Kinetics of Rare Earth and Aluminum Leaching from Kaolin


1
Key Laboratory of Resources and Environment, School of Resources and Environmental Engineering, Wuhan University of Technology, Wuhan 430070, China
2
School of Food Science and Biotechnology, Zhejiang Gongshang University, Hangzhou 310012, China
3
Zhejiang Provincial Key Laboratory of Solid Waste Treatment and Recycling, Hangzhou 310012, China
*
Author to whom correspondence should be addressed.
Minerals 2017, 7(9), 152; https://doi.org/10.3390/min7090152
Submission received: 3 August 2017
/
Revised: 14 August 2017
/
Accepted: 21 August 2017
/
Published: 24 August 2017
Abstract
:In this paper, magnesium sulfate was used as a lixiviant to recover rare earth from kaolin. The effects of column leaching conditions, such as the concentration of magnesium sulfate, liquid/solid ratio, flow rate, and pH of the magnesium sulfate solution on the leaching efficiency of rare earth and aluminum, were investigated. In addition, the leaching kinetics of rare earth and aluminum were analyzed based on the magnesium concentration. The results showed that the optimal leaching conditions 0.2 mol/L magnesium sulfate solution with no pH adjustment, 1.2:1 for the liquid/solid ratio, and at a flow rate of 0.5 mL/min led to an 89% rare earth leaching efficiency and an 81% aluminum leaching efficiency. The aluminum leaching efficiency by magnesium sulfate was 7% less than that by ammonium sulfate. Moreover, the equilibrium time for rare earth was 33 min shorter than aluminum, which is of benefit to reduce the leaching time of aluminum. The leaching kinetic data fitted an unreacted shrinking-core model. Semi-empirical equations based on the apparent rate constant and magnesium concentration of rare earth and aluminum were established, and the reaction orders for rare earth and aluminum were determined to be 1.69 and 1.61, respectively. The results of this study could help to better understand and optimize the leaching process by magnesium sulfate.
1. Introduction
The demand for rare earth elements (REEs) has been increasing in recent years [1], especially in high-tech industries such as permanent magnets, lamp phosphors, rechargeable and nickel-metal hydride (NiMH) batteries, catalysts, and other applications [2]. Ion-adsorption clays deposits are the main resources of mid and heavy rare earth in the world, which contain 0.05–0.2 wt % rare earth ore (REO) in the clays and up to 60% of REO content comes from yttrium group elements [3,4]. Due to their nature, the clays require relatively easy hydrometallurgical methods to recover the REEs, which make the clays deposits economically significant. This type rare earth ore accounted for about 35% of China’s total REE production after 2009 [5].
Ion-adsorption rare earth ore is the result of the weathering the original rocks in a warm and humid climate. During the progressive weathering process, the granodiorite and volcanic rocks are transformed into clay minerals such as kaolinite, halloysite, and montmorillonite, and the rare earth ions can be adsorbed onto these alumino-silicate minerals through electrostatic attraction. Previous research has shown that REEs exist in four forms: a colloid sediment phase, a mineral phase, an aqueous soluble phase, and ion-exchangeable phase [6]. The main REEs are absorbed on clay minerals in the form of hydrated ions or hydroxyl-hydrated ions [7], and they can be extracted/desorbed by tank or heaping leaching with other more chemically active cations, such as Na+, NH4+, H+, or Mg2+ [8,9].
In the past years, various research and efforts have been made to extract REEs from ion-adsorption rare earth ores [10]. NaCl is the initial leaching agent applied in the leaching process. However, due to the large amount of impurities in the leaching liquor using NaCl, which causes a high cost to remove the impurities and a low purity of the rare earth products, (NH4)2SO4 replaced NaCl as the main leaching agent. Some research in the laboratory has mainly focused on the enhancement of rare earth leaching efficiency and the reduction of ammonium dosage by introducing a magnetic field, sesbania gum, compound leaching agent, and fulvic acid [11,12,13,14]. Others have concentrated on impurities-inhibited ammonia leaching by introducing an inhibitor [15,16,17]. Moreover, some works were performed on new non-ammonium leaching agents, such as ferrous sulfate [18], aluminum sulfate [19], and magnesium sulfate [20,21,22]. However, most research has focused on improving the rare earth leaching efficiency, and limited research has reported on the column leaching kinetics of rare earth and aluminum.
This paper investigated the influence of magnesium sulfate concentration, flow rate, liquid/solid ratio, and pH on the leaching efficiency of rare earth. The leaching characteristic of aluminum (Al), which is the main impurity in the leaching liquor, was also studied. Through an analysis of the magnesium concentration, a kinetic model and the empirical equations of rare earth and aluminum were established. This provided a theoretical basis and a scientific approach to achieve a high efficiency and optimized leaching process of rare earth ore by MgSO4.
2. Materials and Methods
2.1. Mineralogical Characterization and Composition of Rare Earth Ore Samples
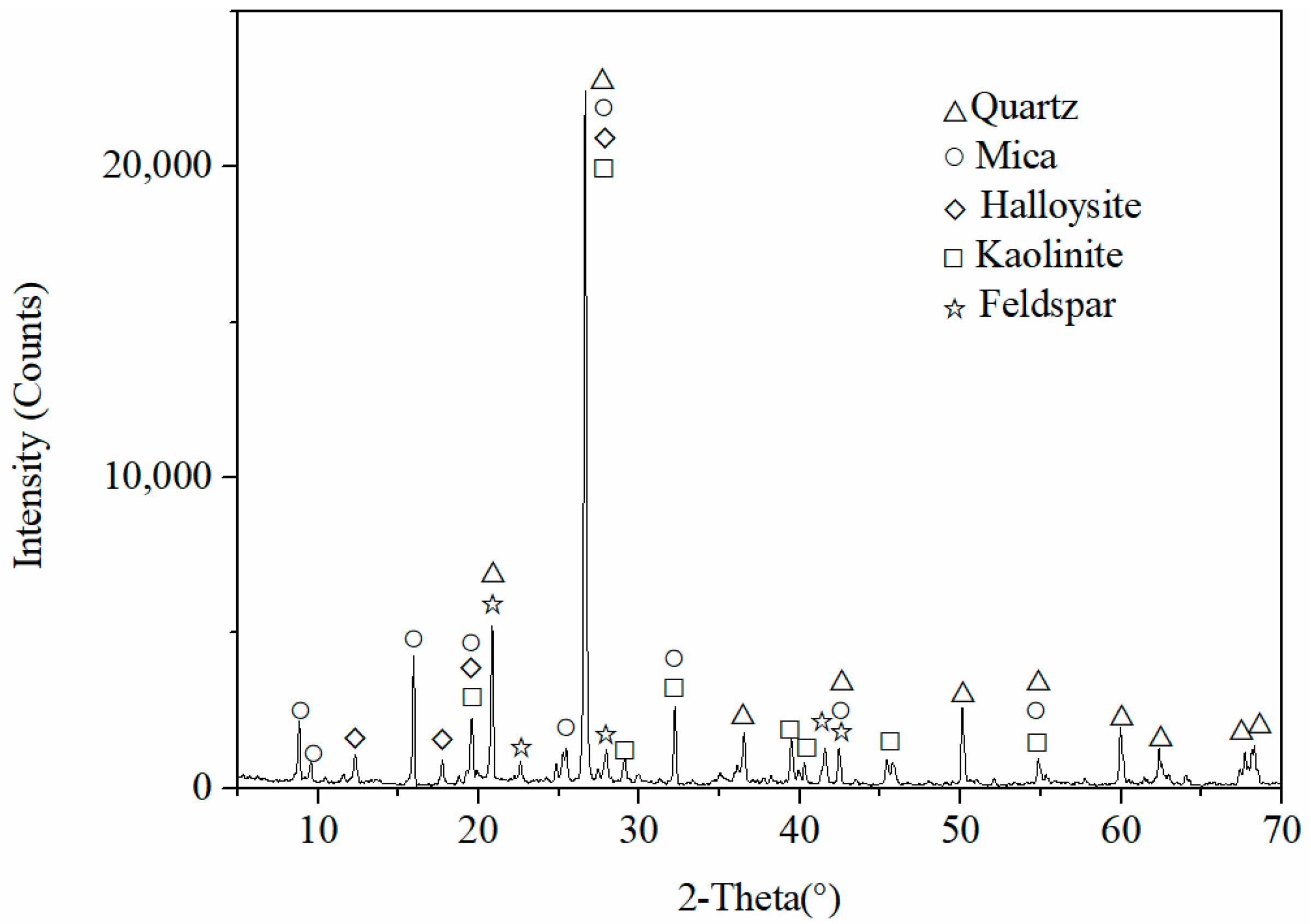
The weathered crust elution-deposited rare earth ore sample was obtained from the Wuping region of Fujian Province, China. An X-ray diffraction (XRD) analysis (Figure 1) showed that quartz, mica, halloysite, kaolinite, and feldspar were the main gangue minerals. In order to keep the homogeneity of all sample, every sample had the same particle size distribution, which is listed in Table 1.
The chemical compositions of rare earth ore were studied by X-ray Fluorescence spectrometer (XRF) (Axios advanced, PANalytical B.V, Almelo, The Netherlands) and the results are listed in Table 2. The exchangeable phase and partitioning of the rare earth ore was determined by ICP-AES (Optima 4300DV, PerkinElmer, Waltham, MA, USA) with 250 g ore samples, which was eluted with 0.4 mol/L ammonium sulfate solution at pH 5.5 to 6 [12]. Additionally, the results are shown in Table 3 and Table 4, respectively. Table 4 reveals that 75% of the rare earth is composed of heavy rare earth elements.
All reagents used in this study were of analytical grade and purchased from Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China). De-ionized (18.25 MΩ∙cm) water was used in all the experiments.
2.2. Column Leaching Experiments
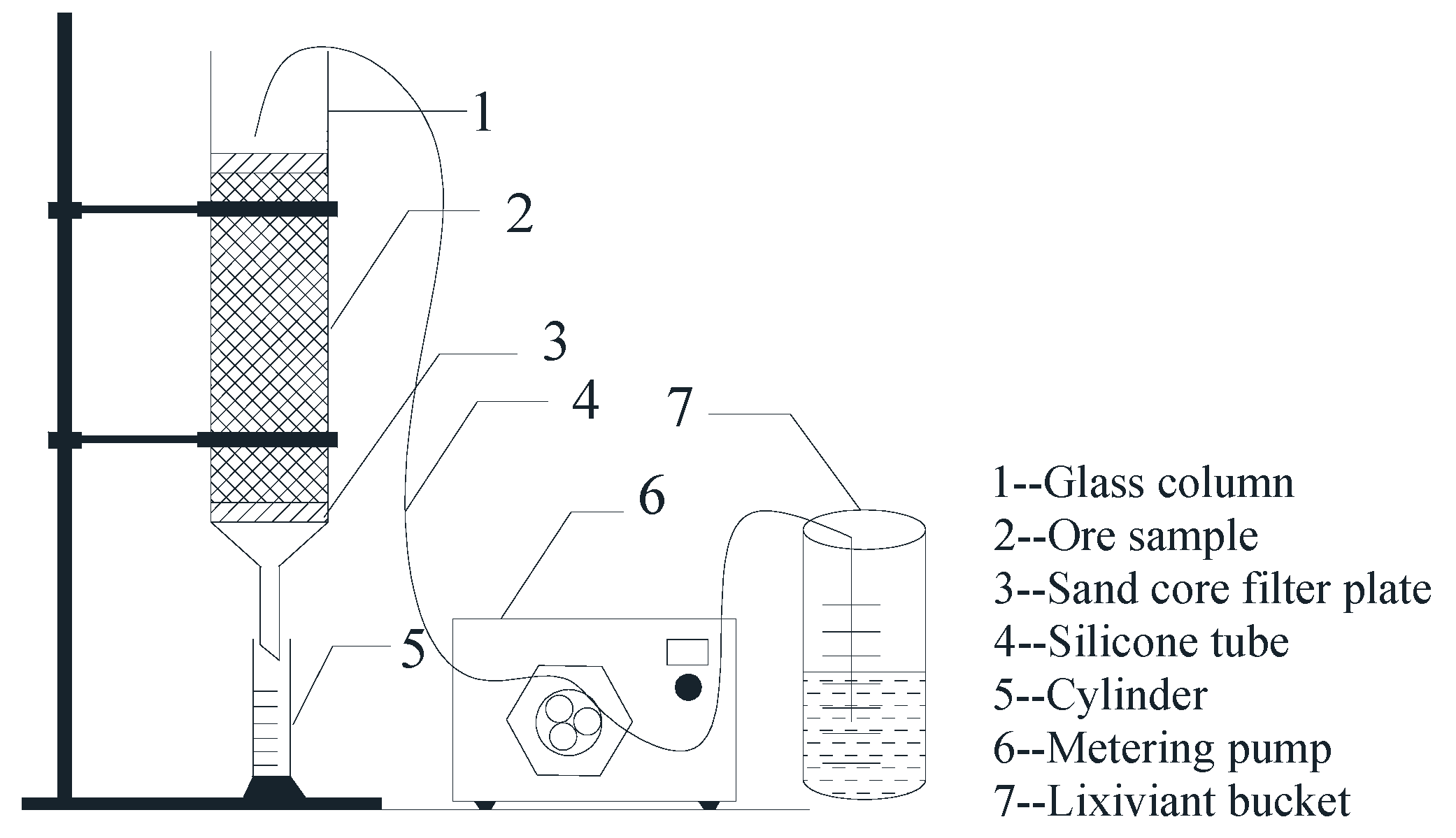
A glass column with a diameter of 45 mm and length of 300 mm and metering pumps (BR-100, Zibo Niukai Electromechanical Equipment Co., Ltd., Zibo, China) were used in all of the leaching experiments. A sand core filter plate was welded in the glass column’s bottom with an aperture range of 20~30 um. In the leaching process, 250 g samples were packed into the column in the same way and three filter papers were put onto the top of the rare earth samples to avoid inhomogeneous flow. The leaching agent with a given concentration was added onto the filter paper by metering pumps with a given flow rate. All leaching liquor was collected from the bottom of the column. Figure 2 is the schematic drawing.
2.3. Analytical Methods
The rare earth content of the leaching liquor was determined by the disodium ethylenediamine tetraacetic acid (EDTA) titration method; hexamethylenetetramine was used as the buffer and xylenol-orange was used as the indicator. The impurities were masked by acetylacetone and sulfosalicylic acid solution [23]. The exchangeable aluminum was also determined by the EDTA titration method [24]. Excessive EDTA was added into the solution, and the sample flask was immersed in a 90 °C water bath for 10 min. The aluminum content was determined by the known concentration of zinc solution. The error of the titration method was within ±3%.
Based on the results of the titration process, the leaching efficiency (α) was calculated from the following equation:
where the ε0 is the total amount of exchangeable phase of rare earth or aluminum; and are the total amounts of rare earth and aluminum in the leaching liquor before the collected volume v or the time t, respectively.
3. Results and Discussion
3.1. Leaching with MgSO4 and (NH4)2SO4
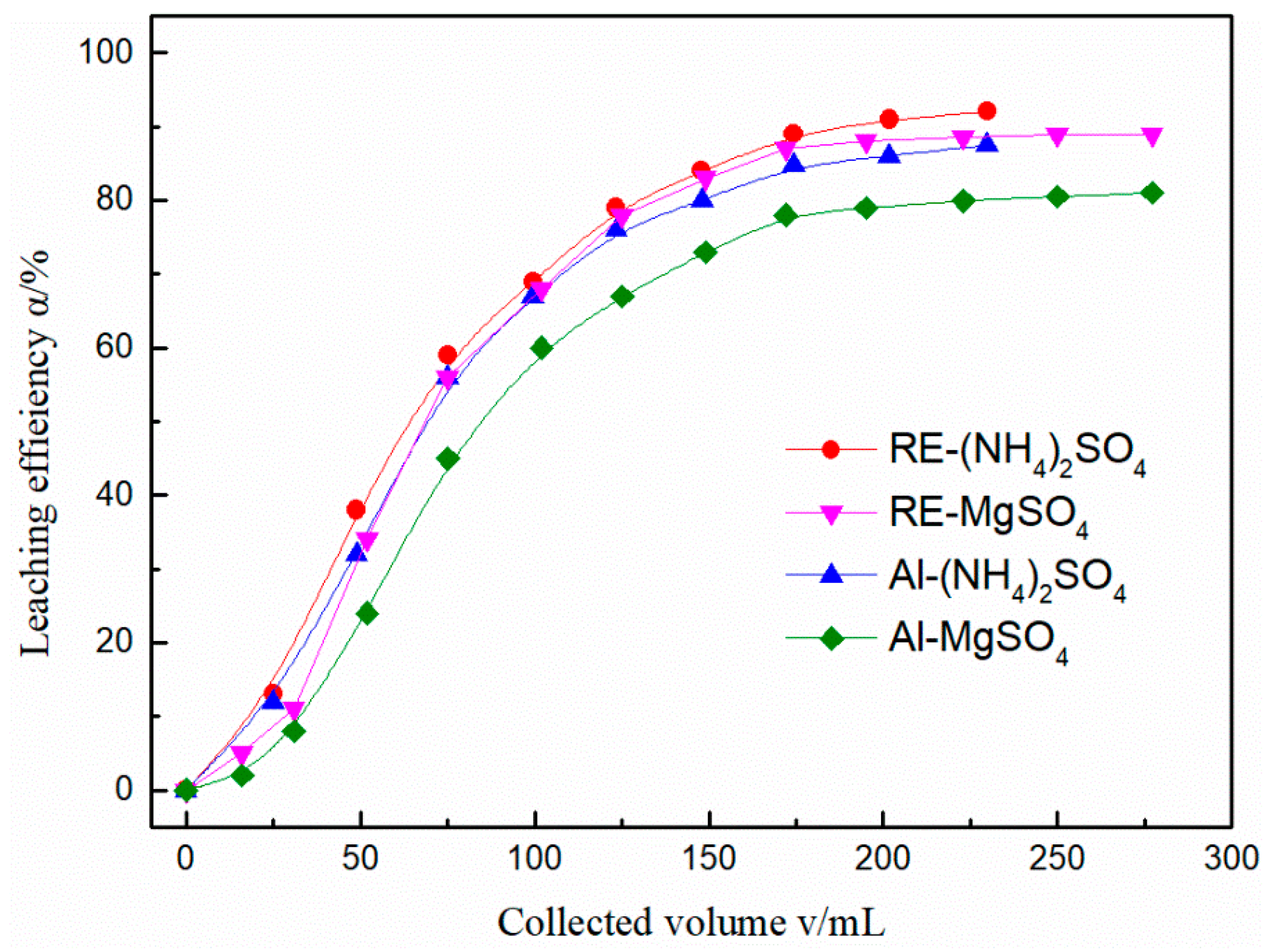
Aluminum ions are the main impurity in the leaching process of weathered crust elution-deposited rare earth ore. It causes a low purity of rare earth product and a high consumption and cost of precipitant. As a result, a higher rare earth leaching efficiency and a lower aluminum leaching efficiency are expected. To examine the advantage of using MgSO4 as the leaching agent, the commonly used leaching agent ((NH4)2SO4) was used as a comparison to treat the rare earth ore.
The results in Figure 3 show that the rare earth leaching efficiency and rate by MgSO4 (89%) are comparable to the rare earth leaching efficiency by (NH4)2SO4 (92%). However, the aluminum leaching efficiency was 81% by MgSO4 and 88% by (NH4)2SO4, and the leaching rate of aluminum with MgSO4 was slower than that of (NH4)2SO4. In comparison with (NH4)2SO4, the usage of MgSO4 could reduce the aluminum leaching efficiency and keep the rare earth efficiency almost the same. In addition, the gap of leaching efficiency between aluminum and rare earth by MgSO4 was greater than using (NH4)2SO4.
3.2. Effect of Magnesium Concentration on the Leaching Efficiency of Rare Earth and Aluminum
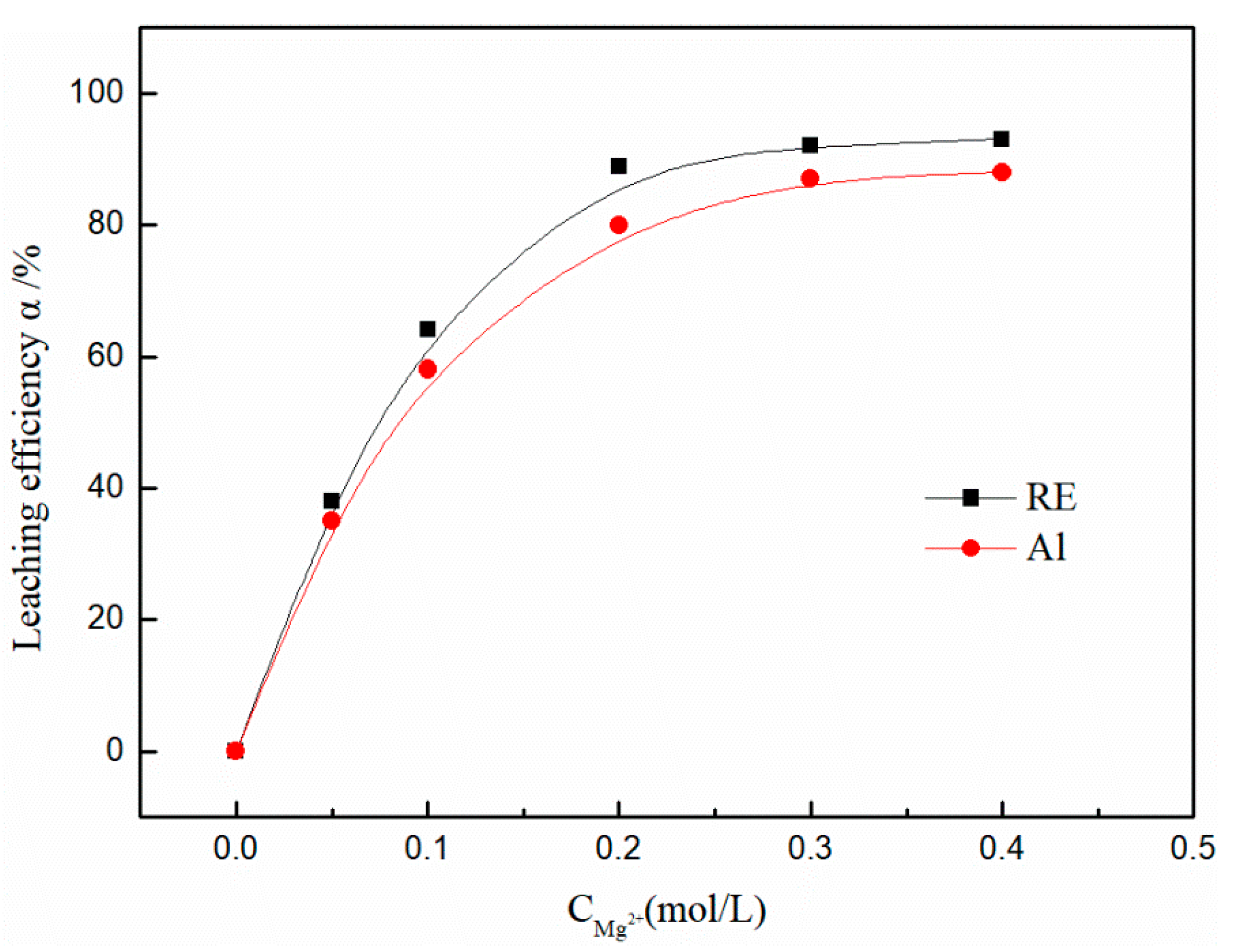
Previous work [25] has shown that increasing the leaching agent concentration benefits the enhancement of the diffusion driving force and improves the leaching rate of rare earth, so the effect of magnesium sulfate concentration on the leaching efficiency of rare earth and aluminum was studied, and the results are shown in Figure 4.
It is obvious that the leaching efficiency of rare earth (RE) and Al increased with the increasing magnesium sulfate concentration. When the concentration of leaching agent changed from 0.0 to 0.2 mol/L, the leaching efficiency of rare earth and aluminum showed a rapid increase. However, when the concentration is more than 0.2 mol/L, the leaching efficiency changed slowly. The higher concentration could provide a stronger mass transfer efficiency. Considering the leaching agent cost, 0.2 mol/L was the optimal choice.
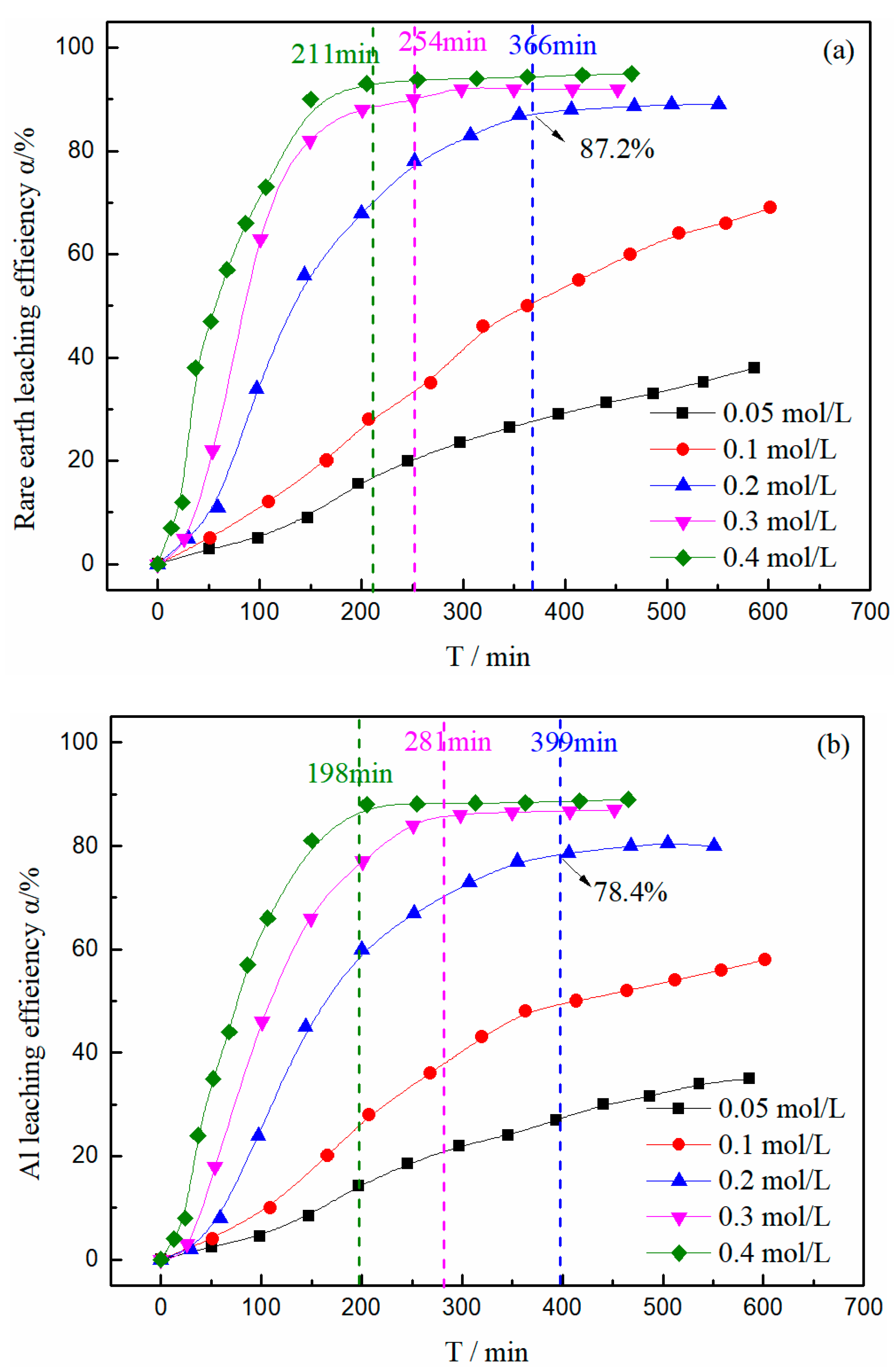
The effect of magnesium concentrations on the leaching kinetics of RE and Al is shown in Figure 5. It reveals that the leaching efficiency increases with increasing time, and the leaching rate increases with increasing magnesium concentration. When the concentration is less than 0.2 mol/L, the leaching efficiency of RE and Al increase with time and could not achieve leaching equilibrium. In this study, leaching equilibrium was defined as that at which 98% of the maximum leaching efficiency was achieved. When the concentration is at 0.2, 0.3, and 0.4 mol/L, the leaching equilibrium time is 366, 254, and 211 min for RE, and 399, 281, and 198 min for Al, respectively. The equilibrium time shortened with increasing concentration, and it indicated the fact that a higher solution concentration is a benefit to decrease the diffusion resistance from the leaching solution to the ore particles and the particles’ interior. Moreover, it clearly showed that, at 0.2 and 0.3 mol/L, the equilibrium time of RE (366 min, 254 min) is shorter than the equilibrium time of Al (399 min, 281 min), and it is an advantage to the separation of RE and Al. The equilibrium time gap between RE and Al decreased with increasing concentration. The concentration could not only increase the leaching of RE but also increase the leaching of Al, and it is detrimental to the leaching separation of RE and Al.
3.3. Effect of Flow Rate on the Leaching Efficiency of Rare Earth
Tian [26] reported that the flow rate of the leaching agent could impact the mass transfer diffusion and leaching efficiency of rare earth, so the effect of the flow rate of the magnesium sulfate solution on the leaching efficiency of rare earth was studied, and the results are listed in Figure 6. It can be seen in the diagram that the rare earth leaching efficiency decreased with increasing flow rate. When the flow rate was ≦ 0.5 mL/min, the rare earth leaching efficiency decreased slightly. However, when the flow rate was >0.5 mL/min, the rare earth leaching efficiency showed a clear reduction. It may be attributed to the fact that rare earth leaching is controlled by inner diffusion, and with the faster flow rate, the contact time between the leaching agent solution and the rare earth became shorter, and it was not a benefit to the ion-exchange process of Mg2+ with RE3+, so the leaching efficiency of rare earth was decreased. In a real industrial leaching process, the leaching time is another important factor. Therefore, the suitable flow rate could decrease the leaching period and increase the rare earth leaching efficiency at the same time.
3.4. Effect of Liquid/Solid Ratio on the Leaching Efficiency of Rare Earth and Aluminum
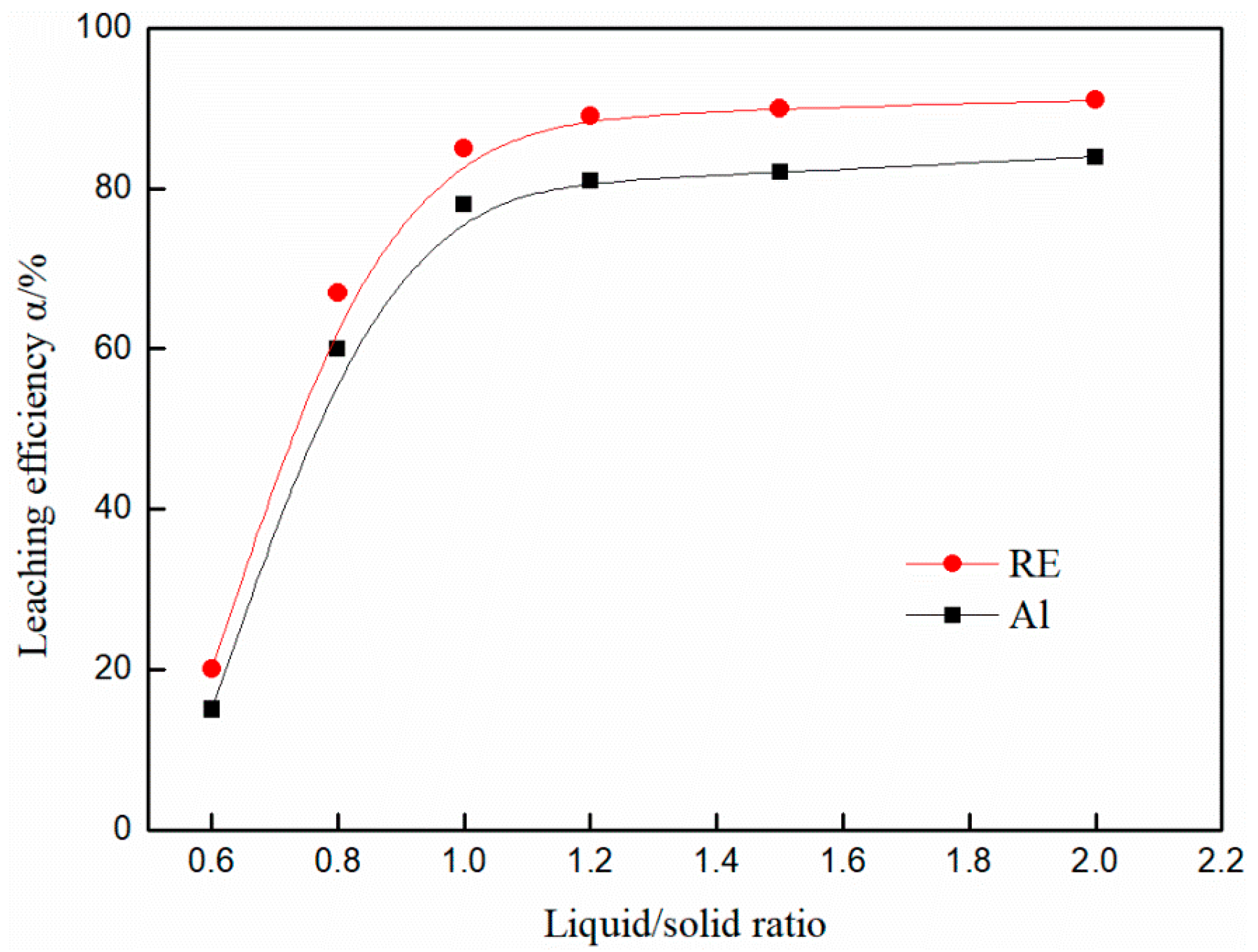
In in-situ leaching industry production, the leakage of leaching agent happens occasionally, so the total volume of leaching agent is not only related to the rare earth leaching efficiency, but also related to the water body quality and the plant growth. The effect of the liquid/solid ratio on the rare earth and aluminum leaching was studied, and is presented in Figure 7. The rare earth and aluminum leaching efficiency both increased rapidly from the liquid/solid ratio at 0.6 to 1.0, and then increased slowly and maintained at a stable rate from 1.0 to 2.0. The increasing liquid/solid ratio enhanced the amount of Mg2+ in the solution and the contact possibility between Mg2+ and rare earth and aluminum inside the ore particles. In view of the cost, the ideal liquid/solid ratio was 1.2:1.
3.5. Effect of pH on the Leaching Efficiency of Rare Earth and Aluminum
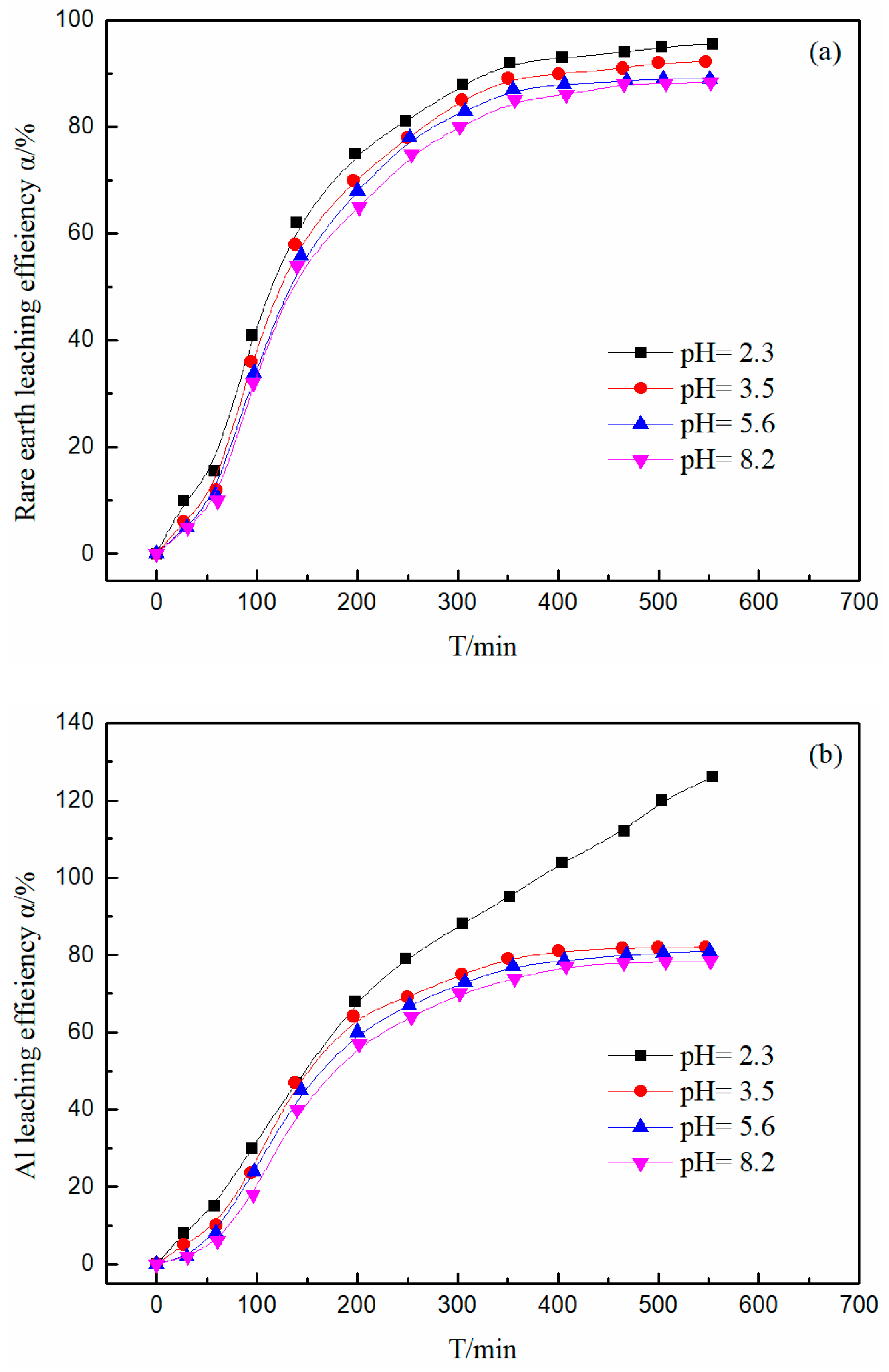
It is well-known that the major REEs exist as an ion-exchangeable phase, and partial colloidal sediment phase rare earth can be desorbed by an acidic leaching agent solution [27]. The effect of pH on rare earth and aluminum leaching was studied, and the results are presented in Figure 8. As shown in Figure 8a, when the pH of the magnesium solution was in the range of 2.3–8.2, the rare earth leaching efficiency increased a little with the decrease of pH. Although the rare earth ions would be hydrolyzed in the leaching solution when pH > 6.18 [28], previous work has shown that the clay minerals in the rare earth ore have a buffering function when the solution’s pH is 3–8, and it can accept or liberate hydrogen ions to keep the pH of the leaching liquor at approximately 4–6.
Similar to rare earth, aluminum ions in the soil exist as several phases, such as aqueous soluble phase aluminum (Sol Al), ion-exchangeable phase aluminum (Ex Al), mineral phase aluminum (Min Al), adsorbed inorganic hydroxyl-aluminum (Hy Al), iron oxide-bound aluminum (DCB Al), non-crystal aluminosilicates (Nc Al), and interlayered aluminum (In Al) [29]. The ion-exchangeable phase aluminum (Ex Al), which exists in the form of Al(H2O)63+ and Al(OH)n(3−n)+, could be extracted by a salt solution. The adsorbed inorganic hydroxyl-aluminum (Hy Al) is adsorbed on the minerals’ surface and edges in the form of aluminum hydroxide (Al(OH)3), which could be called colloidal sediment phase aluminum. Thus, the desorption reactions of Hy Al are pH-independent. As shown in Figure 8b, the leaching efficiency of aluminum changed a little when the pH was in the range of 3.5–8.2. When pH = 2.3, the leaching efficiency of aluminum was more than 100%, which was attributed to the desorption of the adsorbed inorganic hydroxyl-aluminum (Hy Al). The increasing amount of aluminum ions in the leaching liquor would be harmful to the next purification process, so the optimal pH is 5.6, which is the initial pH of the magnesium sulfate solution, without any pH adjustment solution.
3.6. Kinetic Analysis
Rare earth leaching is a typical heterogeneous liquid-solid reaction. If the rare earth particles are regarded as spherical particles, the leaching process could be described by an unreacted shrinking-core model, and the leaching process could be limited by: (a) diffusion through a film; (b) diffusion through the particle interior; (c) chemical reaction; and (d) mixed reaction.
Tian and Li [23,30] determined that the rare earth leaching rate is limited by (b) diffusion through the particle interior. Additionally, the equation for this inner diffusion control can be expressed as:
where k is the apparent rate constant (min−1), is the leaching efficiency, and t is the leaching time (min). In this study, the relationship of the apparent rate constant (k) and the leaching agent concentration can be shown as [31]:
According to the Equation (3), Equation (2) can be written as:
Making a transformation of Equation (3), Equation (5) is obtained:
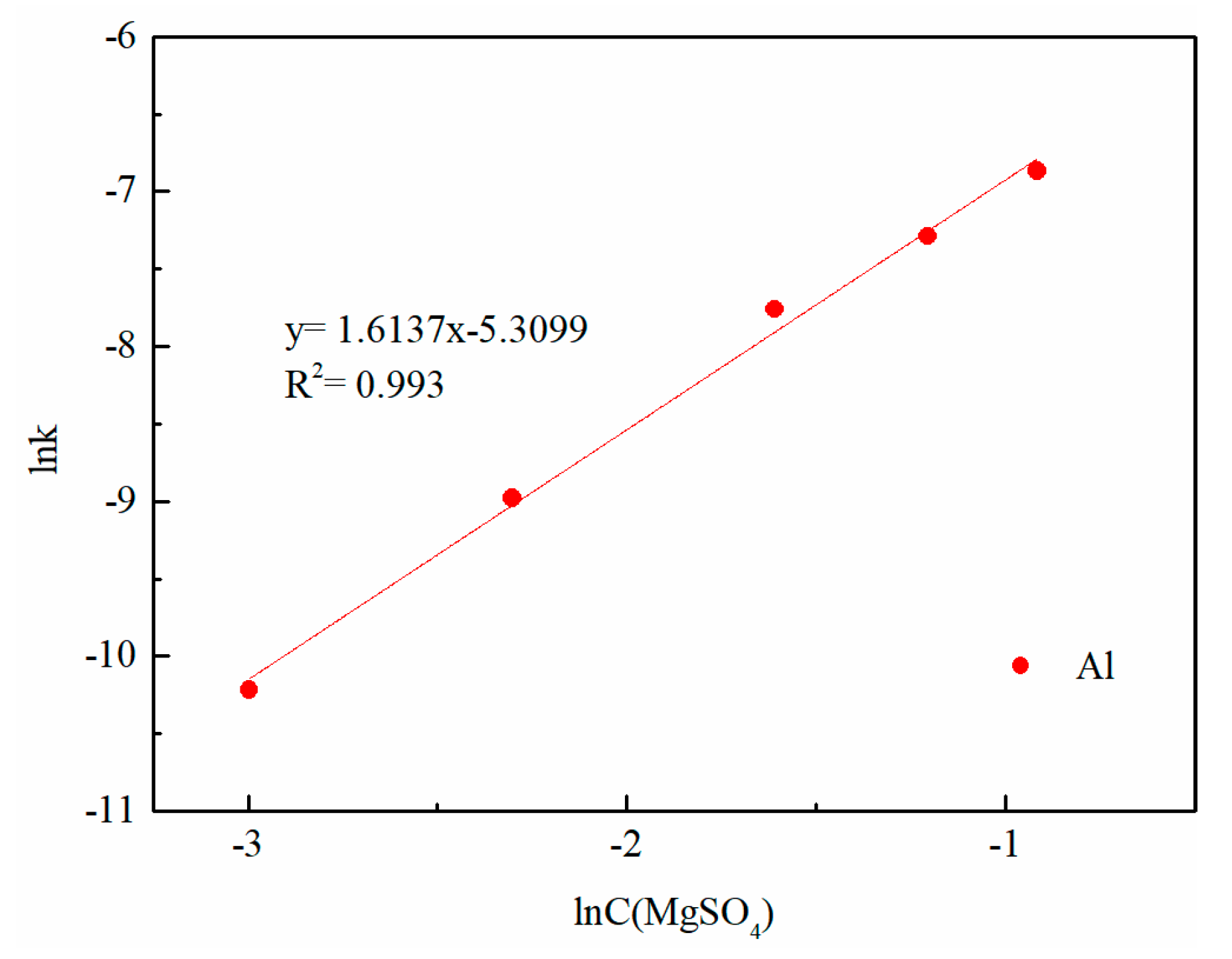
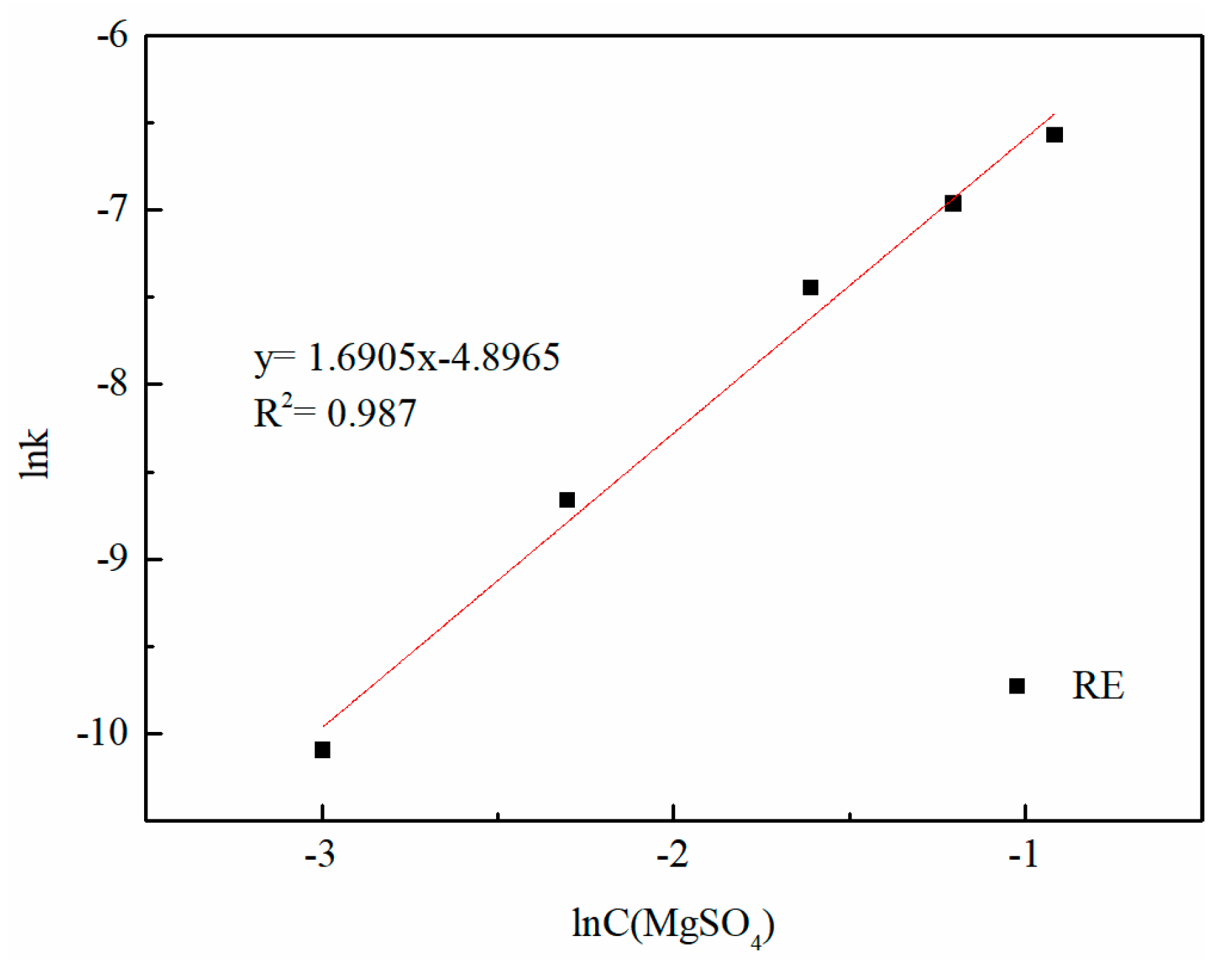
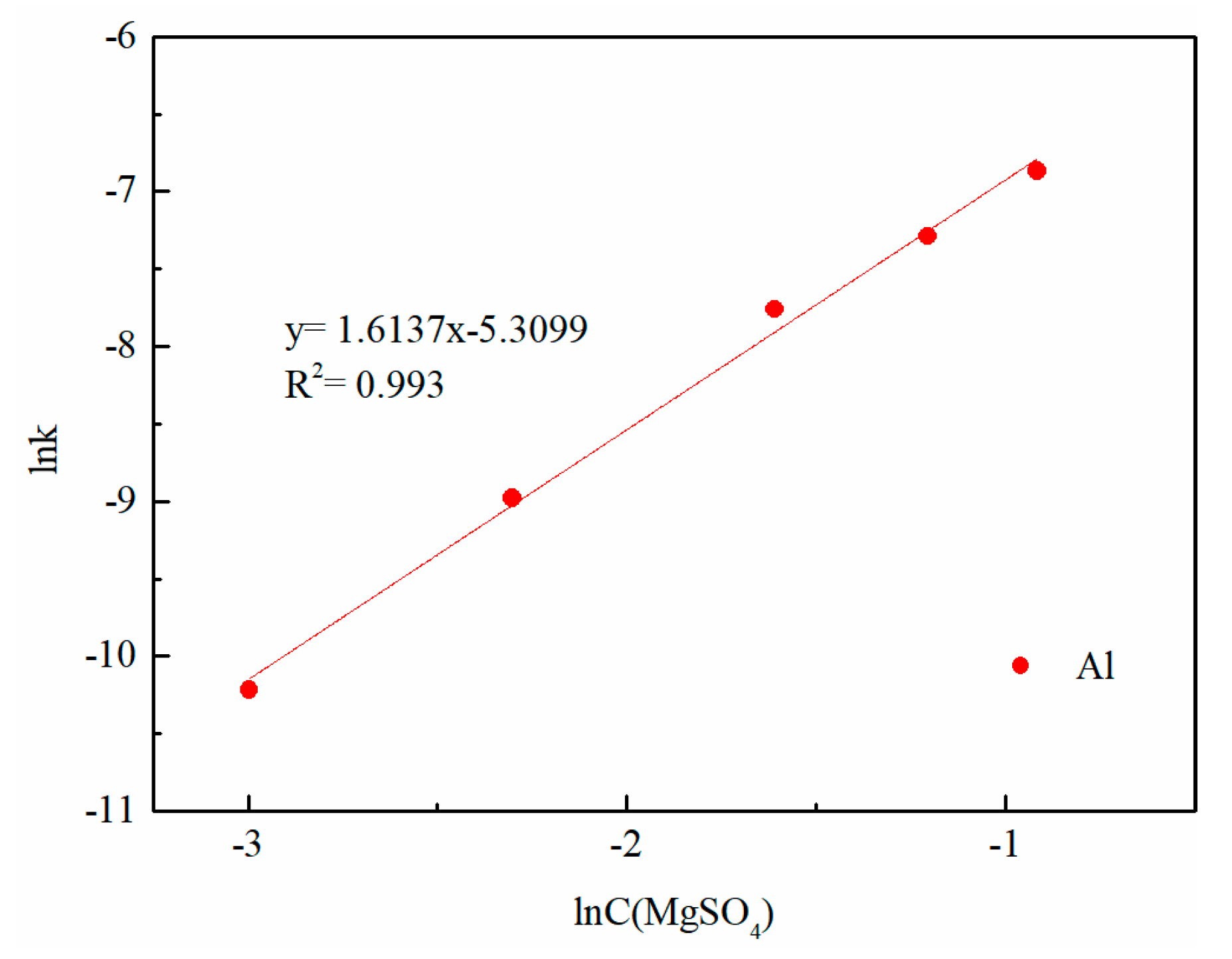
where n is the reaction order, k0 is the apparent rate constant, and they can be obtained from the slope and intercept of the straight line in Figure 9 and Figure 10, respectively. (mol/L) is the magnesium concentration.
The column leaching process, as shown in Figure 5, can be divided into three periods: the first slowly increasing period, the second increasing rapidly period, and the third steady and equilibrium period. Certainly, the second stage is a vital period and it is controlled by kinetics. The second period of rare earth and aluminum leaching with different concentrations began at different times. The higher the concentration, the shorter the first period. The leaching efficiency increased rapidly at 147 min when 0.05 mol/L, at 109 min when 0.1 mol/L, at 59 min when 0.2 mol/L, at 26 min when 0.3 mol/L, and at 24 min when 0.4 mol/L. The unreacted shrinking-core models were evaluated. The experimental data of the second period with different concentrations were substituted into Equation (2), and the apparent rate constant (k) and correlation coefficient (R2) values are presented in Table 5. It can be seen from Table 5 that the diffusion through the particle interior kinetics was suitable to the leaching process of clay.
Based on the data of Table 5 and Equation (5), the straight lines of lnk vs. lnCMg2+ for RE and Al were established to determine the apparent rate constant (k0) and reaction order (n). The plots are shown in Figure 9 and Figure 10, respectively. The diagram indicates that the empirical reaction orders are 1.69 for RE and 1.61 for Al, and the k0 is 0.0075 for RE and 0.0049 for Al. Hence, the following Equations (6) and (7) could be used to express the leaching process of RE and Al, respectively, from the Wuping rare earth ore:
It is clear that the reaction order of RE (1.69) is higher than Al (1.61), and this implied that the magnesium concentration showed a greater effect on the leaching of RE than on that of Al. These equations provide a better understanding of the leaching characteristics of RE and Al when using magnesium sulfate solution, and can help to enlarge the leaching difference of RE and Al.
4. Conclusions
Magnesium sulfate showed a better performance in enlarging the difference of leaching behavior between rare earth and aluminum than ammonium sulfate. This research investigated the influence of experimental conditions, such as concentration, flow rate, liquid/solid ratio, and pH of leaching agent solution, on the column desorption of rare earth and aluminum of weathered crust elution-deposited rare earth ore. The optimum leaching conditions were 0.2 mol/L magnesium sulfate solution with a pH of 5.6, and 1.2:1 for the liquid/solid ratio at a 0.5 mL/min flow rate. With these conditions, the leaching efficiency of rare earth was 89% and the aluminum was 80%; meanwhile, the equilibrium time of rare earth was 33 min shorter than that of aluminum.
The second period experimental data of rare earth and aluminum fitted the unreacted shrinking-core model, and this process was limited by the diffusion of particle interior. Based on the magnesium concentration, equations for the leaching process of rare earth and aluminum were proposed. The reaction orders of rare earth and aluminum were determined to be 1.69 and 1.61, respectively. The empirical equations could help to optimize the leaching conditions in actual production and achieve a high leaching efficiency.
Acknowledgments
The authors gratefully acknowledge the financial support of this study from the Wuhan University of Technology.
Author Contributions
The experiments, analysis of data, and article writing were carried out by Xiuchuan Ran; Zijie Ren contributed to the interpretation of the data. Huimin Gao helped to analyze the data. Renji Zheng and Junxun Jin edited the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chen, Z.H. Global rare earth resources and scenarios of future rare earth industry. J. Rare Earths 2011, 29, 1–6. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Chi, R.; Tian, J.; Luo, X.; Xu, Z.; He, Z. Basic study of weathered crust leaching type rare earth ore. Nonferrous Met. Sci. Eng. 2012, 4, 1–13. [Google Scholar]
- Zang, J.; Edwards, C. A review of rare earth mineral processing technology. In Proceedings of the 44th Annual Meeting of the Canadian Mineral Processors, Ottawa, ON, Canada, 17–19 January 2012; CIM: Montreal, QC, Canada, 2012; pp. 79–102. [Google Scholar]
- Rocha, A.; Schissel, D.; Sprecher, A.; de Tarso, P.; Goode, J. Process development for the Serra Verde weathered crust elution-deposited rare earth deposit in Brazil. In Proceedings of the 52nd Conference of Metallurgists, Metallurgical Society of the Canadian Institute of Mining, Metallurgy and Petroleum (MetSoc-CIM), Montreal, QC, Canada, 27–31 October 2013. [Google Scholar]
- Chi, R.; Tian, J.; Li, Z.; Peng, C.; Wu, Y.; Li, S.; Wang, C.; Zhou, Z. Existing state and partitioning of rare earth on weathered ores. J. Rare Earths 2005, 23, 756–759. [Google Scholar]
- Chi, R.; Wang, D. Quantum chemistry calculation of adsorption properties of clay minerals and enrichment of rare earth elements. J. Rare Earths 1993, 3, 199–203. [Google Scholar]
- Moldoveanu, G.A.; Papangelakis, V.G. Recovery of rare earth elements adsorbed on clay minerals: I. Desorption mechanism. Hydrometallurgy 2012, 117, 71–78. [Google Scholar] [CrossRef]
- Xiao, Y.; Chen, Y.; Feng, Z.; Huang, X.; Huang, L.; Long, Z.; Cui, D. Leaching characteristics of ion-adsorption type rare earths ore with magnesium sulfate. Nonferrous Met. Soc. China 2015, 25, 3784–3790. [Google Scholar] [CrossRef]
- Huang, X.; Wei, Z.; Li, H.; Ying, W.; Zhang, G.; Xue, X. Development of rare earth hydrometallurgy technology in china. J. Rare Earths 2005, 23, 1–4. [Google Scholar] [CrossRef]
- Qiu, T.; Fang, X.; Cui, L.; Fang, Y. Behavior of leaching and precipitation of weathering crust ion-absorbed type by magnetic field. J. Rare Earths 2008, 26, 274. [Google Scholar] [CrossRef]
- Tian, J.; Yin, J.; Tang, X.; Chen, J.; Luo, X.; Rao, G. Enhanced leaching process of a low-grade weathered crust elution-deposited rare earth ore with carboxymethyl sesbania gum. Hydrometallurgy 2013, 139, 124–131. [Google Scholar] [CrossRef]
- Zhang, L.; Deng, X.; Li, W.; Ding, Y.; Chi, R.A.; Zuo, X. Kinetics of weathered-crust elution-deposited rare-earth ore in a leaching process. Mater. Tehnol. 2013, 47, 145–148. [Google Scholar]
- Luo, X.-P.; Feng, B.; Wang, P.-C.; Zhou, H.-P.; Chen, X.-M. The effect of fulvic acid on the leaching of a weathered rare-earth ore. Metall. Mater. Trans. B 2015, 46, 2405–2407. [Google Scholar] [CrossRef]
- Yang, X.; Zhang, J. Recovery of rare earth from ion-adsorption rare earth ores with a compound lixiviant. Sep. Purif. Technol. 2015, 142, 203–208. [Google Scholar] [CrossRef]
- Qiu, T.; Fang, X.; Wu, H.; Zeng, Q.; Zhu, D. Leaching behaviors of iron and aluminum elements of ion-absorbed-rare-earth ore with a new impurity depressant. Nonferrous Met. Soc. China 2014, 24, 2986–2990. [Google Scholar] [CrossRef]
- Qiu, T.; Zhu, D.; Fang, X.; Zeng, Q.; Gao, G.; Zhu, H. Leaching kinetics of ionic rare-earth in ammonia-nitrogen wastewater system added with impurity inhibitors. J. Rare Earths 2014, 32, 1175–1183. [Google Scholar] [CrossRef]
- Xiao, Y.; Feng, Z.; Hu, G.; Huang, L.; Huang, X.; Chen, Y.; Long, Z. Reduction leaching of rare earth from ion-adsorption type rare earths ore with ferrous sulfate. J. Rare Earths 2016, 34, 917–923. [Google Scholar] [CrossRef]
- Wang, R.; Yang, Y.; Yang, B.; Nie, H.; Ye, X.; Liao, C.; Yu, P.; Shen, W. A Kind of Method for Extraction of Rare Earth from Ion-Adsorption Type Rare Earth. China Patent CN 201,310,199,034.3, 28 August 2013. [Google Scholar]
- Xiao, Y.F.; Feng, Z.Y.; Hu, G.H.; Huang, L.; Huang, X.W.; Chen, Y.Y.; Li, M.L. Leaching and mass transfer characteristics of elements from ion-adsorption type rare earth ore. Rare Met. 2015, 34, 357–365. [Google Scholar] [CrossRef]
- Huang, X.W.; Long, Z.Q.; Wang, L.S.; Feng, Z.Y. Technology development for rare earth cleaner hydrometallurgy in china. Rare Met. 2015, 34, 215–222. [Google Scholar] [CrossRef]
- Wang, R.X.; Xie, B.Y.; Yu, P.; Zhang, Z.X.; Mao, J.Y.; Xiong, J.C. Selection of leaching agent for ion type rare earth ore and optimization of column leaching process. Rare Met. 2015, 39, 1060–1064. [Google Scholar]
- Tian, J.; Yin, J.Q.; Chi, R.; Rao, G.H.; Jiang, M.T.; Ouyang, K.X. Kinetics on leaching rare earth from the weathered crust elution-deposited rare earth ores with ammonium sulfate solution. Hydrometallurgy 2010, 101, 166–170. [Google Scholar]
- Xu, P. Handbook of Practical Chemical Analysis of Factory, 1st ed.; Jiangsu Institute of Mechanical Engineering Physical and Chemical Inspection Branch Press: Nanjing, China, 1980; Volume 1, pp. 237–240. [Google Scholar]
- Tian, J.; Tang, X.; Yin, J.; Luo, X.; Rao, G.; Jiang, M. Process optimization on leaching of a lean weathered crust elution-deposited rare earth ores. Int. J. Miner. Process. 2013, 119, 83–88. [Google Scholar] [CrossRef]
- Jun, T.; Jingqun, Y.; Kaihong, C.; Guohua, R.; Mintao, J.; Ruan, C. Optimisation of mass transfer in column elution of rare earths from low grade weathered crust elution-deposited rare earth ore. Hydrometallurgy 2010, 103, 211–214. [Google Scholar] [CrossRef]
- Chi, R.; Zhu, G.; Xu, S.; Tian, J.; Liu, J.; Xu, Z. Kinetics of manganese reduction leaching from weathered rare-earth mud with sodium sulfite. Metall. Mater. Trans. B 2002, 33, 41–46. [Google Scholar] [CrossRef]
- Shi, F. Rare Earth Metallurgy Technology, 1st ed.; Metallurgy Industry Press: Beijing, China, 2009. [Google Scholar]
- Shao, Z.C.; He, Q.; Wang, W. Forms of aluminum in red soils. ACTA Pedol. Sin. 1998, 35, 38–48. [Google Scholar]
- Li, T.; Tu, A.; Zhang, Y.; Zhang, M.; Chi, R. Kinetic study on leaching of rare earth from weathered crust Leaching Rare Earth Ore with mixed ammonium salts. Ind. Miner. Process 2009, 38, 19–24. [Google Scholar]
- Li, M.; Zhang, X.; Liu, Z.; Hu, Y.; Wang, M.; Liu, J.; Yang, J. Kinetics of leaching fluoride from mixed rare earth concentrate with hydrochloric acid and aluminum chloride. Hydrometallurgy 2013, 140, 71–76. [Google Scholar] [CrossRef]
Figure 1.
The X-ray diffraction (XRD) of the rare earth ore.
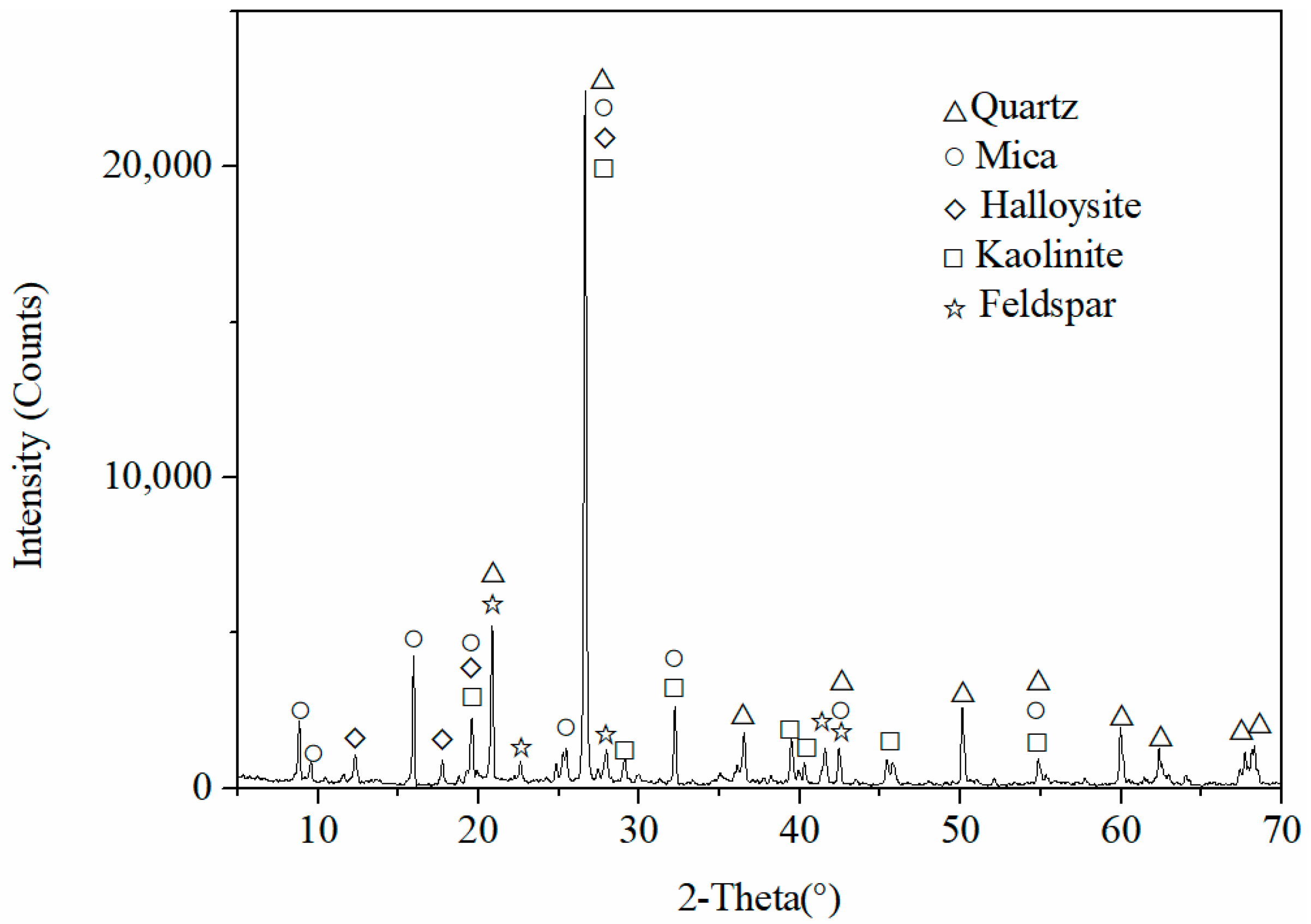
Figure 2.
Schematic drawing of device used for leaching tests.
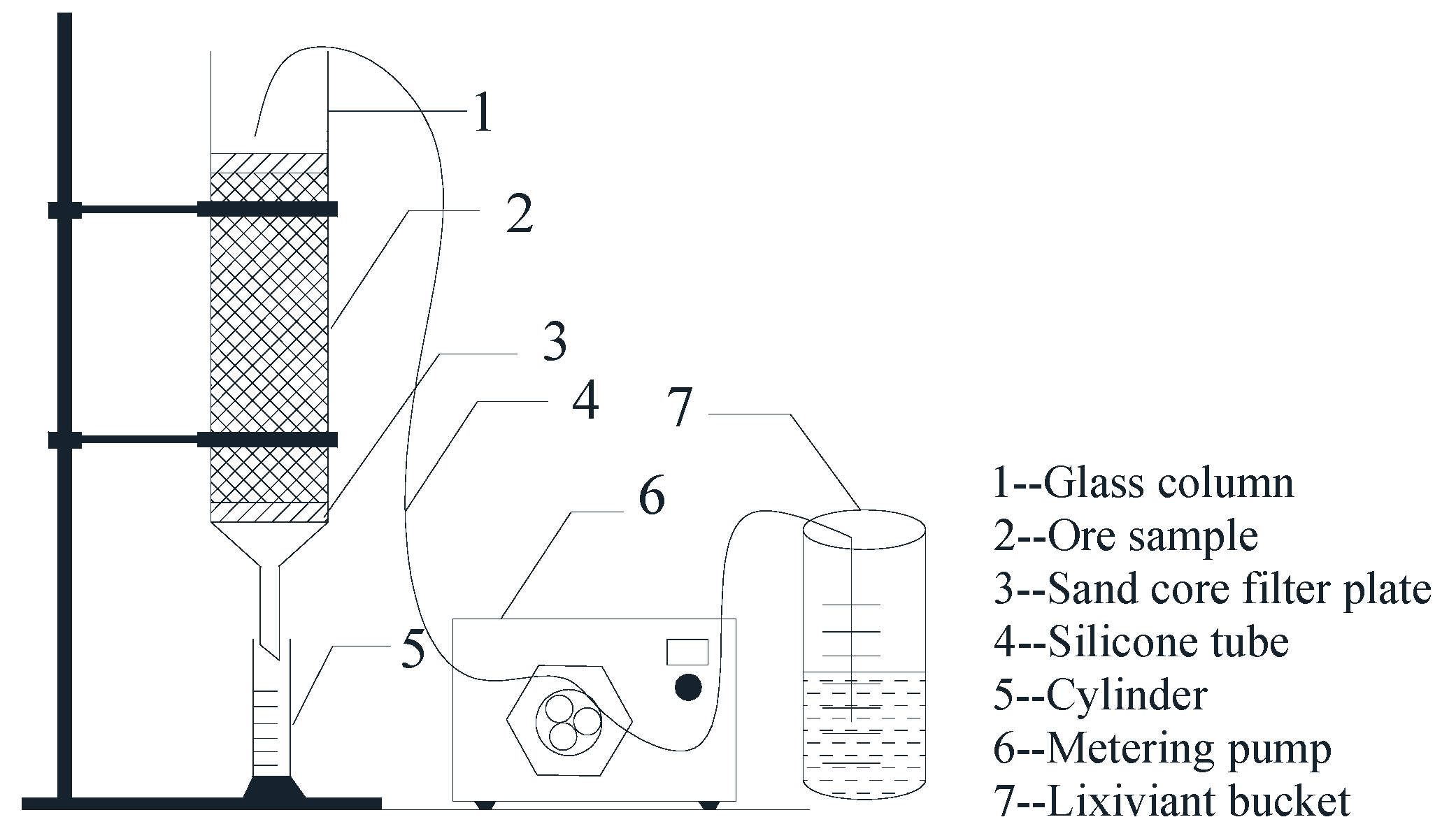
Figure 3.
The leaching process of rare earth and aluminum with (NH4)2SO4 and MgSO4 (250 g ore; CMg2+ = CNH4+ = 0.2 mol/L; liquid: solid = 1.2:1; flow rate = 0.5 mL/min; pH = 5.6; room temperature).
Figure 3.
The leaching process of rare earth and aluminum with (NH4)2SO4 and MgSO4 (250 g ore; CMg2+ = CNH4+ = 0.2 mol/L; liquid: solid = 1.2:1; flow rate = 0.5 mL/min; pH = 5.6; room temperature).
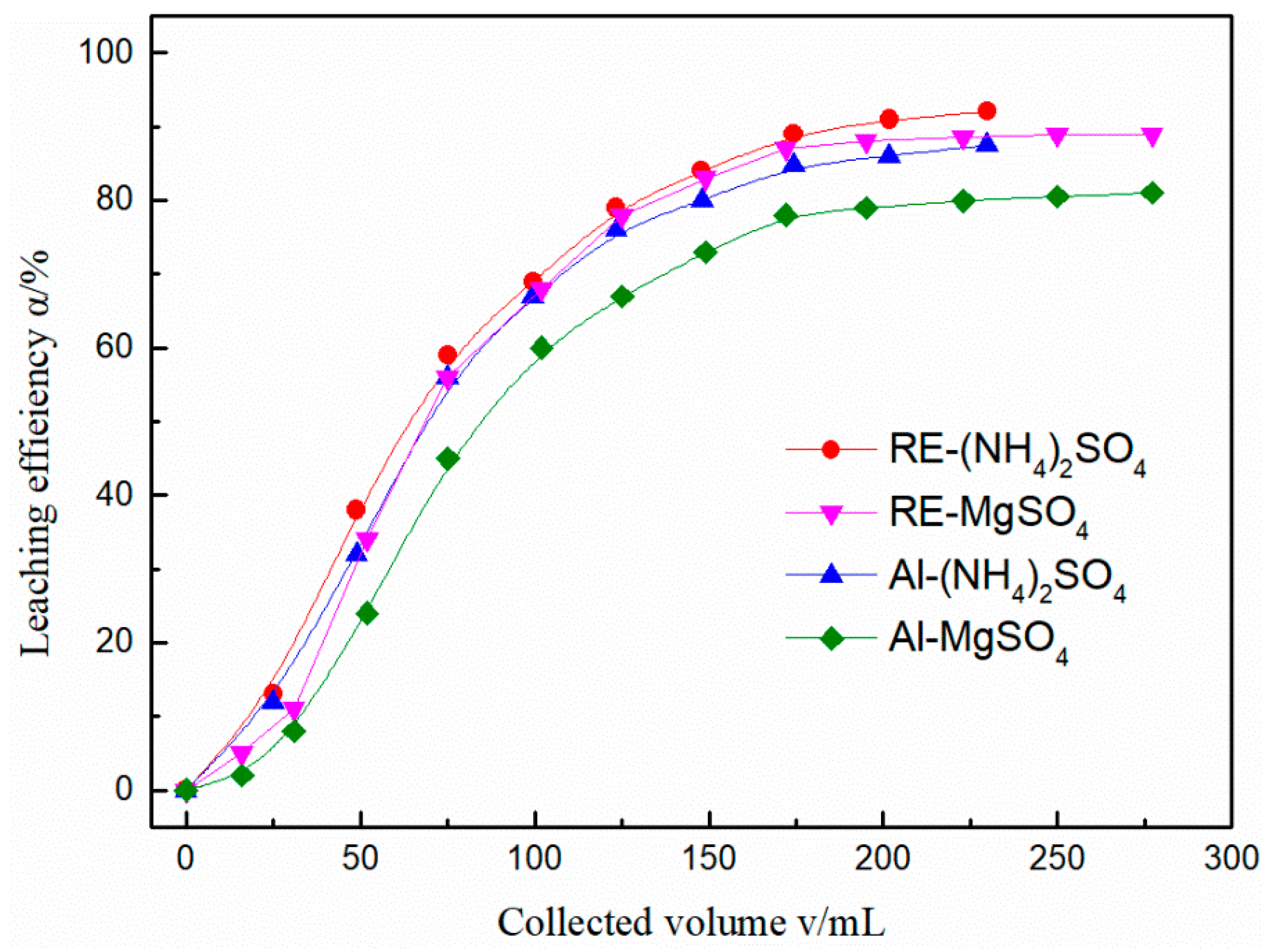
Figure 4.
The effect of magnesium sulfate concentration on the leaching efficiency of rare earth and aluminum (250 g ore; liquid: solid = 1.2:1; flow rate = 0.5 mL/min; pH = 5.6; room temperature).
Figure 4.
The effect of magnesium sulfate concentration on the leaching efficiency of rare earth and aluminum (250 g ore; liquid: solid = 1.2:1; flow rate = 0.5 mL/min; pH = 5.6; room temperature).

Figure 5.
Leaching kinetics of RE and Al with different magnesium concentrations: (a) RE and (b) Al (250 g ore; liquid: solid = 1.2:1; flow rate = 0.5 mL/L; pH = 5.6; room temperature).
Figure 5.
Leaching kinetics of RE and Al with different magnesium concentrations: (a) RE and (b) Al (250 g ore; liquid: solid = 1.2:1; flow rate = 0.5 mL/L; pH = 5.6; room temperature).
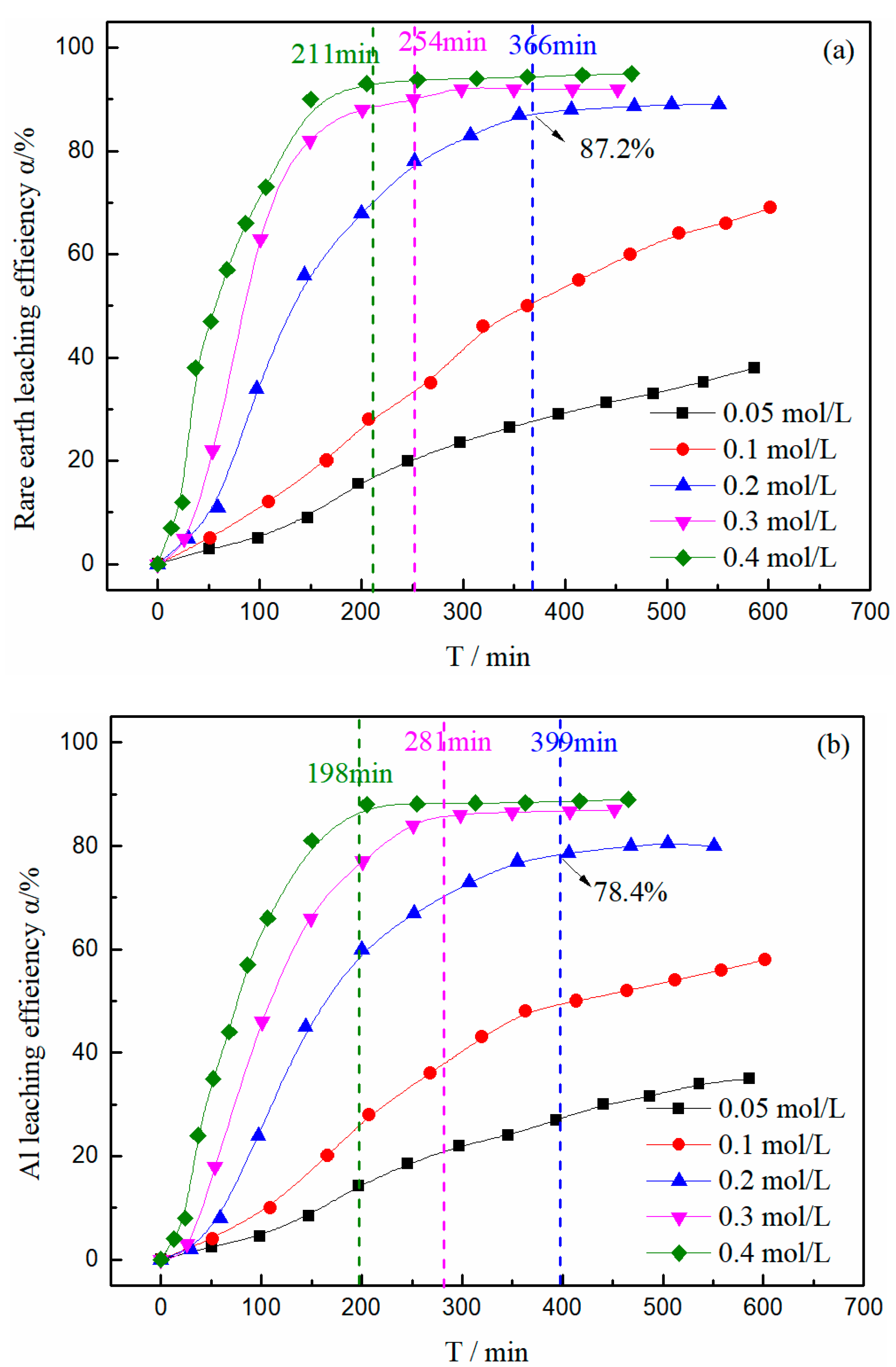
Figure 6.
The effect of flow rate on the leaching efficiency of rare earth (250 g ore; liquid: solid = 1.2:1; CMg2+ = 0.2 mol/L; pH = 5.6; room temperature).
Figure 6.
The effect of flow rate on the leaching efficiency of rare earth (250 g ore; liquid: solid = 1.2:1; CMg2+ = 0.2 mol/L; pH = 5.6; room temperature).
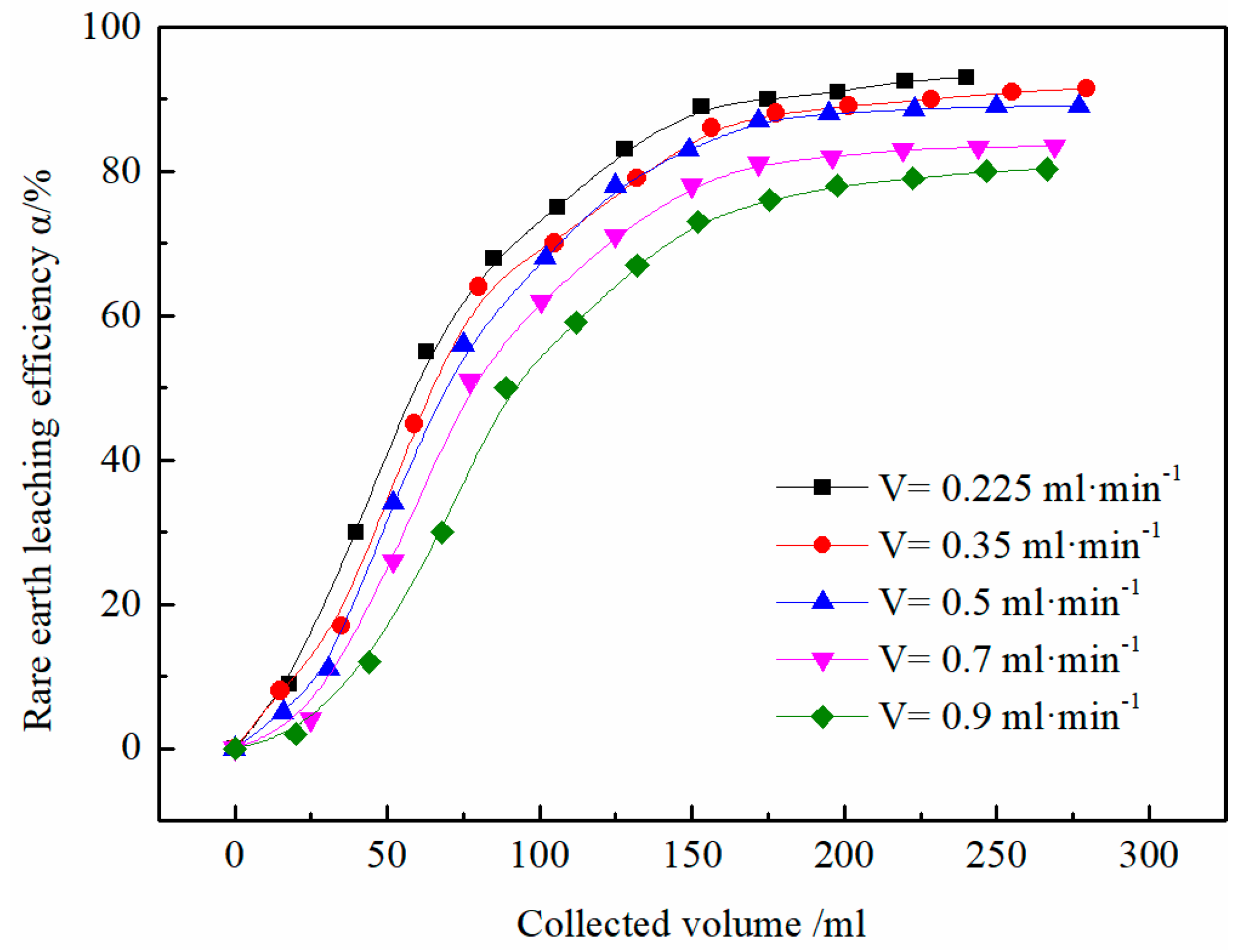
Figure 7.
The effect of liquid/solid ratio on the leaching efficiency of RE and Al (250 g ore; CMg2+ = 0.2 mol/L; flow rate = 0.5 mL/L; pH = 5.6; room temperature).
Figure 7.
The effect of liquid/solid ratio on the leaching efficiency of RE and Al (250 g ore; CMg2+ = 0.2 mol/L; flow rate = 0.5 mL/L; pH = 5.6; room temperature).
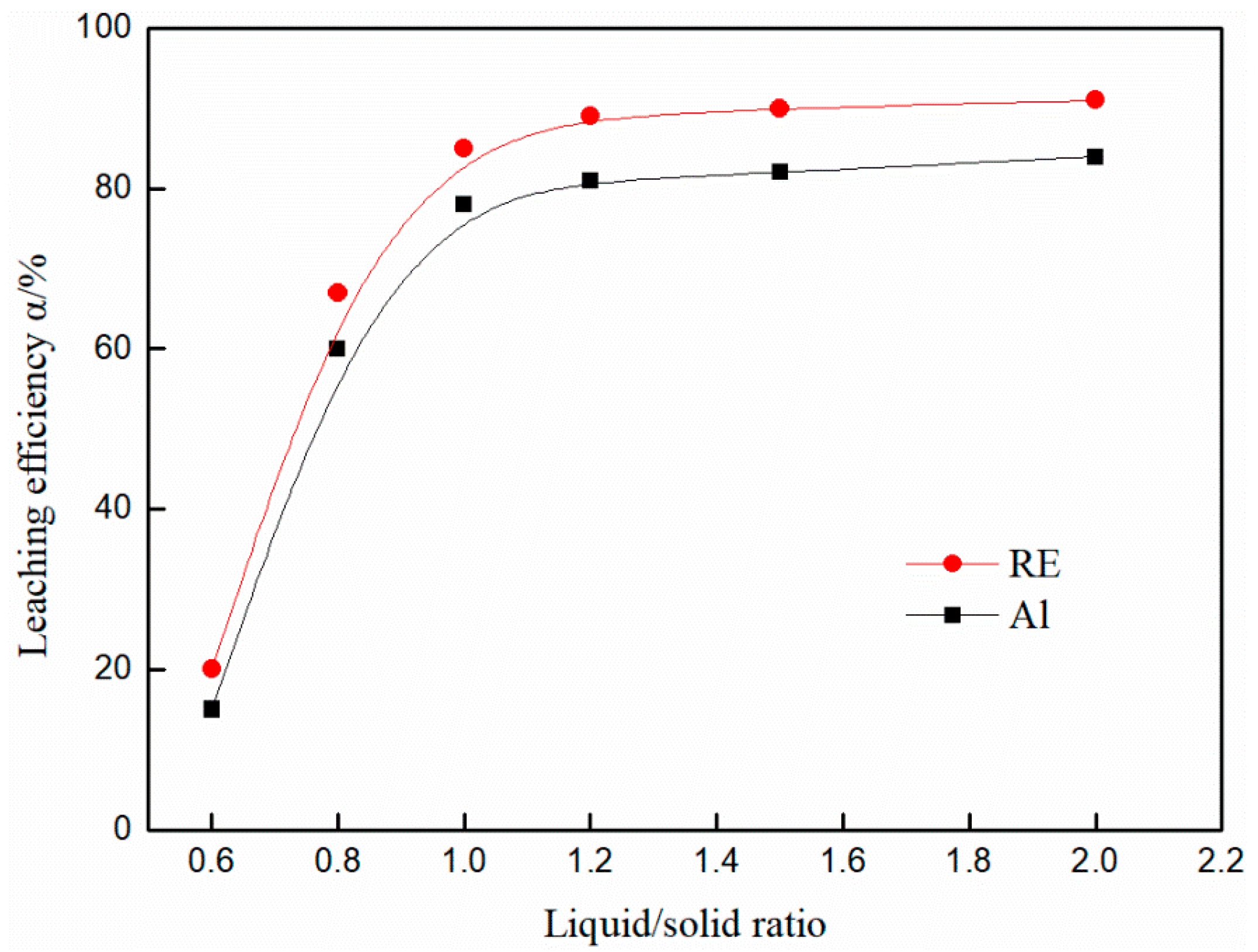
Figure 8.
The effect of pH on the leaching efficiency of (a) RE and (b) Al (250 g ore; CMg2+ = 0.2 mol/L; flow rate = 0.5 mL/L; liquid: solid = 1.2:1; room temperature).
Figure 8.
The effect of pH on the leaching efficiency of (a) RE and (b) Al (250 g ore; CMg2+ = 0.2 mol/L; flow rate = 0.5 mL/L; liquid: solid = 1.2:1; room temperature).
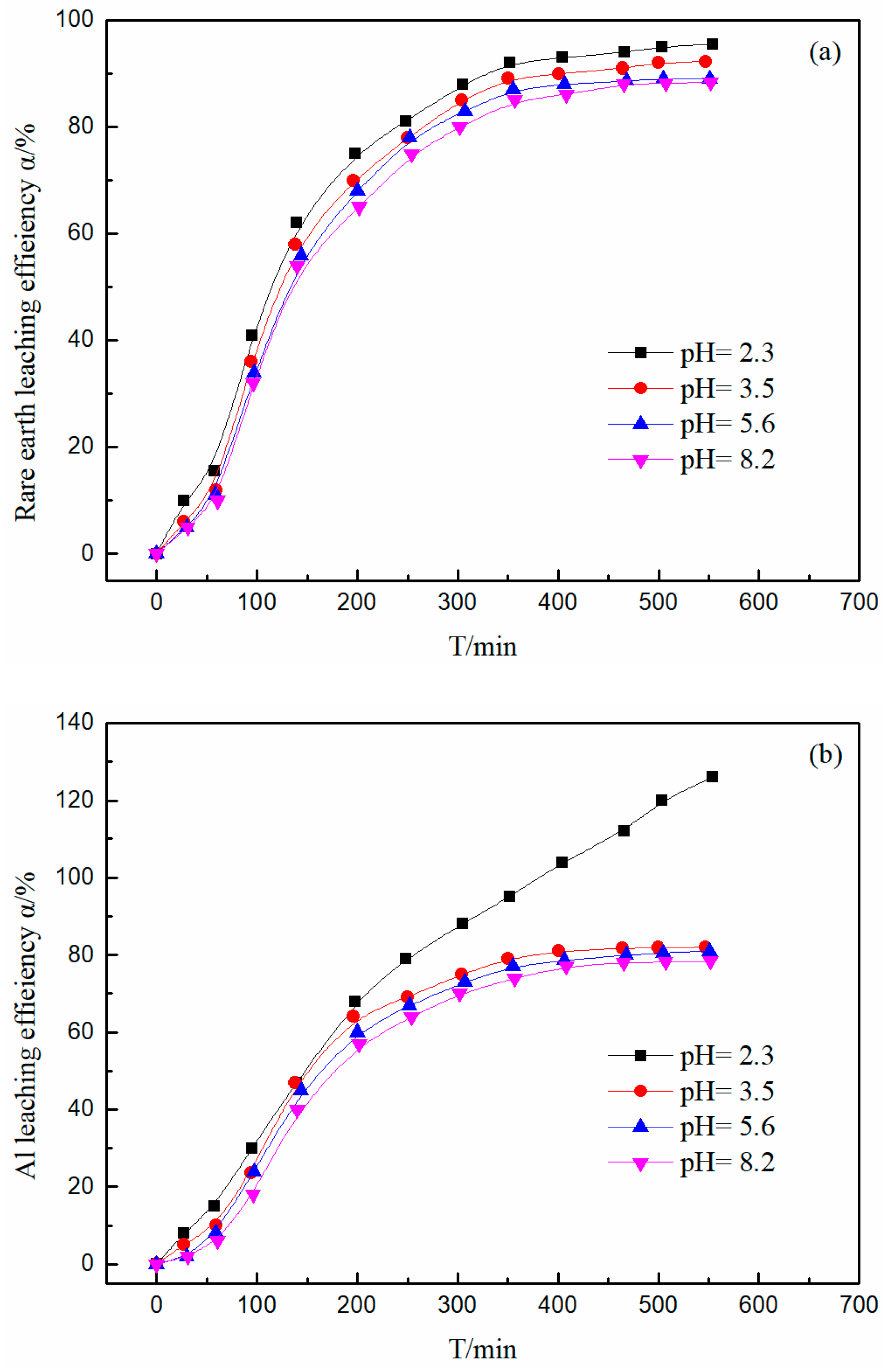
Figure 9.
Plot of lnk as a function of magnesium sulfate concentration.
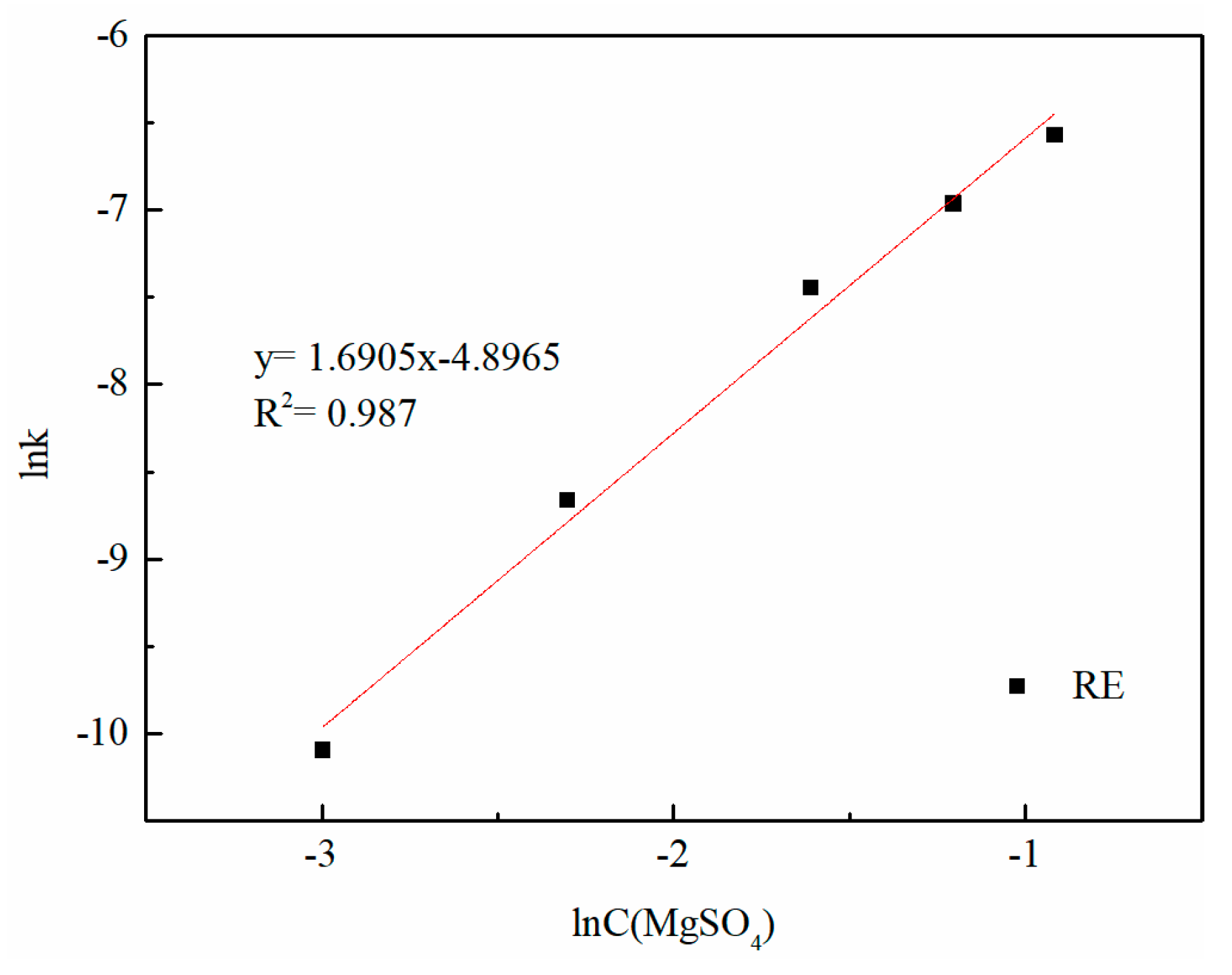
Figure 10.
Plot of lnk as a function of magnesium sulfate concentration.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The particle size distribution of rare earth ore.
| Particle Size/mm | +0.5 | −0.5 + 0.1 | −0.1 + 0.045 | −0.045 |
|---|---|---|---|---|
| Mass distribution/% | 52.34 | 23.16 | 5.9 | 18.59 |
Table 2.
The chemical composition of rare earth ore (wt %).
| Y2O3 | Al2O3 | MnO2 | Na2O | CaO | MgO | K2O | SiO2 |
| 0.023 | 17.665 | 0.022 | 0.487 | 0.058 | 0.051 | 4.269 | 73.048 |
| SO3 | TiO2 | Fe2O3 | Rb2O | ZrO2 | CuO | Nb2O5 | Loss |
| 0.017 | 0.019 | 0.624 | 0.037 | 0.011 | 0.004 | 0.006 | 2.98 |
Table 3.
The exchangeable phase of rare earth ore (REO) (wt %).
| REO | Al | Ca | Mg | Others |
|---|---|---|---|---|
| 0.109 | 0.0088 | 0.024 | 0.00592 | <0.001 |
Table 4.
The partitioning of the exchangeable rare earth (RE) of rare earth ore (wt %).
| Element | La2O3 | CeO2 | Pr6O11 | Nd2O3 | Eu2O3 | Sm2O3 | Tb4O7 | Gd2O3 |
| Content/% | 6.17 | 0.88 | 2.83 | 9.67 | 0.18 | 4.92 | 1.28 | 6.52 |
| Element | Ho2O3 | Er2O3 | Tm2O3 | Yb2O3 | Lu2O3 | Y2O3 | Dy2O3 | |
| Content/% | 1.46 | 3.98 | 0.65 | 3.66 | 0.52 | 49.97 | 7.31 |
Table 5.
Apparent rate constant (k) and correlation coefficients values (R2) of rare earth and aluminum at different concentrations.
Table 5.
Apparent rate constant (k) and correlation coefficients values (R2) of rare earth and aluminum at different concentrations.
| Concentration (mol/L) | Second Period | |||
|---|---|---|---|---|
| 1 − 2/3α − (1 − α)2/3 | ||||
| Rare Earth | Aluminum | |||
| k/min−1 | R2 | k/min−1 | R2 | |
| 0.05 | 4.12 × 10−5 | 0.997 | 3.65 × 10−5 | 0.995 |
| 0.1 | 1.73 × 10−4 | 0.985 | 1.26 × 10−4 | 0.982 |
| 0.2 | 5.82 × 10−4 | 0.987 | 4.26 × 10−4 | 0.982 |
| 0.3 | 9.44 × 10−4 | 0.959 | 6.82 × 10−4 | 0.981 |
| 0.4 | 1.4 × 10−3 | 0.969 | 1.04 × 10−3 | 0.971 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ran, X.; Ren, Z.; Gao, H.; Zheng, R.; Jin, J. Kinetics of Rare Earth and Aluminum Leaching from Kaolin. Minerals 2017, 7, 152. https://doi.org/10.3390/min7090152
AMA Style
Ran X, Ren Z, Gao H, Zheng R, Jin J. Kinetics of Rare Earth and Aluminum Leaching from Kaolin. Minerals. 2017; 7(9):152. https://doi.org/10.3390/min7090152
Chicago/Turabian StyleRan, Xiuchuan, Zijie Ren, Huimin Gao, Renji Zheng, and Junxun Jin. 2017. "Kinetics of Rare Earth and Aluminum Leaching from Kaolin" Minerals 7, no. 9: 152. https://doi.org/10.3390/min7090152
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.