1. Introduction
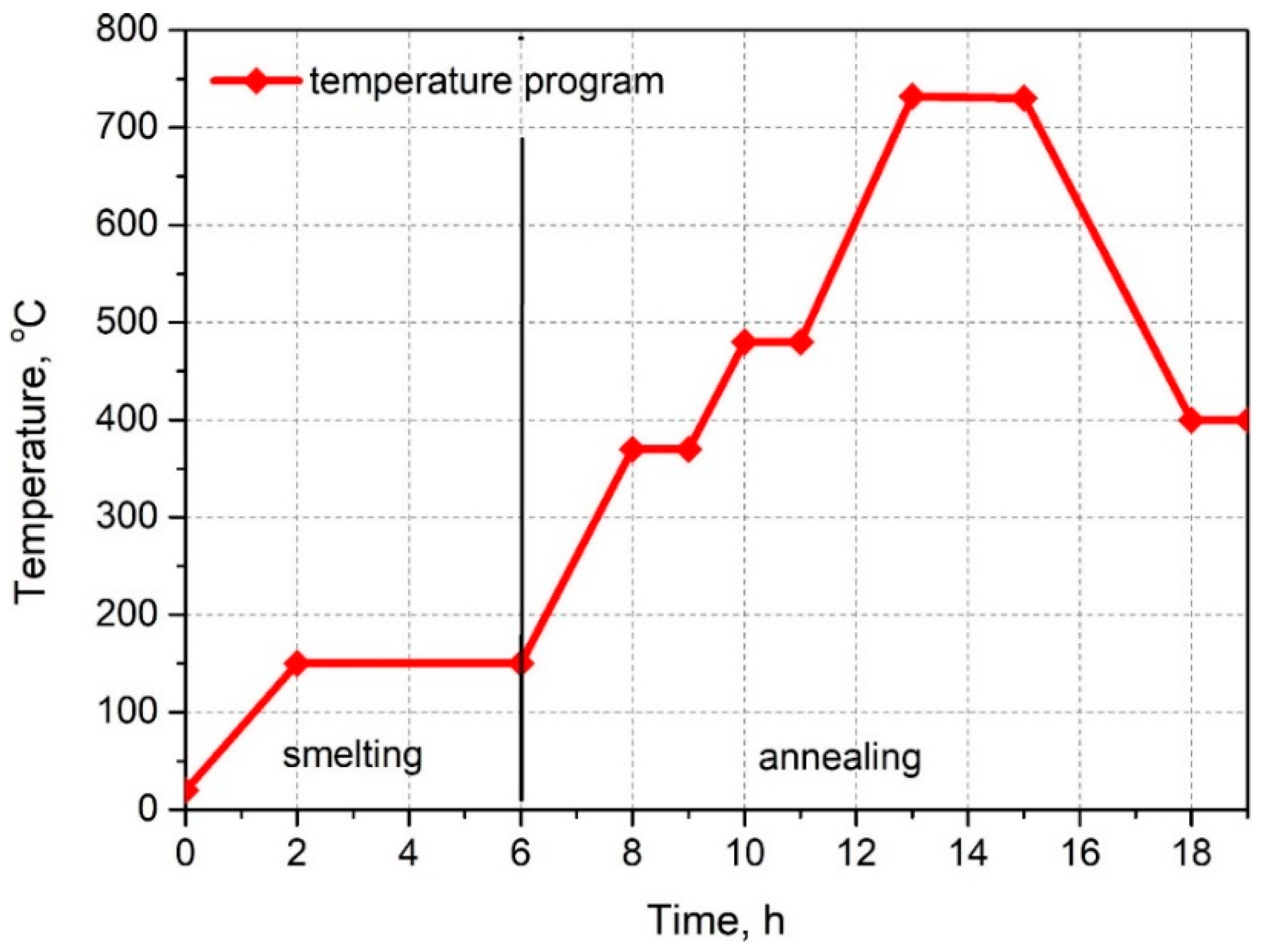
The production of castings by the method of lost-wax models consists of creating around the model, usually a ceramic mold, and then removing wax by smelting. The next stage is the process of pouring the finished mold with liquid metal and cleaning the resulting casting [
1,
2,
3,
4]. In the industry, for the described technology, there is a large variety of model masses, which are mostly waxes [
5,
6,
7,
8,
9,
10].
Wax, as the material used for the production of castings, has been known for millennia, and the type of wax used has depended primarily on the availability of the raw material and material cast [
11,
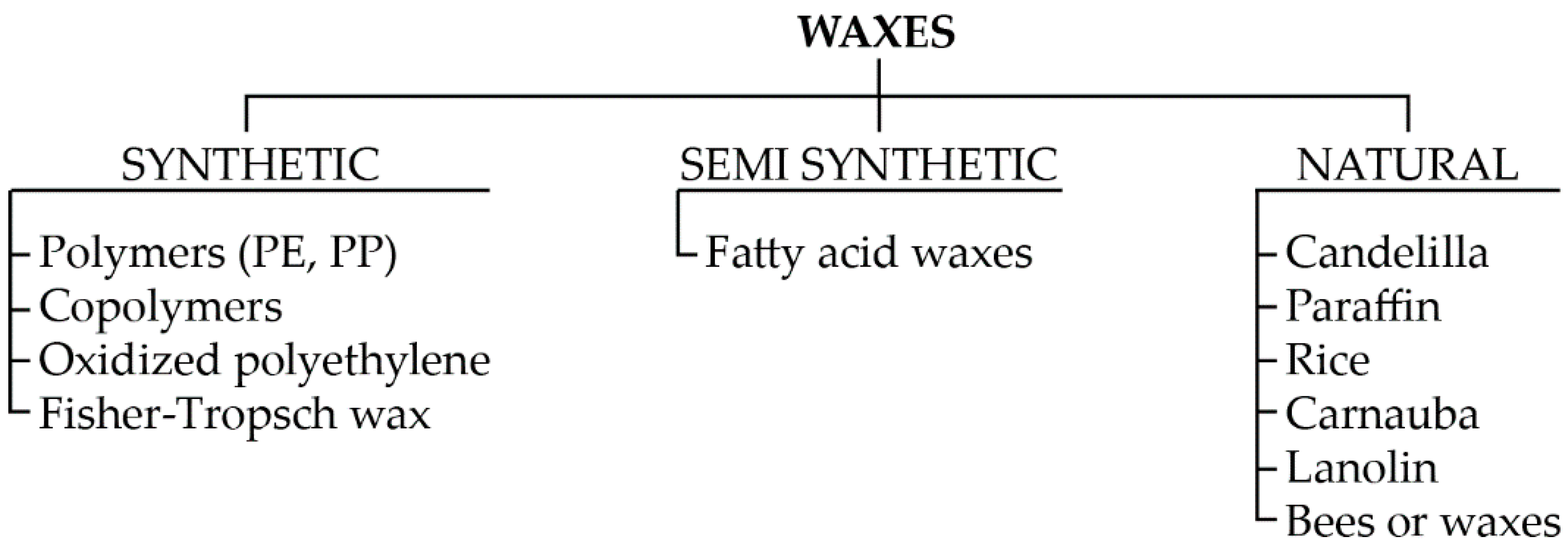
12]. There are many known divisions of waxes, as systematized in
Figure 1. In addition, Wolff [
11] divided waxes into natural waxes and waxes derived from petroleum waxes, and Marszałek et al. [
12] divided waxes into natural and synthetic waxes.
Chakravorty et al. [
13] proposed the division of waxes into three groups: natural waxes (waxes from bees, candelilla, carnauba, rice, cane), hydrocarbon waxes (ozocerite, ceresin, paraffine), and synthetic waxes (resins, amide, castor wax), as well as unfilled waxes and filled waxes, which, despite being non-Newtonian liquids [
14], usually show similar behavior.
Currently, waxes are used in the foundry industry due to the increasing demands on finished products and the technological process. The creation of wax blends is designed to eliminate or maximally reduce the occurrence of detrimental phenomena, such as uncontrolled contraction or low strength. Wax mixtures, when manufacturing detailed precision castings, are virtually single use. After melting the wax from the ceramic mold, it can only be used to make less-detailed parts of the model, e.g., for the construction of fillers. However, it cannot be used again for the production of the model mass because there is a danger that it contains particles of foreign materials or ceramic mass. This may lead to unevenness on the surface of the model or to other surface defects, which can cause shortcomings [
4,
10,
15,
16,
17,
18,
19].
Appropriate selection of individual components of the mixture is directly related to the course of the model formation process—the behavior of wax both in liquid and solid state. Depending on the expected effect, such blends usually consist of waxes, resins, plastics, and additives such as fillers or plasticizers [
16]. Furthermore, there is a different division of the components of wax blends into straight or unfilled molding compounds, filled waxes, emulsified fillers, adhesive waxes for the assembly of wax patterns, and patching and repair waxes, as well as mercury pattern compounds and ice pattern compounds [
17]. As it follows from the above, modern waxes are complex blends of many components that have a direct impact on the formation of the foundry model. Therefore, the development and application of the right mixture and the appropriate selection of individual parameters of the wax model formation process should form the basis for the correct execution of castings using the smelted model method.
There have been many publications in recent years on the subject of properties and waxes processing used in the foundry models [
18,
19,
20,
21,
22,
23]. One researcher who noted a lack of repeatability of the properties of waxes used in the foundry models was Okhuysen et al. [
18]. By using computer prototyping to predict the dimensions of wax models, he found that wax shrinkage represented the largest share in the overall change in dimensions (comparing the finished cast to the wax model) [
18]. Gebelin and Joly [
19] showed that the accuracy of the wax model has a direct impact on the accuracy of the final casting. Bonilla et al. [
20] and Singh et al. [
21] independently researched the impact of the technological process (wax injection molding) on the dimensional and surface precision of the wax model. It has been proven that the dimensions of the final wax model are significantly influenced by the process parameters [
20,
21]. Others who researched the dimensional stability of waxes based on the parameters of the injection process were Rezavand et al. [
22]. They chose the injection temperature and holding time as various processing parameters and concluded that the final dimensions of the wax pattern are affected by the type of wax, the geometry of the part, and process parameters. In contrast, Horacek et al. [
23] showed the impact of the mutual relationship of injection parameters, such as injection temperature, die temperature, injection force, and holding time, on the final dimensions of the wax model.
The wax models (created from wax blends) are characterized with several essential, from a technological point of view, properties, such as dimensional accuracy, hardness, elasticity, wettability of the first coat, and surface smoothness [
11,
12,
13,
24]. Furthermore, Chakravorty at al. [
13] also pointed to some disadvantages of wax models, i.e., core break, bowing, wall displacement, flow lines (hot and cold), non-fill (misrun), air entrapment, sinkage (cavitation), poor surface finish, sticking, distortion (due to residual stress and its relief) [
25,
26]. By properly selecting the components of the wax mixture, the occurrence of individual wax model defects may be reduced. A crucial aspect is to create a mixture whose individual components, while minimizing the occurrence of the selected defect, do not intensify the appearance of another. In addition, such blends should have a price that is acceptable for large-scale production realized in industrial conditions.
Fillers are playing an increasingly important role with the main task to modify the properties of the original blends. The addition of a filler may improve tensile or compressive strength, thermal and dimensional stability, hardness, density, surface quality, chemical resistance, and dielectric strength, or reduce the shrinkage of the material of the model, its abrasion, resistance to thermal shock, absorption, and degree of wear [
13,
15,
17,
27].
Organic fillers are among the most popular because, after burning, they leave a minimal amount of easy-to-remove ash. They have a low molecular structure, thanks to which they do not adversely affect the surface quality, and due to a similar specific weight since waxes ensure minimal phase separation during heating [
9]. Examples of both inorganic and organic fillers used to create blends are polystyrene, organic acids, urea, bisphenol A-based materials, isophthalic acids, cross-linked polystyrene, silica, natural resins, soybean flour, wood flour, glass, clay, calcium carbonate, talc, graphene oxide, limestone, synthetic polymers, and bentonite [
11,
15,
16,
24,
27,
28].
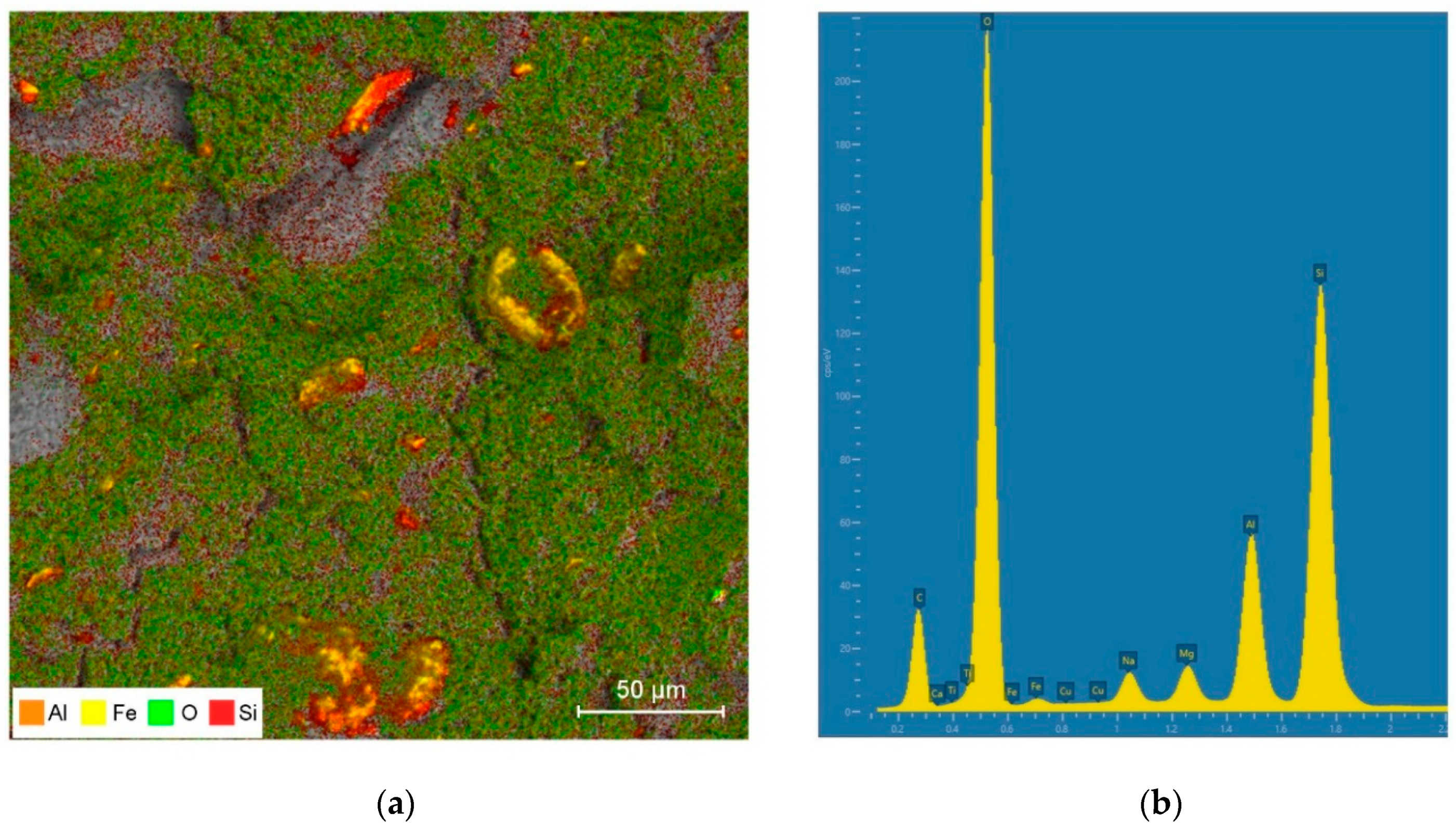
Bentonite belongs to the group of inorganic fillers. It is a sedimentary clay rock, consisting mainly of montmorillonite (at least 75%) and a large number of minerals. It is used as a cleansing and decolorizing agent, support material (e.g., for the production of molding sand, drilling mud, and sewer drainage systems), and is also used in pharmacology. There are two types of bentonite: bentonite Wyoming (Na-bentonite) and meta bentonite (Ca-bentonite). The main properties of bentonite include high absorption, gelation, water dispersion, and ion exchange, especially by calcium (Ca) and magnesium (Mg) ions [
15,
27,
29].
Bentonite is also often applied as a filler for both thermoplastic, thermoset polymer composites, and elastomers [
30,
31,
32,
33,
34,
35,
36]. Since bentonite is hydrophilic, it is often not compatible with most polymers and can be chemically modified to render its surface to be more hydrophobic [
33,
35]. Additionally, chemical modification of bentonite becomes necessary to increase the polarity of the polymer matrix by grafting polar groups [
36]. The improvement of the interfacial bonding between the hydrophilic fillers and the hydrophobic polypropylene matrix has also been an essential issue in the research field because the interfacial adhesion between the filler and polypropylene plays an important role in determining the properties of composites.
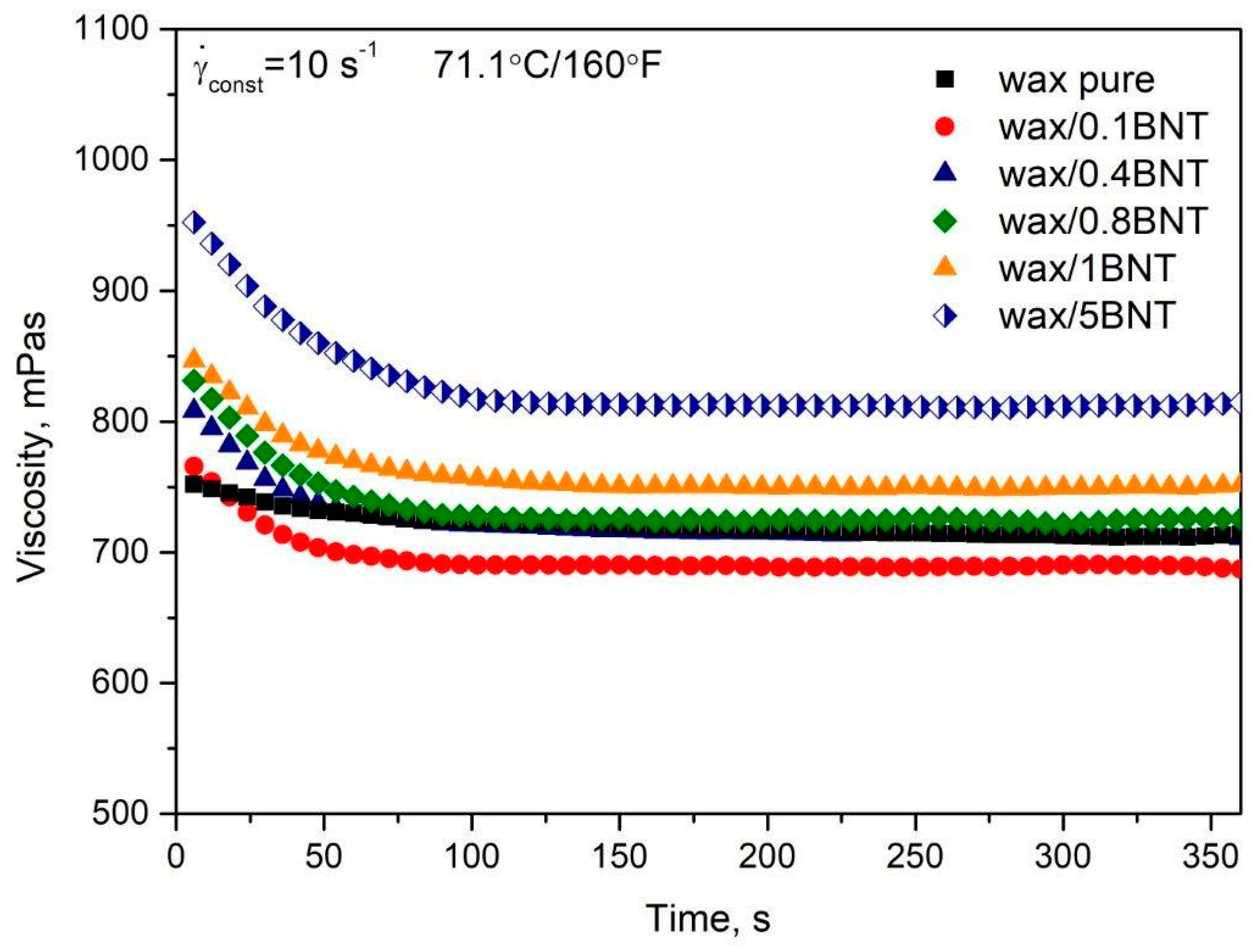
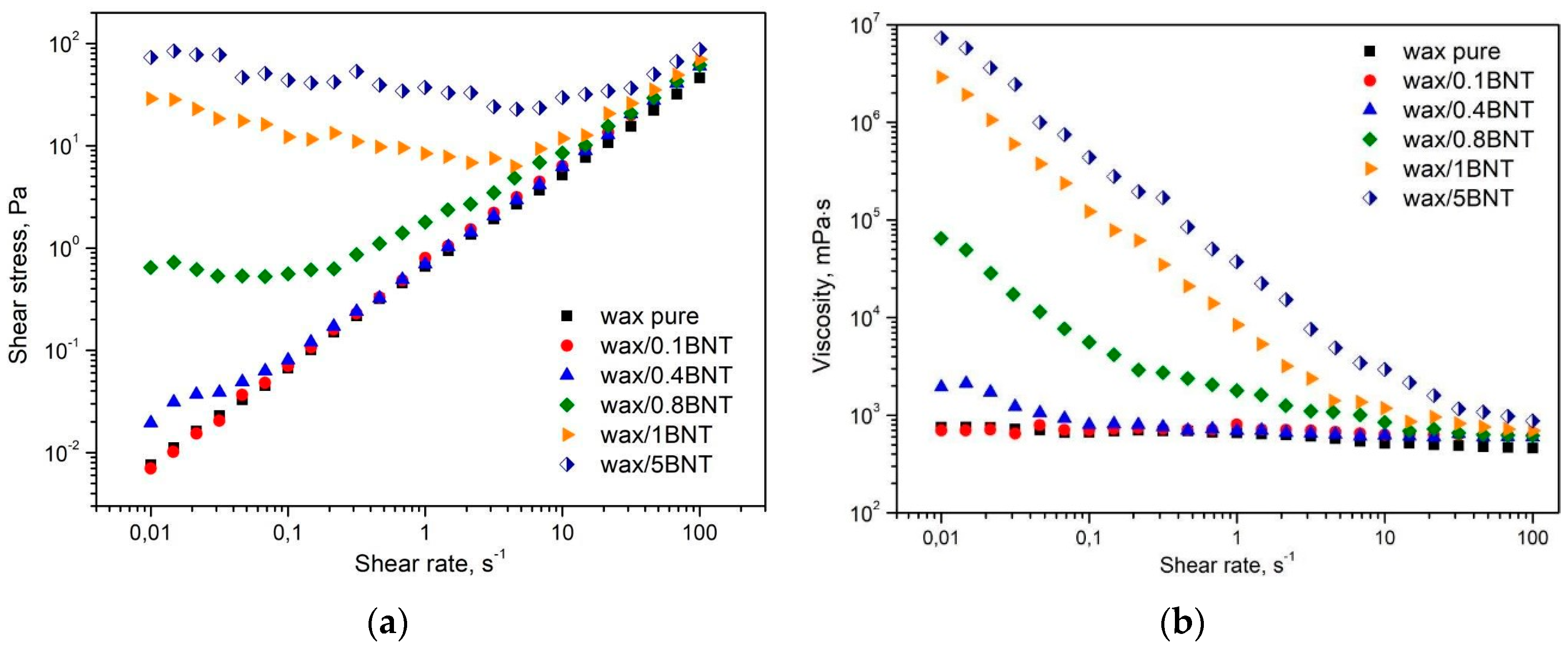
The process of dispersing bentonite in the polymer matrix is strongly dependent on the polymer clay compatibility because the processing of polymer blends necessitates knowledge of their rheological properties (viscosity). Because the rheological properties of particulate suspensions are responsive to the feature of the dispersed phase, they provide information about the internal microstructure of nanocomposites, such as the degree of dispersion of clay and the confinement effect of silicate layers on the motion of polymer chains [
23,
26,
32,
37].
There are numerous papers in which bentonite played the role of a filler or a modifier of the properties and structure of the polymers [
15,
16,
27,
31]. Widjijono et al. [
15] studied melting behavior, hardness, and linear thermal expansion of wax blends with different concentrations of Ca-bentonite used as a filler. They showed that the mixture containing 20 wt.% filler had a 2 °C higher melting point and higher hardness with lower linear thermal expansion (0.17%, compared to 0.44% for unmodified wax) [
15]. In another paper [
27], Widjijono et al. showed that, for wax blends consisting of paraffin wax, Carnauba wax, and beeswax with different concentrations of Ca-bentonite filler, an increase in the amount of filler causes an improvement in the hardness of the wax blend in an almost linear manner. Bemblage et al. [
16] studied the effect of proper selection of waxes without the use of fillers on the properties of mixtures. By creating their mixture containing 50% paraffin wax, 30% beeswax, and 20% Montana wax, they obtained the most beneficial results regarding the linear and general shrinkage of these blends and the best surface quality of finished products. In addition, they indicated the optimal parameters of the wax injection process as 68 °C (injection temperature), 48 °C (die temperature), 490 N (injection force), and 10 min (holding time) [
16].
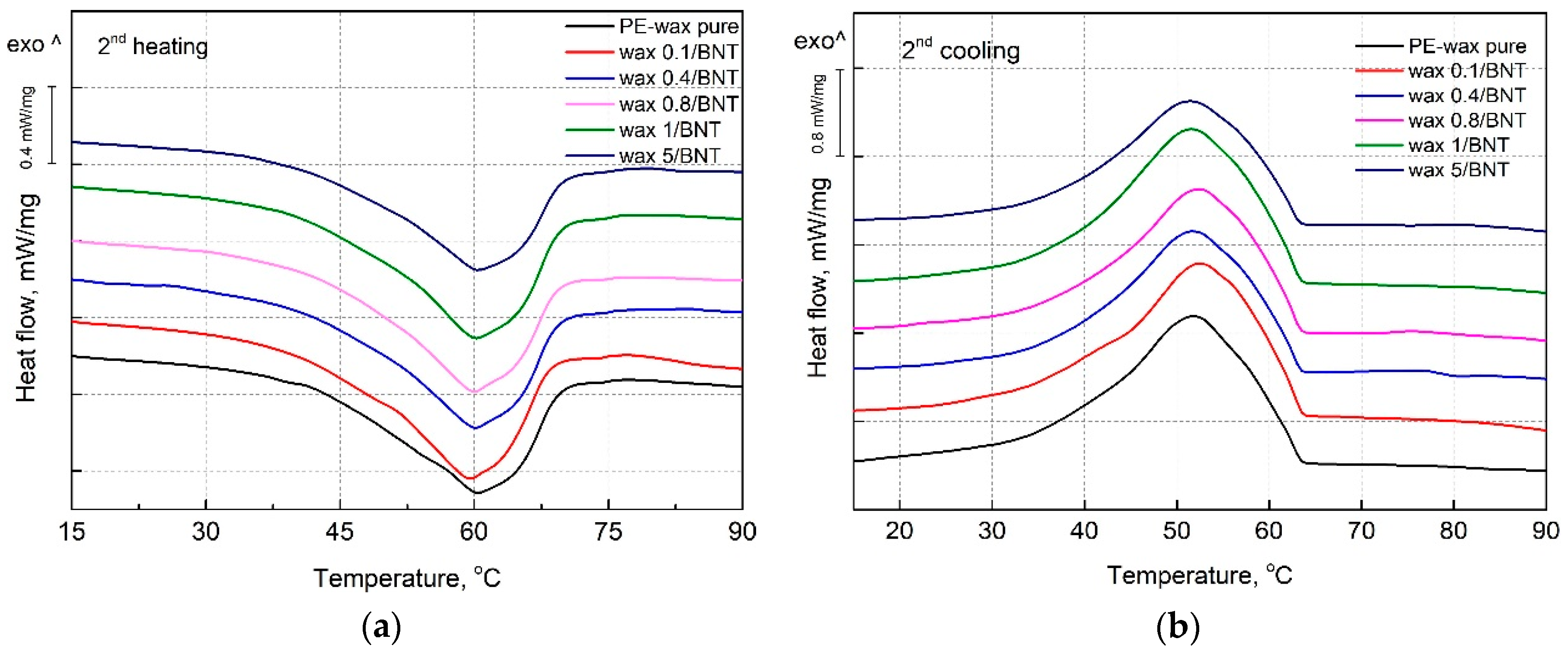
In the case of wax models, which arise as a result of solidification of the liquid mixture, the crystallization process has a significant impact on the final properties and structure, the course of which varies significantly due to the chemical composition of the mixture and the cooling time [
38,
39]. As a result, in dependence on the cooling rate, wax crystals are formed primarily in the form of lamellas, needle structures, or small-crystalline domains [
40,
41]. One of the critical parameters of the wax crystallization process is the wax appearance temperature (WAT), i.e., the temperature limit at which crystal formation begins. There are many methods for determining the WAT temperature, including density and viscosity, differential scanning calorimetry, chromatography, optical microscopy and X-ray diffraction [
31,
32,
42,
43].
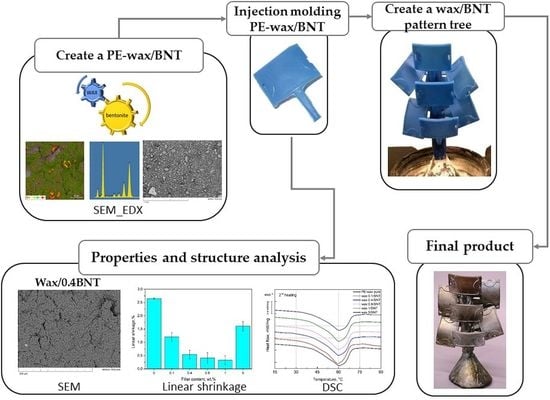
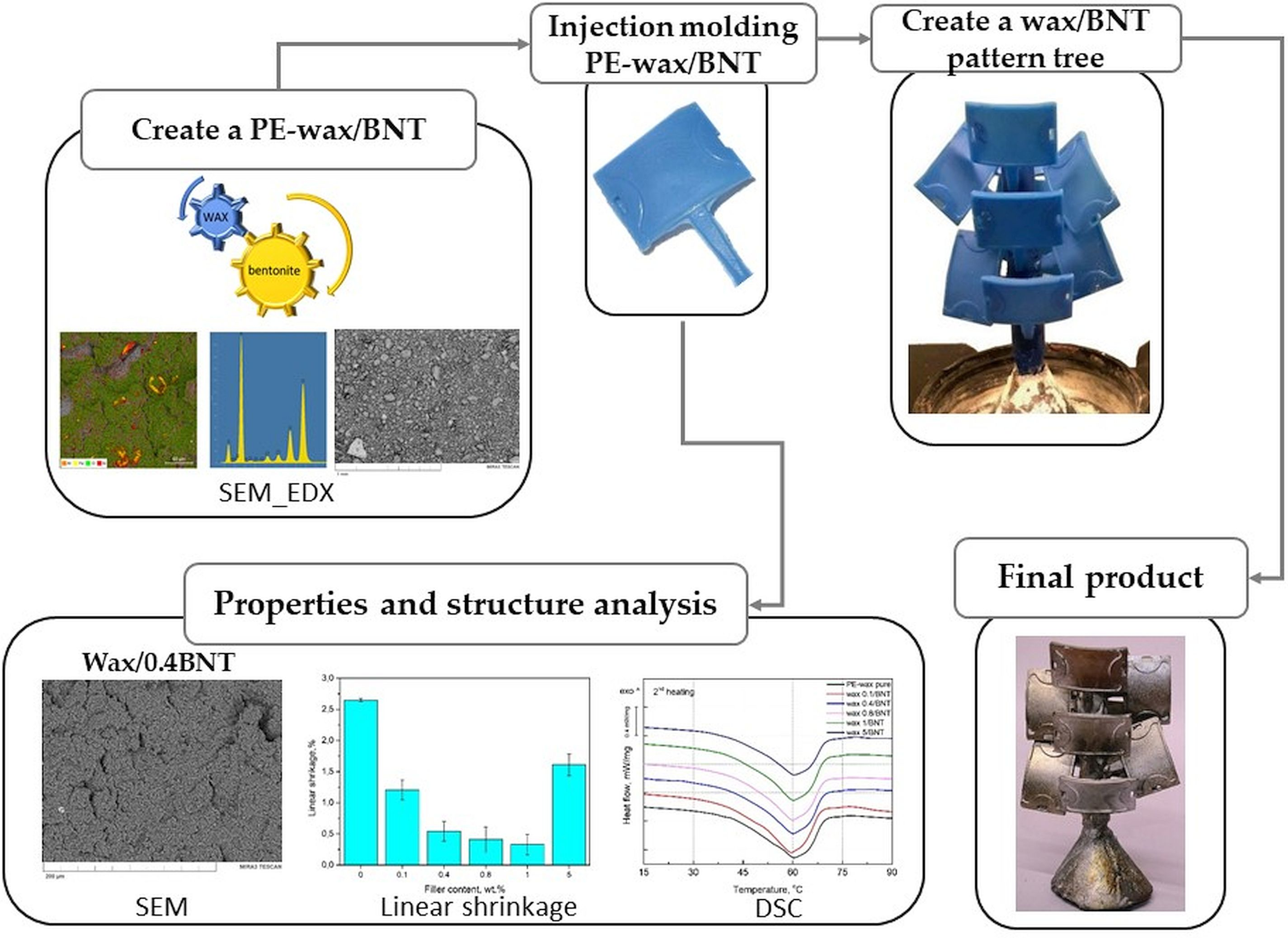
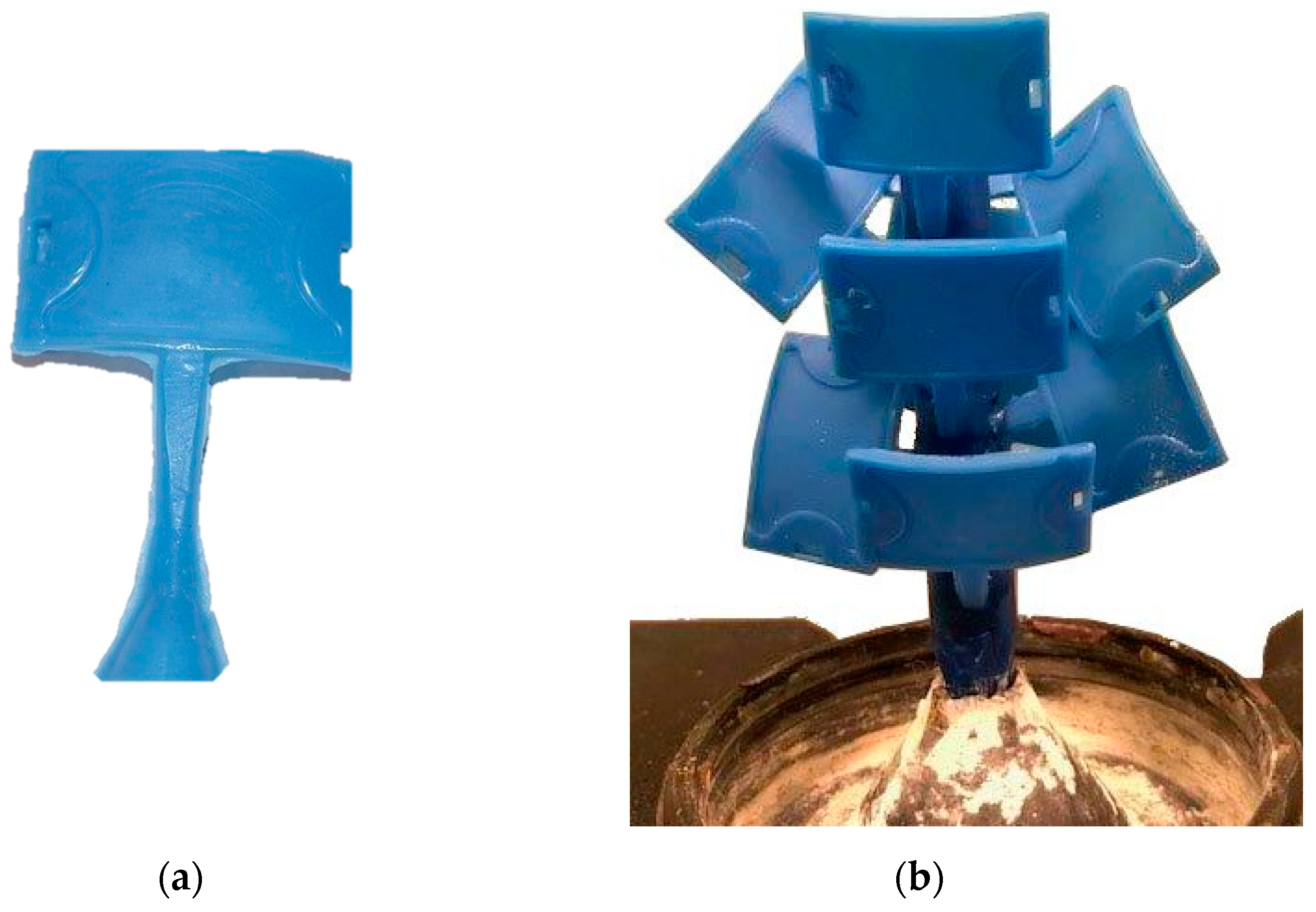
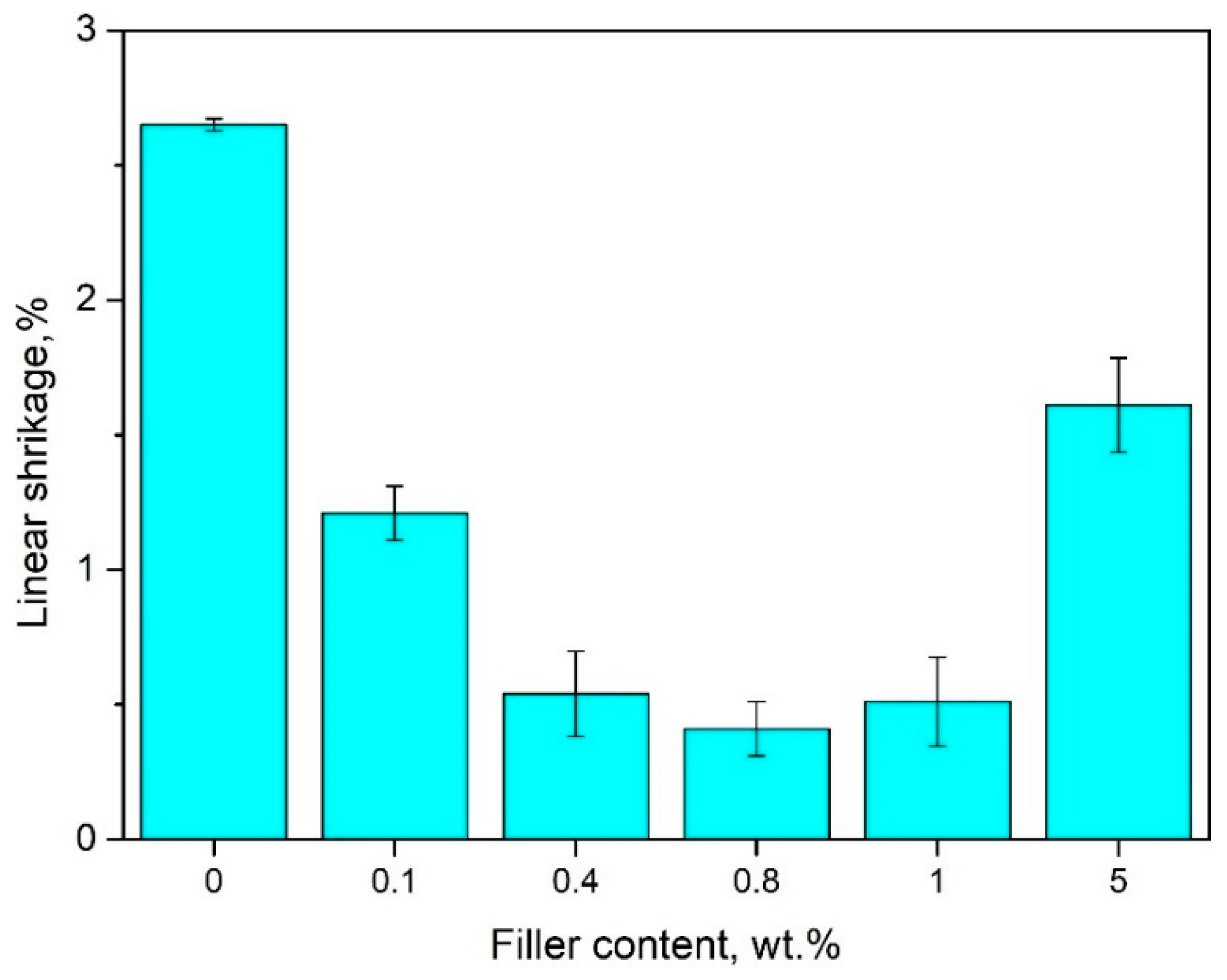
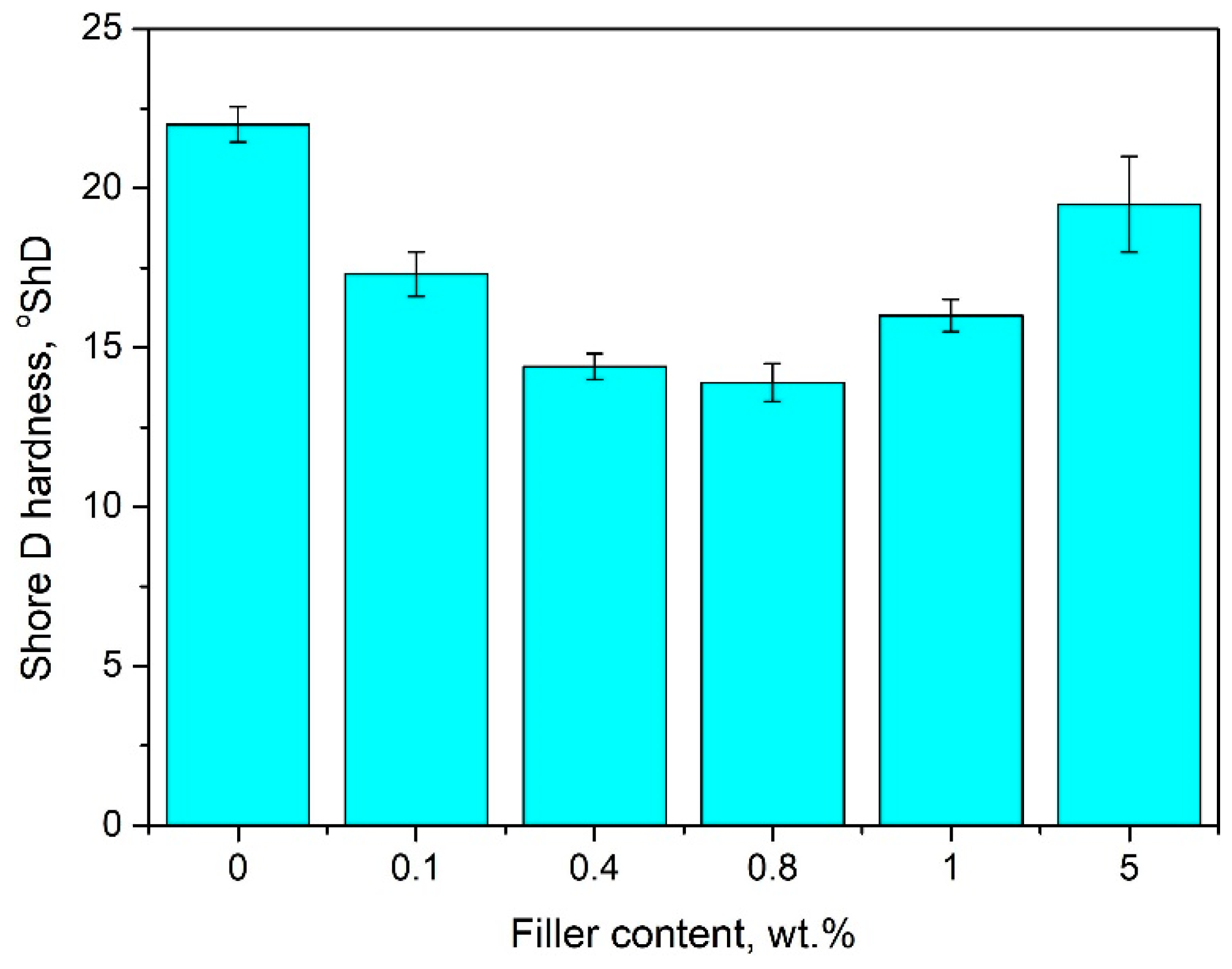
The current research aimed to develop a new polyethylene-based wax mixture with low linear shrinkage and better thermal properties to produce a wax pattern, and then to make a good quality aluminum alloy cast. The effect of bentonite on the linear shrinkage, thermal stability, viscosity, morphology, chemical structure, and hardness properties of polyethylene (PE) wax used in the precision casting process was investigated. The aim of this paper was also to develop the possibilities of applying the new material, i.e., polyethylene wax modified by bentonite, to produce models in the foundry.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}