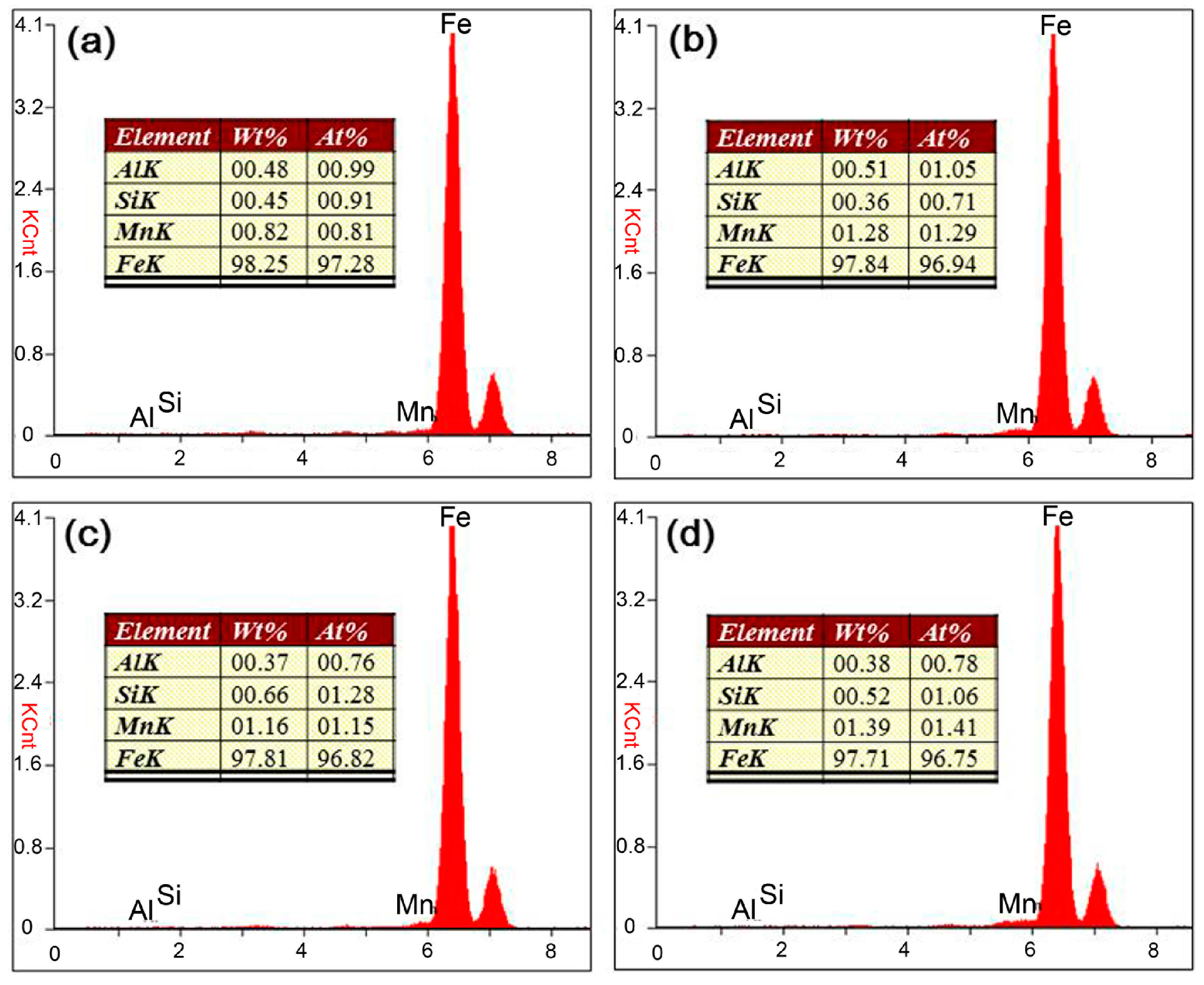
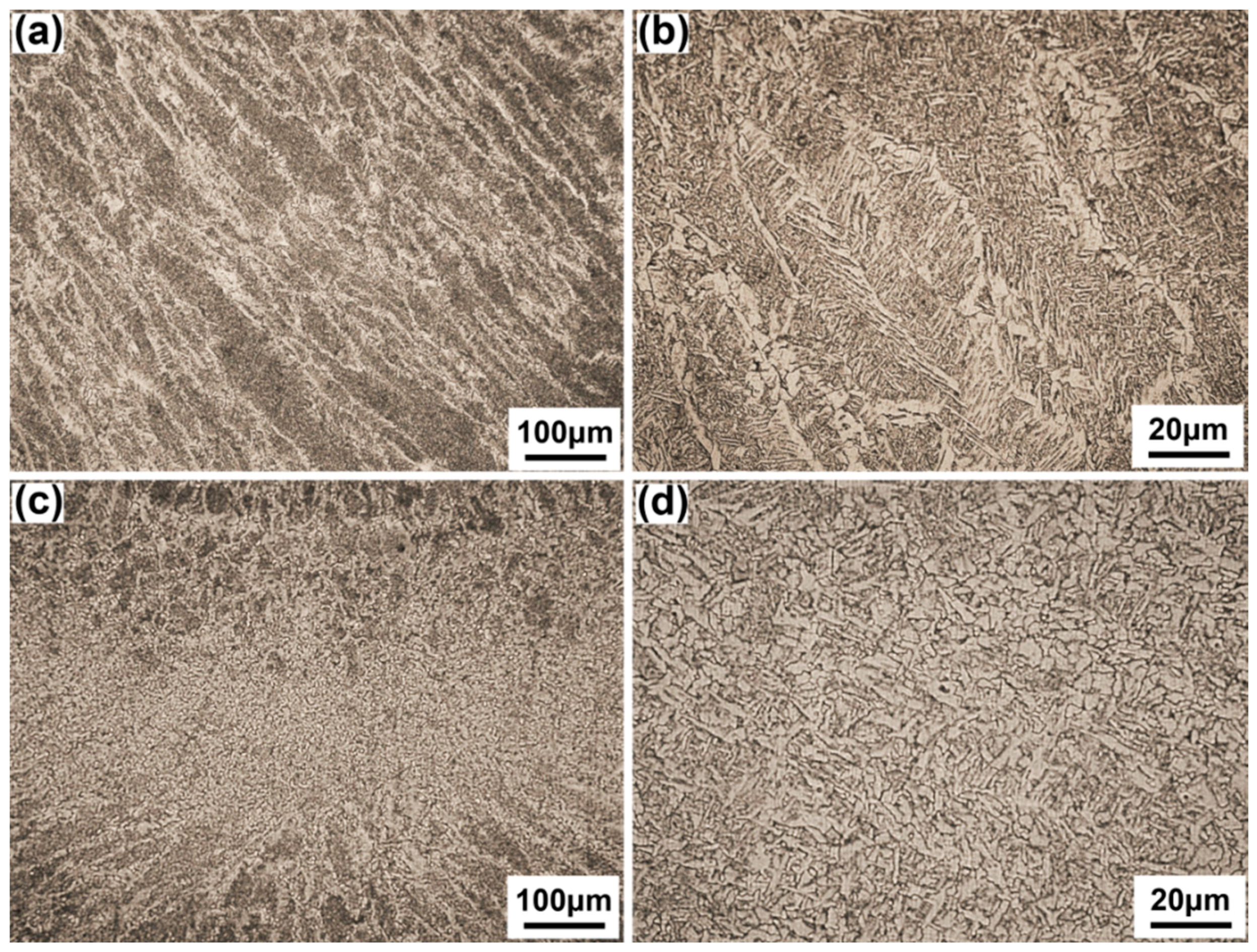
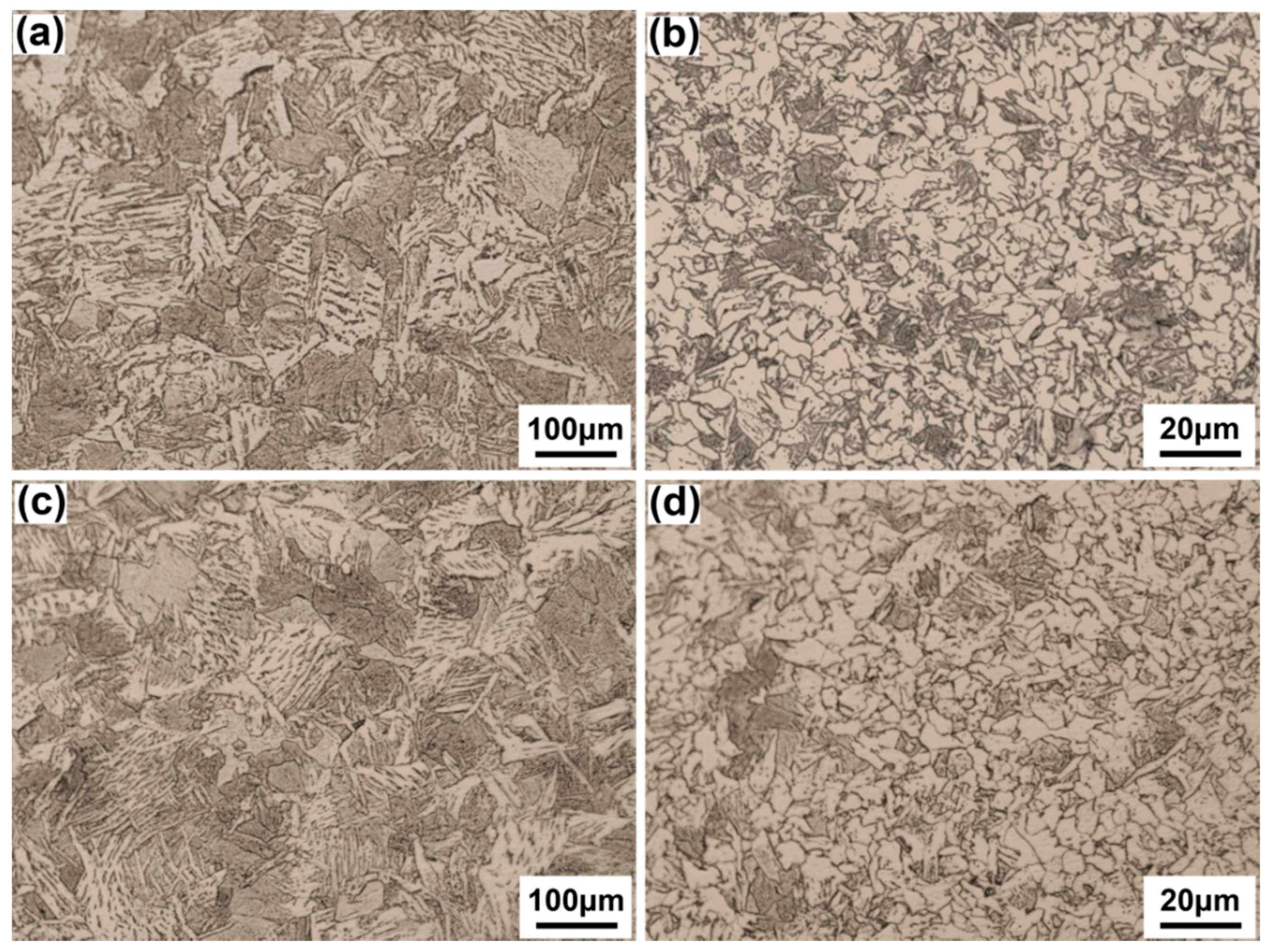
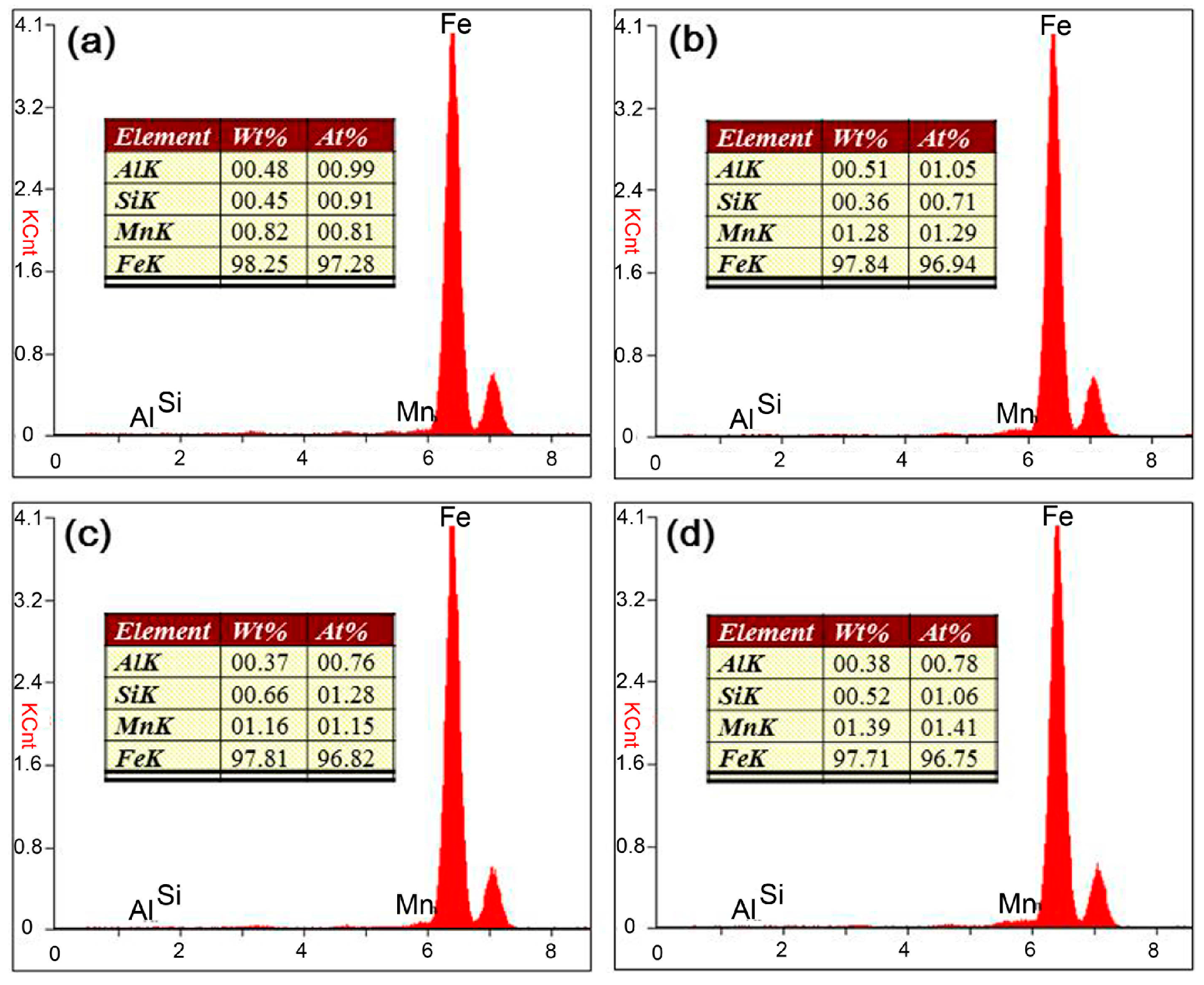
3.1. Microstructure
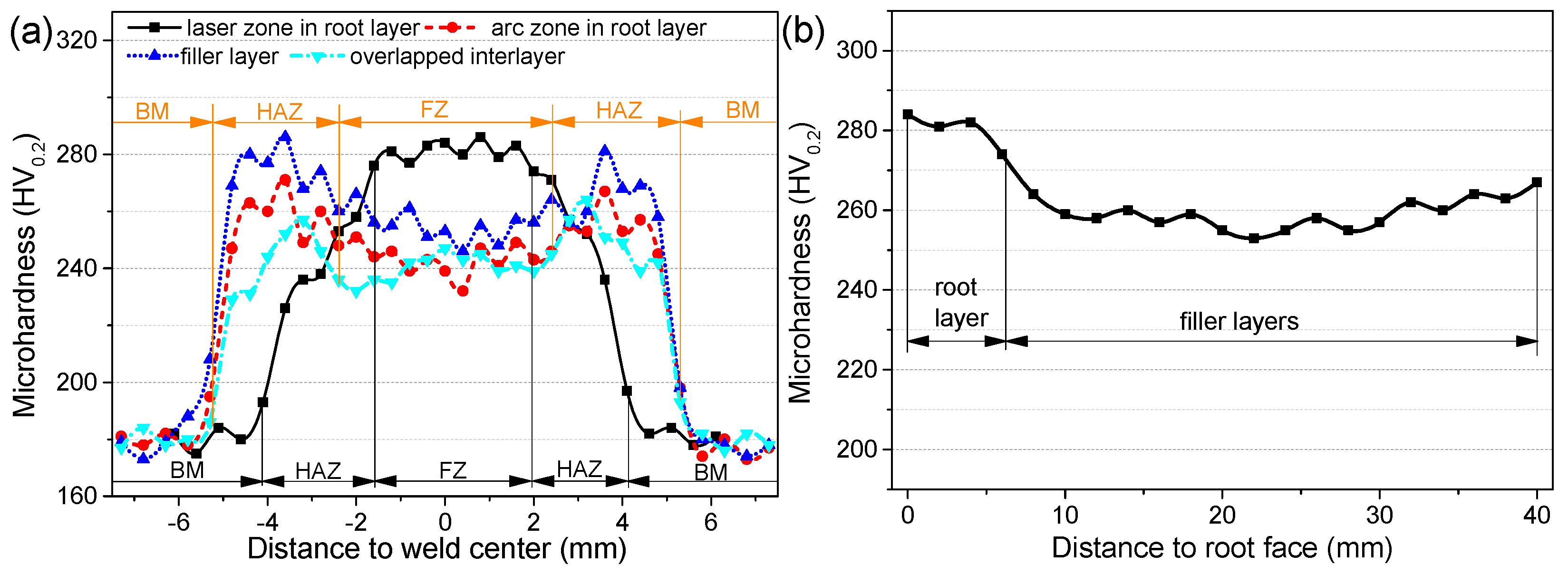
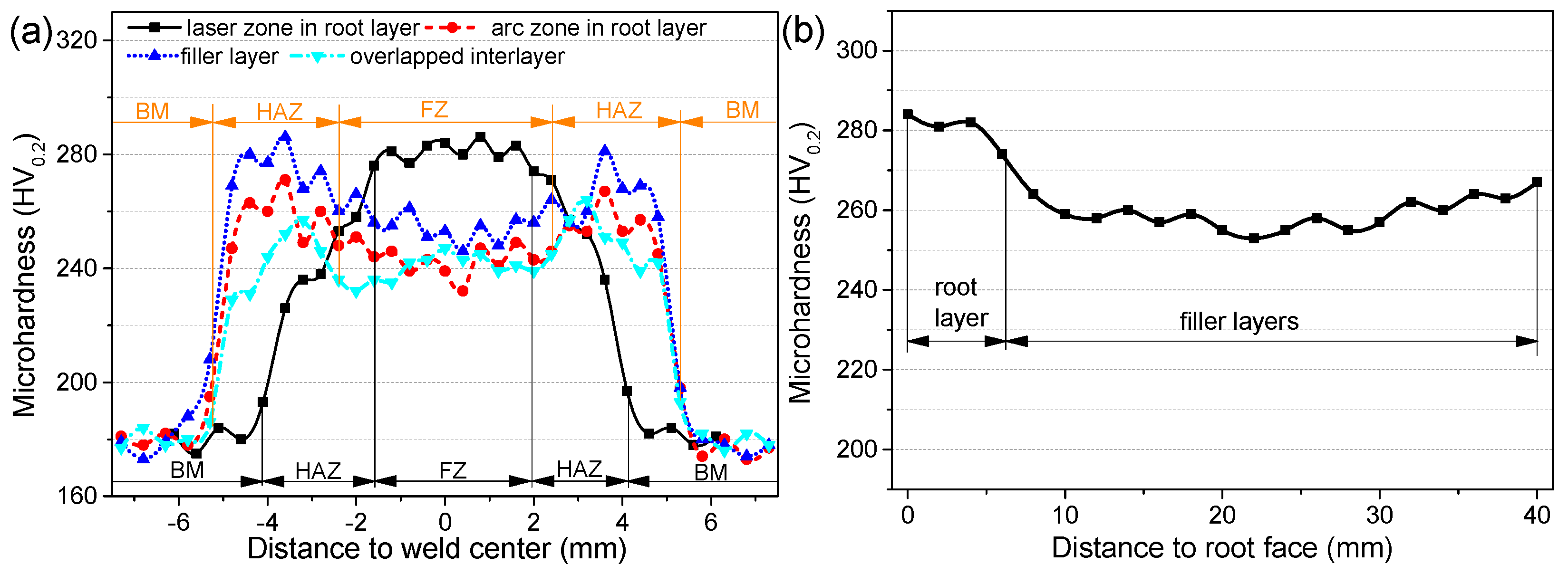
3.2. Microhardness
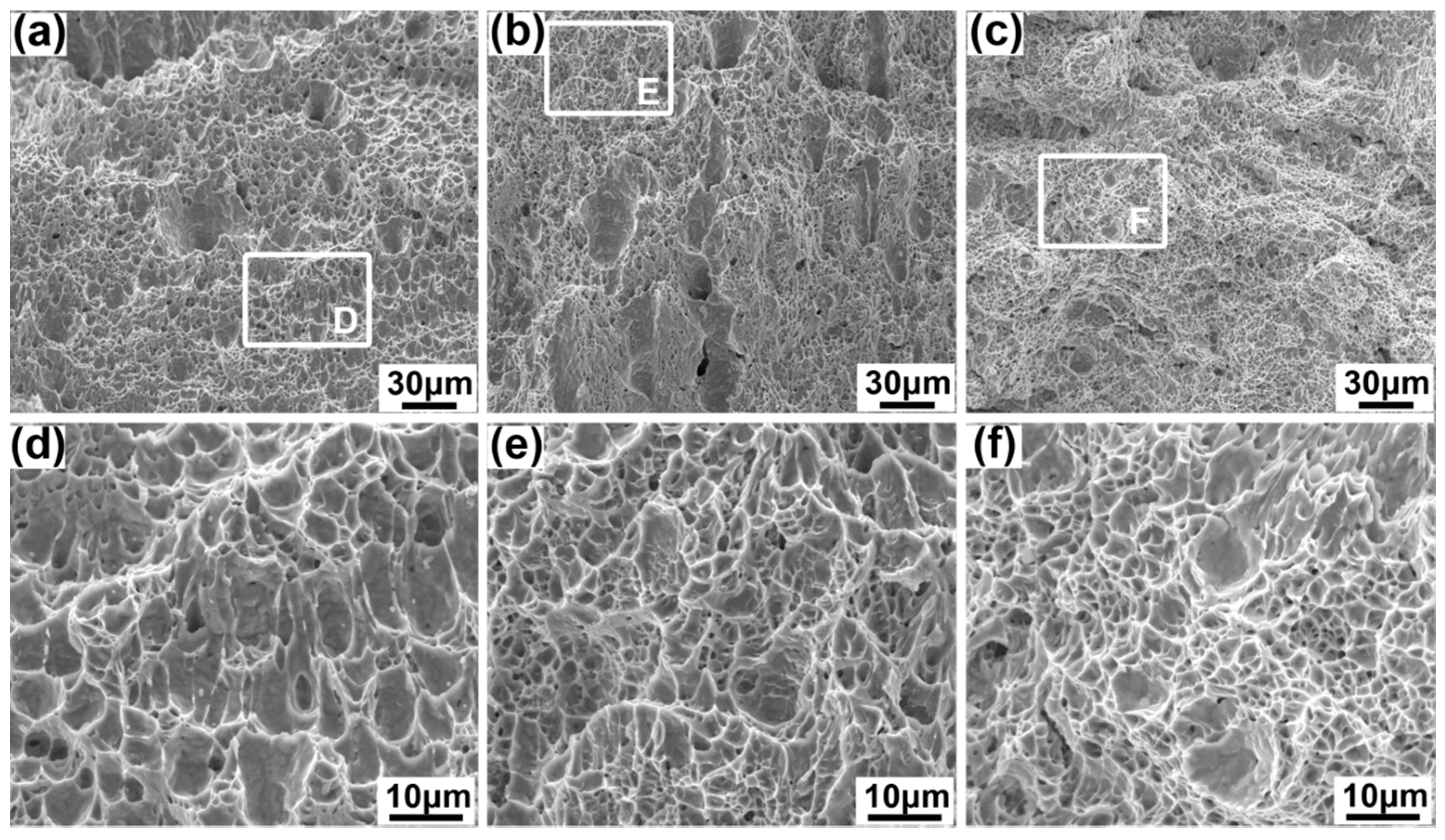
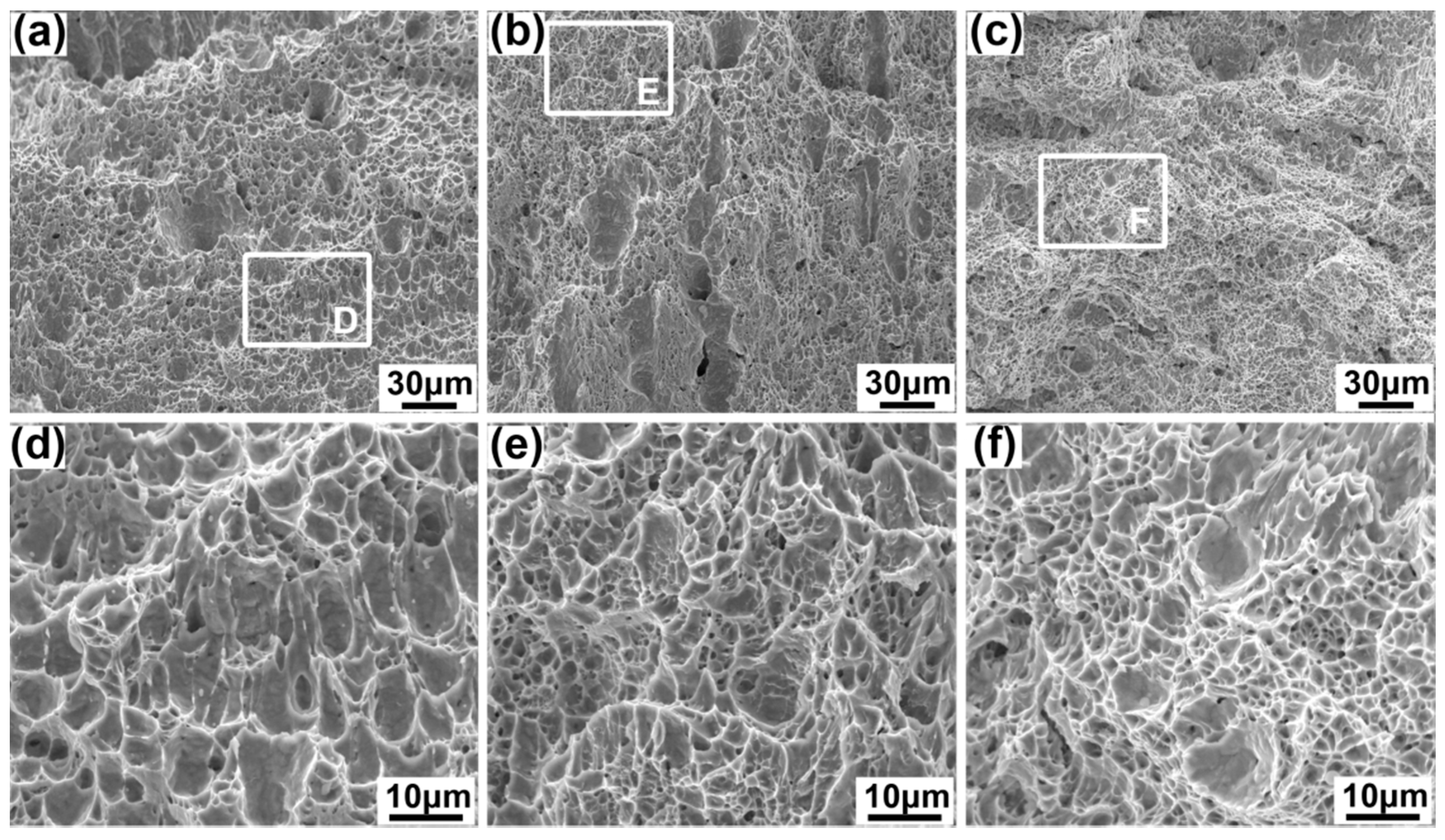
3.3. Tensile Strength and Impact Toughness
4. Conclusions
- (1)
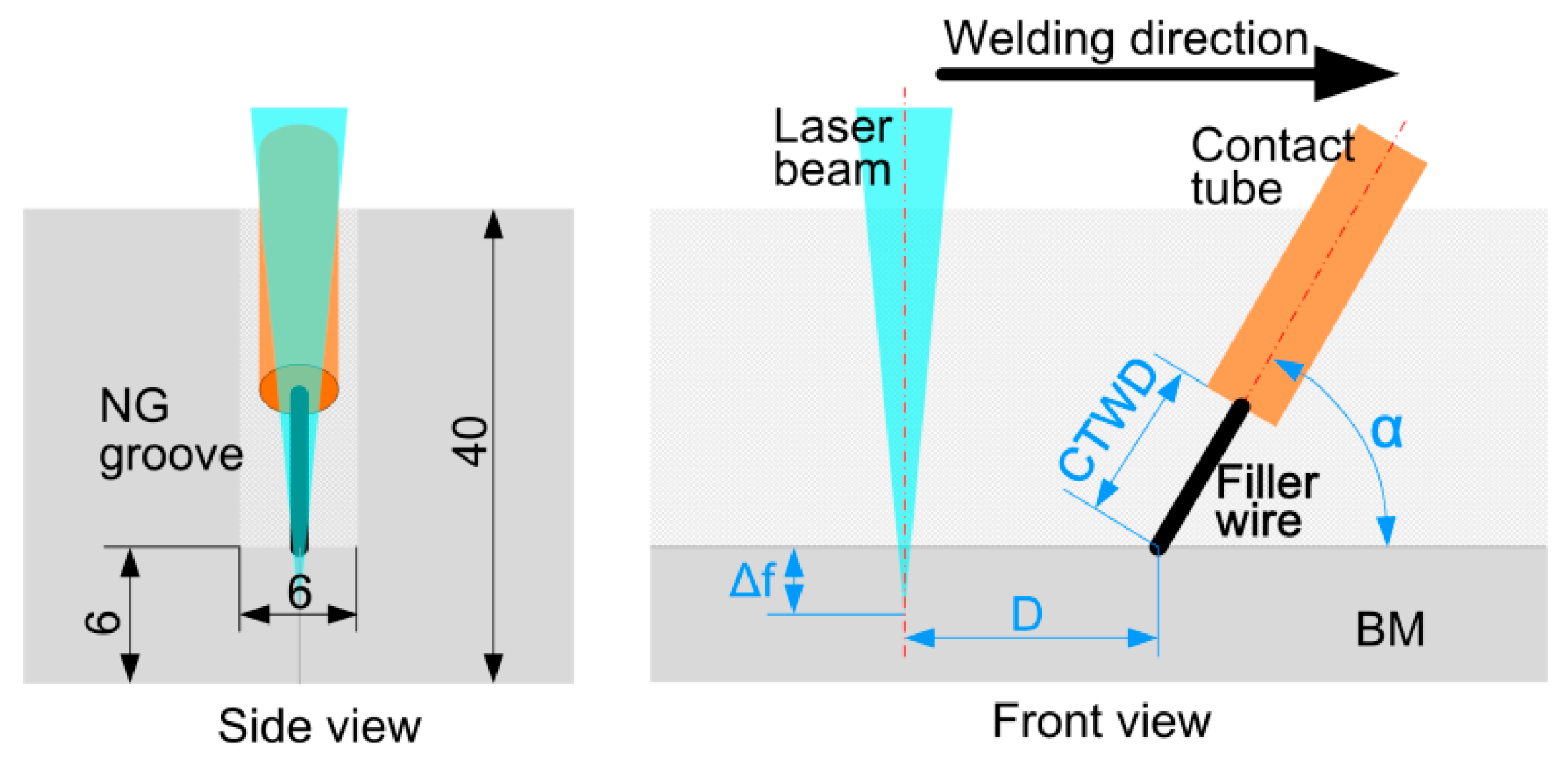
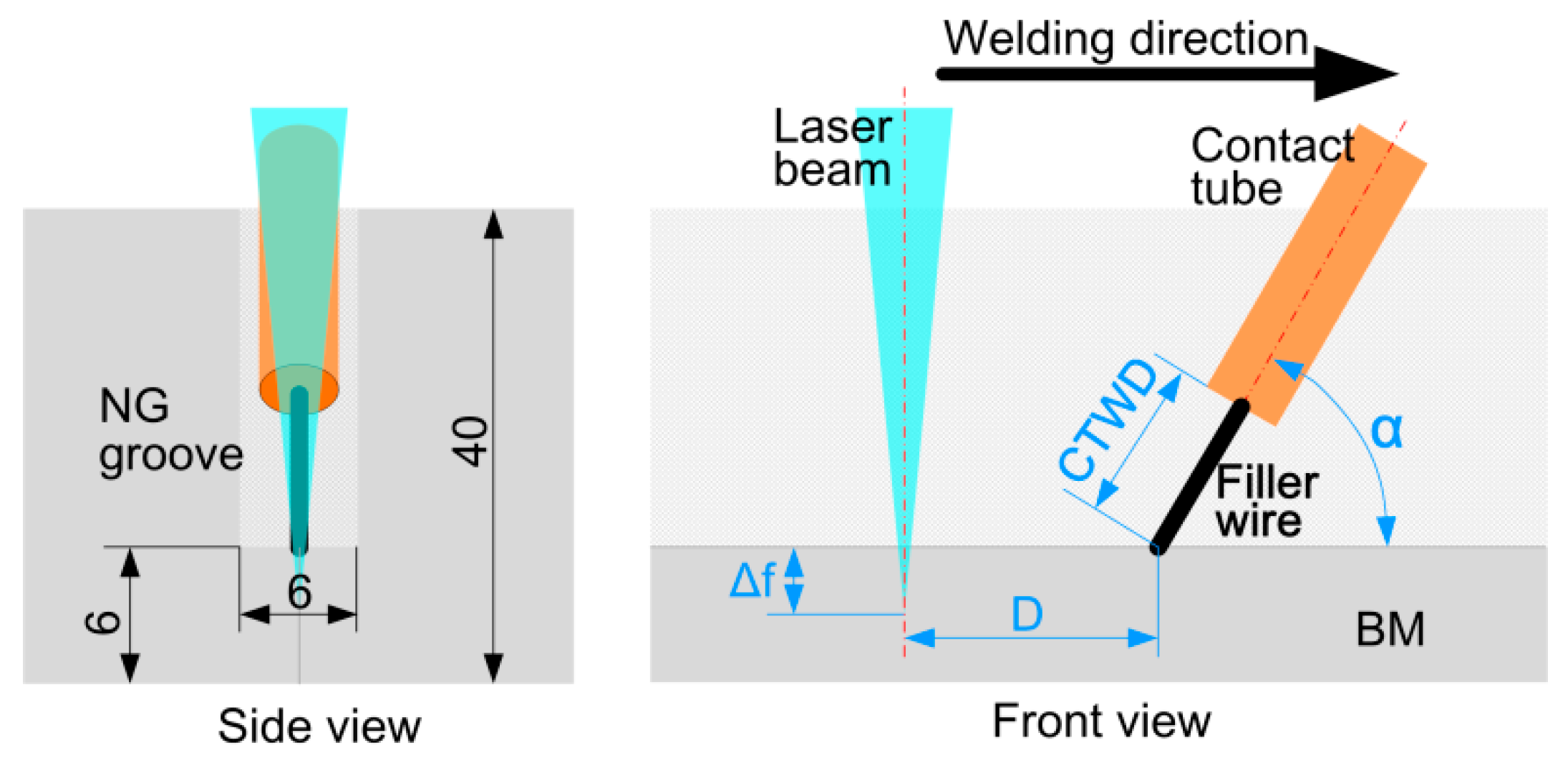
- An accepted weld of 40 mm thick mild steel was obtained by narrow gap laser-arc hybrid welding with nine passes at a 6 mm width narrow gap. The weld was with smooth layer transition and free of visible defects.
- (2)
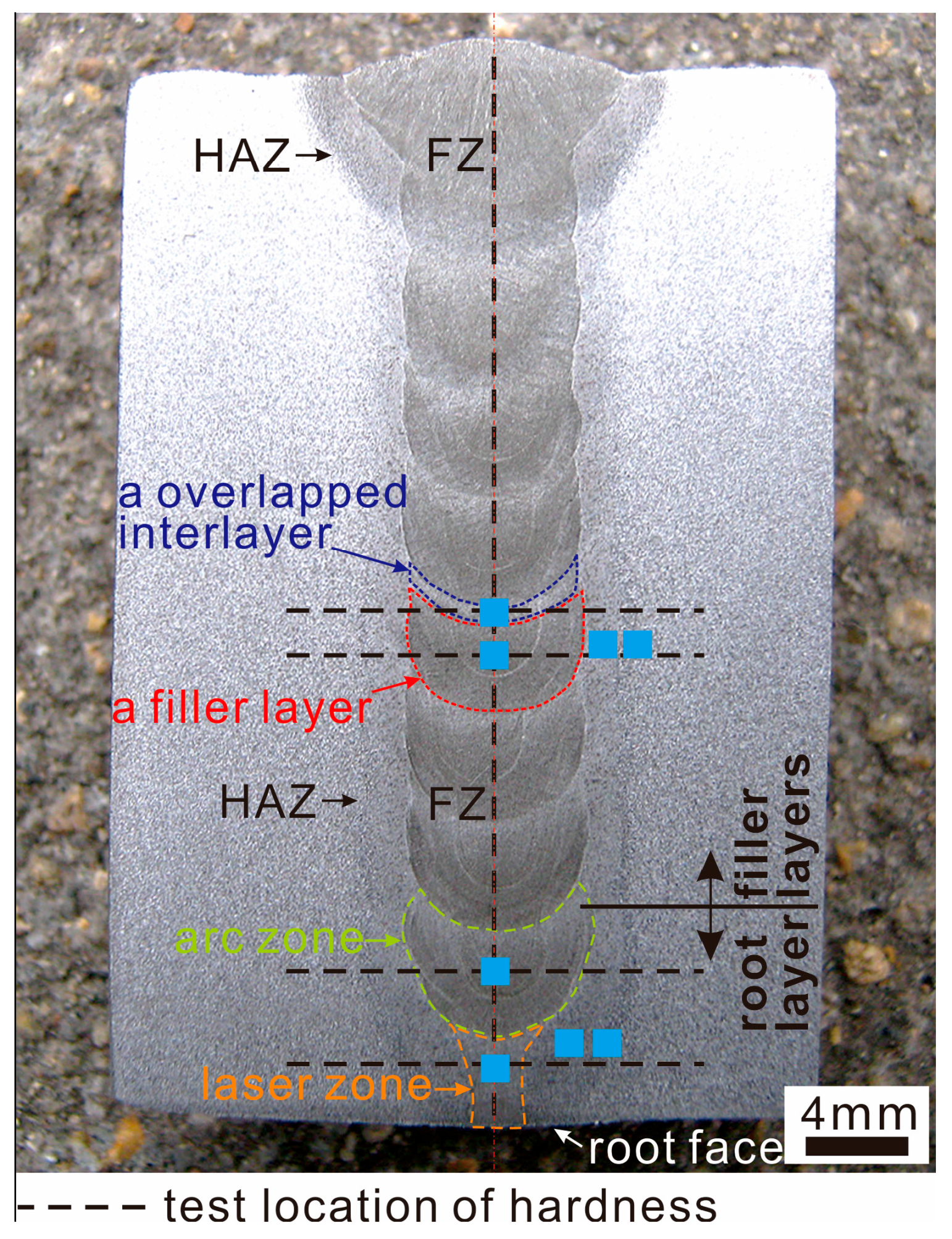
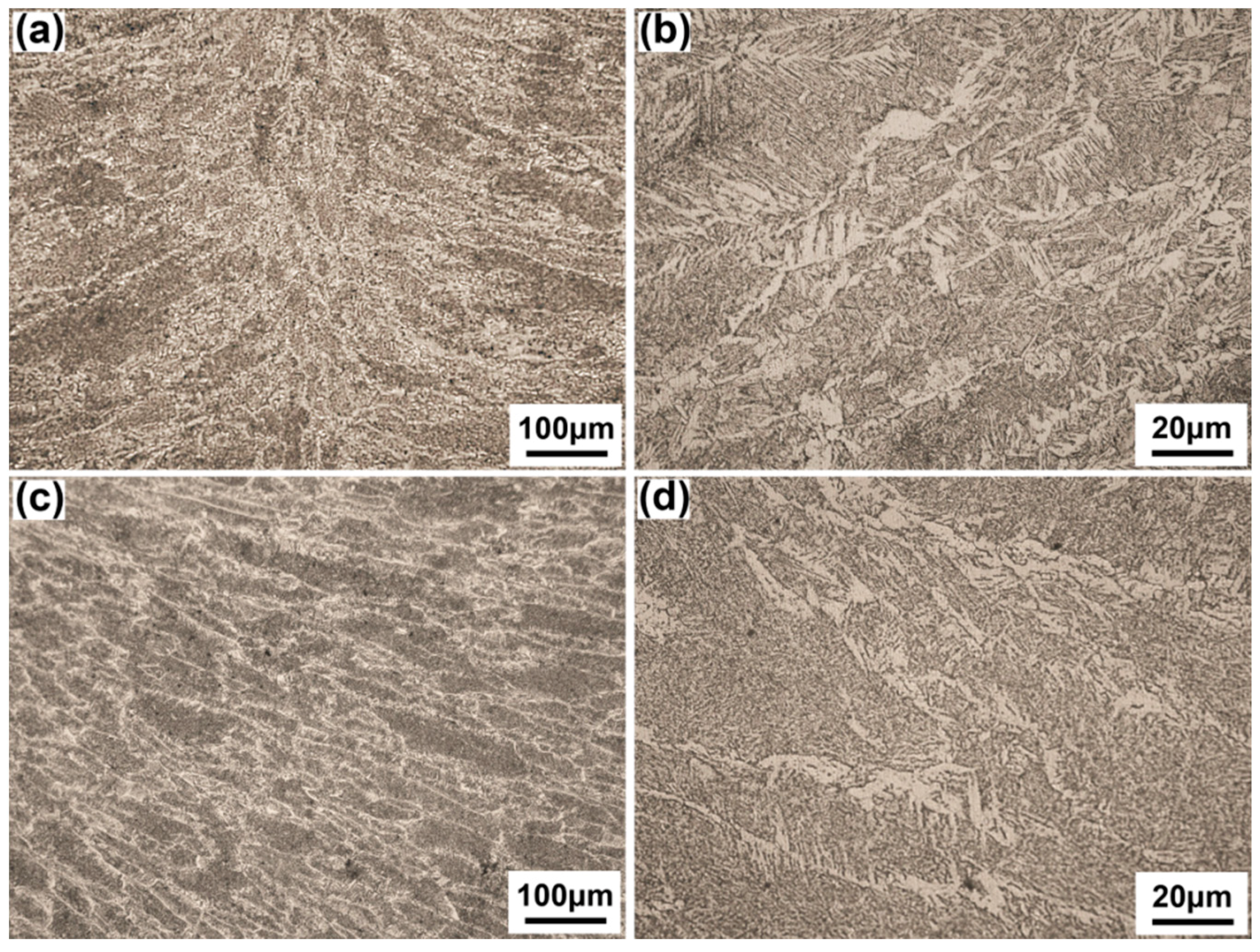
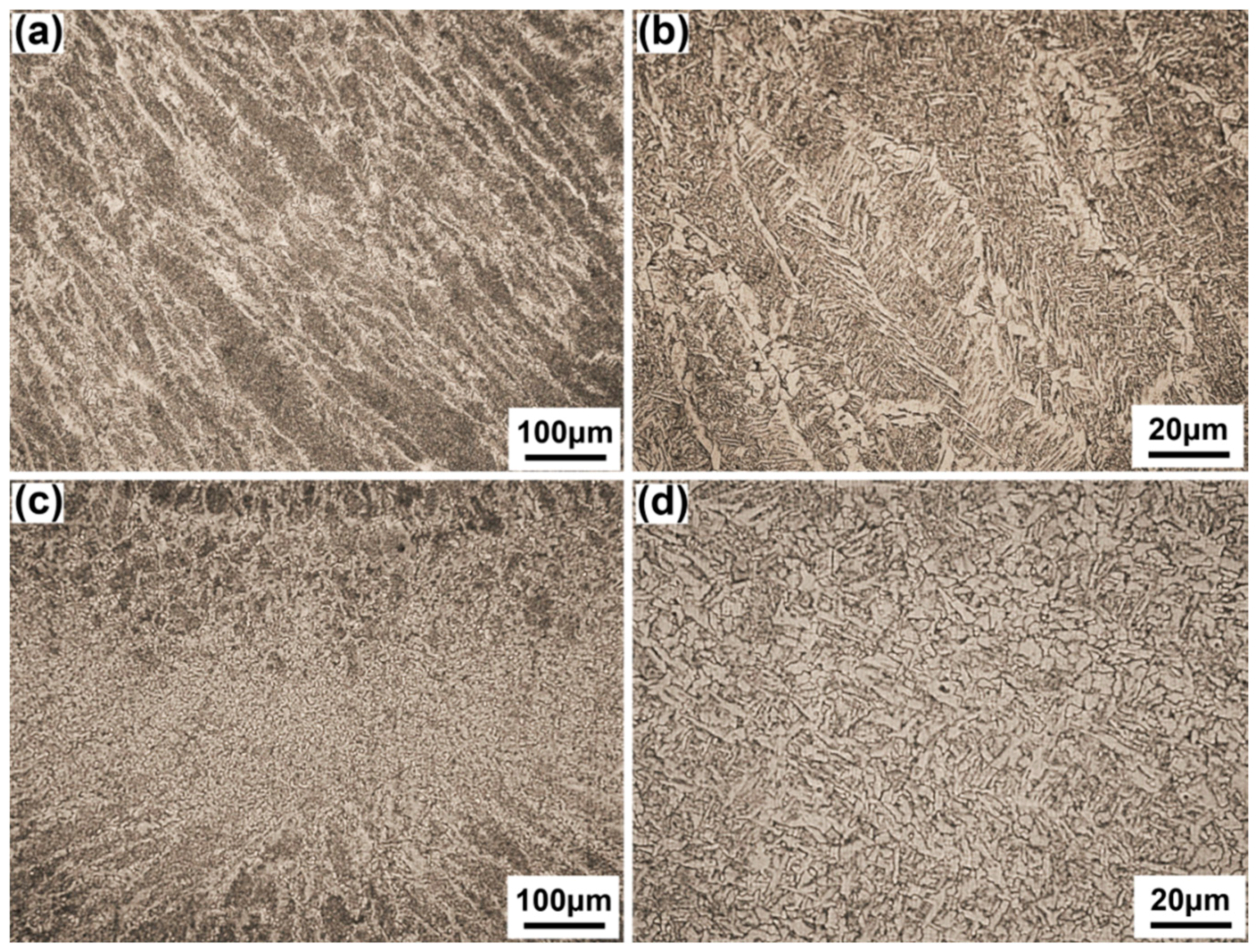
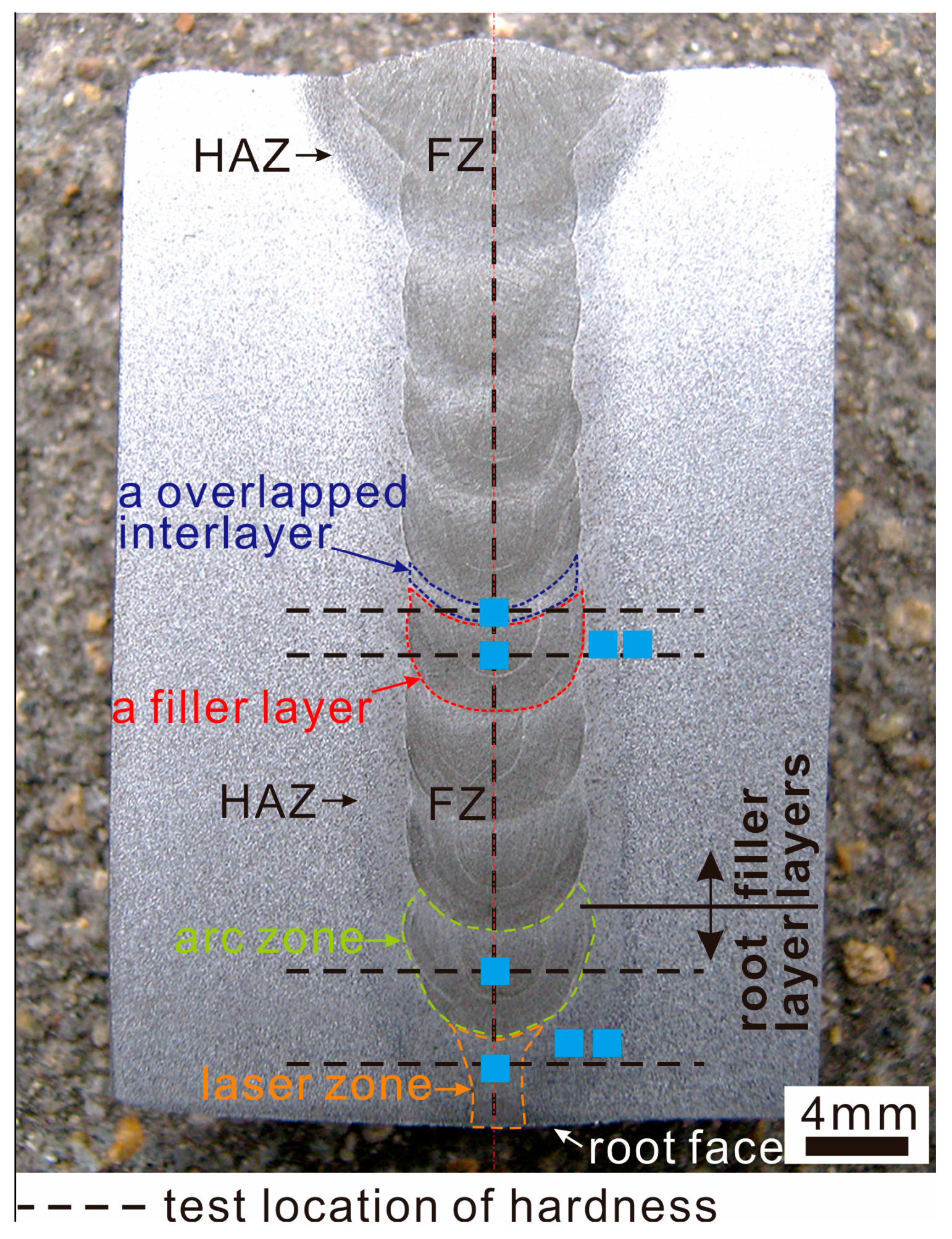
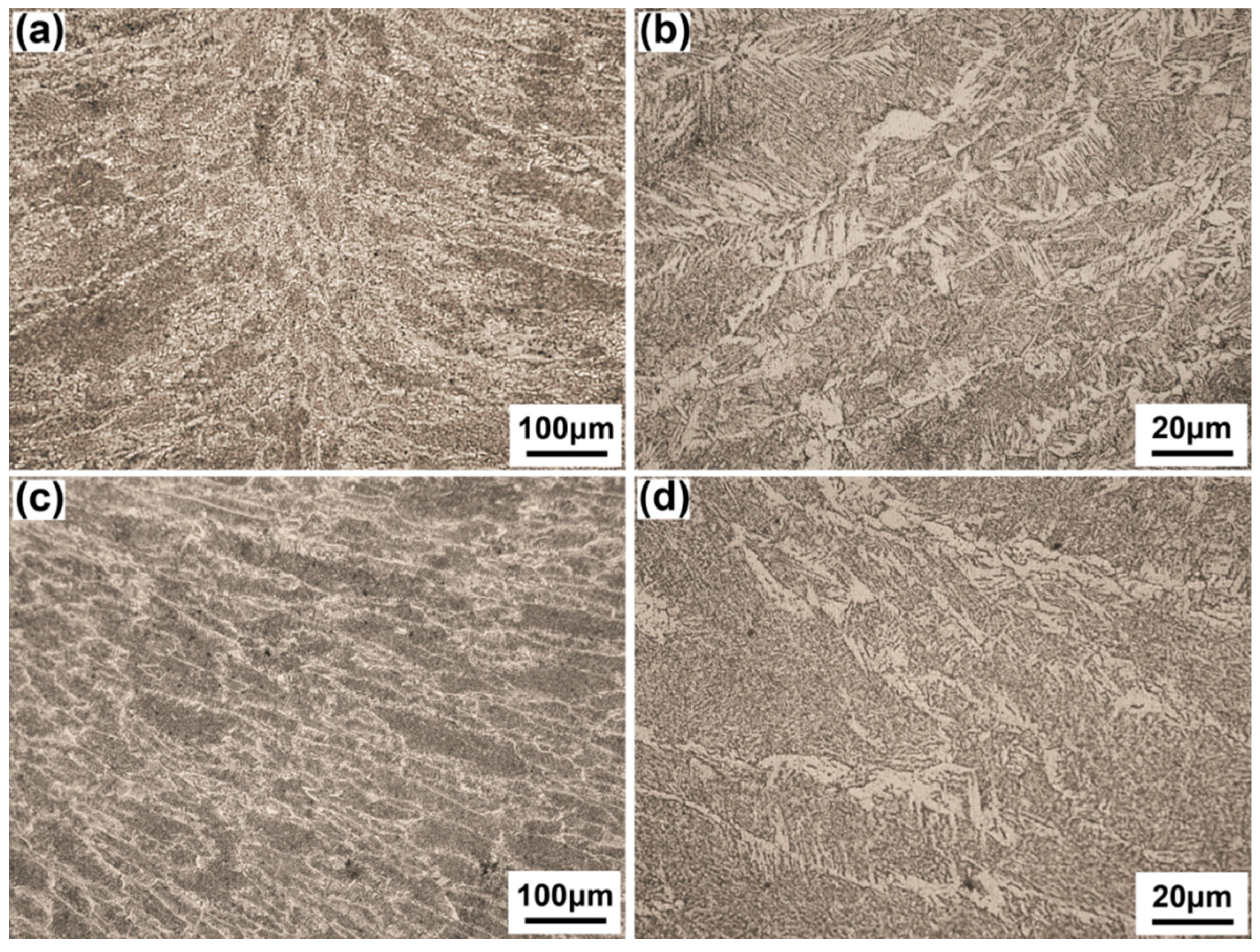
- The weld could be characterized by some typical layers with different microstructure, which are the laser zone of the root layer, the arc zone of the root layer, the filler layer, and an overlapped interlayer between filler layers. The laser zone of the root layer had the lowest content of acicular ferrite within the fusion zone (48.9%), while the arc zone of root layer had the highest content of acicular ferrite (60.3%).
- (3)
- At the laser zone of the root layer, the fusion zone had the highest microhardness, 20–40 HV0.2 higher microhardness than the fusion zone of other layers. The microhardness transition was smooth from the fusion zone to the base metal along the horizon direction of the laser zone, while an obvious hardening zone appeared in other layers because the microhardness of their fusion zone was lower than their heat affected zone. The microhardness deviation of all filler layers along weld thickness direction was no more than 15 HV0.2, indicating that no temper softening appeared during multiple heat cycles.
- (4)
- The lower part of the weld had the lowest mechanical properties because of the lowest amount of acicular ferrite, but its ultimate tensile strength and impact absorbing energy were still 49% and 60% higher than those of base metal, respectively, indicating that the weld had a good performance.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Guo, N.; Lin, S.B.; Zhang, L.; Yang, C.L. Metal transfer characteristics of rotating arc narrow gap horizontal GMAW. Sci. Technol. Weld. Join. 2009, 14, 760–764. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, J.; Fu, P.; Su, R.; Han, W.; Yang, F. A swing arc system for narrow gap GMA welding. ISIJ Int. 2012, 52, 110–114. [Google Scholar] [CrossRef]
- Yao, S.; Qian, W.; Qin, X. Narrow gap metal-inert gas welding technology. Weld. Technol. 2002, 31, 43–45. [Google Scholar]
- Chen, W.; Katsunori, I. The application of image processing in on-line detection of the narrow gap MIG/MAG welding. Trans. China Weld. Inst. 1988, 9, 247–253. [Google Scholar]
- Yamane, S.; Sharif, L.H.; Zeniya, S.; Oshima, K. Feed forward control of back bead and bead height in narrow gap robotic welding. Sci. Technol. Weld. Join. 2005, 10, 23–26. [Google Scholar] [CrossRef]
- Fan, C.; Sun, Q.; Zhao, B.; Yang, C.; Zhang, L. Stability of twin-wire narrow MIG welding. J. Mech. Eng. 2009, 45, 265–269. [Google Scholar] [CrossRef]
- Zhang, X.; Ashida, E.; Tarasawa, S. Properties of welded joint for narrow gap laser welding of austenitic stainless steels. In Proceedings of the 29th International Congress on Applications of Lasers and Electro-Optics (ICALEO), Anaheim, FL, USA, 26–30 September 2010; pp. 632–637.
- Zhang, X.; Ashida, E.; Tarasawa, S.; Anma, Y.; Okada, M.; Katayama, S.; Mizutani, M. Welding of thick stainless steel plates up to 50 mm with high brightness lasers. J. Laser Appl. 2011, 23, 022002. [Google Scholar] [CrossRef]
- Tsukamoto, T.; Kawanaka, H.; Maeda, Y. Laser narrow gap welding of thick carbon steels using high brightness laser with beam oscillation. In Proceedings of the 30th International Congress on Applications of Lasers and Electro-Optics (ICALEO), Orlando, FL, USA, 23–27 October 2011; pp. 141–146.
- Elmesalamy, A.; Li, L.; Francis, J.; Sezer, H. Understanding the process parameter interactions in multiple-pass ultra-narrow-gap laser welding of thick-sections stainless steels. Inter. J. Adv. Manuf. Technol. 2013, 68, 1–17. [Google Scholar] [CrossRef]
- Wang, B. High-Strength Steel Thick Plate Multichannel Ultra Narrow Gap CO2 Laser Welding with Filler Wire. Master’s Thesis, Shanghai Jiaotong University, Shanghai, China, December 2012. [Google Scholar]
- Sun, Z.; Salminen, A. Current status of laser welding with wire feed. Mater. Manuf. Process. 1997, 12, 759–777. [Google Scholar] [CrossRef]
- Nielsen, S.; Hansen, L.; Kristensen, J. High power laser welding of c/mn steel.—The effects of using different filler materials and plasma control gases. In Proceedings of the 5th International Conference on Welding and Melting by Electron and Laser Beams, La Baule, France, 14–18 June 1993; pp. 14–18.
- Salminen, A. The filler wire-laser beam interaction during laser welding with low alloyed steel filler wire. Mechanika 2010, 4, 67–74. [Google Scholar]
- Ribic, B.; Palmer, T.; DebRoy, T. Problems and issues in laser—Arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]
- Gook, S.; Gumenyuk, A.; Rethmeier, M. Weld seam formation and mechanical properties of girth welds performed with laser-GMA-hybrid process on pipes of grade X65. In Proceedings of the 29th International Congress on Applications of Lasers and Electro-Optics (ICALEO), Anaheim, FL, USA, 26–30 September 2010; pp. 62–69.
- Seffer, O.; Lahdo, R.; Springer, A.; Kaierle, S. Laser-GMA hybrid welding of api 5l X70 with 23 mm plate thickness using 16 kw disk laser and two GMA welding power sources. J. Laser Appl. 2014, 26, 042005. [Google Scholar] [CrossRef]
- Vollertsen, F.; Grünenwald, S. Defects and process tolerances in welding of thick plates. In Proceedings of the 27th International Congress on Applications of Lasers and Electro-Optics (ICALEO), Temecula, CA, USA, 20–23 October 2008; pp. 489–497.
- Herbert, S. Laser-hybrid welding of ships. Weld. J. 2004, 83, 39–43. [Google Scholar]
- Jokinen, T.; Karhu, M.; Kujanpää, V. Welding of thick austenitic stainless steel using Nd: Yttrium–aluminum–garnet laser with filler wire and hybrid process. J. Laser Appl. 2003, 15, 220–224. [Google Scholar] [CrossRef]
- Aubert, P.; Tavassoli, F.; Rieth, M.; Diegele, E.; Poitevin, Y. Low activation steels welding with pwht and coating for iter test blanket modules and demo. J. Nucl. Mater. 2011, 409, 156–162. [Google Scholar] [CrossRef]
- China Standards Publication. Metal—Inspection Method of Microstructure; GB/T 13298-91; China Standards Press: Beijing, China, 1992. [Google Scholar]
- International Organization for Standardization. Destructive tests on Welds in Metallic Materials—Transverse Tensile Test; ISO 4136:2012; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- International Organization for Standardization. Destructive Tests on Welds in Metallic Materials—Impact Tests—Test Specimen Location, Notch Orientation and Examination; ISO 9016:2012; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Zhang, C.; Gao, M.; Wang, D.; Yin, J.; Zeng, X. Relationship between pool characteristic and weld porosity in laser arc hybrid welding of aa6082 aluminum alloy. J. Mater. Process. Technol. 2017, 240, 217–222. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2002. [Google Scholar]
- Zacharia, T.; David, S.; Vitek, J.; Debroy, T. Heat transfer during nd: Yag pulsed laser welding and its effect on solidification structure of austenitic stainless steels. Met. Trans. A 1989, 20, 957–967. [Google Scholar] [CrossRef]
- Li, G.; Zhang, C.; Gao, M.; Zeng, X. Role of arc mode in laser-metal active gas arc hybrid welding of mild steel. Mater. Des. 2014, 61, 239–250. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Compositions (wt %) | Mechanical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Others | Fe | YS (MPa) | UTS (MPa) | EL (%) | IAE (J) | |
| BM | 0.12 | 0.15 | 0.44 | 0.015 | 0.008 | ≤0.3 | Bal. | ≥235 | 450 | 26 | 120 |
| Filling wire | 0.08 | 0.92 | 1.52 | 0.020 | 0.015 | ≤0.5 | Bal. | ≥420 | 550 | 30 | 150 |
| Parameters | Root Layer Welding | Filler Layer Welding |
|---|---|---|
| D (mm) | 3 | 3 |
| Δf (mm) | −2 | −2 |
| α (°) | 55–60 | 55–60 |
| CTWD (mm) | 10–12 | 10–12 |
| P (W) | 3000 | 800 |
| I (A) | 210 | 230 |
| U (V) | 24.1 | 24.9 |
| Vf (m·min−1) | 7.2 | 7.7 |
| PF (Hz) | 177.4 | 188.7 |
| T (s) | - | 300 |
| v (m·min−1) | 0.4 | 0.4 |
| Location | UTS | IAE | |
|---|---|---|---|
| FZ | HAZ | ||
| Whole weld | 712.5 ± 15.0 | - | - |
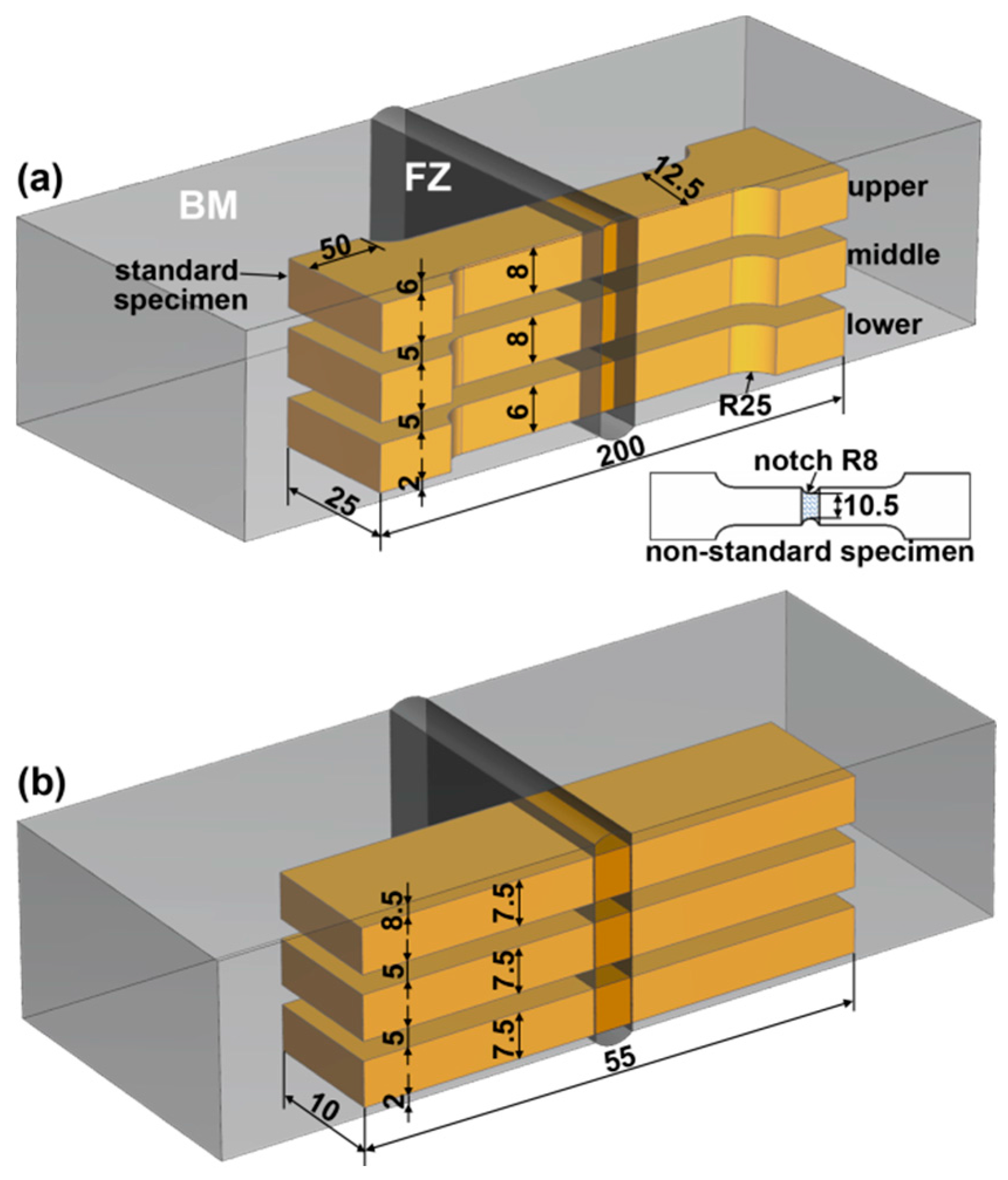
| Upper specimen | 697.6 ± 14.6 | 208.3 ± 12.3 | 181.7 ± 10.7 |
| Middle specimen | 695.3 ± 14.6 | 205.7 ± 12.1 | 179.0 ± 10.6 |
| Lower specimen | 671.4 ± 14.1 | 192.3 ± 11.3 | 158.3 ± 9.3 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Li, G.; Gao, M.; Zeng, X. Microstructure and Mechanical Properties of Narrow Gap Laser-Arc Hybrid Welded 40 mm Thick Mild Steel. Materials 2017, 10, 106. https://doi.org/10.3390/ma10020106
Zhang C, Li G, Gao M, Zeng X. Microstructure and Mechanical Properties of Narrow Gap Laser-Arc Hybrid Welded 40 mm Thick Mild Steel. Materials. 2017; 10(2):106. https://doi.org/10.3390/ma10020106
Chicago/Turabian StyleZhang, Chen, Geng Li, Ming Gao, and XiaoYan Zeng. 2017. "Microstructure and Mechanical Properties of Narrow Gap Laser-Arc Hybrid Welded 40 mm Thick Mild Steel" Materials 10, no. 2: 106. https://doi.org/10.3390/ma10020106