3.1. Effect of Outlet Air Temperature on the Retention of ADH Activity and Water Content in Spray-Dried Powders
The retention of ADH activity was investigated at inlet air temperature of 60, 80, 90, 100 and 120 °C. The corresponding average outlet temperatures to the inlet air temperature were 40, 55, 63, 69, and 87 °C, respectively.
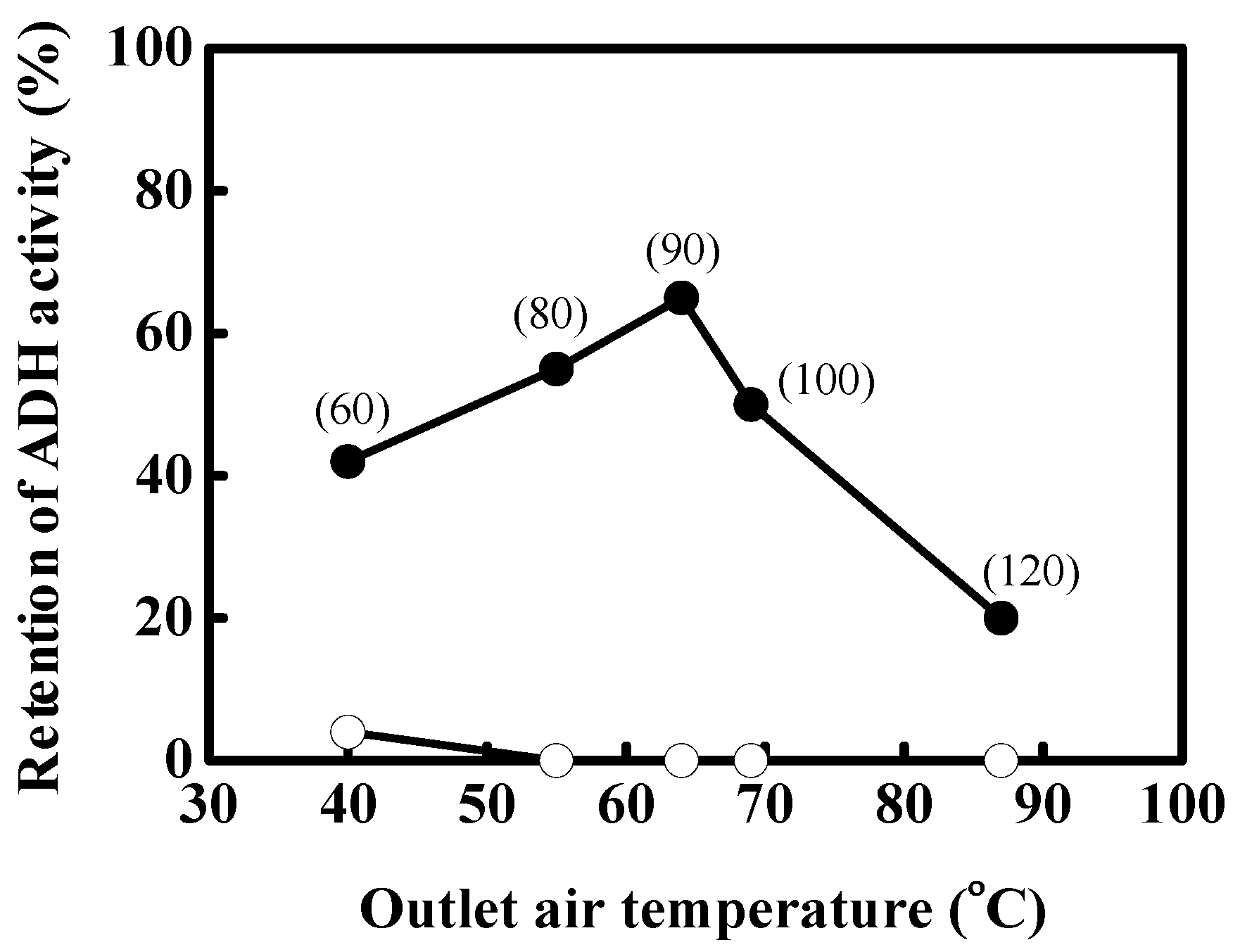
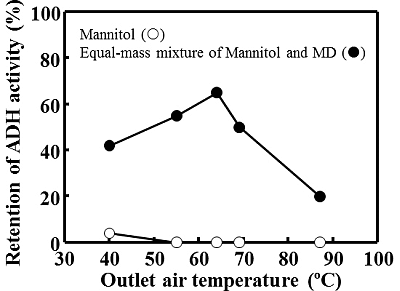
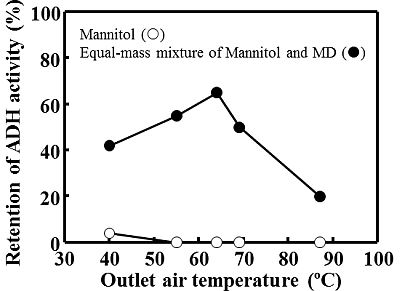
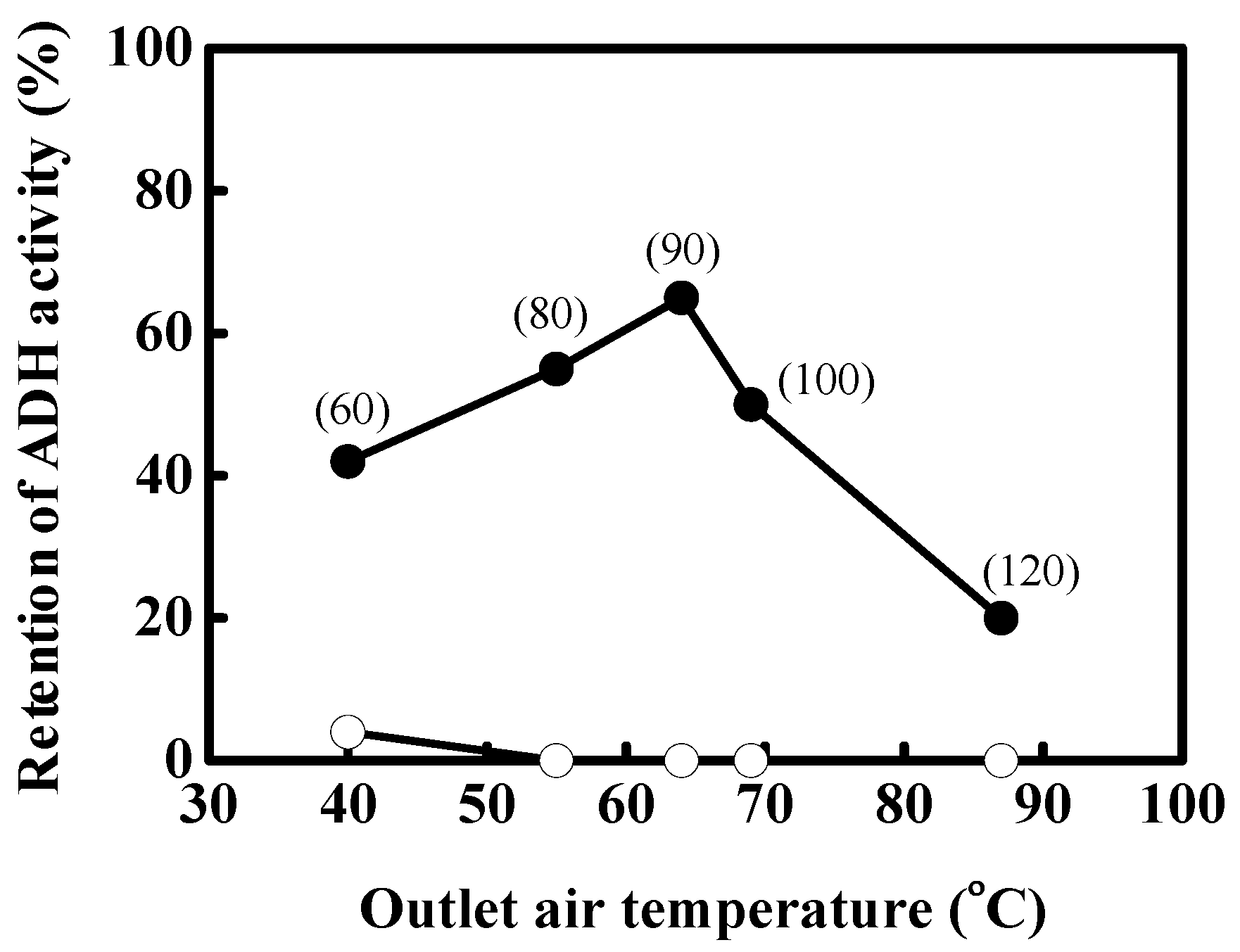
Figure 1 shows the effect of outlet air temperature on the retention of ADH activity in spray-dried powders with mannitol and the equal-mass mixture of mannitol and MD. Under these conditions of spray drying, the spray-dried mannitol with ADH (open symbol) showed no enzymatic retention. No activity was detected in the spray-dried powders, possibly as a result of low water content in spray-dried mannitol and the rapid crystallization of mannitol. Mannitol is used for spray drying as it permits the preparation of a powder at low inlet temperatures (60 °C). However, it lacks the ability to stabilize ADH.
The addition of MD to mannitol increased the retention of ADH activity (closed symbol). This might be due to the inhibition of mannitol crystallization by MD and the increase of solid content. As shown in
Figure 1, the retention of ADH activity was significantly influenced by the drying air temperature because the enzyme was subjected to crystal stress and thermal stress [
2,
3,
4]. The increment of outlet air temperature might have affected the crystal formation rate with the increase in mannitol solubility. This result revealed an optimal inlet air temperature around 90 °C with a maximal retention of 66%. After this optimal temperature, the retention decreased quickly to 20% because of the irreversible denaturation of ADH when droplets are subjected to high drying air temperatures [
5].
Figure 1.
Effect of outlet air temperature on the retention of alcohol dehydrogenase (ADH) activity in spray-dried powders with mannitol (○) and the equal-mass mixture of mannitol and maltodextrin (MD) (●). The value in the parenthesis is the inlet air temperature.
Figure 1.
Effect of outlet air temperature on the retention of alcohol dehydrogenase (ADH) activity in spray-dried powders with mannitol (○) and the equal-mass mixture of mannitol and maltodextrin (MD) (●). The value in the parenthesis is the inlet air temperature.
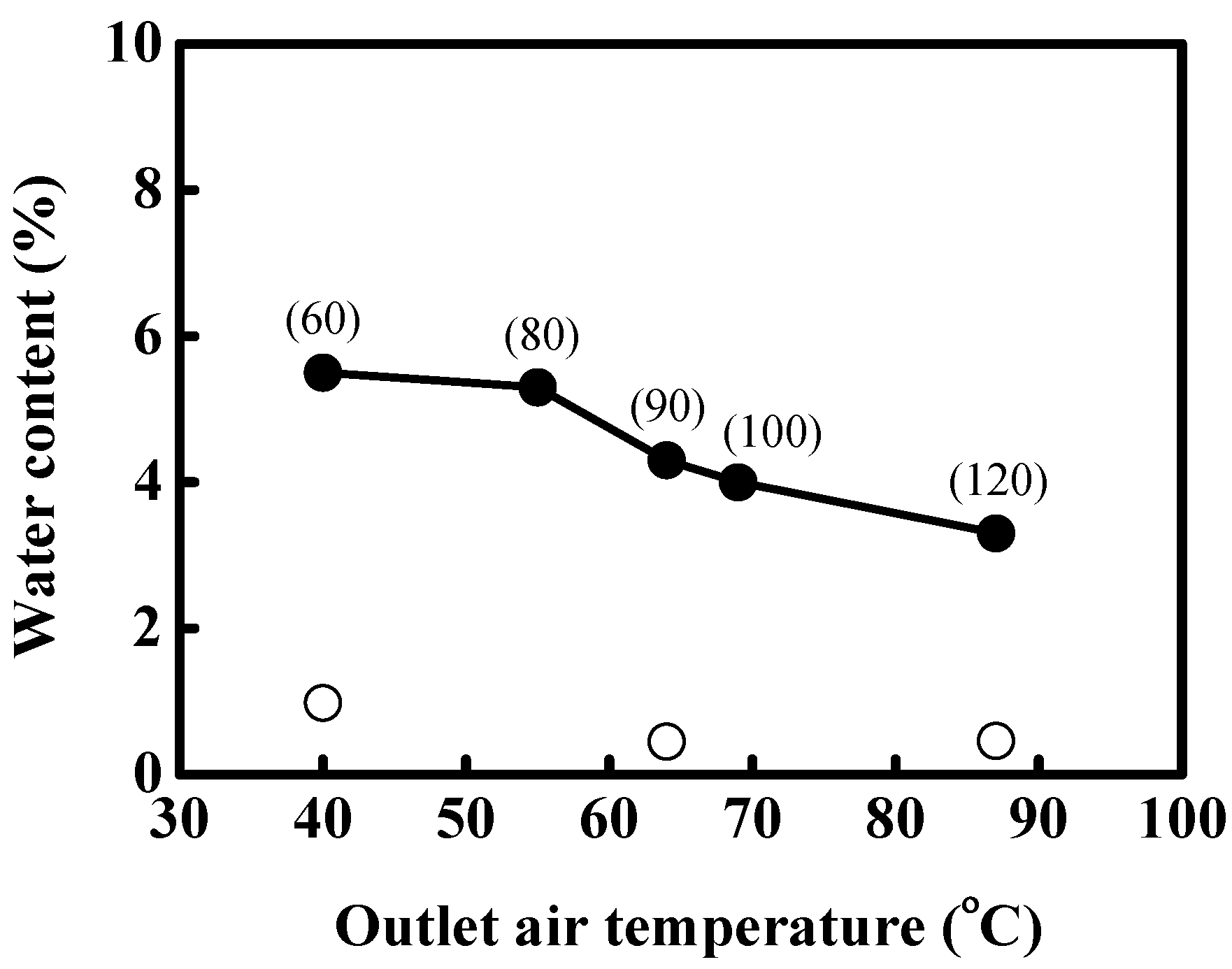
Figure 2 shows the effect of outlet air temperature on the water content of the spray-dried powders with mannitol and the equal-mass mixture of mannitol and MD. One of the main properties of a spray-dried powder is its water content, which is affected by the various spray drying conditions. Generally, lower water content in the powder can be obtained at higher outlet air temperature. For all spray-dried powders of mannitol, an interestingly low water content was measured (<1%). This may be due to the low hygroscopic property of mannitol [
12]. However, the water content of spray-dried powders with the equal-mass mixture of mannitol and MD increased by the addition of MD for the various outlet temperatures, and decreased with an increase in outlet air temperature. This result indicates that the mixed excipient of mannitol with other ingredients is a useful wall matrix for preparation of spray-dried powder at high outlet air temperatures of above 60 °C, which is generally the temperature for the increase of protein denaturation.
Figure 2.
Effect of outlet air temperature on the water content in spray-dried powders with mannitol (○) and the equal-mass mixture of mannitol and MD (●).
Figure 2.
Effect of outlet air temperature on the water content in spray-dried powders with mannitol (○) and the equal-mass mixture of mannitol and MD (●).
3.2. Effect of Maltodextrin (MD) on the Crystal Structure and Morphology of Spray-Dried Powder
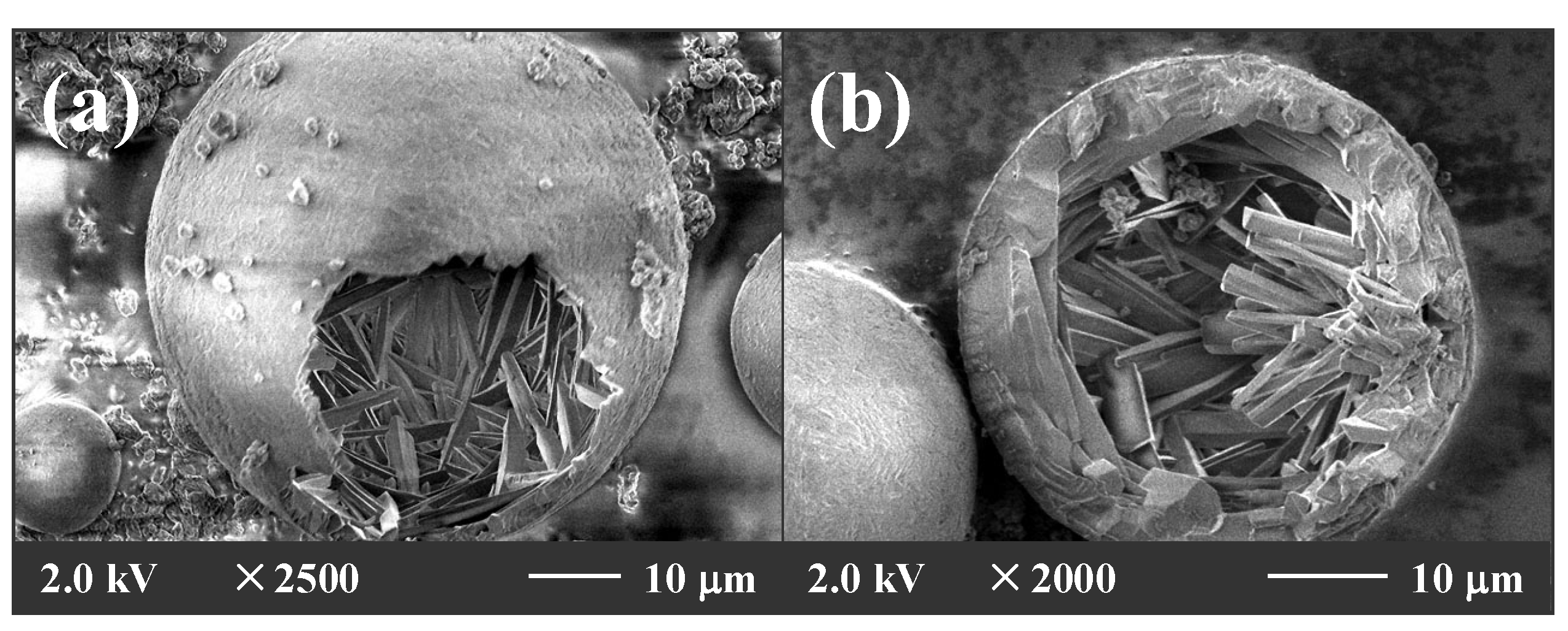
Figure 3 shows the formation of particles containing needle-shaped crystals of mannitol observed by SEM.
Figure 3.
Crystallized particles of mannitol at the outlet air temperature at (a) 40 °C and (b) 66 °C.
Figure 3.
Crystallized particles of mannitol at the outlet air temperature at (a) 40 °C and (b) 66 °C.
The particles containing crystallized mannitol were observed by SEM as shown in
Figure 3. The formation of needle-shaped crystal was observed in the mannitol spray-dried at the outlet air temperatures of 40 and 66 °C.
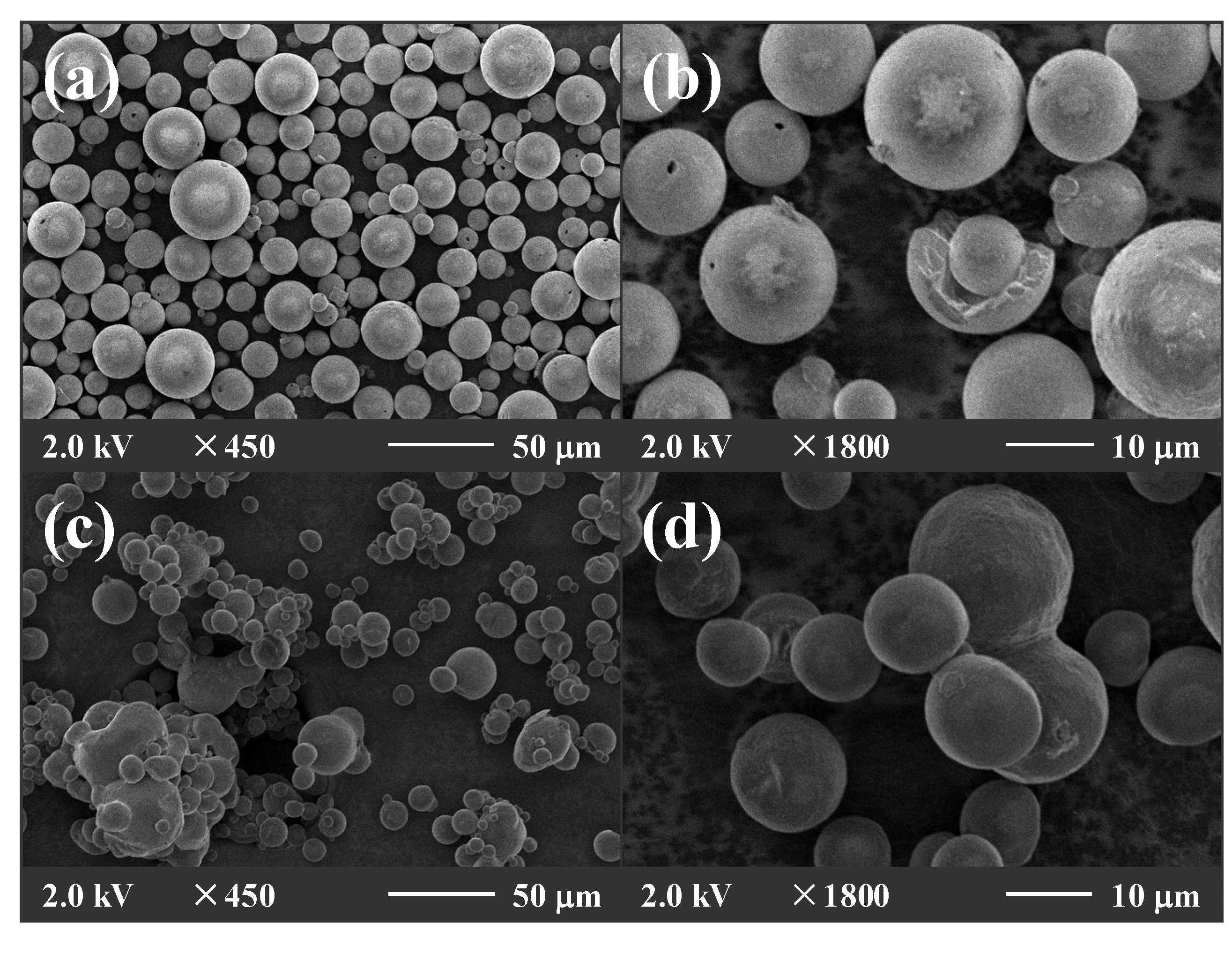
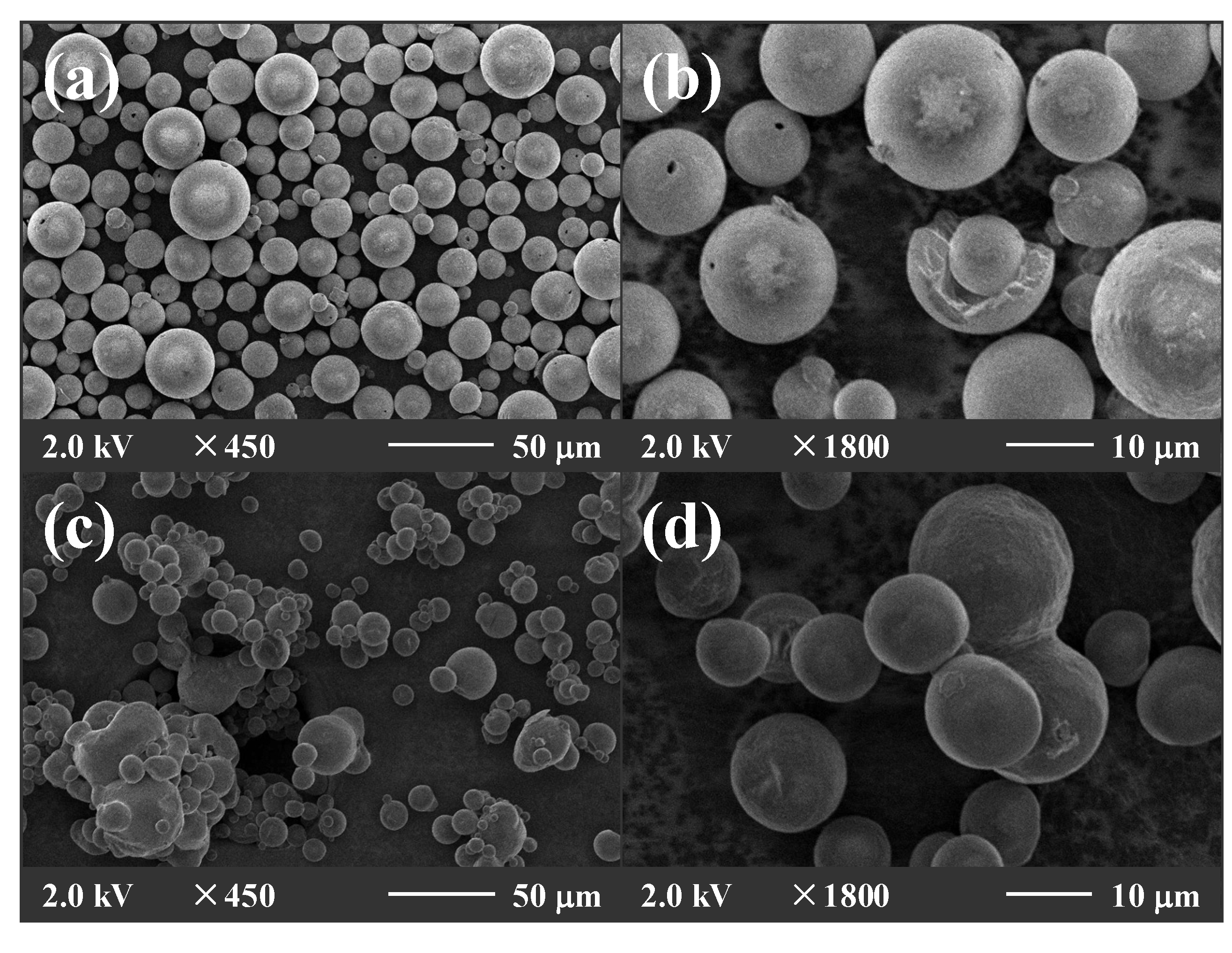
Figure 4 shows the external structures of spray-dried powders with mannitol and the equal-mass mixture of mannitol and MD at the inlet air temperature of 120 °C and an atomizer speed of 20,000 rpm. The SEM microphotographs illustrate that the particles agglomerated with the addition of MD due to the higher hygroscopicity of the equal-mass mixture of mannitol and MD. The surface of the particles was smooth and no shriveled particles could be found in all powders. In the use of mannitol as a wall matrix, low hygroscopicity of mannitol and high water diffusion coefficient in mannitol solution might facilitate water diffusion from the spray droplets and prevent the nucleation of air bubble. Therefore, no vacuoles could form in the spray-dried powders.
Figure 4.
External structures of spray-dried powders. Inlet air temperature, 120 °C; atomizer speed, 20,000 rpm; (a,b), mannitol; (c,d), the equal-mass mixture of mannitol and MD. (a) and (c) are 450 times magnification; (b) and (d) are 1000 times magnification.
Figure 4.
External structures of spray-dried powders. Inlet air temperature, 120 °C; atomizer speed, 20,000 rpm; (a,b), mannitol; (c,d), the equal-mass mixture of mannitol and MD. (a) and (c) are 450 times magnification; (b) and (d) are 1000 times magnification.
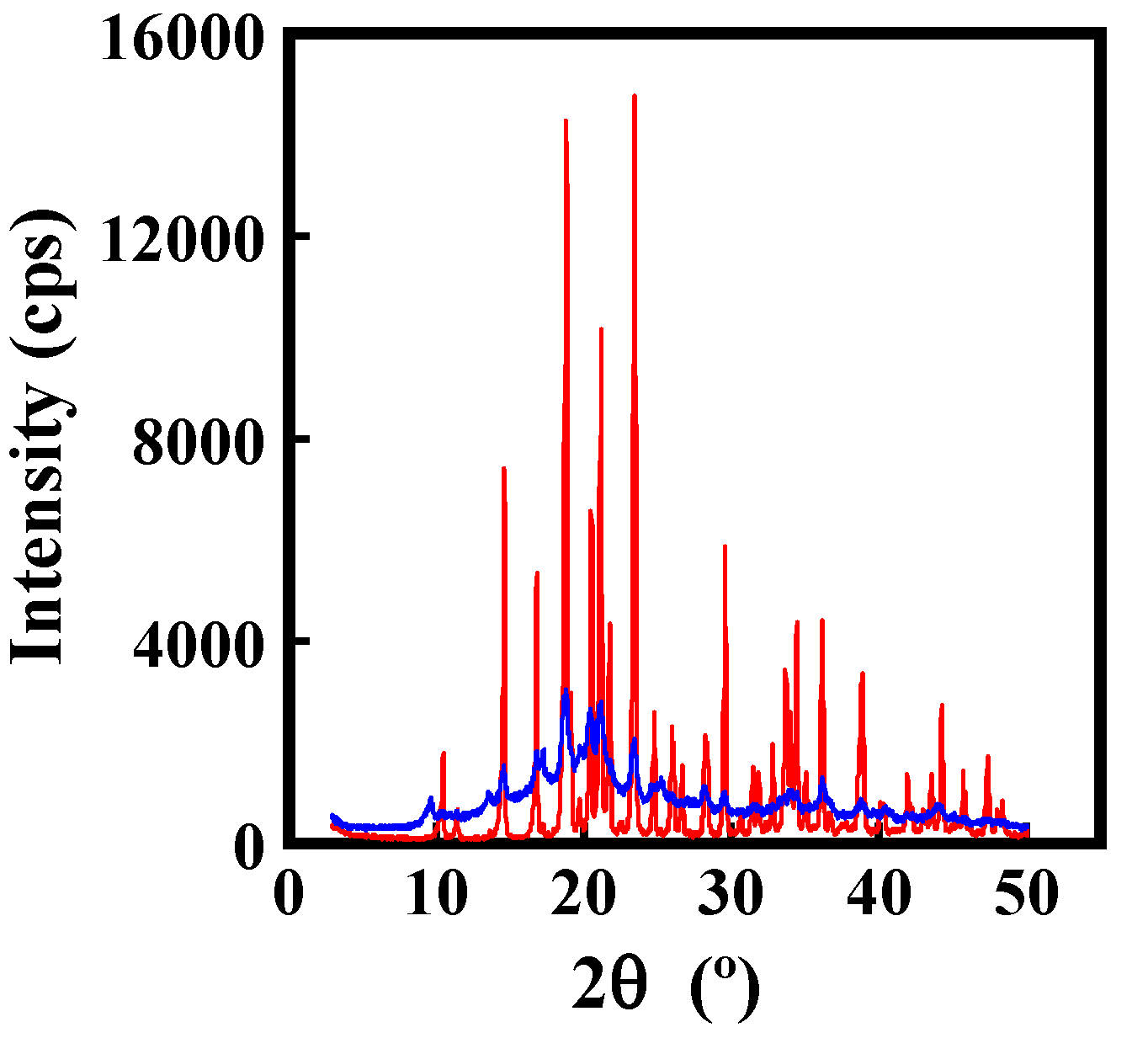
The mannitol spray-dried powder was found to crystallize with well-defined peaks as shown by the X-ray diffraction patterns in
Figure 5. The intensities of the X-ray peaks decreased significantly for the sample that contained equal-mass mixture of mannitol and MD. These crystal structures might have affected the retention of ADH activity.
Figure 5.
Powder X-ray diffractograms of spray-dried powders. Red line: mannitol; and blue line: the equal-mass mixture of mannitol and MD.
Figure 5.
Powder X-ray diffractograms of spray-dried powders. Red line: mannitol; and blue line: the equal-mass mixture of mannitol and MD.
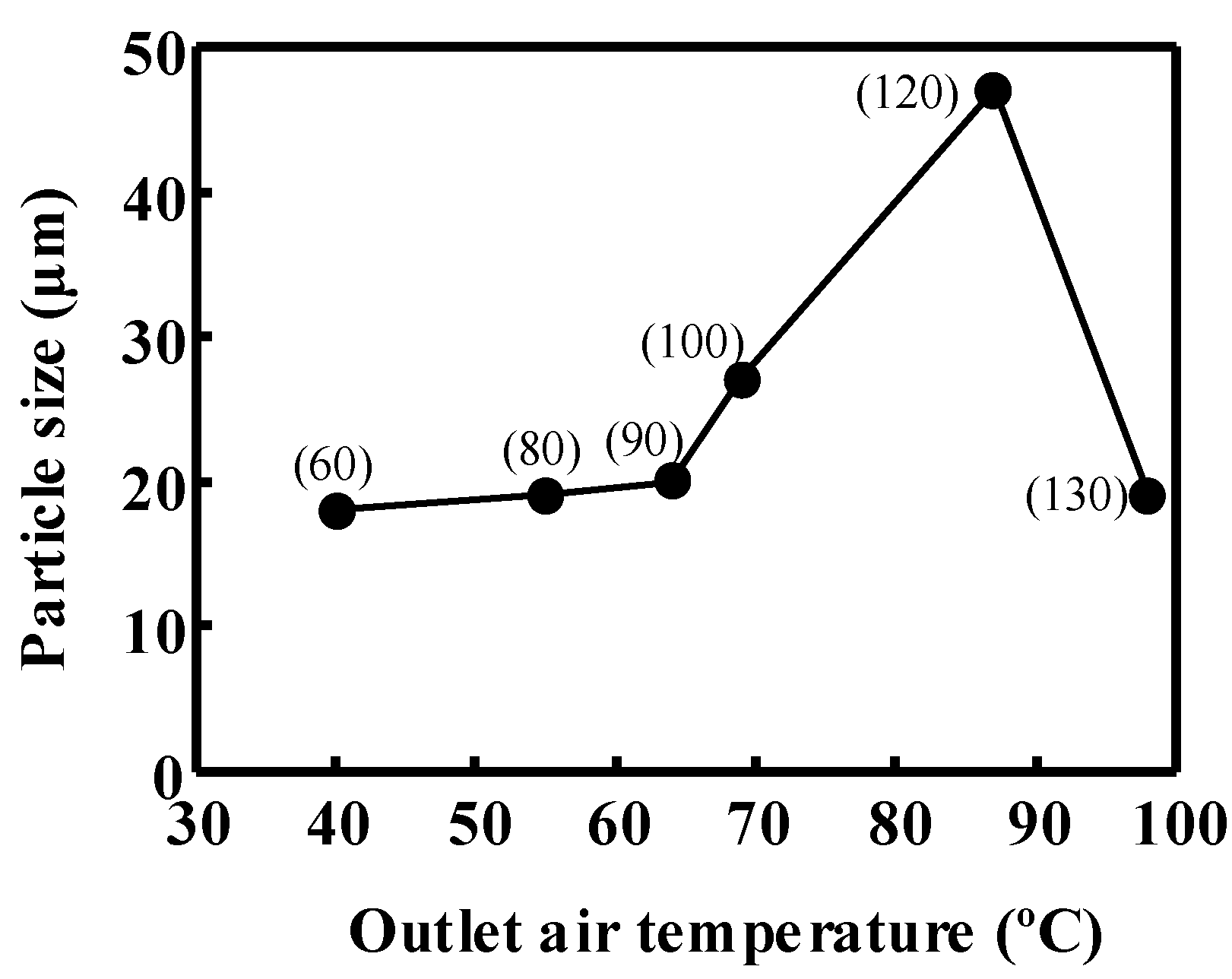
The particle size of the spray-dried mannitol powder was about 20 µm for all the outlet air temperatures studied. However, particle sizes of spray-dried powder containing the equal-mass mixture of mannitol and MD were bigger when the outlet temperatures were between 66 and 90 °C as shown in
Figure 6. The powder size increased until about 50 µm.
Figure 6.
Effect of outlet air temperature on the powder size. The wall matrix is the equal-mass mixture of mannitol and MD.
Figure 6.
Effect of outlet air temperature on the powder size. The wall matrix is the equal-mass mixture of mannitol and MD.
3.3. Effect of Outlet Air Temperature on Powder Recovery
With mannitol as the wall matrix, the powders stuck on the inside walls of the spray dryer and pipes. Only few grams of spray-dried powder were recovered in the sample pot of the spray dryer, taking the average recovery percentage down to 3.7%. The rest was recovered by scraping the inside walls of the spray dryer and pipes with a brush, but still, only an average of 47% of the material could be recovered.
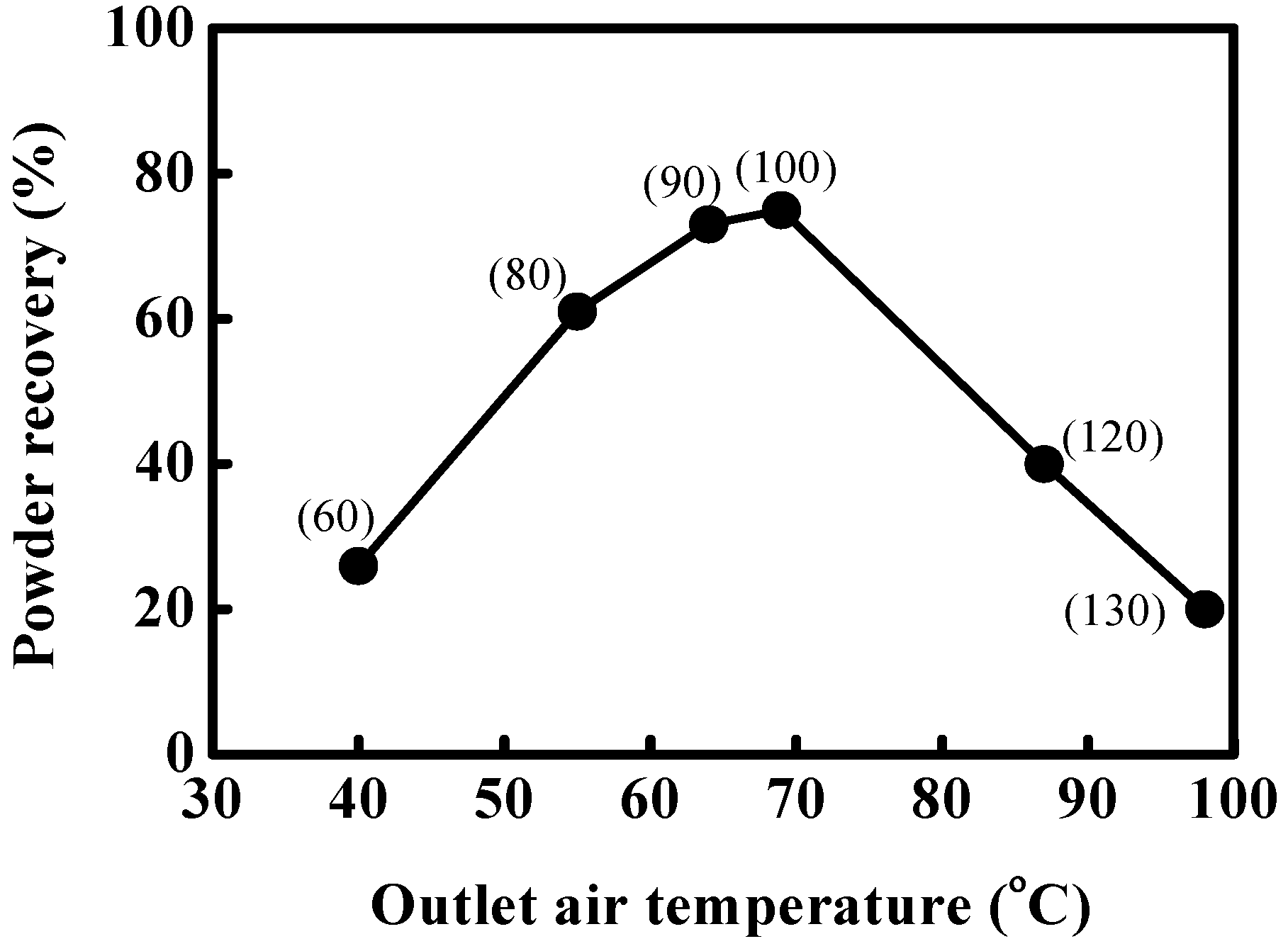
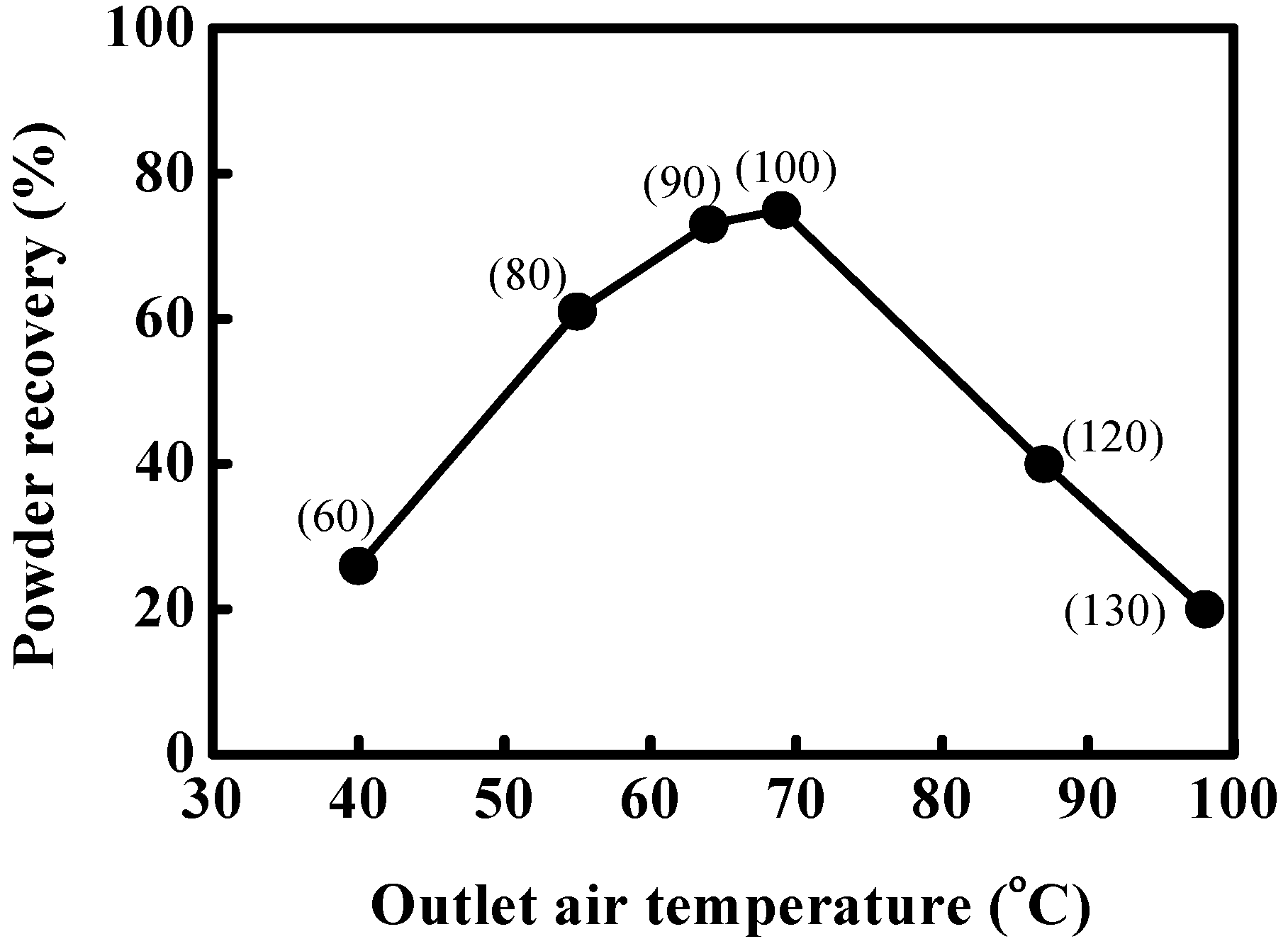
Figure 7 represents the recovery of material (in %) as a function of the outlet air temperature for the equal-mass mixture of mannitol and MD. The corresponding inlet air temperature is shown in parentheses. The recovery of material is maximal (nearly 75%) for the corresponding outlet air temperature of 70 °C. Adhikari
et al. [
12] measured a similar recovery of material in the spray drying of sucrose with MD used as a drying aid. The powder was very adhesive and so the recoveries of powder were lower. In use of sucrose as wall matrix at glass transition temperature, 67 °C, the recovery of spray-dried powder was remarkably low since the wall matrix became very adhesive and aggregated. The powders with the equal-mass mixture of mannitol and MD as wall material aggregated at outlet temperatures above 70 °C. Powder morphology and enzyme activity were affected by the temperature difference between outlet temperature and glass transition temperature of the equal-mass mixture of mannitol and MD. It is interesting to notice the increase of powder recovery from the outlet temperature of 40 to 64 °C (the optimal outlet temperature obtained with the inlet temperature of 90 °C). At inlet temperatures above 90 °C, the particle structure might have collapsed, resulting in agglomeration of powder and crystals of mannitol. The outlet temperature is an important operation factor for obtaining high enzyme activity and powder recovery in spray-dried powders with mannitol as the wall matrix.
Figure 7.
Effect of outlet air temperature on the powder recovery for formulation with equal-mass mixture of mannitol and MD.
Figure 7.
Effect of outlet air temperature on the powder recovery for formulation with equal-mass mixture of mannitol and MD.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}