

Modeling and Improving the Efficiency of Crushing Equipment

Mineral Raw Material Processing Faculty, Saint Petersburg Mining University, 199106 St. Petersburg, Russia
*
Author to whom correspondence should be addressed.
Symmetry 2023, 15(7), 1343; https://doi.org/10.3390/sym15071343
Submission received: 16 May 2023
/
Revised: 15 June 2023
/
Accepted: 29 June 2023
/
Published: 30 June 2023
(This article belongs to the Special Issue Advanced Digital, Modeling and Control Applies into Various Processes II)
Abstract
:Over the last few decades, the demand for energy-efficient mineral-processing methods has continued. The necessity to develop energy-efficient technologies for the mineral industry will increase in the future, considering the exhaustion of high-quality resources and severe environmental limitations. The subject of this study is crushing equipment. It is a complex of units designed to reduce the fraction of ore and non-metallic solid materials. It is also designed to make them more symmetrical in order to facilitate their transport and later use in production. Thus, the urgency of using crushers in mining and processing plants is clear, so it is relevant to find ways to optimize their operation and reduce energy consumption. This article presents a systematic review of the task of improving the energy efficiency of crushing units. This is achieved by studying modelling methods and results, the automation of crushing and grinding processes, and the wear reduction of crusher components. On the grounds of the reviewed sources, the main methods of increasing the efficiency of crushing units are identified. A mathematical model of the cone crusher was designed. The simulation error is less than 6%. A simulation experiment was carried out on the mathematical model. The dependences of the current and power of the crusher electric drive on the feeder capacity are determined; the graphs have a symmetrical position relative to the approximating curve (R2 ≈ 0.9).
1. Introduction
Worldwide practice shows that economic development is based on the concept of efficient functioning. An essential aspect of such a function is the rational use of energy resources [1]. Irrational use of energy leads to economic losses and the exhaustion of energy resources.
The mineral and raw material complex plays a leading role in Russia’s economy, as a factor in its steady development. It is no wonder that mining and processing companies are the largest consumers of electricity [2]. More than 3 billion tonnes of raw materials are crushed every year. More than 70 billion kWh of electricity is consumed, representing up to 5% of the country’s total production. For a single mine, the share of energy consumption for crushing can be as much as 50% of the annual output. In the context of the upward trend in energy prices over the last few years, most mining companies are focused on reducing energy consumption in order to cut the cost of the final product [3].
The crushing process is widely used in the metallurgical, construction, and mining industries. The basic method of primary preparation of raw materials is to crush the mined ore. Crushing is the first and most important stage in the preparation of raw materials for further processing. The quality of the following processing stages (crushing, flotation, thickening, drying, etc.) depends on the crushing quality. The main purpose of this stage is to separate (open) the grains of different minerals contained in the mineral, which are closely intertwined and fused together during the process of formation. Therefore, the more completely the minerals are exposed during crushing, the better and more successful the subsequent beneficiation of the mineral is. The crushing stage cannot be avoided and therefore improving crushing efficiency is an urgent industry concern. A significant drawback of crushing units is their low energy efficiency.
A characteristic feature of the crushers is their continuous function. The desired degree of material reduction is to be maintained while the volume of the feed material is constantly controlled.
The aim of this work is to develop a mathematical model of the crushing process and to set out the dependencies between the main technological parameters of the machine.
To achieve the objective, the following tasks should be carried out:
- -
- Research the modelling and automation of crushing equipment.
- -
- Develop a mathematical model of a cone crusher.
- -
- Identify the effect of plant capacity on the crusher’s current and drive power.
- -
- Find out the crushing process conditions for energy efficiency.
The scientific novelty lies in finding the dependence of the current and power of the crusher on the feeder capacity. This will form the basis for the study of operating modes and the formation of requirements for an automatic control system. As a result of the study, it is established that the dependence between the crusher motor current and crusher capacity has a linear nature. The parameters of this dependence are defined, and the adequacy of the model is estimated. The obtained mathematical model can be used to select optimal values of the control parameters to improve crushing efficiency, as well as to develop automated control systems for the crushing process.
2. Review
In general, there are three main ways of improving the energy efficiency of crushing equipment: Modeling, automation, and wear reduction.
2.1. Modelling the Crushing Process
Considerable energy savings can be achieved by improving technological processes in all industries, including mining. The improvement of technological and crushing processes in particular is closely related to modeling. Simulation allows studying the laws of the crushing process to improve the calculation methods of crushers and check the efficiency and adequacy of developed automated control systems [4].
The investigation of the crushing process using mathematical models is a prospective trend, as the use of crushing units in factories remains relevant. Consequently, the ways to optimize their operation, as well as to reduce energy consumption, are still relevant.
The most common method for modeling bulk materials is the Discrete Element Method (DEM). When investigating ways to improve energy efficiency, a number of authors refer to MDE modeling, as it is a powerful tool for calculating the overall efficiency and product distribution in the crushing chamber. MDE provides a more accurate overview of the various parameters of the crushing process, e.g., how different particle densities and shapes affect the crushing process [5].
Crusher modeling is hardly achievable without identifying the basic parameters of crushers; this is an essential basis for any model [6].
The book «Mineral Processing Design and Operations» described mathematical modeling strategies for single processes that are later integrated to form a comprehensive mineral processing facility. This work is essential in the design of process control systems in mineral processing and beneficiation plants [7].
Each crusher is a complex unit with a large number of parameters. For example, a cone crusher is represented by a system with six degrees of freedom with two symmetry planes. The basic dependencies and formulas for the mathematical description of the cone crusher have been suggested [8].
The modeling of the jaw crusher using mathematical expressions has also been studied by a number of researchers. For example, in [9], the modeling is considered in the context of energy consumption, and in [10], in the context of process kinematics. Work [11] proposes a fundamental model that serves as a universal tool for modeling jaw crushers. The relations defined in this work are suitable for modeling the kinematics of the process, flow, fracture, capacity, power, and pressure.
The mathematical relations describing the behavior of roll crushers have been examined in [12,13]. The most complete modeling study of a hammer crusher is presented in [14,15]. Regarding the result of the model, it is possible to estimate the capacity, output size, capacity, and wear of the crusher. Another paper [16] analyzed the potential for improving the energy efficiency of crushing equipment. It is shown that MDE modeling contributes to the development and implementation of new technologies that reduce the energy consumption of crushers. The authors of [17] proposed models for five types of crushers—jaw, cone, gyratory, impact, and roller crushers. The authors state that the models they obtained are useful for predicting key indicators such as power consumption, product size, capacity, and equipment wear and tear. The MDE also simulates the effect of changing loading conditions and allows the optimum feed rate into the crushing chamber to increase capacity and energy efficiency [18]. In [13], a Virtual Comminution Machine (VCM) based on the MDE was created, which is able to relate each type of particle collision and its energy to the failure probability of each specific particle. Such research shows that the DEM is capable of solving a variety of tasks. A model is presented in [19] that considers that the material particles have different strengths. This aspect provides more opportunities to apply the crusher model under different conditions. A major disadvantage of the DEM method is that it requires extensive knowledge of material properties, as well as powerful computational equipment, which may present some difficulties for researchers [20,21].
The following ways of improving the quality and adequacy of models have been discussed in [22]:
- Study of the material characteristics’ relationship with laboratory-measured particle properties, considering rock texture, variability, and particle size.
- Consideration of the geometric details of loading conditions in the criteria when failure occurs and determining the size distribution and shape of fluxes.
- Continuously reducing the particle size allowances that are used so that all larger product fractions can be explicitly included in the model.
- Selective destruction and release shall be included in the calculation scheme.
- Inclusion of air flow, which for some crushers is optional.
The “fuzzy modeling” concept is also applied to simulate crushing units. Such modeling relies on fuzzy logic for the relation between the control parameters and the output. Fuzzy logic is an intelligent system that is not characterized by strict standards. Fuzzy logic, according to the authors of [23], is ideal for predicting changes in particle size, taking into account factors due to non-linear conditions in crushing and sorting. A new approach to modeling the crushing process has been put forward in [24]. The adaptive neuro-fuzzy inference system’s (ANFIS) capability of simulating eccentric velocity, closed-side positions, and particle size at the crusher outlet was studied. The study results showed that the developed ANFIS model is able to simulate the performance of the cone crusher. The ANFIS model is also applicable for modeling and predicting the wear rate [25].
2.2. Automation of Crushing Processes
Multi-disciplinary design optimization (MDO) is used to handle design tasks involving a number of disciplines. The advantage of using MDO is that the optimum overall solution, as compared to the optimum found by optimizing each solution sequentially, also takes into account the interaction between them. The application of interdisciplinary design optimization in the modeling of mineral processing, namely the crushing and grinding processes, has been investigated, and the effectiveness proven [26].
The automation of any technological process, and of the crushing process in particular, involves creating a system that manages the process without direct human intervention or that leaves the most critical decision-making to humans. Thus, the automation of crushing processes improves productivity and energy efficiency by minimizing human intervention in the process, therefore reducing human errors.
At this stage, it is impossible to fully automate crushing processes in plants. Operators still have a significant influence on the process, so it should be taken into account that one of the key aspects of the loss of operator control is the absence of deep knowledge of the process dynamics. Consequently, in order to reduce errors in a manual control environment to a minimum, the data from the devices should be presented in an understandable manner. This will ensure efficient decision-making and improve overall efficiency [27].
Another article [28] showed the feasibility of implementing an automated control system at the industry level. The use of the automated system increased productivity and improved the final product quality. It also resulted in fewer shutdowns due to overcurrent crushers, a high level in the intake hopper, a low level in the feed hopper, displacement, etc. The authors found that there are 55% more delays in manual operation than in plant operation with an automated system (22 vs. 49).
Another study [29] aimed to investigate the feasibility of implementing a costly process control system in the mining industry. A survey was performed in 20 mining enterprises. It revealed that the process control and monitoring system results in a 1–16% increase in capacity, up to a 1% increase in recovery, and many other simultaneous benefits in milling and flotation. These include less operator intervention and a payback period of less than six months.
Other authors [30] dealt with the development of an optimal control and monitoring system for the crushing stage. Mathematical models of two closed-loop representations, called ideal and real systems, were proposed.
Another previous study [31] implemented a digital system software solution for a crusher to integrate a set of interconnected process units in the control of one hardware unit in the controller and the SCADA system installed at the operator’s station.
The most important functions of the digital system for the crusher are the continuous monitoring of the equipment, crusher machinery, and aggregates during operation and the signal generation for crusher capacity control. The crusher is electronically archived with all failures and operating parameters. The efficiency of the developed system has been proven. The system provides a significant increase in operator friendliness by providing a single-user interface to control the crusher from a central operator station [14].
Other research [32] aimed at improving the control of cone crusher parameters. The software of an automated control system for the crushing process of stone materials was proposed. The developed system provided a significant increase in operator friendliness. This was achieved by providing the operator with a single-user interface for controlling different process units from a single operator station and additional information and services [33].
A technique for process control based on vibration signals was introduced in [34]. The signal from the equipment is processed by time-frequency analysis and represented in image format. It is then fed to the input of a neural network, which analyzes the production process.
Previous authors presented a new approach to local fault detection in rotating machines based on the acquisition of vibration signals and their processing by matrix factorization of the spectrogram matrix [35].
The automatic control system cannot work efficiently without constantly collecting data from the machine. Sensors are an integral part of closed-loop control, as the quality of the measurement directly affects the performance of the control system. Better measurement quality leads to more accurate control. A previous paper [36] provided a method of controlling the level of the feed hopper. The question of undesirable ‘noise’ in the level sensor was investigated. A new method with time-varying adaptive state estimation for better level control using an ultrasonic sensor was proposed. A PI controller was also applied to monitor the level, which provides a signal, and the controller manages the feed rate to maintain the optimum level of hopper loading. Vibration was also studied in [37]. In their experiment, the authors used a vibrometer to measure vibration and a digital noise meter to manage noise.
The authors of the study [38] suggested an automatic process control system for a jaw crusher. This would improve and intensify the production process while reducing human intervention by solving production process problems. The proposed system uses an ultrasonic sensor with variable motor speed to control the vibration speed of the screen preceding the crusher to obtain feed rate control. This helps to solve the overloading issues in the crusher. In addition, an electromagnetic bar has been installed above the screen to trap any iron particles contained in the raw material. This is therefore a solution to the forced stoppage of the crushing process and also leads to shorter maintenance times and lower costs. Furthermore, the end-product storage hoppers have been designed to match the crusher’s daily output. The level in the hopper is monitored using an ultrasonic sensor, which solves the loss of the final product. A three-dimensional model was designed to test the obtained system. The simulation results confirmed the benefits achieved by increasing the feed rate by approximately 1.5% and the quantity of the final product by approximately 2.5%.
2.3. Reducing the Wear of Crushing Equipment
Wear and tear constitute a factor that has a major impact on energy consumption, as the use of outdated equipment does not allow for high intensity and efficiency in manufacturing. Moreover, premature wear and tear or failure of components and equipment used to grind ore can lead to unplanned downtime and therefore significant losses for the mining industry.
The dependence between wear, deformation, and the energy input of the crusher has been considered by many researchers. For example, in [39], the relationship between wear and energy input at different compression and sliding ratios was determined:
where —Bond’s net performance index; —energy input; —80% of the incoming product; —80% of the resulting product.
The dependence proposed by the researchers can be used to approximate the minimum amount of energy required to grind selected materials of a given size [40].
The authors of the article [41] focused on improving the energy efficiency of crushers by changing their design features. The following conclusions were drawn from the study:
At least 60% of the work input is dissipated by the redistribution of the particles.
The elastic strain energy fraction increases and the redistribution energy fraction decreases as the compression stress rises.
The fracture energy is less than 5% of the total energy input, and this value is independent of the compressive stress.
The energy dissipated through redistribution is 14–30 times greater than the fracture energy.
This study broadened the fundamental knowledge of rock microstructure changes during limited crushing. The results could then be used to develop energy-efficient crusher designs [42,43,44].
Crusher components are usually made from austenitic manganese steel. This material is widely used in industry for several reasons. Austenitic manganese steel has a high toughness and high resistance to severe shock loads. A previous paper [45] studied steel with different manganese contents—Hadfield steel (12% Mn), which is the most common, and steel with a higher manganese content (20% Mn). As a result, it was found to be impractical, because, at a higher cost, such steel does not have significantly greater wear resistance.
Researchers worldwide are attempting to minimize wear on equipment made of Hadfield steel. For example, wear can be reduced by applying Metco 1030A hard coatings by laser cladding [46], or by subjecting the steel to a thermochemical treatment [47]. Investigations into the subsurface microstructures of Hadfield steel determine which parts of a jaw crusher are most vulnerable [48].
The premature wear of the crusher components is due to the fact that waste rock also passes through the crushing equipment. It was found by the authors in the paper [49] that the greatest positive effect in terms of the energy efficiency of crushing leads to the exclusion of waste rock from the crushing cycle.
Another effective way to minimize wear on crushers is to select them adequately. Adequate selection should be interpreted as the use of a specific crusher to achieve a particular task. It has been found that the shape characteristics of the end product play an important role in the equipment performance. Thus, depending on the desired shape of the end product, the type of crusher used depends as well. For example, jaw crushers are employed to produce paddle and disc-shaped end products [50].
Equipment wear is influenced both by operating conditions and the human factor. The authors of the article [51] proposed a two-objective optimization model for this task, taking into account the effect of workforce training and equipment wear.
The failure rate increases as the crusher ages and wears [52], so diagnosis and fault prediction are essential actions to assess the condition of equipment and optimize its use. In [53], analyses based on physical models, knowledge-based models, and artificial intelligence models were proposed for diagnosis.
Although there is a great deal of research on the topic of improving the energy efficiency of crushers, there are still a number of unresolved scientific challenges [54].
Most difficulties are experimental in the modeling of crushers. That is, there are difficulties in conducting experiments due to insufficient data on rock properties and the inability to conduct research on real equipment in enterprises. For example, the influence of rock texture, strength, and brittleness on the power consumed by crushers requires additional study [55,56]. Moreover, the task of converting the electricity used in crushing and grinding rocks into thermal energy has not yet been completely explored [57].
Further research is also required for methods of ore pretreatment in order to increase the energy efficiency of crushing processes. This is essential because most recently developed methods (microwave, ultrasonic and electric disintegration) are themselves energy-intensive, and the overall energy consumption cannot be significantly reduced [58,59].
Hadfield steel was found in the second half of the nineteenth century, and to this day, most crusher components are made from it. Many researchers have tried to invent steel that is less prone to wear. However, it has not been possible to find wear-resistant steel that would be worth using at this time. This is because the difficult operating conditions create challenges in material selection since the hardness values of steels do not reveal the nature of their wear behavior [60]. However, there is ongoing research related to the use of bainite steel without carbide as an alternative material that could be used in the production of components for crushing equipment [61,62].
3. Methods
The improvement of technological and crushing processes, in particular, is connected directly to modeling. Thus, it is important to study the patterns between the parameters of technological processes. It will give us an opportunity to improve the methods of calculation of various equipment, etc.
The key task in ore-dressing modeling is to determine the mathematical relation between the granulometric characteristics of the supply and the products. For a high-quality solution, it is necessary to take into account all the factors affecting the process. Modeling is essential to study the process in terms of optimum control.
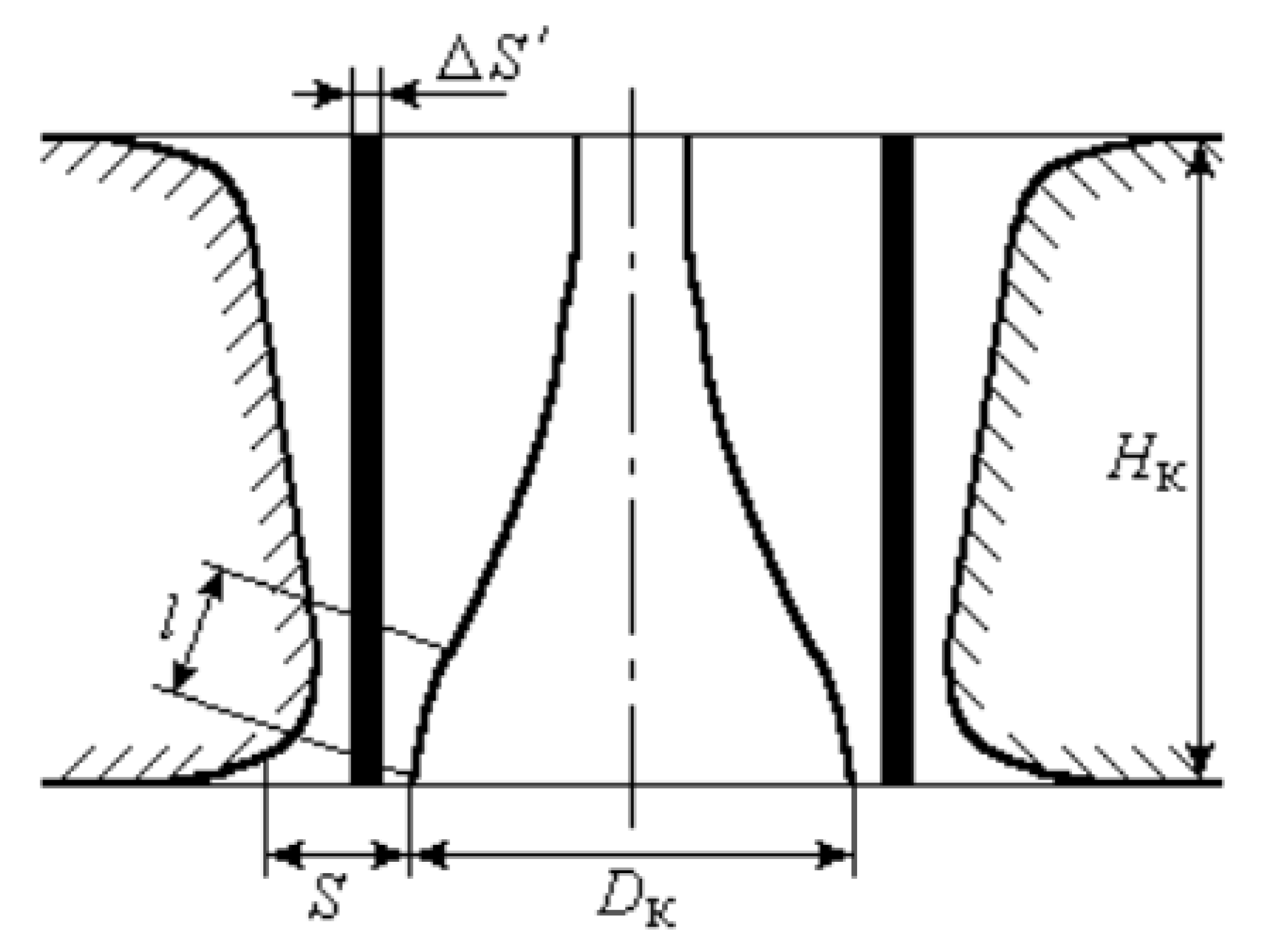
Figure 1 shows the crushing chamber of a cone crusher.
The particle size distribution of the final crushing stage material depends on a number of factors: Strength, coarseness of the rock, and wear of the crusher cones.
This work uses the width of the discharge slot S and the capacity of the inlet material flow of the crusher as the controls. The controllable parameters were the power of the electric drive consumed during crushing N, electric drive current I, and output capacity of the crusher’s output stream Q.
The material balance equation of the cone crusher in deviations will be:
where —incremental productivity of input and output material streams of the crusher; —increment of material volume V in the crushing chamber.
The material volume increment (Figure 1) is
Modifying the performance of the cone crusher:
where —the loosening ratio; n—the actuator speed; —the volume change of the discharged material by varying the ΔS value of the discharge opening; —parallelism length.
From Equation (4) we obtain:
Substituting (5) into (3) results in:
From (2) and (6) we obtain:
Equation (2), considering (7), will be:
From (8) we can obtain the transfer function of the cone crusher:
The transfer function of the cone crusher taking into account lag times τ1 and τ2 will be:
where time constant .
We evaluate the degree of change in capacity when modifying the crusher’s discharge opening .
As:
Then, given (5), we have:
where —the filling time of the crushing chamber with input material, —the specific ore density.
Substituting (12) in (2) results in:
Omitting the sign of the increment Δ gives:
where .
Therefore, we obtain the transfer function of the cone crusher along the S—Q channel, considering the lag time:
Likewise, we find the transfer function of the crusher for channel –:
where , —the material hardness, e—the efficiency coefficient.
The structural model of the cone crusher is shown in Figure 2.
The proposed model is based on transfer functions calculated with the main ore parameters and crusher characteristics. The Simulink software was used for the modeling.
As a result of the simulation, the following values were obtained:
- Engine power N = 134.2 kW (deviation from the required = 1.6%).
- Engine current I = 203.8 A (deviation from the required = 1.9%).
- Capacity Q = 63.39 t/h (deviation from the required = 5.6%).
On the whole, with regard to the obtained simulation error (the maximum error does not exceed 6%), the model can be considered adequate.
4. Results
A simulation experiment has been performed on the mathematical model. The current and power of the engine have been evaluated in case the crusher capacity varies from 40 to 80 t/h at the nominal mode of 65 t/h. The results of the experiment are shown in Table 1 and Figure 3 and Figure 4.
The experiment obviously illustrates the dependence of the load on the crusher electric engine on the capacity of the supply conveyor (the bigger the ore supplied to the crushing chamber, the higher the current and power consumption of the cone crusher drive). The coefficient of determination is equal to R2 ≈ 0.9.
5. Discussion
The dependence of the crusher drive current on the feeder capacity (Figure 3) is a linear function y = 0.4454x + 103.89. This relation is functional with R2 = 0.8759, whereas each value of the feeder capacity corresponds to a certain value of the crusher drive current.
In accordance with the technical specifications, the current value of the crusher should not exceed 138 A. Therefore, the maximum permitted capacity of the plant should not exceed 76.5 t/h.
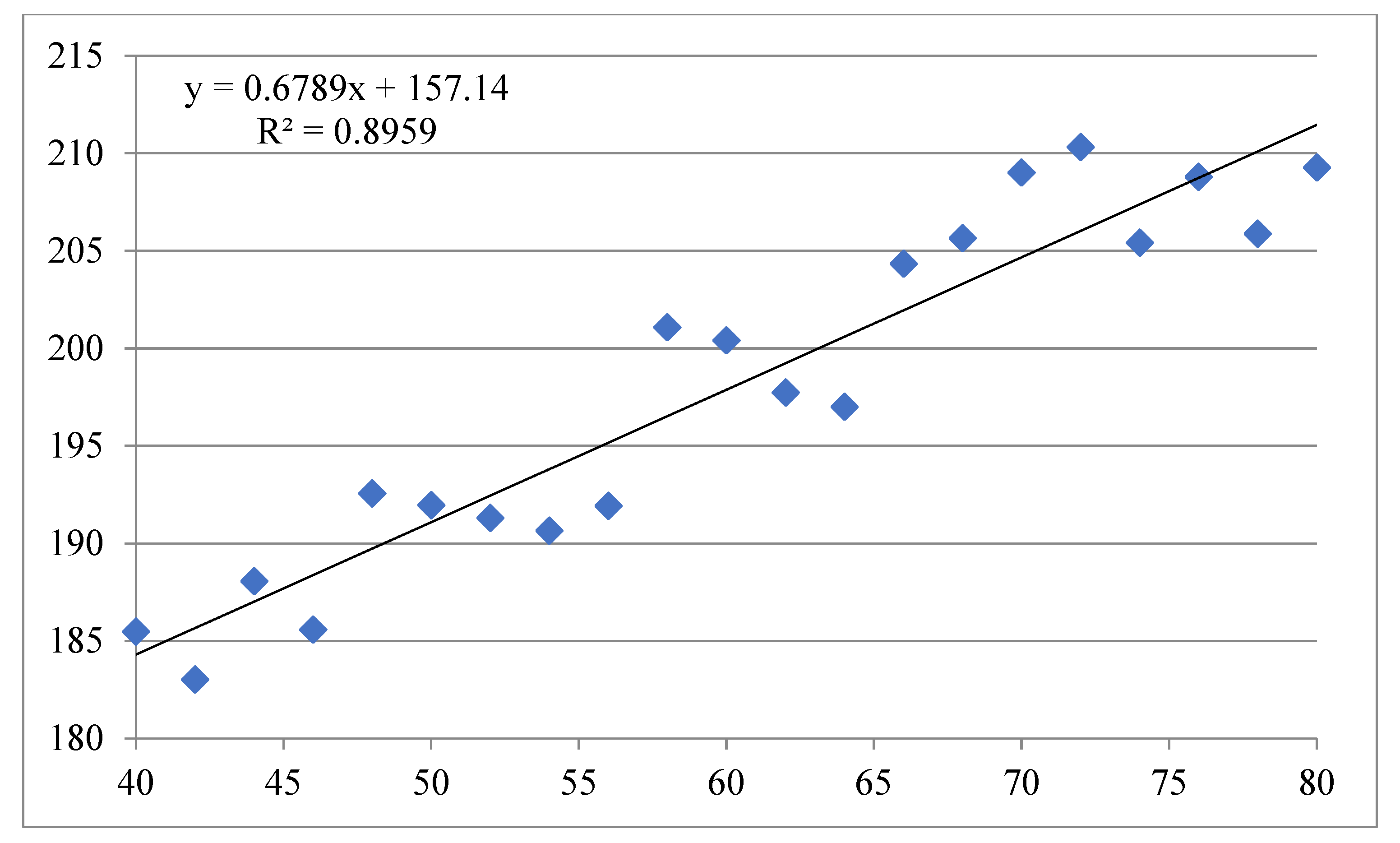
The dependence of crusher drive power on feeder capacity also follows a linear principle y = 0.6789x + 157.14. This relation is functional with R2 = 0.8959, whereas each value of the feeder capacity corresponds to a certain value of the crusher’s electric drive power.
The analysis of the graphs (Figure 3 and Figure 4) shows a symmetrical position of the experimental results relative to the approximating straight line. It indicates that there is no systematic error in the designed model, and the calculation results have a random nature.
The following conclusions have been drawn from the results of the experiments:
- As the feeder capacity increases, so does the crusher capacity and the crusher engine power consumed in the crushing process.
- The change in feeder capacity has an equal effect on both the crusher itself and the crusher engine capacity.
- It has been found that the unit capacity should not exceed 76.5 t/h, with a nominal value of 65 t/h.
The proposed mathematical model may be used to select the optimal values of control parameters in order to improve the crushing efficiency, as well as in the construction of automated control systems of the crushing process.
6. Conclusions
- This article reviewed the difficulties related to the crushing process in detail, particularly those associated with increasing energy consumption and decreasing efficiency. We can say that the task of improving the energy efficiency of crushers is a pressing issue today. Scientific achievements on the research topic were divided into different aspects, with each examined in detail. In the course of the analysis, scientific research revealed unsolved tasks. The following goals can be identified, which will lead to an increase in the energy efficiency of crushers:
- ○
- Increase in the plant’s performance. This includes improving the crushing chamber, working bodies, and drive designs, increasing the conditions for removing the crushed ore from the outlet, ensuring a continuous supply of raw materials, increasing the filling ratio of the crushing chamber, reducing downtime, and reducing the number of breakdowns.
- ○
- Increase in design reliability—increase in reliability and durability of design units and improvement of protection efficiency of working bodies.
- The following conclusions can be made based on the analysis of the following information:
- ○
- Energy saving is one of the most important tasks in the management of mining enterprises.
- ○
- Crushing processes are characterized by higher specific energy consumption.
- ○
- Equipment and production, as a whole, require reconstruction.
- ○
- Development and implementation of energy-saving processes are also required.
- ○
- There is an obvious necessity to introduce automated management systems.
- ○
- Despite the large number of studies aimed at solving the task of poor energy efficiency of crushers, there is no comprehensive solution to the identified issue.
- ○
- The implementation of technologies to reduce the energy consumption of crushers is unsystematic. The developed methods are applied only locally.
- A mathematical model of the cone crusher based on material balance equations has been developed. The modelling error does not exceed 6%. A series of experiments have been carried out on the simulation model. Both dependencies of the crusher’s electric drive current and electric drive capacity on feeder performance have been found. It is shown that these dependences are linear. The determination coefficient is R2 ≈ 0.9. Analysis of the graphs (Figure 3 and Figure 4) demonstrates a symmetrical arrangement of the experimental results with respect to the approximating line. This means that the model does not have a systematic error and the results are random. It has been established that the maximum allowable capacity of the plant should not exceed 76.5 t/hour.
- The resulting mathematical model can be used to optimize control parameters in order to improve crushing efficiency and develop automated control systems for the crushing process.
Author Contributions
Conceptualization, N.V.; methodology, N.V.; software, A.S.; validation, U.G. and A.S.; data curation, U.G.; writing—original draft preparation, N.V.; writing—review and editing, N.V. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The data obtained by the authors are given in full in the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Matveev, A.I.; Lebedev, I.F.; Vinokurov, V.R.; Lvov, E.S. Scientific experimental bases for dry beneficiation of mineral ores. J. Min. Inst. 2022, 256, 613–622. [Google Scholar] [CrossRef]
- Koteleva, N.I.; Khokhlov, S.V.; Frenkel, I.V. Digitalization in Open-Pit Mining: A New Approach in Monitoring and Control of Rock Fragmentation. Appl. Sci. 2021, 11, 10848. [Google Scholar] [CrossRef]
- Matrokhina, K.V.; Trofimets VYa Mazakov, E.B.; Makhovikov, A.B.; Khaykin, M.M. Develop-ment of methodology for scenario analysis of investment projects of enterprises of the mineral resource complex. J. Min. Inst. 2023, 259, 112–124. [Google Scholar] [CrossRef]
- Efimov, D.A.; Gospodarikov, A.P. Technical and technological aspects of the use of reuleaux triangular profile rolls in crushing units in the ore processing plant. Min. Inf. Anal. Bull. 2022, 10–12, 117–126. [Google Scholar] [CrossRef]
- Davoodi, A.; Asbjörnsson, G.; Hulthén, E.; Evertsson, M. Application of the Discrete Element Method to Study the Effects of Stream Characteristics on Screening Performance. Minerals 2019, 9, 788. [Google Scholar] [CrossRef] [Green Version]
- Zhukovskiy, Y.L.; Korolev, N.A.; Malkova, Y.M. Monitoring of grinding condition in drum mills based on resulting shaft torque. J. Min. Inst. 2022, 256, 686–700. [Google Scholar] [CrossRef]
- Gupta, A.; Yan, D. Mineral Processing Design and Operation; Elsevier: Amsterdam, The Netherlands, 2006. [Google Scholar] [CrossRef]
- Evertsson, C.M. Modelling of flow in cone crushers. Miner. Eng. 1999, 12, 1479–1499. [Google Scholar] [CrossRef]
- Legendre, D.; Zevenhoven, R. Assessing the energy efficiency of a jaw crusher. Energy 2014, 74, 119–130. [Google Scholar] [CrossRef]
- Oduori, M.F.; Mutuli, S.M.; Munyasi, D.M. Analysis of the single toggle jaw crusher kinematics. J. Eng. Des. Technol. 2015, 13, 213–239. [Google Scholar] [CrossRef] [Green Version]
- Johansson, M.; Bengtsson, M.; Evertsson, M.; Hulthén, E. A fundamental model of an industrial-scale jaw crusher. Miner. Eng. 2017, 105, 69–78. [Google Scholar] [CrossRef]
- Soni, S.K.; Shukla, S.C.; Kundu, G. Modeling of particle breakage in a smooth double roll crusher. Int. J. Miner. Process. 2009, 90, 97–100. [Google Scholar] [CrossRef]
- Li, Y.-W.; Zhao, L.-L.; Hu, E.-Y.; Yang, K.-K.; He, J.-F.; Jiang, H.-S.; Hou, Q.-F. Laboratory-scale validation of a DEM model of a toothed double-roll crusher and numerical studies. Powder Technol. 2019, 356, 60–72. [Google Scholar] [CrossRef]
- Sinnott, M.D.; Cleary, P.W. Simulation of particle flows and breakage in crushers using DEM: Part 2—Impact crushers. Miner. Eng. 2015, 74, 163–177. [Google Scholar] [CrossRef]
- Yungmeyster, D.A.; Brichkin, V.N.; Isaev, A.I. Design and process parameters of an air hammer for oversize reduction. Obogashchenie Rud 2019, 2019, 3–7. [Google Scholar] [CrossRef]
- Napier-Munn, T. Is progress in energy-efficient comminution doomed? Miner. Eng. 2015, 73, 1–6. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sinnott, M.D. Simulation of particle flows and breakage in crushers using DEM: Part 1—Compression crushers. Miner. Eng. 2015, 74, 178–197. [Google Scholar] [CrossRef]
- Davoodi, A.; Bengtsson, M.; Hulthén, E.; Evertsson, C.M. Effects of screen decks’ aperture shapes and materials on screening efficiency. Miner. Eng. 2019, 139, 105699. [Google Scholar] [CrossRef]
- Morrison, R.D.; Cleary, P.W. Towards a virtual comminution machine. Miner. Eng. 2008, 21, 770–781. [Google Scholar] [CrossRef] [Green Version]
- Atta, K.T.; Euzébio, T.; Ibarra, H.; Moreira, V.S.; Johansson, A. Extension, Validation, and Simulation of a Cone Crusher Model. IFAC-PapersOnLine 2019, 52, 1–6. [Google Scholar] [CrossRef]
- Boikov, A.; Savelev, R.; Payor, V.; Potapov, A. Universal Approach for DEM Parameters Calibration of Bulk Materials. Symmetry 2021, 13, 1088. [Google Scholar] [CrossRef]
- Cleary, P.W. Large scale industrial DEM modelling. Eng. Comput. 2004, 21, 169–204. [Google Scholar] [CrossRef]
- Cleary, P.W.; Delaney, G.W.; Sinnott, M.D.; Cummins, S.J.; Morrison, R.D. Advanced comminution modelling: Part 1—Crushers. Appl. Math. Model. 2020, 88, 238–265. [Google Scholar] [CrossRef]
- Abuhasel, K.A. Optimization and Simulation of Operation Performance in Crushing Plants Using Fuzzy Modelling. J. Syst. Sci. Syst. Eng. 2019, 28, 766–780. [Google Scholar] [CrossRef]
- Abuhasel, K.A. Machine learning approach to handle data driven model for simulation and forecasting of the cone crusher output in the stone crushing plant. Comput. Intell. 2020, 37, 1098–1110. [Google Scholar] [CrossRef]
- Azizi, A.; Rooki, R.; Mollayi, N. Modeling and prediction of wear rate of grinding media in mineral processing industry using multiple kernel support vector machine. SN Appl. Sci. 2020, 2, 1469. [Google Scholar] [CrossRef]
- Bhadani, K.; Asbjörnsson, G.; Hulthén, E.; Evertsson, M. Application of multi-disciplinary optimization architectures in mineral processing simulations. Miner. Eng. 2018, 128, 27–35. [Google Scholar] [CrossRef]
- Asbjörnsson, G.; Tavares, L.M.; Mainza, A.; Yahyaei, M. Different perspectives of dynamics in comminution processes. Miner. Eng. 2021, 176, 107326. [Google Scholar] [CrossRef]
- Leiva, C.; Arcos, K.; Poblete, D.; Serey, E.; Torres, C.; Ghorbani, Y. Design and Evaluation of an Expert System in a Crushing Plant. Minerals 2018, 8, 469. [Google Scholar] [CrossRef] [Green Version]
- Bouffard, S.C. Benefits of process control systems in mineral processing grinding circuits. Miner. Eng. 2015, 79, 139–142. [Google Scholar] [CrossRef]
- Bashaleishvili, D.I. An optimal crusher control: Its design. Autom. Remote Control 2006, 67, 54–64. [Google Scholar] [CrossRef]
- Ostroukh, A.; Kuftinova, N.; Pronin, C.; Vasiliev, Y.E.; Barinov, K.A. Crushing and screening digital system. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1159, 012090. [Google Scholar] [CrossRef]
- Shestakov, A.K.; Petrov, P.A.; Nikolaev, M.Y. Automatic System for Detecting Visible Emissions in a Potroom of Aluminum Plant Based on Technical Vision and a Neural Network. Metallurgist 2023, 66, 1308–1319. [Google Scholar] [CrossRef]
- Ostroukh, A.; Surkova, N.; Varlamov, O.O.; Chernenky, V.; Baldin, A. Automated process control system of mobile crushing and screening plant. J. Appl. Eng. Sci. 2018, 16, 343–348. [Google Scholar] [CrossRef]
- Liao, Y.; Ragai, I.; Huang, Z.; Kerner, S. Manufacturing process monitoring using time-frequency representation and transfer learning of deep neural networks. J. Manuf. Process. 2021, 68, 231–248. [Google Scholar] [CrossRef]
- Wodecki, J.; Kruczek, P.; Bartkowiak, A.; Zimroz, R.; Wyłomańska, A. Novel method of informative frequency band selection for vibration signal using Nonnegative Matrix Factorization of spectrogram matrix. Mech. Syst. Signal Process. 2019, 130, 585–596. [Google Scholar] [CrossRef]
- Itävuo, P.; Hulthén, E.; Vilkko, M. Feed-hopper level estimation and control in cone crushers. Miner. Eng. 2017, 110, 82–95. [Google Scholar] [CrossRef]
- Kamarullah, K.; Susanto, H. Analysis of Vibration and Noise on Vibrating Screen at Pt. Mifa Bersaudara. Int. J. Mater. 2022, 9, 12–16. [Google Scholar] [CrossRef]
- Elgendi, E.O.; Shawki, K. Automated process control system of Jaw crusher production. J. Phys. Conf. Ser. 2021, 2128, 012034. [Google Scholar] [CrossRef]
- Terva, J.; Kuokkala, V.-T.; Valtonen, K.; Siitonen, P. Effects of compression and sliding on the wear and energy consumption in mineral crushing. Wear 2018, 398–399, 116–126. [Google Scholar] [CrossRef]
- Wang, P.; Arson, C. Energy distribution during the quasi-static confined comminution of granular materials. Acta Geotech. 2018, 13, 1075–1083. [Google Scholar] [CrossRef]
- Turysheva, A.; Voytyuk, I.; Guerra, D. Estimation of electricity generation by an electro-technical complex with photoelectric panels using statistical methods. Symmetry 2021, 13, 1278. [Google Scholar] [CrossRef]
- Kochnev, A.A.; Kozyrev, N.D.; Kochneva, O.E.; Galkin, S.V. Development of a comprehensive methodology for the forecast of effectiveness of geological and technical measures based on machine learning algorithms. Georesursy 2020, 22, 79–86. [Google Scholar] [CrossRef]
- Shishkin, E.V.; Kazakov, S.V. Energy-efficient equipment for disintegration of extremely strong materials. Gorn. Zhurnal 2021, 11, 53–59. [Google Scholar] [CrossRef]
- Machado, P.; Pereira, J.; Sinatora, A. Abrasion wear of austenitic manganese steels via jaw crusher test. Wear 2021, 476, 203726. [Google Scholar] [CrossRef]
- Teixeira, M.F.; Pacheco, J.T.; da Silva, L.J.; Rabelo, A.; Pereira, M.; Niño, C.E. Wear resistance of a Metco 1030A hard coating deposited on Hadfield steel by laser cladding for ore comminution application. Int. J. Adv. Manuf. Technol. 2021, 112, 1873–1884. [Google Scholar] [CrossRef]
- Dalai, R.; Das, S.; Das, K. Effect of thermo-mechanical processing on the low impact abrasion and low stress sliding wear resistance of austenitic high manganese steels. Wear 2018, 420–421, 176–183. [Google Scholar] [CrossRef]
- Machado, P.; Pereira, J.; Sinatora, A. Subsurface microstructural dynamic recrystallization in multiscale abrasive wear. Wear 2021, 486–487, 204111. [Google Scholar] [CrossRef]
- Ballantyne, G.R.; Powell, M.S. Benchmarking comminution energy consumption for the processing of copper and gold ores. Miner. Eng. 2014, 65, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Kamani, M.; Ajalloeian, R. The effect of rock crusher and rock type on the aggregate shape. Constr. Build. Mater. 2019, 230, 117016. [Google Scholar] [CrossRef]
- Mehdizadeh, E.; Niaki, S.T.A.; Hemati, M. A bi-objective aggregate production planning problem with learning effect and machine deterioration: Modeling and solution. Comput. Oper. Res. 2018, 91, 21–36. [Google Scholar] [CrossRef]
- Sinha, R.S.; Mukhopadhyay, A.K. Failure rate analysis of Jaw Crusher: A case study. Sādhanā 2019, 44, 17. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Cichon, A.; Królczyk, G.; Li, Z. Technology development and commercial applications of industrial fault diagnosis system: A review. Int. J. Adv. Manuf. Technol. 2021, 118, 3497–3529. [Google Scholar] [CrossRef]
- Aleksandrova, T.N. Complex and deep processing of mineral raw materials of natural and technogenic origin: State and prospects. J. Min. Inst. 2022, 256, 503–504. [Google Scholar]
- Comakli, R.; Cayirli, S. A correlative study on textural properties and crushability of rocks. Bull. Eng. Geol. Environ. 2018, 78, 3541–3557. [Google Scholar] [CrossRef]
- Kahraman, S.; Toraman, O.Y.; Cayirli, S. Predicting the strength and brittleness of rocks from a crushability index. Bull. Eng. Geol. Environ. 2017, 77, 1639–1645. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Ouchterlony, F. Energy Requirement for Rock Breakage in Laboratory Experiments and Engineering Operations: A Review. Rock Mech. Rock Eng. 2022, 55, 629–667. [Google Scholar] [CrossRef]
- Singh, V.; Dixit, P.; Venugopal, R.; Venkatesh, K.B. Ore pretreatment methods for grinding: Journey and prospects. Miner. Process. Extr. Metall. Rev. 2018, 40, 1–15. [Google Scholar] [CrossRef]
- Boikov, A.V.; Payor, V.A. The Present Issues of Control Automation for Levitation Metal Melting. Symmetry 2022, 14, 1968. [Google Scholar] [CrossRef]
- Valtonen, K.; Ojala, N.; Haiko, O.; Kuokkala, V.-T. Comparison of various high-stress wear conditions and wear performance of martensitic steels. Wear 2019, 426–427, 3–13. [Google Scholar] [CrossRef]
- Garmeh, B.; Kasiri-Asgarani, M.; Amini, K.; Ghayour, H. Analysis of Hadfield Scrap Shredder Hammer Fracture and replacing it with Carbide-free Nano-Bainitic Steel. Eng. Fail. Anal. 2019, 109, 104230. [Google Scholar] [CrossRef]
- Varela, L.B.; Tressia, G.; Masoumi, M.; Bortoleto, E.M.; Regattieri, C.; Sinatora, A. Roller crushers in iron mining, how does the degradation of Hadfield steel components occur? Eng. Fail. Anal. 2021, 122, 105295. [Google Scholar] [CrossRef]
Figure 1.
Crushing chamber of a cone crusher.

Figure 2.
The structural model of the cone crusher.
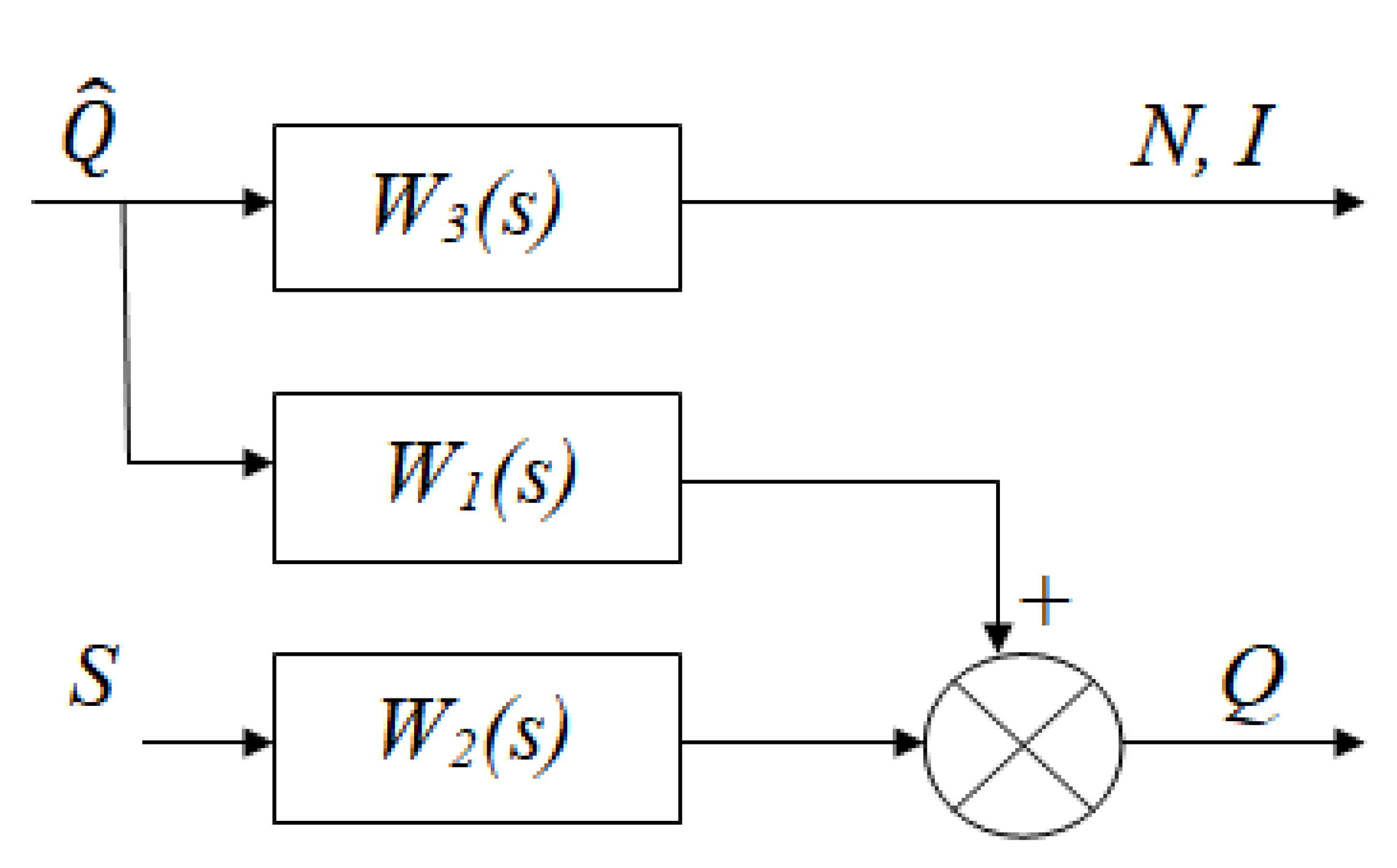
Figure 3.
Dependence of crusher drive current on supply capacity.
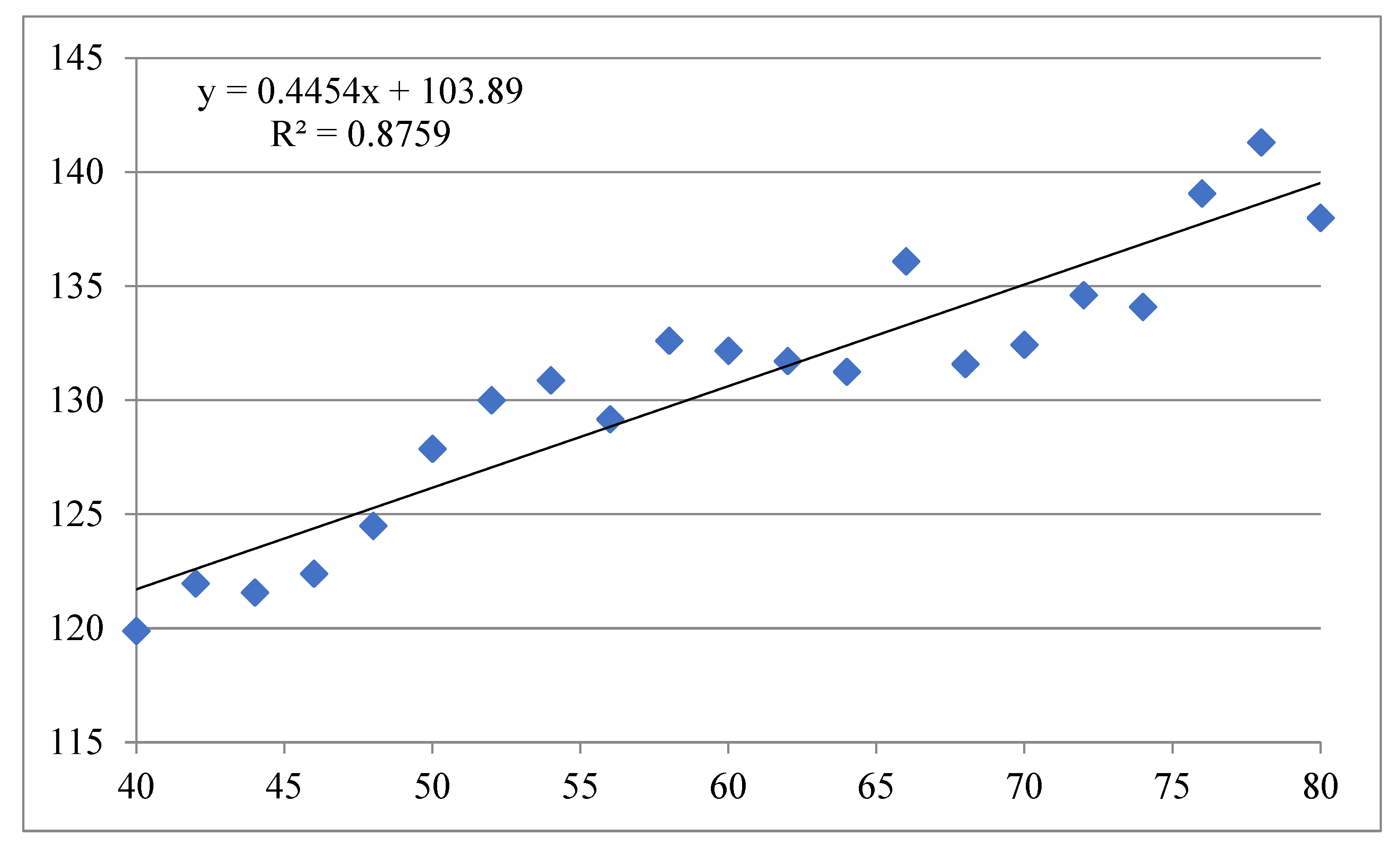
Figure 4.
Dependence of the crusher electric drive power on the supply capacity.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Simulation experiment results.
| No. | Crusher Capacity, t/h | Engine Current, A | Engine Power, kW |
|---|---|---|---|
| 1 | 40 | 119.9 | 185.5 |
| 2 | 42 | 122.0 | 183.0 |
| 3 | 44 | 121.6 | 188.1 |
| 4 | 46 | 122.4 | 185.6 |
| 5 | 48 | 124.5 | 192.6 |
| 6 | 50 | 127.9 | 192.0 |
| 7 | 52 | 130.0 | 191.3 |
| 8 | 54 | 130.9 | 190.6 |
| 9 | 56 | 129.2 | 191.9 |
| 10 | 58 | 132.6 | 201.1 |
| 11 | 60 | 132.2 | 200.4 |
| 12 | 62 | 131.7 | 197.7 |
| 13 | 64 | 131.2 | 197.0 |
| 14 | 66 | 136.1 | 204.3 |
| 15 | 68 | 131.6 | 205.6 |
| 16 | 70 | 132.4 | 209.0 |
| 17 | 72 | 134.6 | 210.3 |
| 18 | 74 | 134.1 | 205.4 |
| 19 | 76 | 139.1 | 208.8 |
| 20 | 78 | 141.3 | 205.9 |
| 21 | 80 | 138.0 | 209.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Vasilyeva, N.; Golyshevskaia, U.; Sniatkova, A. Modeling and Improving the Efficiency of Crushing Equipment. Symmetry 2023, 15, 1343. https://doi.org/10.3390/sym15071343
AMA Style
Vasilyeva N, Golyshevskaia U, Sniatkova A. Modeling and Improving the Efficiency of Crushing Equipment. Symmetry. 2023; 15(7):1343. https://doi.org/10.3390/sym15071343
Chicago/Turabian StyleVasilyeva, Natalia, Uliana Golyshevskaia, and Aleksandra Sniatkova. 2023. "Modeling and Improving the Efficiency of Crushing Equipment" Symmetry 15, no. 7: 1343. https://doi.org/10.3390/sym15071343
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.