Leaching of Primary Copper Sulfide Ore in Chloride-Ferrous Media

1
Departamento de Ingeniería Química y Procesos de Minerales, Universidad de Antofagasta, Antofagasta 1240000, Chile
2
Departamento Ingeniería de Minas, Universidad de Antofagasta, Antofagasta 1240000, Chile
3
Departamento de Ingeniería en Metalurgia y Minas, Universidad Católica del Norte, Antofagasta 1240000, Chile
*
Author to whom correspondence should be addressed.
Minerals 2018, 8(8), 312; https://doi.org/10.3390/min8080312
Submission received: 28 June 2018
/
Revised: 20 July 2018
/
Accepted: 23 July 2018
/
Published: 25 July 2018
(This article belongs to the Special Issue Recent Advances in Hydro- and Biohydrometallurgy)
Abstract
:Copper extraction from primary copper sulfide ore from a typical porphyry copper deposit from Antofagasta, Chile, was investigated after leaching with a chloride-ferrous media at two temperatures. The study focused on whether this chemical leaching system could be applied at an industrial scale. Leaching tests were conducted in columns loaded with approximately 50 kg of agglomerated ore; the ore was first cured for 14 days and then leached for 90 days. The highest copper extraction, 50.23%, was achieved at 32.9 °C with the addition of 0.6 kg of H2SO4 per ton of ore, 0.525 kg of NaCl per ton of ore, and 0.5 kg of FeSO4 per ton of ore. In respect to copper extraction, the most effective variables were temperature and the addition of NaCl.
1. Introduction
Copper is considered the third most important metal for industry after iron and aluminum, with a yearly production of 10 Mt [1]. In the north of Chile there are many mining industries that produce copper in cathodes from oxidized minerals with the traditional process of leaching, followed by solvent extraction (SX), and electrowinning (LIX-SX-EW). Due to the deepening of pits [2], depletion of oxidized ores and the presence of sulfide ore is noted, a situation that puts at risk the continuity of hydrometallurgical processes due to the lack of leachable mineral resources. Hence, different leaching techniques for copper sulfide ores, especially chalcopyrite, need to be investigated in the future.
Presently, the mining industry faces the challenge of extracting copper from low-grade copper ores. In 2002 the average copper ore grade was 1.13%, while in 2011 it was 0.84% [3].
Many chalcopyrite leaching studies have been performed with leachants such as ferric sulfate [4,5,6,7], ferric chloride [7,8], sodium nitrate-sulfuric acid [9], hydrochloric acid [10], and sodium chloride-sulfuric acid [11], among others [10].
The slow copper from chalcopyrite dissolution has been attributed to the formation of a passivating layer on the mineral surface. This phenomenon has been widely studied, with no consensus regarding its cause or how to avoid its formation [12,13]. So far, three possible causes have been identified: (i) the formation of a layer of precipitated ferric iron that prevents contact between the chalcopyrite and the leaching solution [14,15], (ii) the formation of a layer of sulfur, which reduces the flow of electrons and the diffusion of the leaching agent to the mineral surface [4,16,17], and/or (iii) the formation of an intermediate layer during the dissolution of chalcopyrite, such as a sulfide, disulfide, or polysulfide compounds, which have a slow kinetic dissolution [12,18,19]. Recent studies showed that passivation of chalcopyrite is dependent on redox potential (Eh) since high redox potentials (high concentration of ferric ions) promote passivation of chalcopyrite [5]. On the other hand, ferrous ions may increase the leaching kinetics significantly compared to ferric ions [6,20,21]. This is in contrast through to other leaching processes, such as the bacterial leaching of gold sulfide concentrates, where ferric iron promotes the dissolution of pyrite and arsenopyrite [22].
In addition, numerous studies showed that leaching of chalcopyrite in chloride media results in higher copper extractions than in sulfate media [16,23,24]. The main reasons are the formation of chloride complexes, which change the electrochemical behavior of chalcopyrite passivation and/or the higher porosity of the mineral surface [8,16,25]. For example, Dutrizac [7] associated the high percentages of copper extraction in a chloride medium to the lower activation energy of the medium, approximately 42 kJ/mol, compared with that in a sulfate medium (75 kJ/mol).
Li et al. [26] and Kaplun et al. [27] demonstrated that the redox potential (Eh) significantly affects the leaching rate of chalcopyrite. To understand the effects of passivation during leaching processes, the passivation potential (Epp) has been used to determine the adequate potential to effectively leach the chalcopyrite. Chalcopyrite leached in a medium with sulfuric acid maintains its reactivity under 685 mV (SHE) regardless of impurities, acidity, or temperature. Between 685 and 755 mV (SHE), chalcopyrite may be in between the passive and active state, depending on the form at which that potential was reached. At 755 mV (SHE) the leaching of chalcopyrite becomes slow due to the effect of passivation [28]. Sandström et al. [29] suggested that chalcopyrite leaching should be carried out in sulfuric acid medium at 620 mV SHE, rather than at 800 mV SHE.
The leaching of chalcopyrite at high potentials (high ferric concentration) has been questioned because some studies have shown that ferric ions inhibit the leaching of chalcopyrite [5] while ferrous ions increase its leaching kinetics [6]. Kametani and Aoki [21] established a critical reduction potential of 420 mV versus Ag/AgCl at which chalcopyrite dissolution reaches its maximum, demonstrating that there is an optimal concentration of ferrous ions that increase the leaching of chalcopyrite [6,30]. In addition, temperature is one of the most important parameters in the kinetics of chalcopyrite leaching [31], with the dissolution rate increasing at higher temperatures [23,32].
Nicol and coworkers [33,34,35] performed chalcopyrite leaching experiments in chloride solutions containing cupric ions and dissolved oxygen. As part of that overall program on the fundamental aspects of the heap leaching of copper sulfide minerals, Nicol [36] compared the anodic behavior of chalcopyrite at high potentials (transpassive region) in both sulfate and chloride solutions. Nicol et al. [37] studied the voltammetric characteristics of chalcopyrite under various conditions appropriate to low temperature leaching with acidic chloride solutions while Nicol and Basson [38] described the anodic behavior of covellite over a wide range of chloride concentrations at potentials relevant to its dissolution under ambient conditions similar to heap leaching. The other important aspect in column or heap leaching is the solution flowrate [39]. According to Ilankoon and Neethling [40], the way the solution spreads from drippers and the subsequent development of flow paths and any associated channeling needs to be properly investigated.
Actually, the current heap leaching process at mining companies involves a curing stage with the addition of 12 kg of sulfuric acid per ton of ore and a determined amount of Intermediate Pregnant Leach Solution (IPLS). The agglomerated ore is transported by conveyor belts to form 107 leach pads weighing a total of approximately 200,000 tons. Once the heap is formed, irrigation begins with a continuous leaching cycle of approximately 300 days. The modification proposed in this study includes the addition of reagents such as sodium chloride and ferrous sulfate in the agglomeration stage, together with the acid, and carrying out the leaching process at an average temperature of approximately 30 °C to increase the percentage of copper extraction from primary sulfide ore.
The main objective of this work is to determine the effects of the modifications of the agglomeration-curing stages and the temperature on the copper extractions of the sulfidic ore.
2. Materials and Experimental Procedure
2.1. Materials
2.1.1. Ore Preparation and Sampling
500 kg of ore containing primary copper sulfide was obtained from a mine stockpile and crushed using a jaw crusher with a 152.4 mm aperture. Subsequently, sieve analysis was performed to obtain an ore sample with P(80) of 11.5 mm.
The ore retained in the meshes was classified by the cone and quartering technique to obtain the quantity needed to load the nine columns.
2.1.2. Mineralogical Analysis
The composition of sample of the ore was determined by mineralogical analysis using scanning electron microscopy and elemental analysis (SEM-EDX). To determine the composition of the gangue minerals and the ore, the sample particle size was reduced to 2 mm and was characterized by optical microscopy using point-counting method.
Most of the gangue is composed of potassium feldspar (23.7%), plagioclase (21.05%), biotite (17.37%), quartz (14.21%), sericite (9.47%), and chlorite (7.89%) (Table 1), which are characteristics of porphyry copper deposits.
The mineralogical composition of the feed ore, Table 2, indicates that the ore consists of chalcopyrite (0.55%), pyrite (0.28%), covellite (0.15%), and magnetite (0.63%).
The mineralogical composition indicates 74.47% primary sulfides (i.e., chalcopyrite) and 25.52% secondary sulfides such as covellite and chalcocite.
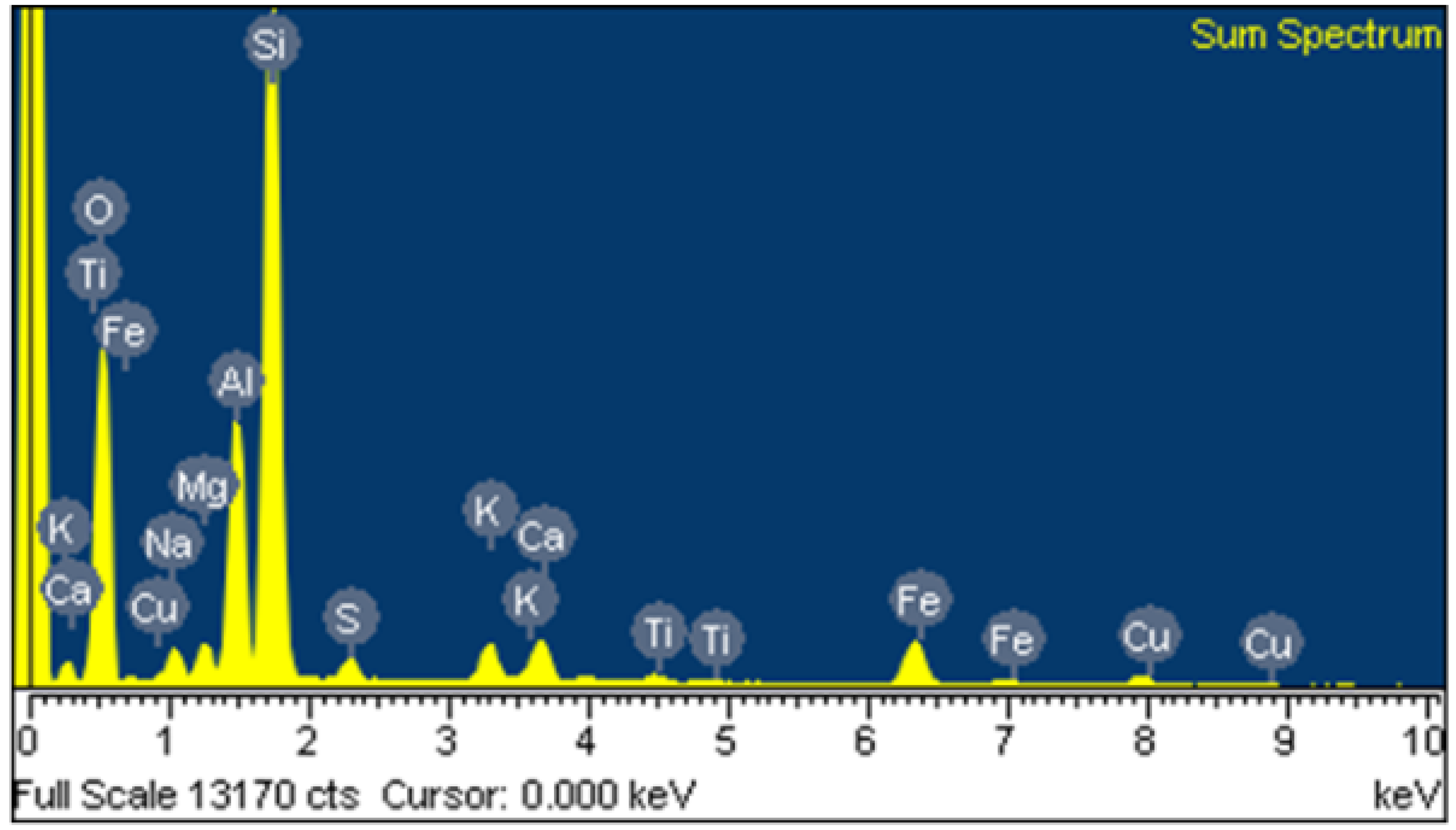
2.1.3. SEM-EDX Analysis of the Feed Ore
Analysis of the feed ore sample was performed using a scanning electron microscope (JEOL model JSM 6360 LV, JEOL Ltd., Tokyo, Japan) equipped with a microscope-coupled X-ray dispersive energy analyzer (SEM-EDX).
The elemental composition of the feed ore indicates that it contains mostly oxygen, aluminum, and silica, so it can be concluded that it contains a large amount of aluminum silicates such as albite and biotite according to Table 1.
2.1.4. Chemical Analysis of the Feed Ore
A sample of ore was taken prior to loading each column to carry out chemical analysis by atomic absorption spectrometry (AA), using a Varian Model SpectrAA220 instrument (LabX Media Group, Midland, ON, Canada), and used to determine the ore grade through the sequential leaching method of copper. This analysis allows the estimation of the degree of solubility of copper-rich minerals in sulfuric acid and cyanide. The sulfuric acid leaching enables the dissolution of soluble copper oxides. The copper contained in the secondary sulfides and bornite was dissolved using a cyanide solution (CNsCu). Residual copper (Cur) corresponds to the copper present in the chalcopyrite.
The chemical analysis of the feed ore used in each column is shown in Table 3, from which it can be deduced that most of the copper is present as chalcopyrite.
2.2. Experimental Procedure
2.2.1. Agglomeration-Curing
The agglomeration-curing stages were carried out in a drum, with a diameter of 30 cm and length of 40 cm, during 5 min by adding sulfuric acid equivalent to 12 kg per ton of ore and the reagents (Table 4).
Once the ore was agglomerated, it was transferred to the columns and cured for 14 days under two different conditions: for columns 1–6, the curing was temperature-controlled (32.9 °C) in a container equipped with an electric hot air generator, while columns 7–9 were kept at 14.5 °C.
2.2.2. Column Loading and Pumping System Installation
PVC columns 1.5 m in height and 18 cm of diameter were used. Each column was loaded with 50 kg of ore (P(80) 11.5 mm). An irrigation system with peristaltic pumps (Master Flex, 7557-14/1-100 RPM Model) and hoses of 13 mm diameter was installed to continuously irrigate the columns with IPLS or raffinate (Table 5). The temperature sensors were configured to measure the temperature every two hours.
2.2.3. Leaching
Leaching was conducted in nine columns using IPLS (Intermediate Pregnant Leach Solution) at an irrigation rate of 8 L/m2h up to 1.6 m3/ton, and later, with raffinate at an irrigation rate of 5 L/m2h. In order to monitor the leaching process, daily samples of the feed solution and the discharge solution of each column were collected for analysis (Cu, total Fe, and acidity). Table 5 shows the chemical composition of the IPLS and raffinate feed solutions. The concentrations of copper and iron were determined by atomic absorption spectrometry (AA) and the acidity was determined by titration with NaOH.
The irrigation time for columns 1–6 was 90 days and for columns 7–9 it was 45 days. At the end of the experiment, the columns were irrigated with 3 liters of water, simulating a washing step for the remaining copper solution. The residual ore was then unloaded onto an HDPE folder and representative samples were taken by incremental division. The samples were dried at 90 °C for 12 h and then crushed and pulverized. Sub-samples were subjected to sequential copper, total, and soluble iron analyses. The chemical analyses of the leachate and solid residues were used to calculate the amount of copper in extractions.
Leached residues from column 1 (agglomerated only with H2SO4) and column 5 (agglomerated with H2SO4, FeSO4, and NaCl) were sampled for scanning electron microscopy analysis (SEM-EDX).
3. Results and Discussion
3.1. Leaching Temperature, Oxidation-Reduction Potential and Acid Consumption
An average temperature of 32.9 °C was recorded in the heated columns (columns 1–6), and 14.5 °C in columns 7–9. Acid consumption increased with temperature [6]. The maximum consumption calculated for the tests was approximately 36.5 kg acid/ton ore for the heated columns at 32.9 °C and 20 kg acid/ton ore for the columns operating at 14.5 °C.
The leaching solutions remained at a potential of about 600 mV (vs. SHE) in all columns with no major variations in order to prevent the formation of a passivation layer that hinders the dissolution of copper.
3.2. Copper Extraction
3.2.1. Chemical and SEM-EDX Analysis of the Residue
The results of the chemical analyses of the residual ore in each column are presented in detail in Table 6.
The analysis of the residues in column 1 (ore agglomerated with sulfuric acid and leached at 32.9 °C) using SEM shows that the ore still contains chalcopyrite but with a less crystalline appearance as a result of leaching (Figure 3 and Table 7).
The results in Table 7 indicate that the grains comprise partly reacted chalcopyrite, coated with a layer of sulfur. This is deduced from the presence of 66.58% sulfur, compared with the theoretical sulfur content in chalcopyrite of 34.8%.
3.2.2. Extraction of Copper
Table 8 shows the percentage of total copper extraction, with the respective percentages of extraction from copper oxides and sulfides in each column based on the analysis of feed ore and residue of each column.
From Table 8, it is noted that the use of NaCl and FeSO4 during leaching carried out at 32.9 °C resulted in an increase in the extraction of copper from sulfides and a slight increase in the respective extraction from oxides. However, the use of these reagents during leaching at 14.5 °C results in the low extraction of copper from sulfides, thus indicating the effect of temperature on leaching.
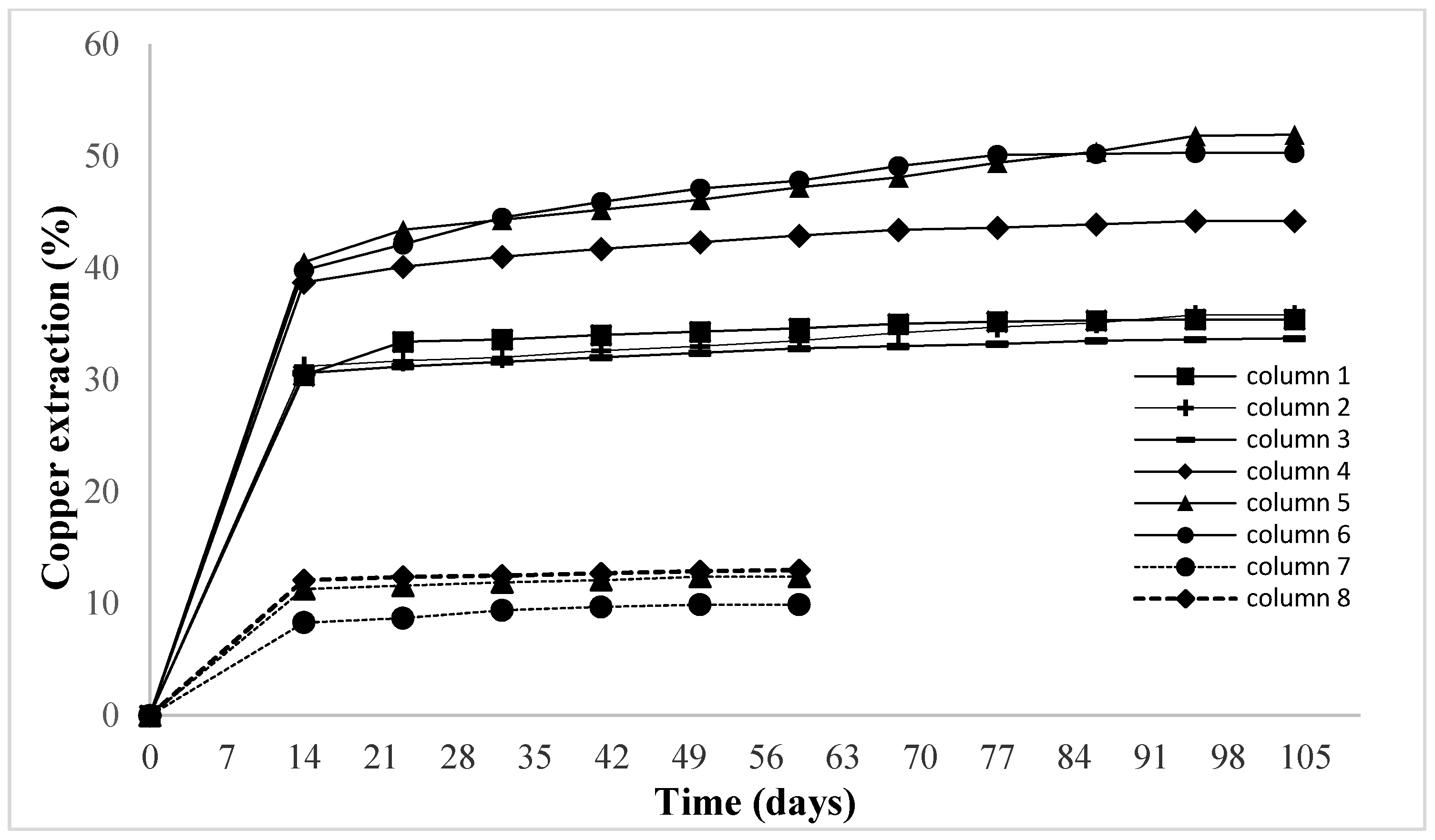
In Figure 4, the results of copper extraction during the stages of agglomeration and curing (from 0 to 14 days), and leaching (from day 14 onwards) are compared. The results indicate that the extraction of copper during the leaching stage at 14.5 °C is not significant, and the curves tend to be asymptotic. However, when the temperature was increased to 32.9 °C, copper extractions during the leaching stage improved.
3.2.3. Effect of Temperature, and Sulfuric Acid Used during Agglomeration
Table 9 shows the extraction of copper for columns 1 and 7 as calculated by chemical analysis of the feed ore and residue. Columns 1 and 7 were leached at 32.9 °C and 14.5 °C, respectively.
The effect of temperature is significant in the leaching of cyanidable copper, which corresponds to the dissolution of chalcocite and covellite present in the ore. On the other hand, the copper remaining in the residues, which corresponds to the chalcopyrite, shows that no dissolution takes place in column 7.
3.2.4. Effect of Temperature and Sulfuric Acid/Sodium Chloride Used during Agglomeration
Table 10 shows the comparison of the columns 4 and 8, which were agglomerated with both H2SO4 and NaCl. Column 4 was leached at 32.9 °C, column 8 at 14.5 °C.
Column 4 shows 64.3% extraction from chalcocite-covellite, while column 8 shows only 13.3% extraction. With regard to the leaching of chalcopyrite (based on the copper present in the residue) column 4 shows an extraction of 22.2%, while column 8 only 4.5%. These results are according with those reported in the literature (Al-Harahsheh et al. [20], Kimball et al. [28], Lu et al. [29]).
3.2.5. Effect of Temperature and Sulfuric Acid/Sodium Chloride/Ferrous Sulfate Used during Agglomeration
By comparing the results obtained after leaching (see Table 11) when H2SO4, NaCl, and FeSO4 added during agglomeration, in columns 5 (32.9 °C) and 9 (14.5 °C), it can be deduced that temperature is the predominant factor that improves dissolution of copper sulfides. These results are consistent for column leaching systems with those reported by Kimball et al. [31].
Column 5 shows 78.9% chalcocite-covellite, while column 9 shows only 5.9% extraction. Regarding the leaching of chalcopyrite (based on the copper present in the residue), column 5 shows an extraction of 29.2%, while column 9 shows only 8.7%.
3.2.6. Effect of Ferrous Ion
Similar copper extractions for the two columns agglomerated with H2SO4, NaCl, and FeSO4, specifically column 5 (0.5 kg ferrous sulfate added; 51.9% Cu extracted) compared with column 6 (1 kg ferrous sulfate added; 50.3% Cu extracted), indicate that a greater amount of FeSO4 in the agglomeration stage does not improve leaching kinetics. Similarly, copper extractions for columns 2 and 3 indicate that FeSO4 alone has no notable effect on copper leaching, as there is little difference between them and column 1 (only agglomerated with acid).
Column 4 shows a greater extraction compared to columns 1, 2, and 3 as a consequence of NaCl addition during agglomeration (Figure 4). However, a comparison between columns 4, 5, and 6, indicates that the addition of FeSO4 results in higher extraction efficiency in the presence of NaCl.
Columns operated at 14.5 °C show less than 15% copper extractions, although they contain NaCl and FeSO4 added during agglomeration (Figure 4). This clearly indicates that the copper extraction in these tests is strongly temperature dependent.
3.2.7. Proposed Reactions in the Agglomeration-Curing Stage
During the agglomeration-curing stage the following reactions may occur:
- (a)
- Agglomeration only with the use of acid (columns 1 and 7): as the acid is not able to leach sulfide copper ore, ferric ion was supplied by the raffinate solution. The action of the ferric ion has been proposed by Nicol and Basson [38] and Dutrizac [7] as follows:
Reactions ΔG0 14.5 °C ΔG0 32.9 °C CuS + 2Fe3+ = Cu2+ + 2Fe2+ + S −5.936 −6.858 Cu2S + 4Fe3+ = 2Cu2+ + 4Fe2+ + S −18.411 −20.136 CuFeS2 + 4Fe3+ = Cu2+ + 5Fe2+ + 2S −30.819 −32.671 - (b)
- Agglomeration with acid and chloride (columns 4 and 8): The addition of chloride enhances the leaching action of the ferric ion [41]. The following reactions could occur:
Reactions ΔG0 14.5 °C ΔG0 32.9 °C CuS + 2Fe3+ + Cl− = CuCl− + 2Fe2+ + S −6.438 −7.416 Cu2S + 4Fe3+ + 2Cl− = 2CuCl− + 4Fe2+ + S −19.377 −21.251 CuFeS2 + 4Fe3+ + Cl− = CuCl− + 5Fe2+ + 2S −31.321 −33.229
Agglomeration with acid, chloride, and ferrous (columns 5, 6, and 7): in this case, the addition of ferrous ions improves the total copper extractions compared to the leaching of agglomerates produced without the use of this reagent. Possibly its presence prevents or minimizes the formation of the passivation layer on the surface of the sulfides.
4. Conclusions
The effect of the modification of the agglomeration-curing stages and temperature on copper leaching kinetics of a copper sulfide ore was reached using H2SO4, NaCl, and FeSO4.
In the column tests, the largest copper extractions were obtained when leaching was carried out at a temperature of 32.9 °C. As temperature increases, for the same agglomeration conditions, extraction is up to five times higher compared to leaching at 14.5 °C.
The highest copper extraction was obtained in column 5 ore agglomerated with H2SO4, NaCl, and 1% w/w FeSO4, in which an extraction of 50.23% of copper was achieved, followed by column 6 (agglomerated with H2SO4, NaCl, and 2% w/w FeSO4), where an extraction of 48.5% was obtained.
The next highest extraction, 41.84%, was obtained in column 4 (agglomerated with H2SO4 and NaCl). Copper extractions in the columns leached at 14.5 °C did not exceed 15%, despite the addition of NaCl and FeSO4.
This medium, using ferrous-chloride, could be applied in the agglomerate stage, prior to heap leaching of copper sulfide minerals at an industrial scale.
Author Contributions
The authors contributions are the following: K.E.S. conceived, designed, and performed the experiments; O.H. and C.M.T. analyzed the data; K.E.S. also contributed with reagents/materials/analysis tools; O.H., K.E.S. and C.M.T. wrote the paper.
Funding
Research office from Universidad Católica del Norte.
Acknowledgments
The authors are grateful to Laboratorio de Investigación de Procesos (LIP) from Universidad de Antofagasta for supporting the present study.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ekman Nilsson, A.; Macias Aragonés, M.; Arroyo Torralvo, F.; Dunon, V.; Angel, H.; Komnitsas, K.; Willquist, K. A Review of the Carbon Footprint of Cu and Zn Production from Primary and Secondary Sources. Minerals 2017, 7, 168. [Google Scholar] [CrossRef]
- Watling, H. Chalcopyrite hydrometallurgy at atmospheric pressure: 1. Review of acidic sulfate, sulfate–chloride and sulfate—Nitrate process options. Hydrometallurgy 2013, 140, 163–180. [Google Scholar] [CrossRef]
- Villarino, J. Reporte Anual del Consejo Minero 2011–2012; Consejo Minero: Santiago, Chile, 2012. [Google Scholar]
- Munoz, P.; Miller, J.D.; Wadsworth, M.E. Reaction mechanism for the acid ferric sulfate leaching of chalcopyrite. Met. Trans. B 1979, 10, 149–158. [Google Scholar] [CrossRef]
- Hiroyoshi, N.; Hirota, M.; Hirajima, T.; Tsunekawa, M. A case of ferrous sulfate addition enhancing chalcopyrite leaching. Hydrometallurgy 1997, 47, 37–45. [Google Scholar] [CrossRef]
- Hiroyoshi, N.; Miki, H.; Hirajima, T.; Tsunekawa, M. Enhancement of chalcopyrite leaching by ferrous ions in acidic ferric sulfate solutions. Hydrometallurgy 2001, 60, 185–197. [Google Scholar] [CrossRef]
- Dutrizac, J. The dissolution of chalcopyrite in ferric sulfate and ferric chloride media. Met. Trans. B 1981, 12, 371–378. [Google Scholar] [CrossRef]
- Dutrizac, J. Elemental sulphur formation during the ferric chloride leaching of chalcopyrite. Hydrometallurgy 1990, 23, 153–176. [Google Scholar] [CrossRef]
- Sokić, M.D.; Marković, B.; Živković, D. Kinetics of chalcopyrite leaching by sodium nitrate in sulphuric acid. Hydrometallurgy 2009, 95, 273–279. [Google Scholar] [CrossRef]
- Senanayake, G. A review of chloride assisted copper sulfide leaching by oxygenated sulfuric acid and mechanistic considerations. Hydrometallurgy 2009, 98, 21–32. [Google Scholar] [CrossRef] [Green Version]
- Flett, D. Chloride hydrometallurgy for complex sulphides: A review. CIM Bull. 2002, 95, 95–103. [Google Scholar]
- Klauber, C. A critical review of the surface chemistry of acidic ferric sulphate dissolution of chalcopyrite with regards to hindered dissolution. Int. J. Miner. Process. 2008, 86, 1–17. [Google Scholar] [CrossRef]
- Debernardi, G.; Carlesi, C. Chemical-electrochemical approaches to the study passivation of chalcopyrite. Miner. Process. Extr. Met. Rev. 2013, 34, 10–41. [Google Scholar] [CrossRef]
- Stott, M.; Watling, H.; Franzmann, P.; Sutton, D. The role of iron-hydroxy precipitates in the passivation of chalcopyrite during bioleaching. Miner. Eng. 2000, 13, 1117–1127. [Google Scholar] [CrossRef]
- Córdoba, E.; Muñoz, J.; Blázquez, M.; González, F.; Ballester, A. Leaching of chalcopyrite with ferric ion. Part II: Effect of redox potential. Hydrometallurgy 2008, 93, 88–96. [Google Scholar] [CrossRef]
- Carneiro, M.F.C.; Leão, V.A. The role of sodium chloride on surface properties of chalcopyrite leached with ferric sulphate. Hydrometallurgy 2007, 87, 73–82. [Google Scholar] [CrossRef]
- Vilcáez, J.; Inoue, C. Mathematical modeling of thermophilic bioleaching of chalcopyrite. Miner. Eng. 2009, 22, 951–960. [Google Scholar] [CrossRef]
- Harmer, S.L.; Thomas, J.E.; Fornasiero, D.; Gerson, A.R. The evolution of surface layers formed during chalcopyrite leaching. Geochim. Cosmochim. Acta 2006, 70, 4392–4402. [Google Scholar] [CrossRef]
- Ammou-Chokroum, M.; Cambazoglu, M.; Steinmez, D. Oxydation menagée de la chalcopyrite en solution acide: Analyses cinétique de réactions. II. Modéles diffusionales. Bull. Soc. Fr. Miner. Cristal. 1977, 100, 161–177. [Google Scholar]
- Hiroyoshi, N.; Miki, H.; Hirajima, T.; Tsunekawa, M. A model for ferrous-promoted chalcopyrite leaching. Hydrometallurgy 2000, 57, 31–38. [Google Scholar] [CrossRef]
- Kametani, H.; Aoki, A. Effect of suspension potential on the oxidation rate of copper concentrate in a sulfuric acid solution. Met. Trans. B 1985, 16, 695–705. [Google Scholar] [CrossRef]
- Komnitsas, C.; Pooley, F. Optimization of the bacterial oxidation of an arsenical gold sulphide concentrate from Olympias, Greece. Miner. Eng. 1991, 4, 1297–1303. [Google Scholar] [CrossRef]
- Al-Harahsheh, M.; Kingman, S.; Al-Harahsheh, A. Ferric chloride leaching of chalcopyrite: Synergetic effect of CuCl2. Hydrometallurgy 2008, 91, 89–97. [Google Scholar] [CrossRef]
- Sato, H.; Nakazawa, H.; Kudo, Y. Effect of silver chloride on the bioleaching of chalcopyrite concentrate. Int. J. Miner. Process. 2000, 59, 17–24. [Google Scholar] [CrossRef]
- Lu, Z.; Jeffrey, M.; Lawson, F. An electrochemical study of the effect of chloride ions on the dissolution of chalcopyrite in acidic solutions. Hydrometallurgy 2000, 56, 145–155. [Google Scholar] [CrossRef]
- Li, J.; Kawashima, N.; Kaplun, K.; Absolon, V.J.; Gerson, A.R. Chalcopyrite leaching: The rate controlling factors. Geochim. Cosmochim. Acta 2010, 74, 2881–2893. [Google Scholar] [CrossRef]
- Kaplun, K.; Li, J.; Kawashima, N.; Gerson, A. Cu and Fe chalcopyrite leach activation energies and the effect of added Fe3+. Geochim. Cosmochim. Acta 2011, 75, 5865–5878. [Google Scholar] [CrossRef]
- Viramontes-Gamboa, G.; Peña-Gomar, M.M.; Dixon, D.G. Electrochemical hysteresis and bistability in chalcopyrite passivation. Hydrometallurgy 2010, 105, 140–147. [Google Scholar] [CrossRef]
- Sandström, Å.; Shchukarev, A.; Paul, J. XPS characterisation of chalcopyrite chemically and bio-leached at high and low redox potential. Miner. Eng. 2005, 18, 505–515. [Google Scholar] [CrossRef]
- Hiroyoshi, N.; Kuroiwa, S.; Miki, H.; Tsunekawa, M.; Hirajima, T. Synergistic effect of cupric and ferrous ions on active-passive behavior in anodic dissolution of chalcopyrite in sulfuric acid solutions. Hydrometallurgy 2004, 74, 103–116. [Google Scholar] [CrossRef]
- Kimball, B.E.; Rimstidt, J.D.; Brantley, S.L. Chalcopyrite dissolution rate laws. Appl. Geochem. 2010, 25, 972–983. [Google Scholar] [CrossRef]
- Lu, Z.; Jeffrey, M.; Lawson, F. The effect of chloride ions on the dissolution of chalcopyrite in acidic solutions. Hydrometallurgy 2000, 56, 189–202. [Google Scholar] [CrossRef]
- Nicol, M.; Miki, H.; Velásquez-Yévenes, L. The dissolution of chalcopyrite in chloride solutions: Part 3. Mechanisms. Hydrometallurgy 2010, 103, 86–95. [Google Scholar] [CrossRef]
- Yévenes, L.V.; Miki, H.; Nicol, M. The dissolution of chalcopyrite in chloride solutions: Part 2: Effect of various parameters on the rate. Hydrometallurgy 2010, 103, 80–85. [Google Scholar] [CrossRef]
- Velásquez-Yévenes, L.; Nicol, M.; Miki, H. The dissolution of chalcopyrite in chloride solutions: Part 1. The effect of solution potential. Hydrometallurgy 2010, 103, 108–113. [Google Scholar] [CrossRef]
- Nicol, M.J. The anodic behaviour of chalcopyrite in chloride solutions: Overall features and comparison with sulfate solutions. Hydrometallurgy 2017, 169, 321–329. [Google Scholar] [CrossRef]
- Nicol, M.; Miki, H.; Zhang, S. The anodic behaviour of chalcopyrite in chloride solutions: Voltammetry. Hydrometallurgy 2017, 171, 198–205. [Google Scholar] [CrossRef]
- Nicol, M.; Basson, P. The anodic behaviour of covellite in chloride solutions. Hydrometallurgy 2017, 172, 60–68. [Google Scholar] [CrossRef]
- McBride, D.; Croft, T.; Cross, M.; Bennett, C.; Gebhardt, J. Optimization of a CFD–Heap leach model and sensitivity analysis of process operation. Miner. Eng. 2014, 63, 57–64. [Google Scholar] [CrossRef]
- Ilankoon, I.; Neethling, S. Liquid spread mechanisms in packed beds and heaps. The separation of length and time scales due to particle porosity. Miner. Eng. 2016, 86, 130–139. [Google Scholar] [CrossRef]
- Herreros, O. Lixiviación de Especies Sulfuradas de Cobre en Medios Clorurados: Aspectos Cinéticos y Termodinámicos; Editorial Académica Española: Beau Bassin, Mauritius, 2017. [Google Scholar]
Figure 1.
Elemental composition obtained by SEM-EDX analysis of Chalcopyrite (CPY) in the feed ore sample.
Figure 1.
Elemental composition obtained by SEM-EDX analysis of Chalcopyrite (CPY) in the feed ore sample.

Figure 2.
SEM image of chalcopyrite (CPY) in the feed ore sample showing chalcopyrite inclusion among gangue minerals.
Figure 2.
SEM image of chalcopyrite (CPY) in the feed ore sample showing chalcopyrite inclusion among gangue minerals.

Figure 3.
Chalcopyrite in the leach residues of column 1.

Figure 4.
Extractions of copper during agglomeration-curing and leaching stages. Black (-) and dotted (---) lines correspond to the experiments performed at 32.9 and 14.5 °C in columns, respectively. Discontinuous vertical lines show the division between the agglomeration-curing and leaching stages.
Figure 4.
Extractions of copper during agglomeration-curing and leaching stages. Black (-) and dotted (---) lines correspond to the experiments performed at 32.9 and 14.5 °C in columns, respectively. Discontinuous vertical lines show the division between the agglomeration-curing and leaching stages.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Composition of the gangue minerals.
| Species | Chemical Formula | % w/w |
|---|---|---|
| Kaolinite | 1.05 | |
| Smectite | 1.05 | |
| Albite | NaAlSi3O8 | 0.53 |
| Biotite | K(Mg,Fe2+)3(AlSi3O10(OH,F)2 | 17.37 |
| Chlorite | (Fe,Mg5Al)(Si,Al)4O10(OH)8 | 7.89 |
| Quartz | SiO2 | 14.21 |
| Epidote | Ca2Al3Si3O12(OH) | 1.05 |
| Feld. k | KAlSi3O8 | 23.7 |
| Opaque minerals | 2.63 | |
| Plagioclase | (Ca,Na)(Al,Si)3O8 | 21.05 |
| Sericite | KAl2(Si3Al)O10(OH,F)2 | 9.47 |
| Total | 100 |
Table 2.
The mineralogical composition of the feed ore determined by optical microscopy.
| Feed Ore | % w/w |
|---|---|
| Chalcocite | 0.04 |
| Covelite | 0.15 |
| Chalcopyrite | 0.55 |
| Bornite | 0.01 |
| Pyrite | 0.28 |
| Hematite | 0.02 |
| Magnetite | 0.63 |
| Ilmenite | 0.03 |
| Rutile | 0.01 |
| Gangue | 98.29 |
| Total | 100.00 |
Table 3.
Chemical analysis of the feed ore used in each column *, showing the percentage of soluble copper (Cu S); Cyanidable copper (CNsCu), and residual copper (Cur).
Table 3.
Chemical analysis of the feed ore used in each column *, showing the percentage of soluble copper (Cu S); Cyanidable copper (CNsCu), and residual copper (Cur).
| Column Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Total Copper | 0.35 | 0.38 | 0.43 | 0.36 | 0.47 | 0.38 | 0.37 | 0.41 | 0.45 |
| Soluble Copper | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.06 | 0.04 | 0.04 | 0.05 |
| Cyanidable Copper | 0.13 | 0.14 | 0.16 | 0.14 | 0.19 | 0.14 | 0.13 | 0.15 | 0.17 |
| Residual Copper | 0.18 | 0.20 | 0.23 | 0.18 | 0.24 | 0.18 | 0,20 | 0.22 | 0.23 |
| Total Iron | 4.88 | 4.95 | 4.90 | 4.82 | 4.97 | 4.94 | 4.64 | 4.87 | 4.67 |
| Soluble Iron | 0.45 | 0.37 | 0.38 | 0.39 | 0.40 | 0.39 | 0.32 | 0.46 | 0.45 |
* See Table 4 for conditions of agglomeration in each column.
Table 4.
Ore agglomeration conditions in columns prior to leaching.
| Column | H2SO4 (kg/50 kg of Ore) | NaCl (kg/50 kg of Ore) | FeSO4 (kg/50 kg of Ore) |
|---|---|---|---|
| 1 | 0.6 | 0 | 0 |
| 2 | 0.6 | 0 | 0.5 |
| 3 | 0.6 | 0 | 1 |
| 4 | 0.6 | 0.525 | 0 |
| 5 | 0.6 | 0.525 | 0.5 |
| 6 | 0.6 | 0.525 | 1 |
| 7 | 0.6 | 0 | 0 |
| 8 | 0.6 | 0.525 | 0 |
| 9 | 0.6 | 0.525 | 0.5 |
Table 5.
Chemical composition of feed solutions.
| Element | Pregnant Leach Solution (PLS) | Raffinate |
|---|---|---|
| Sulfuric Acid (g/L) | 8.21–8.64 | 5.33–7.25 |
| Total iron (g/L) | 4.14–4.58 | 4.24–4.62 |
| pH | 1.2 | 1.38–1.50 |
Table 6.
Chemical analysis of the residual ore in each column.
| Column Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Total copper | 0.23 | 0.24 | 0.29 | 0.20 | 0.23 | 0.19 | 0.34 | 0.36 | 0.40 |
| Soluble copper | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.02 | 0.03 |
| Cyanidable copper | 0.06 | 0.07 | 0.08 | 0.05 | 0.04 | 0.04 | 0.12 | 0.13 | 0.16 |
| Residual copper | 0.15 | 0.16 | 0.19 | 0.14 | 0.17 | 0.13 | 0.20 | 0.21 | 0.21 |
| Total iron | 4.6 | 4.77 | 4.65 | 4.79 | 4.91 | 4.97 | 4.74 | 4.71 | 4.68 |
Table 7.
Chalcopyrite in the leached residues of column 1.
| Element | Weight (%) |
|---|---|
| S | 66.58 |
| Fe | 19.09 |
| Cu | 14.33 |
| Total | 100 |
Table 8.
Percentage of copper extraction from oxides and sulfides.
| Column Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Extraction of total copper (%) | 35.4 | 35.8 | 33.7 | 44.2 | 51.9 | 50.3 | 9.9 | 13.0 | 12.4 |
| Extraction of oxide copper (%) | 57.5 | 57.5 | 62.5 | 62.5 | 60.0 | 71.7 | 45.0 | 50.0 | 50.0 |
| Extraction of sulfide copper (%) | 32.6 | 33.2 | 30.8 | 41.9 | 51.2 | 46.3 | 5.7 | 9.1 | 7.7 |
Table 9.
Copper extractions in column 1 (32.9 °C, 0.6 kg H2SO4/50 kg of ore, 0 NaCl, 0 FeSO4) and column 7 (14.5 °C, 0.6 kg H2SO4/50 kg of ore, 0 NaCl, 0 FeSO4).
Table 9.
Copper extractions in column 1 (32.9 °C, 0.6 kg H2SO4/50 kg of ore, 0 NaCl, 0 FeSO4) and column 7 (14.5 °C, 0.6 kg H2SO4/50 kg of ore, 0 NaCl, 0 FeSO4).
| Column 1 | Column 7 | |||||
|---|---|---|---|---|---|---|
| Initial | Residue | % Ext | Initial | Residue | % Ext | |
| Total copper | 0.35 | 0.23 | 35.4 | 0.37 | 0.34 | 9.9 |
| Soluble copper | 0.04 | 0.02 | 50.0 | 0.04 | 0.02 | 50.0 |
| Cyanidable copper | 0.13 | 0.06 | 53.8 | 0.13 | 0.12 | 7.7 |
| Copper in residue | 0.18 | 0.15 | 16.7 | 0.20 | 0.20 | 0.0 |
| Total iron | 4.88 | 4.60 | 4.64 | 4.74 |
Table 10.
Copper extractions in column 4 (32.9 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0 FeSO4) and column 8 (14.5 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0 FeSO4).
Table 10.
Copper extractions in column 4 (32.9 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0 FeSO4) and column 8 (14.5 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0 FeSO4).
| Column 4 | Column 8 | |||||
|---|---|---|---|---|---|---|
| Initial | Residue | % Ext | Initial | Residue | % Ext | |
| Total copper | 0.36 | 0.20 | 44.2 | 0.41 | 0.36 | 13.0 |
| Soluble copper | 0.04 | 0.02 | 50.0 | 0.04 | 0.02 | 50.0 |
| Cyanidable copper | 0.14 | 0.05 | 64.3 | 0.15 | 0.13 | 13.3 |
| Copper in residue | 0.18 | 0.14 | 22.2 | 0.22 | 0.21 | 4.5 |
| Total iron | 4.82 | 4.79 | 4.87 | 4.71 |
Table 11.
Copper extractions in column 5 (32.9 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0.5 kg FeSO4/50 kg of ore) and column 9 (14.5 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0.5 kg FeSO4/50 kg of ore).
Table 11.
Copper extractions in column 5 (32.9 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0.5 kg FeSO4/50 kg of ore) and column 9 (14.5 °C, 0.6 kg H2SO4/50 kg of ore, 0.525 kg NaCl/50 kg of ore, 0.5 kg FeSO4/50 kg of ore).
| Column 5 | Column 9 | |||||
|---|---|---|---|---|---|---|
| Initial | Residue | % Ext | Initial | Residue | % Ext | |
| Total copper | 0.47 | 0.23 | 51.9 | 0.45 | 0.40 | 12.4 |
| Soluble copper | 0.04 | 0.02 | 50.0 | 0.05 | 0.03 | 40.0 |
| Cyanidable copper | 0.19 | 0.04 | 78.9 | 0.17 | 0.16 | 5.9 |
| Copper in residue | 0.24 | 0.17 | 29.2 | 0.23 | 0.21 | 8.7 |
| Total iron | 4.97 | 4.91 | 4.67 | 4.68 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Salinas, K.E.; Herreros, O.; Torres, C.M. Leaching of Primary Copper Sulfide Ore in Chloride-Ferrous Media. Minerals 2018, 8, 312. https://doi.org/10.3390/min8080312
AMA Style
Salinas KE, Herreros O, Torres CM. Leaching of Primary Copper Sulfide Ore in Chloride-Ferrous Media. Minerals. 2018; 8(8):312. https://doi.org/10.3390/min8080312
Chicago/Turabian StyleSalinas, Karina E., Osvaldo Herreros, and Cynthia M. Torres. 2018. "Leaching of Primary Copper Sulfide Ore in Chloride-Ferrous Media" Minerals 8, no. 8: 312. https://doi.org/10.3390/min8080312
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.