Study on Exothermic Oxidation of Acrylonitrile-butadiene-styrene (ABS) Resin Powder with Application to ABS Processing Safety

Abstract
:1. Introduction
- to characterize the exothermic auto-oxidation of ABS powder,
- to identify the intrinsic hazards of ABS powder in existing processes,
- to apply the results of thermal analysis to related incidents for the change from lower PB content (25%) to higher PB content (60%) that occurred in the dryer.
2. Experimental Section
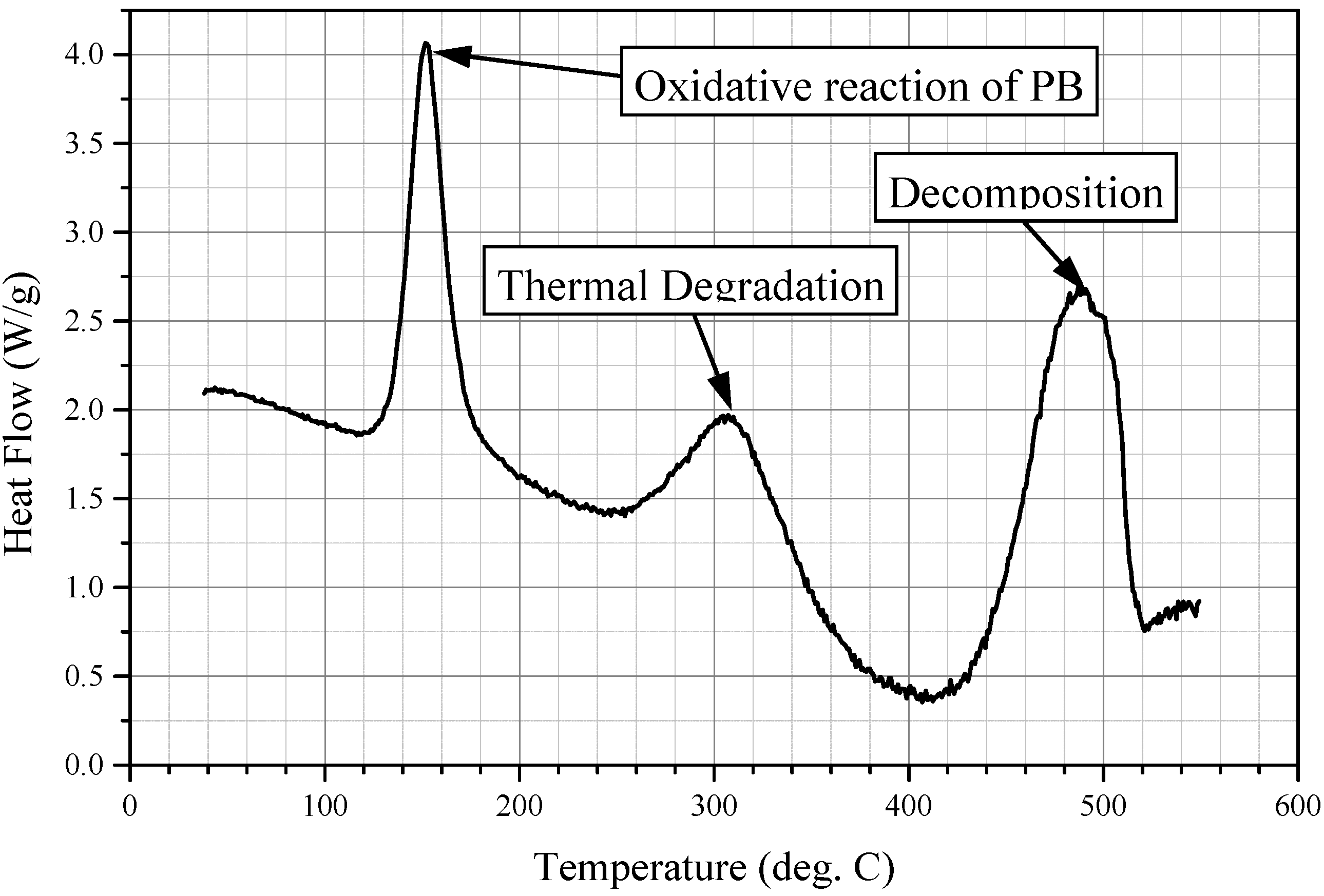
3. Results of Thermal Analysis


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ABS powder (PB wt%) | 25% | 40% | 50% | 60% |
| Anti-oxidant (wt%) | 0.245% | 0.34% | 0.475% | 0.523% |
| onset temperature (°C) | 193.2 | 194.5 | 195.6 | 197.6 |
| peak power of PB oxidation (W/g) | 1.3 | 4.0 | 4.6 | 8.5 |
| △H (J/gABS) | 1185 | 1893 | 2350 | 2831 |
| Cp at 88°C (J/g°C) | 1.78 | 1.77 | 1.92 | 2.03 |
| △Tad by PB oxidation [△H/Cp]] | 538 | 1069 | 1175 | 1286 |


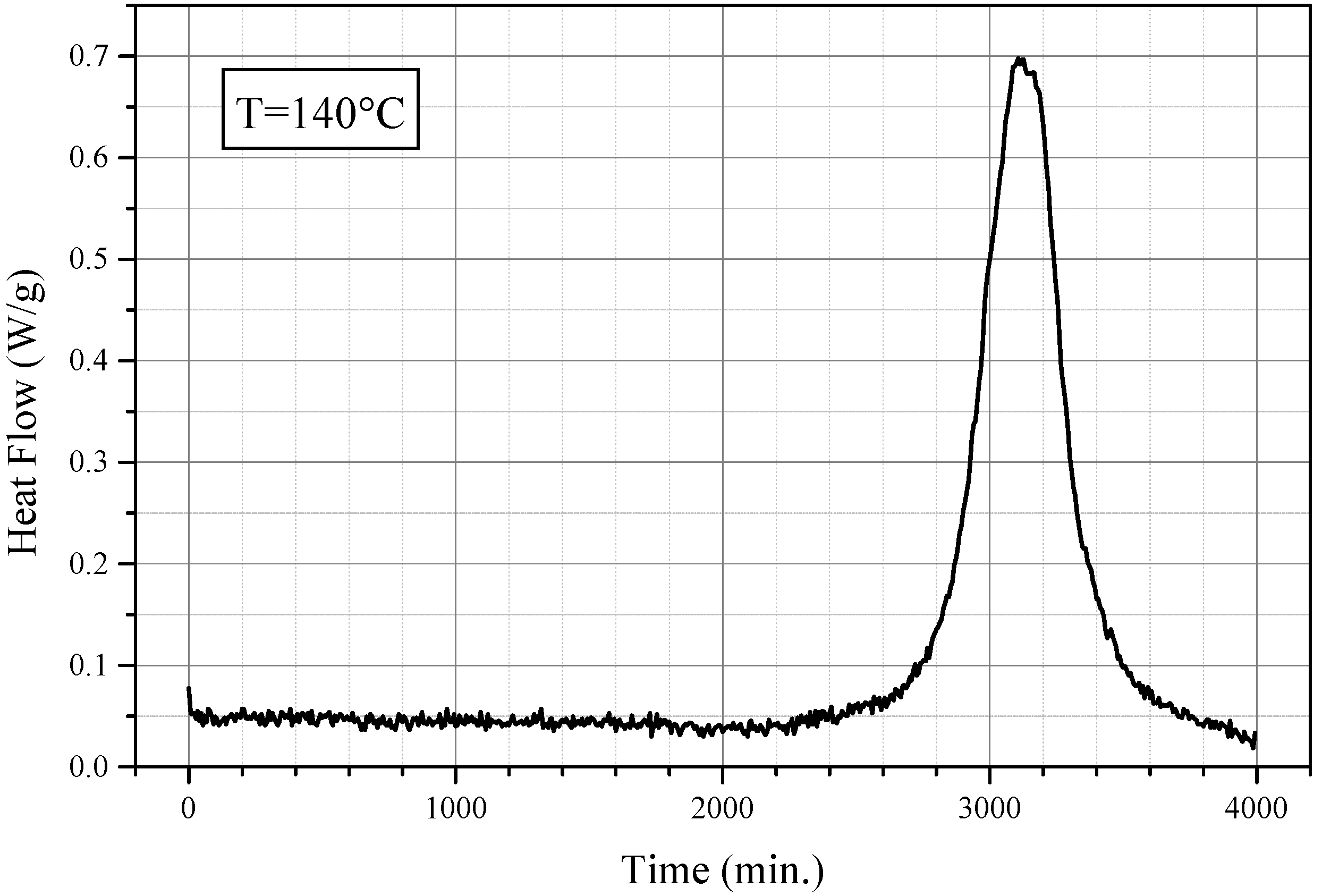
| Temperature (°C) | 190 | 180 | 170 | 160 | 150 | 140 |
| Mass (mg) | 1.00 | 1.00 | 1.01 | 2.05 | 3.02 | 6.00 |
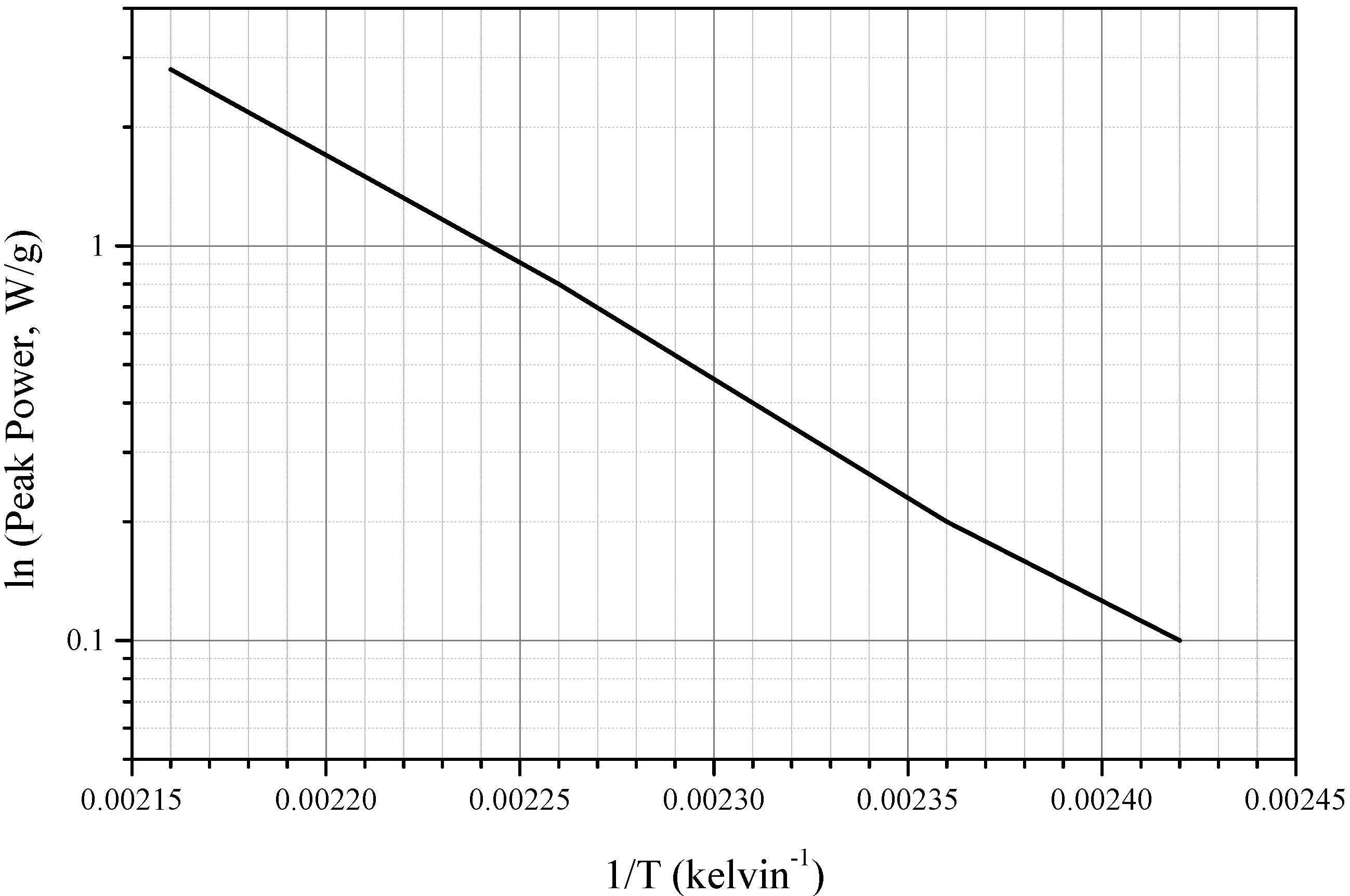
| Peak power (W/g) | 2.8 | 1.5 | 0.8 | 0.4 | 0.2 | 0.1 |
| Tind (min) | 15 | 30 | 80 | 300 | 850 | 2600 |
| TMRiso (min) | 30 | 55 | 125 | 436 | 1100 | 3120 |
| △H (J/g ABS) | 2800 | 2839 | 2857 | 2841 | 2800 | 2777 |
| ABS powder (PB wt%) | 25% | 40% | 50% | 60% |
| Mass (mg) | 1.98 | 2.02 | 2.02 | 2.06 |
| △H (J/g ABS) | 1185 | 1893 | 2350 | 2831 |
| △H (J/g PB) | 4740 | 4732 | 4700 | 4716 |
| △H (J/mol PB) | 256.0 | 255.5 | 253.8 | 254.7 |
| Temperature (°C) | 25 wt% | 40 wt% | 50 wt% | 60 wt% |
|---|---|---|---|---|
| 61 | 1.57 | 1.60 | 1.74 | 1.87 |
| 70 | 1.65 | 1.67 | 1.81 | 1.93 |
| 79 | 1.69 | 1.71 | 1.87 | 1.99 |
| 88 | 1.78 | 1.77 | 1.92 | 2.03 |
| 97 | 2.03 | 1.89 | 1.98 | 2.08 |
| 106 | 2.07 | 2.02 | 2.11 | 2.12 |
| 115 | 2.14 | 2.06 | 2.07 | 2.16 |
| 124 | 2.14 | 2.09 | 2.07 | 2.15 |
| 133 | 2.18 | 2.15 | 2.10 | 2.18 |
| 142 | 2.22 | 2.18 | 2.13 | 2.18 |
| 151 | 2.25 | 2.22 | 2.16 | 2.19 |
| 160 | 2.27 | 2.22 | 2.20 | 2.21 |
| 169 | 2.30 | 2.25 | 2.20 | 2.25 |
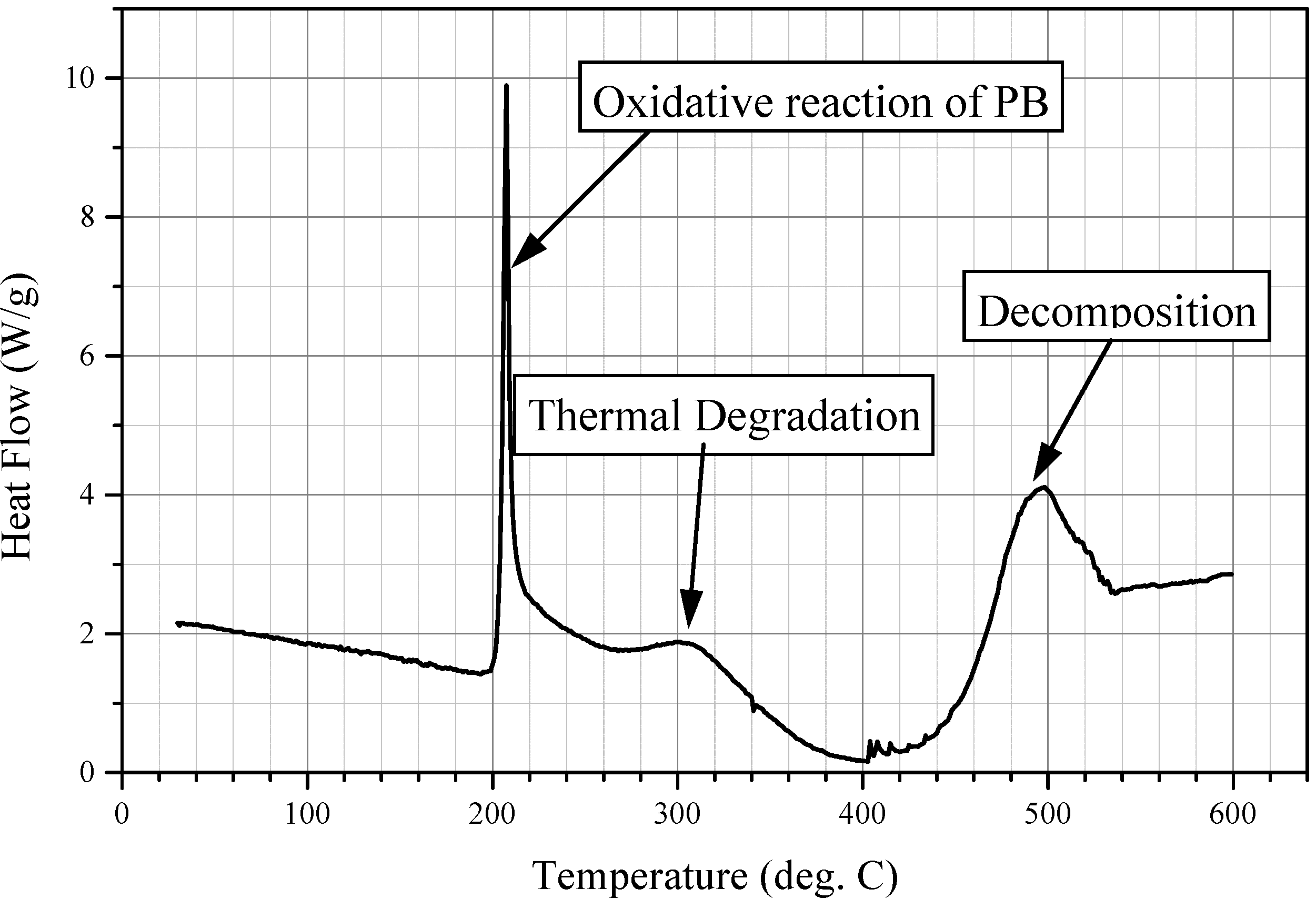
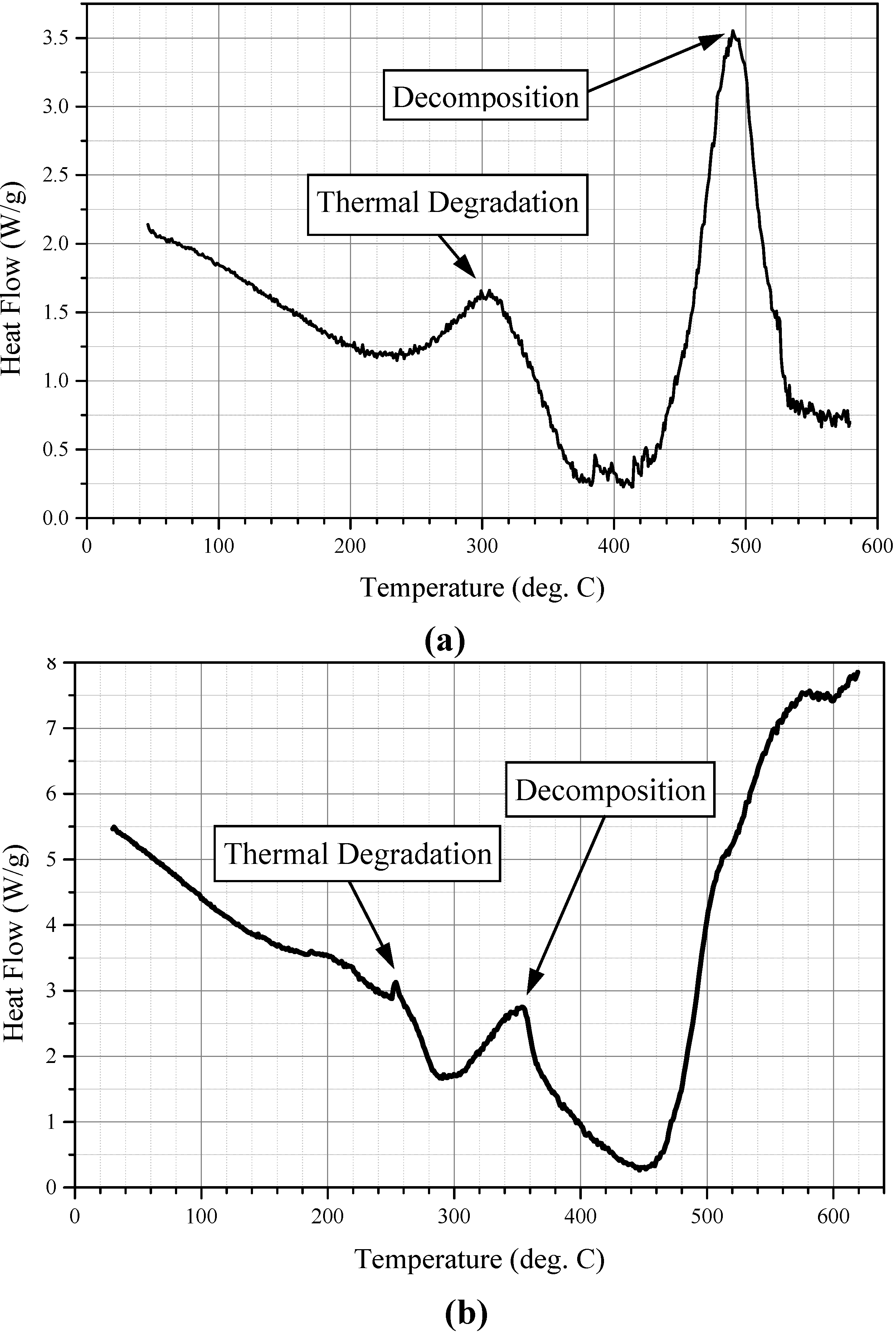
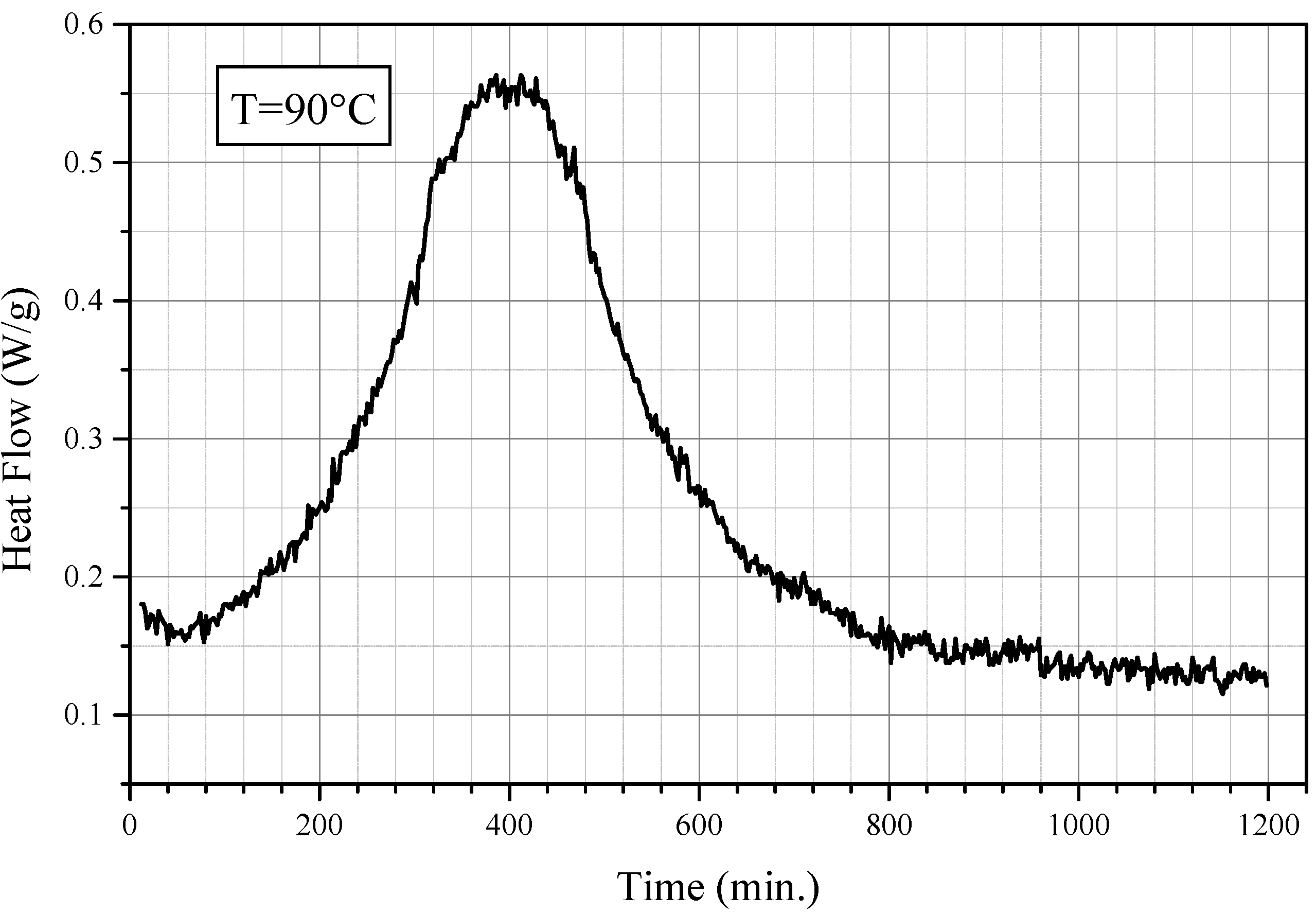
3.1. Thermal Oxidation of PB Phase in ABS

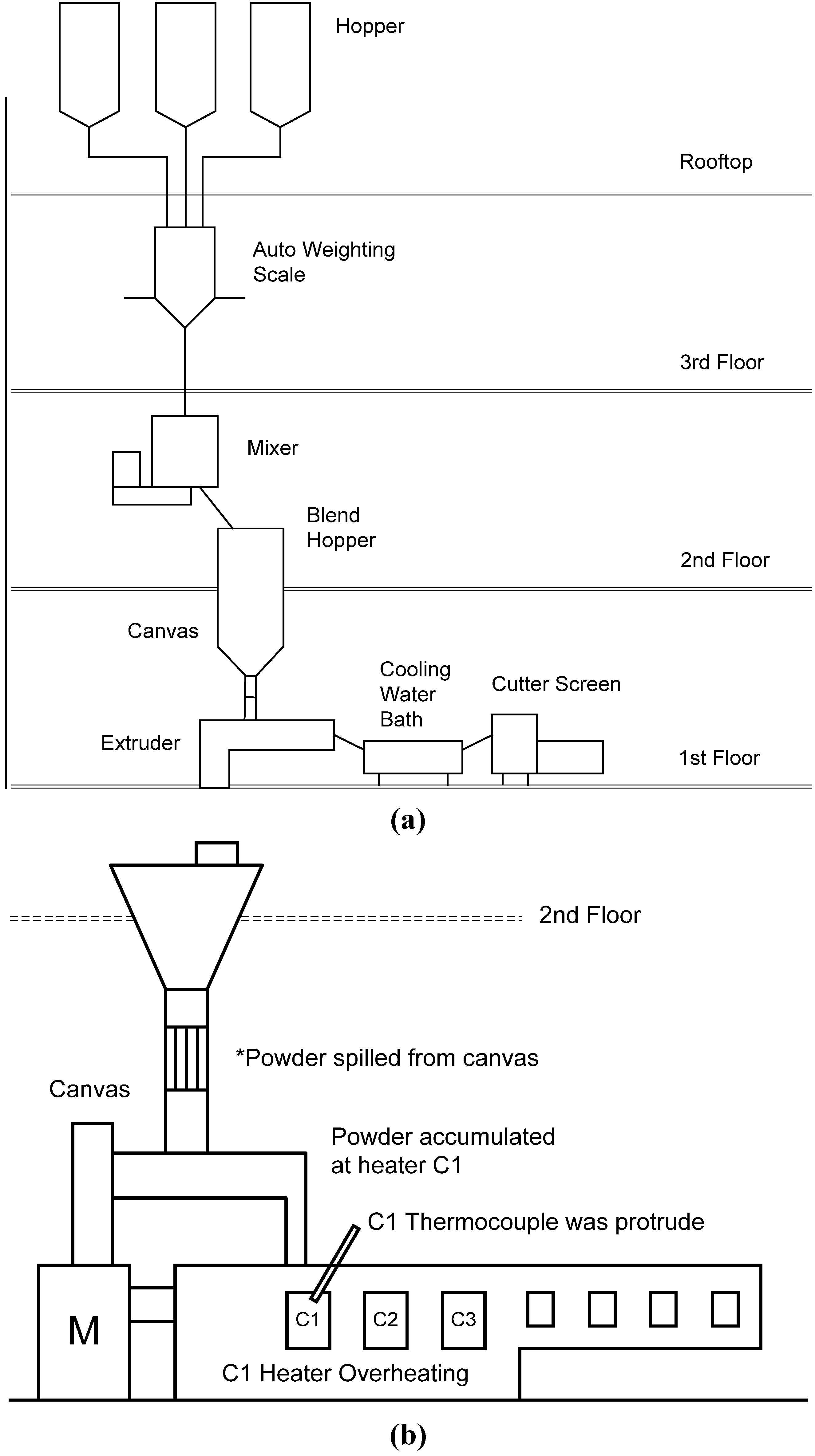
4. Cases of Incidents in ABS Processing Units



5. Conclusions
Nomenclature
| A | pre-exponential factor (sec−1 M1−n) |
| a,b | parameters |
| ΔTad | adiabatic temperature rise (K) |
| Cp | heat capacity at constant pressure (Jg−1K−1) |
| ΔH | heat of oxidation (Jg−1) |
| dQ/dt | heat releasing rate (W) |
| k | rate constant (sec−1 M1−n) |
| n,m | reaction order |
| Ea | activation energy (kJmol−1) |
| T | absolute temperature (K) |
| Tind | induction time (min) |
Acknowledgements
References
- Audouin, L.; Achimsky, L.; Verdu, J.I. Kinetic modeling of low-tempature oxidation of hydrocarbon polymers. In Handbook of Polymer Degradation, 2nd ed.; Hamid, S.H., Ed.; Marcel Inc.: New York, NY, USA, 2000. [Google Scholar]
- Xu, X.F.; Wang, R.; Tan, Z.Y.; Yang, H.D.; Zhang, M.Y.; Zhang, H.X.; Matsuo, M. Effect of polybutadiene-g-san impact modifiers on the morphology and mechanical behaviors of abs blends. Eur. Polym. J. 2005, 41, 1919–1926. [Google Scholar] [CrossRef]
- Bair, H.E.; Boyle, D.J.; Kelleher, P.G. The effect of light and heat on the rubber content and impact strength of acrylonitrile-butadiene-styrene. Polym. Eng. Sci. 1980, 20, 995–1001. [Google Scholar] [CrossRef]
- Adeniyi, J.B.; Kolawole, E.G. Thermal and photo-degradation of unstabilized ABS. Eur. Polym. J. 1984, 20, 43–47. [Google Scholar] [CrossRef]
- Suzuki, M.; Wilkie, C.A. The thermal degradation of acrylonitrile-butadiene-styrene terpolymer as studied by TGA/FTIR. Polym. Degrad. Stabil. 1995, 47, 217–221. [Google Scholar] [CrossRef]
- Coquillat, M.; Verdu, J.; Colin, X.; Audouin, L.; Neviere, R. Thermal oxidation of polybutadiene. Part 1: Effect of temperature, oxygen pressure, and sample thickness on the thermal oxidation of hydroxyl-terminated polybutadiene. Polym. Degrad. Stabil. 2007, 92, 1326–1333. [Google Scholar] [CrossRef]
- Coquillat, M.; Verdu, J.; Colin, X.; Audouin, L.; Neviere, R. Thermal oxidation of polybutadiene. Part 2: Mechanistic and kinetic schemes for additive-free non-crosslinked polybutadiene. Polym. Degrad. Stabil. 2007, 92, 1334–1342. [Google Scholar] [CrossRef]
- Piton, M.; Rivaton, A. Photo-oxidation of ABS at long wavelengths (>300 nm). Polym. Degrad. Stabil. 1997, 55, 147–157. [Google Scholar] [CrossRef]
- Tiganis, B.E.; Burn, L.S.; Davis, P.; Hill, A.J. Thermal degradation of acrylonitrile-butadiene-styrene (ABS) Blends. Polym. Degrad. Stabil. 2002, 76, 425–434. [Google Scholar] [CrossRef]
- Yang, S.; Castilleja, J.R.; Barrera, E.V.; Lozano, K. Thermal analysis of an acrylonitrile-butadiene-styrene/SWNT composite. Polym. Degrad. Stabil. 2004, 83, 383–388. [Google Scholar] [CrossRef]
- Shimada, J.; Kabuki, K. The mechanism of oxidative degradation of ABS resin. Part I. The mechanism of thermooxidative degradation. J. Appl. Polym. Sci. 1968, 12, 655–669. [Google Scholar] [CrossRef]
- Zlatkevich, L. Chemiluminescence apparatus and method for studying thermal oxidative stability of polymers. Polym. Eng. Sci. 1984, 24, 1421–1428. [Google Scholar] [CrossRef]
- Memetea, T.; Vuluga, Z.; Hagiopol, C. The thermal-oxidative degradation of acrylonitrile-butadiene-styrene copolymers during processing as studied by chemiluminescence. J. Appl. Polym. Sci. 1992, 45, 1229–1237. [Google Scholar] [CrossRef]
- Adeniyi, J.B. Clarification and discussion of chemical transformations involved in thermal and photo-oxidative degradation of ABS. Eur. Polym. J. 1984, 20, 291–299. [Google Scholar] [CrossRef]
- Shapi, M.M. TG and DSC studies of some thermal properties and stability aspects of poly(Acrylonitrile-butadiene-styrene), polystyrene and poly(Acrylonitrile-styrene) plastics. Thermochim. Acta. 1991, 175, 25–34. [Google Scholar] [CrossRef]
- Ciupitoiu, A.; Vuluga, Z. Stabilitatea la termooxidare a ABS prin calorimetrie diferenţială cu baleiaj(DSC). Mat. Plast. 1990, 27, 198–201. [Google Scholar]
- Dust Explosion in ABS Compound Plant; Technical Report for Lucky Yeochun Plant; Grand Pacifit Petrochemical Corporation: Taibei, Taiwan, 1990.
- Waters, D.N.; Paddy, J.L. Equations for isothermal differential scanning calorimetric curves. Anal. Chem. 1988, 60, 53–57. [Google Scholar] [CrossRef]
- Kao, C.-S.; Duh, Y.-S. Accident investigation of an ABS plant. J. Loss Prevent. Proc. Ind. 2002, 15, 223–232. [Google Scholar] [CrossRef]
Appendices: Mechanism and reaction schemes on auto-oxidation of PB component in ABS copolymer


© 2010 by the authors; licensee MDPI, Basel, Switzerland. This article is an Open Access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Duh, Y.-S.; Ho, T.-C.; Chen, J.-R.; Kao, C.-S. Study on Exothermic Oxidation of Acrylonitrile-butadiene-styrene (ABS) Resin Powder with Application to ABS Processing Safety. Polymers 2010, 2, 174-187. https://doi.org/10.3390/polym2030174
Duh Y-S, Ho T-C, Chen J-R, Kao C-S. Study on Exothermic Oxidation of Acrylonitrile-butadiene-styrene (ABS) Resin Powder with Application to ABS Processing Safety. Polymers. 2010; 2(3):174-187. https://doi.org/10.3390/polym2030174
Chicago/Turabian StyleDuh, Yih-Shing, Ta-Cheng Ho, Jenq-Renn Chen, and Chen-Shan Kao. 2010. "Study on Exothermic Oxidation of Acrylonitrile-butadiene-styrene (ABS) Resin Powder with Application to ABS Processing Safety" Polymers 2, no. 3: 174-187. https://doi.org/10.3390/polym2030174