
Analysis of the Manufacturing Variables of Binderless Panels Made of Leaves of Olive Tree (Olea europaea L.) Pruning Waste

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Board Manufacture
2.2.2. Experimental Tests
3. Results and Discussion
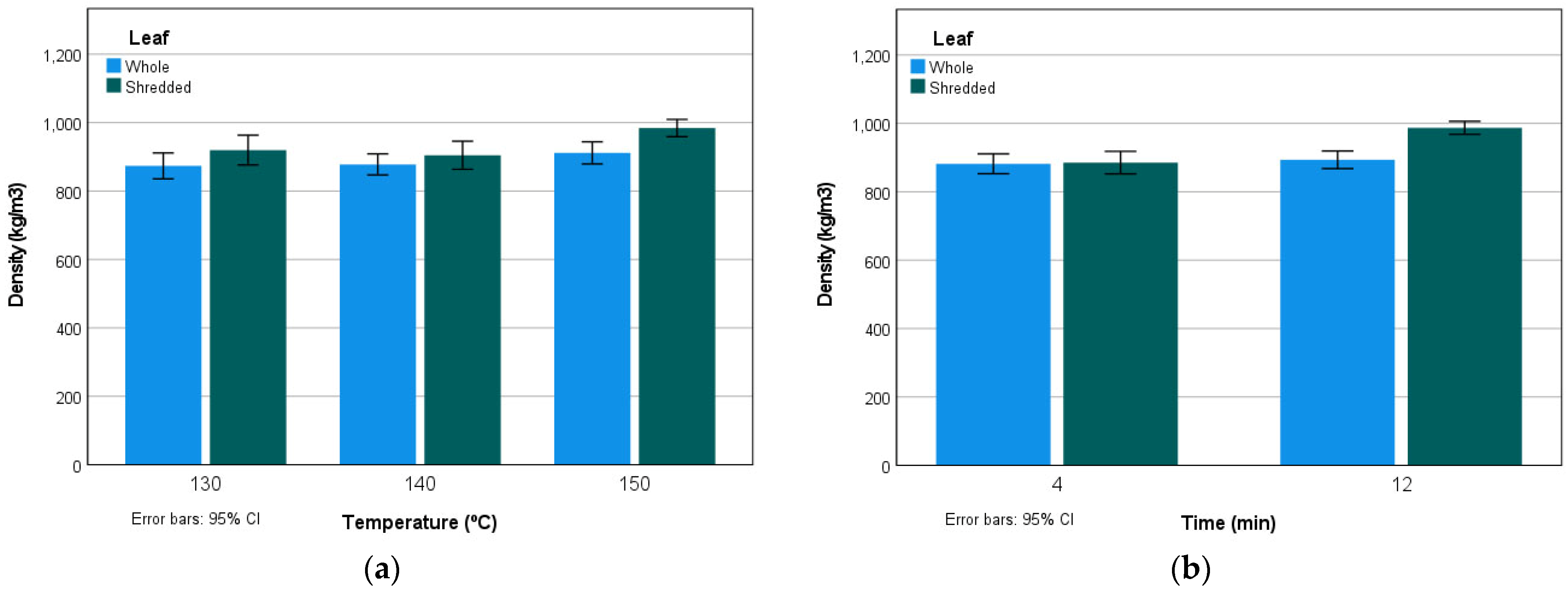
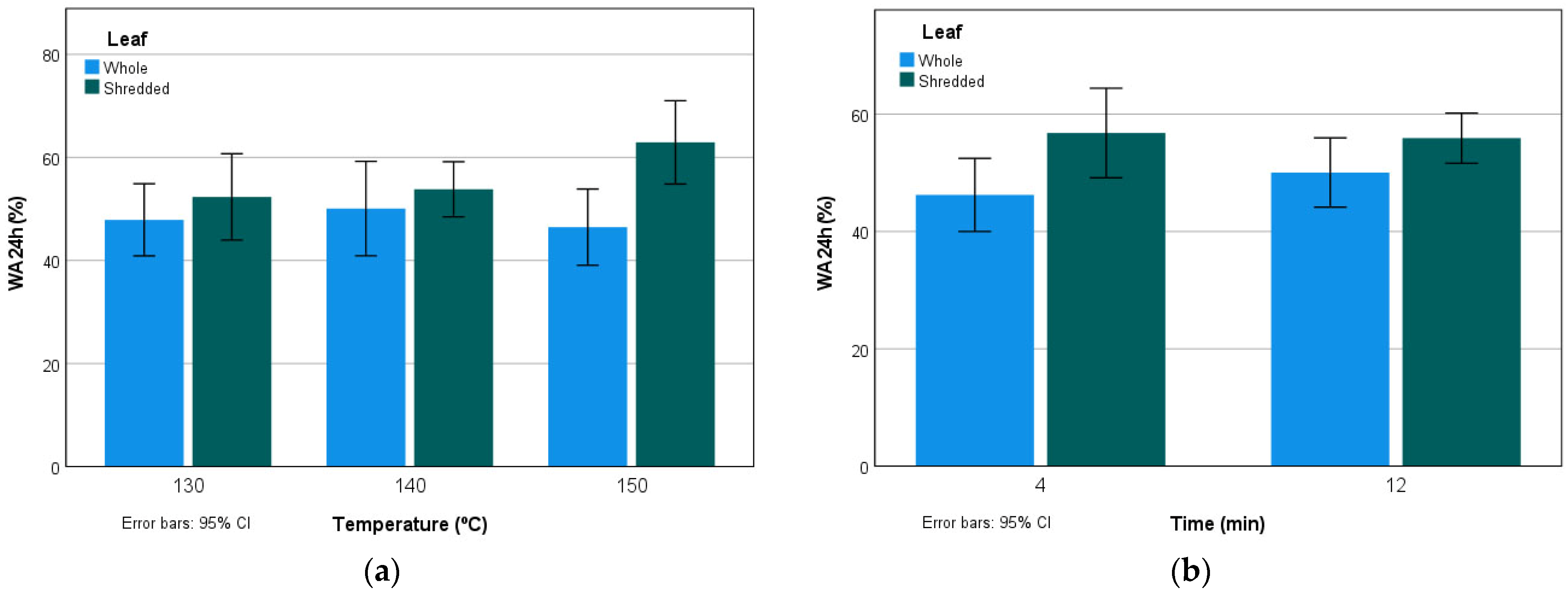
3.1. Physical Properties
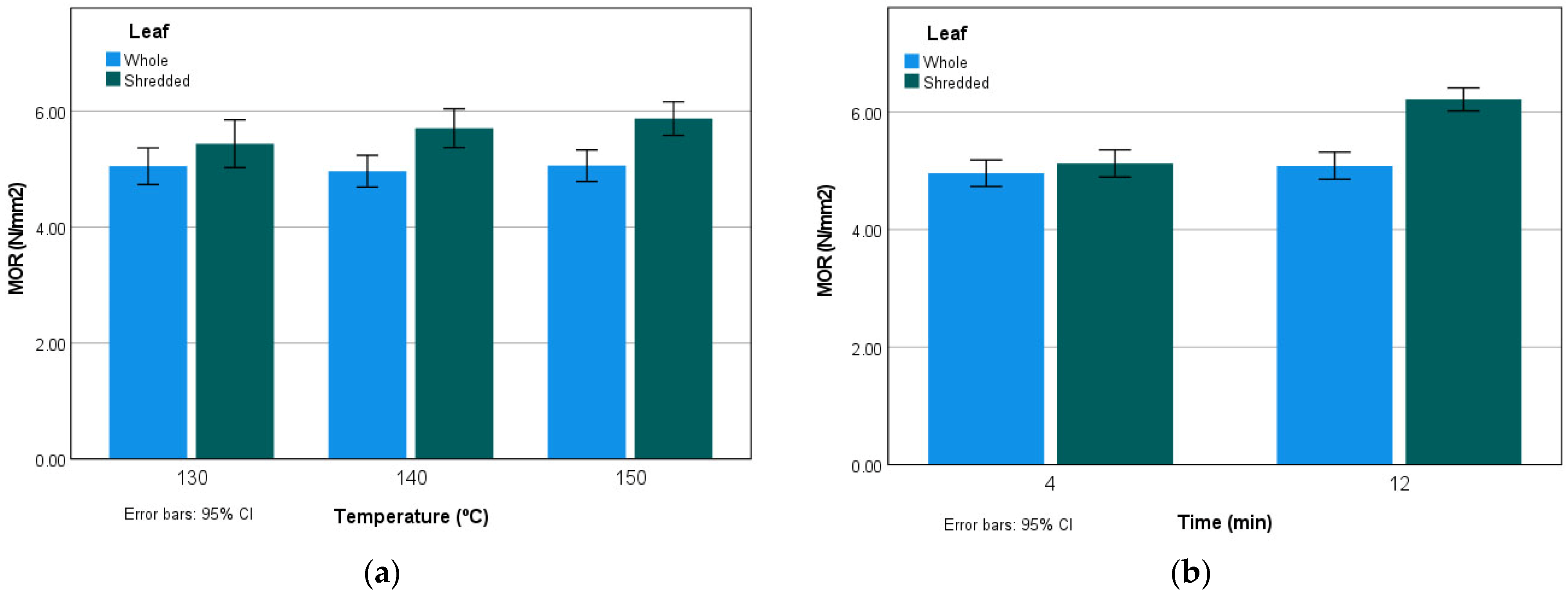
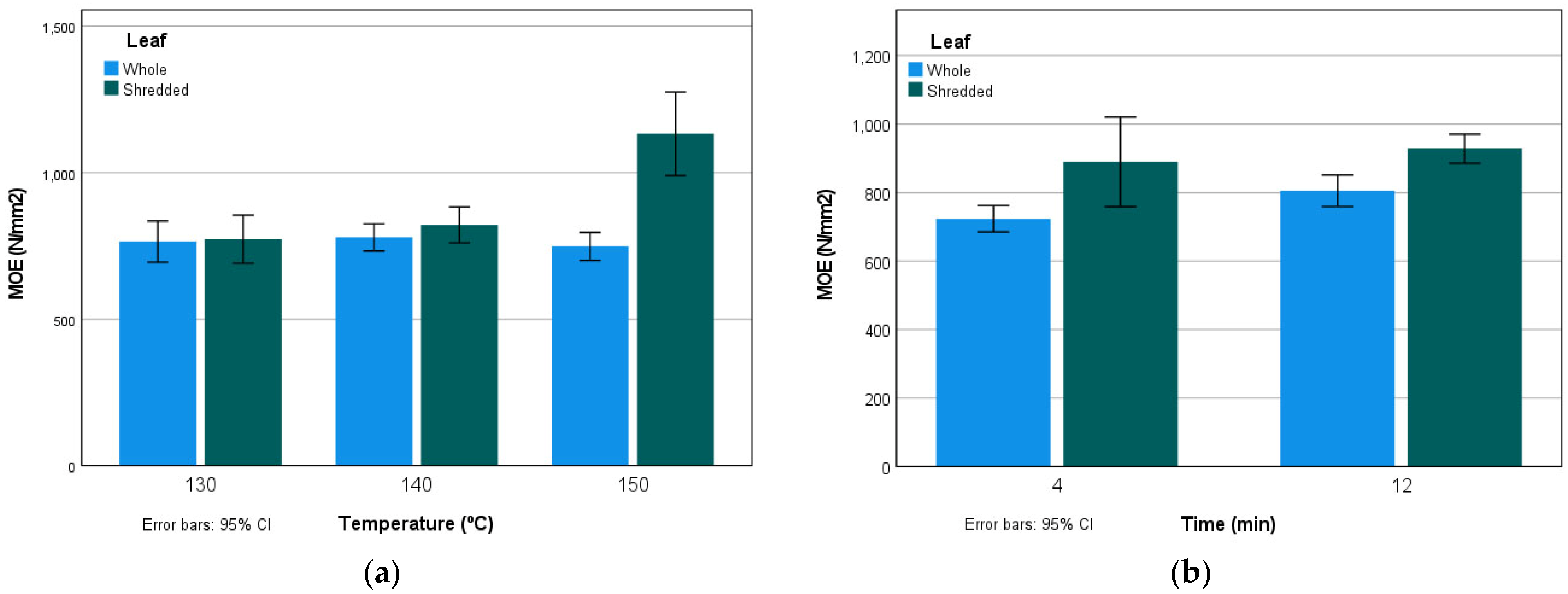
3.2. Mechanical Properties
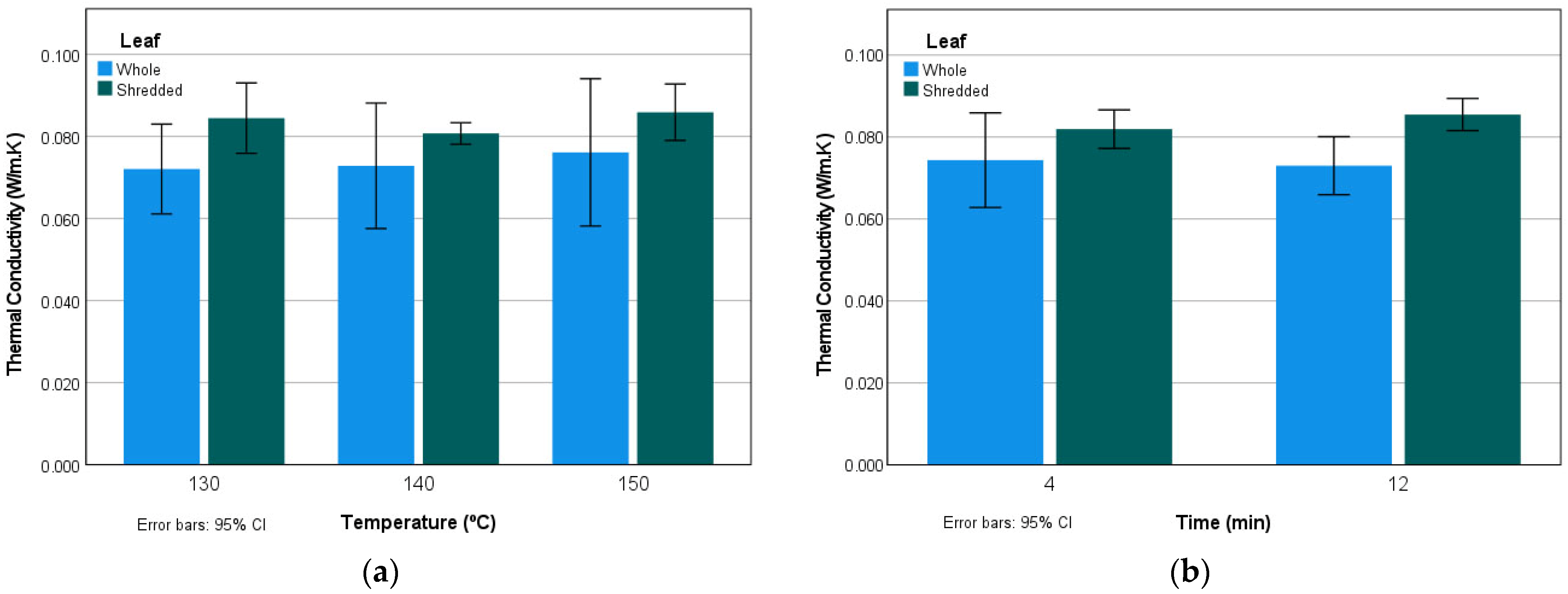
3.3. Thermal Properties
3.4. Statistical Analysis
3.5. Comparison with Other Studies of Panels Made of Leaves
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Almeida, M.I.; Dias, A.C.; Demertzi, M.; Arroja, L. Contribution to the development of product category rules for ceramic bricks. J. Clean. Prod. 2015, 92, 206–215. [Google Scholar] [CrossRef]
- Directive 2008/98/EC of The European Parliament and of The Council on Waste and Repealing Certain Directives. Off. J. Eur. Union 2008, L312, 3–30, Current consolidated version: 05/07/2018.
- Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on industrial emissions (integrated pollution prevention and control). Off. J. Eur. Union 2010, L334, 159–261, Current consolidated version: 06/01/2011.
- Directive (EU) 2018/850 of the European Parliament and of the Council of 30 May 2018 amending Directive 1999/31/EC on the landfill of waste. Off. J. Eur. Union 2018, L150, 100–108.
- MAPA. Dirección General de Producciones y Mercados Agrarios. Ministerio de Agricultura, Pesca y Alimentación. Subdirección General de Cultivos Herbáceos e Industriales y Aceite de Oliva. Balance Definitivo de Aceite de Oliva, Aceite de Orujo y Aceituna de Mesa en la Campaña 2019/2020. Available online: https://www.mapa.gob.es/es/agricultura/temas/producciones-agricolas/aceite-oliva-y-aceituna-mesa/balances.aspx (accessed on 22 November 2021).
- Romero-García, J.; Niño, L.; Martínez-Patiño, C.; Álvarez, C.; Castro, E.; Negro, M. Biorefinery based on olive biomass. State of the art and future trends. Bioresour. Technol. 2014, 159, 421–432. [Google Scholar] [CrossRef]
- Gutiérrez-Murillo, M.; Devesa, J.A.; Morales, R. Olive tree basketry (Olea europaea L.): Description of objects and traditional rod selection in a contemporary collection. Indian J. Tradit. Knowl. 2018, 17, 525–533. [Google Scholar]
- Molina-Alcaide, E.; Yáñez-Ruiz, D. Potential use of olive by-products in ruminant feeding: A review. Anim. Feed. Sci. Technol. 2008, 147, 247–264. [Google Scholar] [CrossRef]
- Aouidi, F.; Okba, A.; Hamdi, M. Valorization of functional properties of extract and powder of olive leaves in raw and cooked minced beef meat. J. Sci. Food Agric. 2017, 97, 3195–3203. [Google Scholar] [CrossRef] [PubMed]
- Koutrotsios, G.; Patsou, M.; Mitsou, E.K.; Bekiaris, G.; Kotsou, M.; Tarantilis, P.A.; Zervakis, G.I. Valorization of Olive By-Products as Substrates for the Cultivation of Ganoderma lucidum and Pleurotus ostreatus Mushrooms with Enhanced Functional and Prebiotic Properties. Catalysts 2019, 9, 537. [Google Scholar] [CrossRef] [Green Version]
- Mugnai, G.; Borruso, L.; Mimmo, T.; Cesco, S.; Luongo, V.; Frunzo, L.; Villa, F. Dynamics of bacterial communities and substrate conversion during olive-mill waste dark fermentation: Prediction of the metabolic routes for hydrogen production. Bioresour. Technol. 2021, 319, 124157. [Google Scholar] [CrossRef]
- Mamaní, A.; Sardella, M.F.; Giménez, M.; Deiana, C. Highly microporous carbons from olive tree pruning: Optimization of chemical activation conditions. J. Environ. Chem. Eng. 2019, 7, 102830. [Google Scholar] [CrossRef]
- Şirazi, M.; Aslan, S. Comprehensive characterization of high surface area activated carbon prepared from olive pomace by KOH activation. Chem. Eng. Commun. 2020, 208, 1479–1493. [Google Scholar] [CrossRef]
- Delgado-Moreno, L.; Nogales, R.; Romero, E. Wastes from the olive oil production in sustainable bioremediation systems to prevent pesticides water contamination. Int. J. Environ. Sci. Technol. 2017, 14, 2471–2484. [Google Scholar] [CrossRef]
- Anastopoulos, I.; Margiotoudis, I.; Massas, I. The use of olive tree pruning waste compost to sequestrate methylene blue dye from aqueous solution. Int. J. Phytoremed. 2018, 20, 831–838. [Google Scholar] [CrossRef] [PubMed]
- Roulia, M.; Kontezaki, E.; Kalogeropoulos, N.; Chassapis, K. One Step Bioremediation of Olive-Oil-Mill Waste by Organoinorganic Catalyst for Humics-Rich Soil Conditioner Production. Agronomy 2021, 11, 1114. [Google Scholar] [CrossRef]
- Toledo, M.; Gutiérrez, M.; Peña, A.; Siles, J.; Martín, M. Co-composting of chicken manure, alperujo, olive leaves/pruning and cereal straw at full-scale: Compost quality assessment and odour emission. Process. Saf. Environ. Prot. 2020, 139, 362–370. [Google Scholar] [CrossRef]
- Sánchez-Monedero, M.A.; Cayuela, M.L.; Sánchez-García, M.; Vandecasteele, B.; D’Hose, T.; López, G.; Martínez-Gaitán, C.; Kuikman, P.J.; Sinicco, T.; Mondini, C. Agronomic Evaluation of Biochar, Compost and Biochar-Blended Compost across Different Cropping Systems: Perspective from the European Project FERTIPLUS. Agronomy 2019, 9, 225. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Ibañez, P.; Sanchez-Garcia, M.; Sánchez-Monedero, M.A.; Cayuela, M.L.; Moreno, D.A. Olive tree pruning derived biochar increases glucosinolate concentrations in broccoli. Sci. Hortic. 2020, 267, 109329. [Google Scholar] [CrossRef]
- Libutti, A.; Rivelli, A. Quanti-Qualitative Response of Swiss Chard (Beta vulgaris L. var. cycla) to Soil Amendment with Biochar-Compost Mixtures. Agronomy 2021, 11, 307. [Google Scholar] [CrossRef]
- Gimenez, M.; Rodríguez, M.; Montoro, L.; Sardella, F.; Rodríguez-Gutierrez, G.; Monetta, P.; Deiana, C. Two phase olive mill waste valorization. Hydrochar production and phenols extraction by hydrothermal carbonization. Biomass Bioenergy 2020, 143, 105875. [Google Scholar] [CrossRef]
- Fillat, Ú.; Wicklein, B.; Martin-Sampedro, R.; Martin-Sampedro, R.; Ibarra, D.; Ruiz-Hitzky, E. Assessing cellulose nanofiber production from olive tree pruning residue. Carbohydr. Polym. 2018, 179, 252–261. [Google Scholar] [CrossRef]
- Sánchez-Gutiérrez, M.; Espinosa, E.; Bascón-Villegas, I.; Pérez-Rodríguez, F.; Carrasco, E.; Rodríguez, A. Production of Cellulose Nanofibers from Olive Tree Harvest—A Residue with Wide Applications. Agronomy 2020, 10, 696. [Google Scholar] [CrossRef]
- Requejo, A.; Rodriguez, A.; Colodette, J.L.; Gomide, J.L.; Jimenez, L. Comparative study of Olea europea and Eucalyptus urograndis kraft pulps. Cellul. Chem. Technol. 2012, 46, 517–524. [Google Scholar]
- Santos, J.I.; Fillat, Ú.; Martin-Sampedro, R.; Eugenio, M.E.; Negro, M.J.; Ballesteros, I.; Rodríguez, A.; Ibarra, D. Evaluation of lignins from side-streams generated in an olive tree pruning-based biorefinery: Bioethanol production and alkaline pulping. Int. J. Biol. Macromol. 2017, 105, 238–251. [Google Scholar] [CrossRef] [PubMed]
- Rencoret, J.; Gutiérrez, A.; Castro, E.; José, C. Structural characteristics of lignin in pruning residues of olive tree (Olea europaea L.). Holzforschung 2018, 73, 25–34. [Google Scholar] [CrossRef]
- Romero-García, J.M.; Lama-Muñoz, A.; Rodríguez-Gutiérrez, G.; Moya, M.; Ruiz, E.; Fernández-Bolaños, J.; Castro, E. Obtaining sugars and natural antioxidants from olive leaves by steam-explosion. Food Chem. 2016, 210, 457–465. [Google Scholar] [CrossRef]
- Miranda, I.; Simões, R.; Medeiros, B.; Nampoothiri, K.; Sukumaran, R.K.; Rajan, D.; Pereira, H.; Ferreira-Dias, S. Valorization of lignocellulosic residues from the olive oil industry by production of lignin, glucose and functional sugars. Bioresour. Technol. 2019, 292, 121936. [Google Scholar] [CrossRef]
- Guinda, Á.; Castellano, J.M.; Santos-Lozano, J.M.; Delgado-Hervás, T.; Gutiérrez-Adánez, P.; Rada, M. Determination of major bioactive compounds from olive leaf. LWT-Food Sci. Technol. 2015, 64, 431–438. [Google Scholar] [CrossRef] [Green Version]
- Sciubba, F.; Chronopoulou, L.; Pizzichini, D.; Lionetti, V.; Fontana, C.; Aromolo, R.; Socciarelli, S.; Gambelli, L.; Bartolacci, B.; Finotti, E.; et al. Olive Mill Wastes: A Source of Bioactive Molecules for Plant Growth and Protection against Pathogens. Biology 2020, 9, 450. [Google Scholar] [CrossRef] [PubMed]
- Conde, E.; Cara, C.; Moure, A.; Ruiz, E.; Castro, E.; Domínguez, H. Antioxidant activity of the phenolic compounds released by hydrothermal treatments of olive tree pruning. Food Chem. 2009, 114, 806–812. [Google Scholar] [CrossRef]
- Spinelli, R.; Picchi, G. Industrial harvesting of olive tree pruning residue for energy biomass. Bioresour. Technol. 2010, 101, 730–735. [Google Scholar] [CrossRef]
- Suardi, A.; Latterini, F.; Alfano, V.; Palmieri, N.; Bergonzoli, S.; Pari, L. Analysis of the Work Productivity and Costs of a Stationary Chipper Applied to the Harvesting of Olive Tree Pruning for Bio-Energy Production. Energies 2020, 13, 1359. [Google Scholar] [CrossRef] [Green Version]
- Martín-Lara, M.; Ronda, A.; Zamora, M.; Calero, M. Torrefaction of olive tree pruning: Effect of operating conditions on solid product properties. Fuel 2017, 202, 109–117. [Google Scholar] [CrossRef]
- Kocer, A.; Kurklu, A. Production of pellets from pruning residues and determination of pelleting physical properties. Energy Sources Part A Recover. Util. Environ. Eff. 2020, 1–13. [Google Scholar] [CrossRef]
- Toledano, A.; Alegría, I.; Labidi, J. Biorefining of olive tree (Olea europea) pruning. Biomass Bioenergy 2013, 59, 503–511. [Google Scholar] [CrossRef]
- Secades, P.M.; Ramos, E.R.; Perdices, M.B.; Negro, M.J.; Gallego, F.J.; Linares, J.C.L.; Galiano, E.C. Residual biomass potential in olive tree cultivation and olive oil industry in Spain: Valorization proposal in a biorefinery context. Span. J. Agric. Res. 2017, 15, 6. [Google Scholar]
- Oliva, J.M.; Negro, M.J.; Álvarez, C.; Manzanares, P.; Moreno, A.D. Fermentation strategies for the efficient use of olive tree pruning biomass from a flexible biorefinery approach. Fuel 2020, 277, 118171. [Google Scholar] [CrossRef]
- Bartoli, M.; Rosi, L.; Giovannelli, A.; Frediani, P.; Frediani, M. Characterization of bio-oil and bio-char produced by low-temperature microwave-assisted pyrolysis of olive pruning residue using various absorbers. Waste Manag. Res. 2020, 38, 213–225. [Google Scholar] [CrossRef] [PubMed]
- Caroca, E.; Serrano, A.; Borja, R.; Jiménez, A.; Carvajal, A.; Braga, A.; Rodriguez-Gutierrez, G.; Fermoso, F. Influence of phenols and furans released during thermal pretreatment of olive mill solid waste on its anaerobic digestion. Waste Manag. 2021, 120, 202–208. [Google Scholar] [CrossRef]
- Liuzzi, S.; Rubino, C.; Martellotta, F.; Stefanizzi, P.; Casavola, C.; Pappalettera, G. Characterization of biomass-based materials for building applications: The case of straw and olive tree waste. Ind. Crops Prod. 2020, 147, 112229. [Google Scholar] [CrossRef]
- Martellotta, F.; Cannavale, A.; De Matteis, V.; Ayr, U. Sustainable sound absorbers obtained from olive pruning wastes and chitosan binder. Appl. Acoust. 2018, 141, 71–78. [Google Scholar] [CrossRef]
- Liuzzi, S.; Rubino, C.; Stefanizzi, P.; Petrella, A.; Boghetich, A.; Casavola, C.; Pappalettera, G. Hygrothermal properties of clayey plasters with olive fibers. Constr. Build. Mater. 2018, 158, 24–32. [Google Scholar] [CrossRef]
- Pérez-Villarejo, L.; Eliche-Quesada, D.; Martín-Pascual, J.; Martín-Morales, M.; Zamorano, M. Comparative study of the use of different biomass from olive grove in the manufacture of sustainable ceramic lightweight bricks. Constr. Build. Mater. 2020, 231, 117103. [Google Scholar] [CrossRef]
- Eliche-Quesada, D.; Felipe-Sesé, M.A.; Martínez-Martínez, S.; Pérez-Villarejo, L. Comparative Study of the Use of Different Biomass Bottom Ash in the Manufacture of Ceramic Bricks. J. Mater. Civ. Eng. 2017, 29, 04017238. [Google Scholar] [CrossRef]
- Lila, K.; Belaadi, S.; Solimando, R.; Zirour, F.R. Valorisation of organic waste: Use of olive kernels and pomace for cement manufacture. J. Clean. Prod. 2020, 277, 123703. [Google Scholar] [CrossRef]
- Farag, E.; Alshebani, M.; Elhrari, W.; Klash, A.; Shebani, A. Production of particleboard using olive stone waste for interior design. J. Build. Eng. 2020, 29, 101119. [Google Scholar] [CrossRef]
- Ferrandez-Garcia, A.; Ferrandez-Villena, M.; Ferrandez-Garcia, C.E.; Garcia-Ortuño, T.; Ferrandez-Garcia, M.T. Potential Use of Phoenix canariensis Biomass in Binderless Particleboards at Low Temperature and Pressure. BioResources 2017, 12, 6698–6712. [Google Scholar] [CrossRef] [Green Version]
- EN 326; Wood-Based Panels, Cutting and Inspection. Part 1: Sampling and Cutting of Test Pieces and Expression of Test. European Committee for Standardization: Brussels, Belgium, 1994.
- EN 309; Particleboards. In Definitions and Classification. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 323; Wood-Based Panels. In Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317; Particleboards and Fiberboards. In Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 319; Particleboards and Fiberboards. In Determination of Tensile Strength Perpendicular to the Plane of de Board. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 310; Wood-Based Panels. In Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 12667; Thermal performance of building materials and products. In Determination of Thermal Resistance by Means of Guarded Hot Plate and Heat Flow Meter Methods: Products of High and Medium Thermal Resistance. European Committee for Standardization: Brussels, Belgium, 2001.
- EN 312; In Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- CTE-DB-HE. Código Técnico de la Edificación. Documento Básico. Ahorro de Energía. Real Decreto 732/2019, de 20 de Diciembre, Por el Que se Modifica el Código Técnico de la Edificación Aprobado por Real Decreto 314/2006, de 17 de Marzo. Available online: https://www.codigotecnico.org (accessed on 22 November 2021).
- Dieye, Y.; Tourea, P.M.; Gueye, P.M.; Sambou, V.; Bodian, S.; Tigampo, S. Thermomechanical Characterization of Particleboards from Powder Typha Leaves. J. Sustain. Constr. Mater. Technol. 2019, 4, 306–317. [Google Scholar] [CrossRef]
- Tangjuank, S. Thermal insulation and physical properties of particleboards from pineapple leaves. Int. J. Phys. Sci. 2011, 6, 4528–4532. [Google Scholar] [CrossRef]
- Masturi; Jannah, W.N.; Maulana, R.M.; Darsono, T.; Sunarno; Rustad, S. Mechanical and physical properties of teak leaves waste/polyurethane composites for particleboard application. Adv. Compos. Lett. 2020, 29, 2633366X20962507. [Google Scholar] [CrossRef]
- Yalinkilic, M.K.; Imamura, Y.; Takahashi, M.; Kalaycioglu, H.; Nemli, G.; Demirci, Z.; Ozdemir, T. Biological, physical and mechanical properties of particleboard manufactured from waste tea leaves. Int. Biodeterior. Biodegrad. 1998, 41, 75–84. [Google Scholar] [CrossRef]
- Aghakhani, M.; Enayati, S.H.; Nadalizadeh, H.; Pirayesh, H. The potential for using the sycamore (Platus orientalis) leaves in manufacturing particleboard. Int. J. Environ. Sci. Technol. 2014, 11, 417–422. [Google Scholar] [CrossRef]
- Nemli, G.; Demirel, S.; Gümüşkaya, E.; Aslan, M.; Acar, C. Feasibility of incorporating waste grass clippings (Lolium perenne L.) in particleboard composites. Waste Manag. 2009, 29, 1129–1131. [Google Scholar] [CrossRef]
- Park, S.B.; Lee, S.M.; Park, J.Y. Characteristics of Particleboard Fabricated from Waste Wood Particles with Gingko Tree Leaves. J. Korea Furnit. Soc. 2007, 18, 106–110. [Google Scholar]
- Hashim, R.; Nadhari, W.N.A.W.; Sulaiman, O.; Kawamura, F.; Hiziroglu, S.; Sato, M.; Sugimoto, T.; Seng, T.G.; Tanaka, R. Characterization of raw materials and manufactured binderless particleboard from oil palm biomass. Mater. Des. 2011, 32, 246–254. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Leaf Type | Temperature (°C) | Time (min) | Number |
|---|---|---|---|---|
| S1a | Shredded | 130 | 4 | 2 |
| S1b | Shredded | 130 | 12 | 2 |
| S2a | Shredded | 140 | 4 | 2 |
| S2b | Shredded | 140 | 12 | 2 |
| S3a | Shredded | 150 | 4 | 2 |
| S3b | Shredded | 150 | 12 | 2 |
| W1a | Whole | 130 | 4 | 2 |
| W1b | Whole | 130 | 12 | 2 |
| W2a | Whole | 140 | 4 | 2 |
| W2b | Whole | 140 | 12 | 2 |
| W3a | Whole | 150 | 4 | 2 |
| W3b | Whole | 150 | 12 | 2 |
| Test | N of Replicates (Per Panel) | Size of the Specimens | Equipment Used |
|---|---|---|---|
| Relative Humidity | 3 | 20 g | Model UM2000, Imal s.r.l. |
| Density | 6 | 50 × 50 mm | Model IB700, Imal s.r.l. |
| Thickness Swelling (TS) | 3 | 50 × 50 mm | Model 76-B0066/B Water Bath, Controls S.A. Model UM2000, Imal s.r.l. |
| Water Absorption (WA) | 3 | 50 × 50 mm | Model 76-B0066/B Water Bath, Controls S.A. Model UM2000, Imal s.r.l. |
| Modulus of Rupture (MOR) | 6 | 150 × 50 mm | Model UM2000, Imal s.r.l. |
| Modulus of Elasticity (MOE) | 6 | 150 × 50 mm | Model UM2000, Imal s.r.l. |
| Internal Bonding Strength (IB) | 3 | 50 × 50 mm | Model UM2000, Imal s.r.l. |
| Thermal Conductivity | 1 | 300 × 300 mm | NETZSCH Instruments Inc. |
| Factor | Properties | Sum of Squares | d.f. | Half Quadratic | F | p-Value |
|---|---|---|---|---|---|---|
| Leaf type | Density (kg/m3) | 84,534.65 | 1 | 84,534.65 | 10.99 | 0.001 |
| TS 24 h (%) | 1551.53 | 1 | 1551.52 | 49.02 | <0.001 | |
| WA 24 h (%) | 1213.56 | 1 | 1213.56 | 8.12 | 0.006 | |
| MOR (N/mm2) | 15,08 | 1 | 15.08 | 26.26 | <0.001 | |
| MOE (N/mm2) | 754,422.53 | 1 | 754,422.53 | 15.24 | <0.001 | |
| IB (N/mm2) | 0.03 | 1 | 0.03 | 31.39 | <0.001 | |
| Thermal C. (W/m·K) | 0.00 | 1 | 0.00 | 12.69 | 0.002 | |
| Pressing temperature | Density (kg/m3) | 93,802.05 | 2 | 46,901.03 | 6.10 | 0.003 |
| TS 24 h (%) | 376.08 | 2 | 188.04 | 3.83 | 0.027 | |
| WA 24 h (%) | 255.16 | 2 | 127.58 | 0.77 | 0.467 | |
| MOR (N/mm2) | 1.19 | 2 | 0.60 | 0.89 | 0.416 | |
| MOE (N/mm2) | 799,835.17 | 2 | 399,917.59 | 8.07 | <0.001 | |
| IB (N/mm2) | 0.00 | 2 | 0.00 | 0.13 | 0.879 | |
| Thermal C. (W/m·K) | 0.00 | 2 | 0.00 | 0.49 | 0.619 | |
| Pressing time | Density (kg/m3) | 115,661.14 | 1 | 115,661.14 | 15.47 | <0.001 |
| TS 24 h (%) | 7.93 | 1 | 7.93 | 0.15 | 0.702 | |
| WA 24 h (%) | 38.76 | 1 | 38.76 | 8.12 | 0.631 | |
| MOR (N/mm2) | 13.36 | 1 | 13.36 | 22.78 | <0.001 | |
| MOE (N/mm2) | 130,082.85 | 1 | 130,082.85 | 15.24 | 0.123 | |
| IB (N/mm2) | 0.00 | 1 | 0.00 | 3.04 | 0.085 | |
| Thermal C. (W/m·K) | 0.00 | 1 | 0.00 | 0.098 | 0.757 |
| Factor | Pearson | Density (kg/m3) | TS 24 h (%) | WA 24 h (%) | MOR (N/mm2) | MOE (N/mm2) | IB (N/mm2) | Thermal. C. (W/m·K) |
|---|---|---|---|---|---|---|---|---|
| Leaf type | Correlation | −0.131 | −0.612 ** | −0.335 ** | −0.257 ** | −0.259 ** | −0.591 ** | −0.396 |
| Sig (bilateral) | 0.118 | <0.001 | 0.004 | 0.002 | 0.002 | <0.001 | 0.055 | |
| N | 144 | 72 | 72 | 144 | 144 | 72 | 24 | |
| Pressing temp. | Correlation | 0.231 ** | 0.277 * | 0.147 | 0.111 | 0.301 ** | 0.045 | 0.136 |
| Sig (bilateral) | 0.005 | <0.019 | 0.218 | 0.187 | <0.001 | 0.707 | 0.528 | |
| N | 144 | 72 | 72 | 144 | 144 | 72 | 24 | |
| Pressing time | Correlation | 0.313 ** | −0.046 | 0.058 | 0.372 ** | 0.129 | 0.204 | 0.067 |
| Sig (bilateral) | <0.001 | 0.702 | 0.631 | <0.001 | 0.123 | 0.085 | 0.757 | |
| N | 144 | 72 | 72 | 144 | 144 | 72 | 24 |
| Source | Material | Binder | Density (kg/m3) | TS 24 h (%) | WA 24 h (%) | MOR (N/mm2) | MOE (N/mm2) | IB (N/mm2) |
|---|---|---|---|---|---|---|---|---|
| [60] | Red oak | 4–20% PU | 825–1261 | 1.38–107.35 | ||||
| [61] | Tea | 8–10% UF | 550–750 | 7.50–41.00 | 37.50–135.00 | 2.20–12.50 | ||
| [62] | Sycamore | 4% MDD | 600–700 | 15.28–18.05 | 31.70–34.20 | 15.92–17.23 | 1958–2130 | 0.58–0.74 |
| [63] | Grass | 12% UF | 33.6 | 4.19 | 351.35 | 0.08 | ||
| [48] | Canary palm | binderless | 855 | 54.32 | 132.53 | 6.26 | 1045.92 | 0.29 |
| [65] | Oil palm | binderless | 800 | 65.00 | 130.00 | 2.00 | 0.00 | |
| This work | Olive | binderless | 888–936 | 16.18–25.46 | 48.15–56.36 | 5.02–5.67 | 764.62–909.38 | 0.01–0.05 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferrandez-Garcia, A.; Ferrandez-Garcia, M.T.; Ortuño, T.G.; Mata-Cabrera, F.; Ferrandez-Villena, M. Analysis of the Manufacturing Variables of Binderless Panels Made of Leaves of Olive Tree (Olea europaea L.) Pruning Waste. Agronomy 2022, 12, 93. https://doi.org/10.3390/agronomy12010093
Ferrandez-Garcia A, Ferrandez-Garcia MT, Ortuño TG, Mata-Cabrera F, Ferrandez-Villena M. Analysis of the Manufacturing Variables of Binderless Panels Made of Leaves of Olive Tree (Olea europaea L.) Pruning Waste. Agronomy. 2022; 12(1):93. https://doi.org/10.3390/agronomy12010093
Chicago/Turabian StyleFerrandez-Garcia, Antonio, Maria Teresa Ferrandez-Garcia, Teresa Garcia Ortuño, Francisco Mata-Cabrera, and Manuel Ferrandez-Villena. 2022. "Analysis of the Manufacturing Variables of Binderless Panels Made of Leaves of Olive Tree (Olea europaea L.) Pruning Waste" Agronomy 12, no. 1: 93. https://doi.org/10.3390/agronomy12010093