The Preparation and Performance Analysis of a Cr2O3 Gel Abrasive Tool for Sapphire Substrate Polishing

1
Key Laboratory of Air-Driven Equipment Technology of Zhejiang Province, College of Mechanical Engineering, Quzhou University, Quzhou 324000, China
2
Ultra-Precision Machining Centre, Zhejiang University of Technology, Hangzhou 310014, China
*
Authors to whom correspondence should be addressed.
Lubricants 2022, 10(12), 324; https://doi.org/10.3390/lubricants10120324
Submission received: 1 November 2022
/
Revised: 19 November 2022
/
Accepted: 21 November 2022
/
Published: 22 November 2022
(This article belongs to the Special Issue Assessment of Abrasive Wear)
Abstract
:In order to solve the problem of the agglomeration of abrasives in traditional hot-pressing abrasive tools, this paper proposes a chromium oxide (Cr2O3) gel abrasive tool with a polyacrylamide gel and a polyimide resin as the bonding agent. The effects of the dispersant and slurry pH on slurry viscosity and the effects of different sintering temperatures on the properties of the abrasives tool were explored. The influence of abrasive tools on the friction coefficient at different sintering temperatures was compared through friction and wear experiments. A comparison experiment of sapphire substrate polishing was carried out to compare the processing effect of the hot-pressing abrasive tool and the gel abrasive tool on the workpiece. The experimental results show that, when the pH value of the slurry is between 8–9 and the mass fraction of the dispersant is 1.5 wt%, the viscosity of the slurry is the lowest. When the sintering temperature is 350 °C, the tensile and flexural strengths of the abrasive tool reach 96 MPa and 42 MPa, and the hardness reaches 72 HRF. In the friction wear test, the friction coefficient is the most stable, and the wear rate of the abrasive tool is the lowest. In the polishing experiment, the gel abrasive tool performs better than the hot-pressing abrasive tool. After processing using the gel abrasive tool, the average surface roughness Ra reaches 2.69 nm, and the flatness PV reaches 0.65 μm; after CMP, the surface roughness Ra reaches 0.67 nm and no scratches appear on the surface of the sapphire.
1. Introduction
Sapphire is widely used in the manufacturing of optical instruments and electronic instruments because of its great mechanical, chemical, and optical properties. For example, sapphire plays an essential role in the manufacturing of LED lamps. The preparation of blue LEDs relies on GaN films, and sapphire has become the most crucial substrate material due to its small lattice mismatch coefficient with GaN and good light transmittance. The surface quality of the sapphire substrate largely determines its performance. However, sapphire constitutes a hard and brittle material, and the existing final processing technology for sapphire requires extensive grinding and polishing. In order to obtain higher surface quality, different types and sizes of abrasives are used in each stage, greatly increasing the processing cost and processing time. Chemical mechanical polishing (CMP) is widely used in the processing of hard and brittle materials; Wang et al. [1] used the aluminum/metatitanate acid core/shell abrasives core–shell structure in the CMP process; the abrasives can improve the material removal rate and reduce the surface roughness of sapphire after processing. Liu et al. [2] used a neodymium-doped colloidal silica composite abrasive to process sapphire, which improved the processing efficiency and the surface quality of sapphire. Xu et al. [3] proposed a new type of catalyst (SoFeIII) to process sapphire; the material removal rate was 1.6 times that of ordinary CMP, and a sapphire wafer with a surface roughness of 0.053 nm was obtained.GU et al. [4] combined the low-field nuclear magnetic resonance (LF NMR) and freeze-drying-programmed temperature desorption (TPD) techniques to investigate the true acidity of the surface Si-OH groups, and discovered that there are two possible different mechanisms for sapphire polishing by silica nanoparticles, depending on the pH of the polishing slurries. Kwon [5] analyzed the source of impurity particles, and suggested that the main internal source of impurity particles was the agglomeration of particles in the polishing solution. Li [6] established the material removal rate (MRR) prediction model for sapphire double-sided chemical mechanical polishing (DS-CMP), based on a hybrid approach of the response surface method (RSM) and the support vector machines (SVM) algorithm; however, CMP belongs to the category of free abrasive processing, which has the disadvantages of an uncontrollable abrasive trajectory, low processing efficiency, and the low surface accuracy of the workpiece. For some of these shortcomings, modifying the abrasive or mixing it with other materials can improve the processing results. Zhao et al. [7] prepared the polishing slurry with manganese oxide particles to polish SiC substrates. Zhang [8] proposed the green CMP by combining silica nanoparticles of 50 nm, triethanolamine (TEA), sodium metasilicate nonahydrate, and deionized water as the polishing slurry. Wang et al. [9] selected polyethylene glycol (PEG) with nonionic properties, sodium polyacrylate (PAAS) with anionic properties, and their triblock copolymer poly(acrylic acid)-b-PEG-b-poly(acrylic acid) (PAEG) as the dispersant in the alumina suspensions; the results show that, when PAEG was used as a dispersant to polish the SiC substrates, higher MRR and better surface quality was obtained. He Yan et al. [10] used nano-scale titanium dioxide as a CMP abrasive to process silicon carbide under the catalysis of ultraviolet light, and obtained a silicon carbide wafer with a surface roughness of 0.47 nm. Ji Jian et al. [11] explored the effect of particle type, polishing solution pH value, surfactant type, and abrasive particle size on the removal rate of the C-plane sapphire chemical mechanical polishing material, and found that, when the grinding particle size was 50 nm, surfactant selected cetyltrimethylammonium bromide (CTAB) with a pH value of 9 can not only obtain a higher material removal rate but also obtain a better surface quality. Xu et al. [12] used soft and hard mixed abrasives to polish sapphire substrates. Their results showed that silica had a higher reactivity to sapphire than magnesium oxide and iron oxide abrasives under friction-induced conditions. Although the above-mentioned methods have improved the CMP processing performance, the manufacturing process of some abrasive particles is complicated, and difficult to apply in engineering practice.
The processing efficiency of fixed abrasive tool is higher than that of the CMP method due to its significant mechanical effects, and the flatness of the workpiece can also be guaranteed. However, the abrasive dispersion in the tool is an essential factor that can influence the final processing result; the traditional fixed abrasive tools are fabricated by hot-pressing molding, which means the raw materials are dryly mixed, and abrasives tend to agglomerate when the particle size is too small. These agglomerated abrasives can easily cause scratches and subsurface damage to the workpiece. Wet mixing is a good way to avoid the agglomeration problem, because the liquidity of the slurry is able to disperse all of the inorganic particles within it. Meanwhile, the abrasives can undergo auxiliary dispersion by adding a chemical surfactant, such as the dispersant and wetting agent, to improve the effect. Zhang [13] proposed mechanical chemical grinding (MCG) by developing a diamond wheel with ceria (CeO2). Wang Xu et al. [14] used the fixed abrasive tool to process silicon carbide and deduced the removal function model of the multi-pellet polishing disc. Niu et al. [15] proposed a method to process BK7 glass by a vitrified bond-fixed abrasive tool formed by the combination of a precision diamond abrasive and a coarse diamond abrasive. Feng [16,17,18] proposed a Polyvinyl alcohol/phenolic resin (PVA/PF) composite sol-gel tool to process SiC wafers. The abrasive tool showed excellent processing stability during processing. A new type of formaldehyde-free lignin-based grinding wheel was proposed by Zhang et al. [19]. Meanwhile, Lu et al. [20] used the sol-gel diamond abrasive tool to process silicon wafers and SiC wafers, and obtained better processing results. Wang et al. [21] proposed a large-size silica oxide abrasive tool to process sapphire. Lu et al. [22] fabricated a gel abrasive tool with a silicon oxide coating on the surface to process SiC wafers, and the results show that the surface quality and the material removal rate are both improved. Min Li et al. [23,24,25,26,27,28,29] proposed a series of abrasive tools to regulate the manufacturing efficiency of difficult-to-cut components, and achieved an exceptional surface accuracy. Wu [30] proposed that mechanochemical grinding (CMG) can be used as an effective processing method for processing sapphire; the material removal rate and the surface quality were both ensured.
This paper explores the influence of different sintering temperatures on the performance of the gel abrasive tool. The paper first explores the influence of the dispersant concentration and slurry pH on the viscosity of the slurry. The surface micromorphology of the abrasive tool and a thermogravimetric analysis of the gel–resin complex were combined to assess the effect of the sintering temperature on the porosity. The mechanical properties were determined through the test machine. The stability of the friction coefficient of the abrasive tool under different sintering temperatures was investigated by friction and wear experiments. The sapphire contrast polishing experiment which compared the gel abrasive tool and the hot-pressing abrasive tool was carried out. By observing the changes in the surface morphology and surface roughness before and after sapphire processing, the processing effect of the hot-pressing abrasive tool and gel abrasive tool on sapphire was evaluated.
2. Experimental Conditions
2.1. Abrasive Tool Preparation
The general preparation method for traditional resin-bonded abrasive tools is hot-pressing molding, and the raw materials are dryly mixed. The filling materials are prone to agglomeration, which leads to the final molding tool having the disadvantages of uneven relative density and poor strength. Polyacrylamide (PAM) gel is widely used in the manufacturing of ceramics due to its advantages of uniform composition, fewer defects, and high strength of the formed body [31]. Polyimide (PI) resin is widely used in the fabrication of abrasive tools due to its high-temperature resistance, corrosion resistance, and wear resistance [32]. This paper uses PAM gel and PI resin as binders to prepare the abrasive tool.
Due to the small particle size of the abrasive particles used in the experiment, the slurry will gradually become viscous as the abrasive is added. Some chemical reagents can modify the surfaces of inorganic particles, which can further reduce the viscosity of the slurry. In this paper, the polyacrylic amine is used as the dispersant, and the influence of the dispersant and the pH value on the viscosity is studied. Wu et al. [30] found that MRR and surface quality were improved when Cr2O3 was used to process sapphire, because Cr2O3 and sapphire are both characterized by a hexahedral structure; as such, the chemical reaction between the two is more likely to occur. The abrasive selected for use in this experiment is 2 μm chromium oxide powder. The specific preparation process is shown in Figure 1, and the components of the abrasive tool are shown in Table 1. Since the sintering temperature has different effects on the PAM gel and PI resin, in order to explore the performance of the abrasive tools formed at different sintering temperatures and the processing effect of the abrasive tools on the sapphire substrates, different sintering temperatures are selected: 150 °C, 250 °C, 350 °C, 450 °C, 550 °C.
2.2. Experiment Equipment
The tensile testing machine, flexural testing machine, and impact testing machine are used to test the mechanical properties of the abrasive tool. The high-temperature friction wear test machine HT1000 from Zhongke Kaihua Technology Co., Ltd. Lanzhou China. is used to test the friction coefficient of the grinding sample, with a diameter of 8 mm silicon nitride ball pin. After grinding and polishing, the surface roughness Ra is about 23 nm, the set payload is 10 N, the rotating speed is 60 r/min, the temperature is 25 °C, and the friction and wear time is 10 min. A Diamond TG/DTA thermal weight analyzer from Perkin-Elme, U.S.was used to analyze the weight change in the gel body. A Hitachi SU8010 SEM system was used to observe the surface morphology of the abrasive tool. The polished micromorphology and surface roughness of the workpiece were tested by KLA Tencor MicroXAM 1200 white light interferometer from KLA-Tencor corporation U.S.
2.3. Porosity of Abrasive Tool
The structure of the abrasive tool is mainly composed of three parts: abrasives, a binder, and pores. When the volume of the abrasives and the binder is large, the bonding of the abrasive tool is tight, and the porosity is low. If the opposite is true, the porosity will rise. The pores of the tool help with the removal of debris and heat dissipation during the machining process, which, on the one hand can prevent the blockages caused by untimely debris removal during the machining process; on the other hand, the pores can bring in the air or coolant to reduce the temperature of the grinding area, thus preventing the surface of the machined part from being overheated and producing a processing degradation layer. The method for determining the porosity of the abrasive tool used in this paper mainly adopts the method described in the literature [33]. The porosity of the abrasive tool can be obtained by calculating the theoretical density and weighting dry weight, floating water weight, and water weight of the sample.
The experimental parameters are shown in Table 2, and the machining diagram and measurement method are shown in Figure 2. The sapphire wafer used in the experiment was rough ground with the diamond grinding tool, and its surface roughness Ra reached 54 nm. After finishing the polishing experiment, the wear and material removal rate of the abrasive tool were calculated according to the thickness change of sapphire substrate. After being ground by the diamond abrasive tool, there were a lot of machining marks left on the surface of the workpiece, and the depth of the scratches could not be compared under the white light interferometer. Therefore, the polyurethane polishing pad and the silica sol polishing solution were used as the CMP fine polishing process; after that, deep scratches appear, allowing us to compare and analyze the polishing effect of gel abrasives and hot-pressing abrasive tool.
3. Results and Discussion
3.1. Influence of the Dispersant Concentration and pH Value on the Slurry Viscosity
Figure 3 shows the effect of pH on the slurry viscosity. It can be seen that, when the pH increases from 3 to 4, the viscosity decreases significantly. When the pH continues to increase, the viscosity of the slurry shows a downward trend. When the pH value reaches 10, the viscosity begins to show an upward trend. Part of the reason for this is that, with the increase of pH, the concentration of OH− in the solution gradually increases, and the electrostatic repulsion between the particles gradually increases. Therefore, the viscosity of the slurry gradually decreases. It is also due to the fact that the pH value affects the configuration of the dispersant. The polyelectrolyte exists in the solution in three forms: tail-end, cyclic, and chain-like [34]. When the pH value is higher than the ionization point of ammonium polyacrylate (about pH = 3.5), the dispersant is adsorbed on the powder surface in the form of a tail-end. According to the DLVO theory, the dispersant configuration can increase the steric repulsion force between the particles, thus offsetting the van der Waals force, so the fluidity of the slurry increases and the viscosity is reduced [35]. Because a high pH accelerates the gelling process, which is not conducive to the dispersion of the inorganic particles, the pH value of the slurry is kept between 8 and 9 in this paper.
Figure 4 shows the effect of the amount of the dispersant on the slurry viscosity. It can be seen that, when the mass fraction of the dispersant is 1.5 wt%, the viscosity of the slurry is the lowest. Below this mass fraction, the viscosity of the slurry decreases significantly with the increase of the dispersant content, because the negatively charged dispersant will be adsorbed on the surface of the abrasive, so that the electrostatic repulsion between the abrasives will increase. The viscosity of the slurry will therefore decrease. Similarly to the effect of pH value on the viscosity, the polyelectrolyte is adsorbed in the form of molecular chain elongation. The surface of the abrasive particles increases the long-range steric hindrance between the particles, which in turn leads to a decrease in the viscosity of the slurry. When the mass fraction of the dispersant increases to 2 wt%, the viscosity of the slurry begins to gradually increase. Because the dispersant adsorbed on the surface of the abrasive reaches saturation, resulting in the thickness of the surface double electric layer being compressed, the number of charges adsorbed on the surface of the abrasive decreases, the electrostatic repulsion between particles decreases, and the viscosity of the slurry increases [36]. To sum up, in order to ensure better abrasive dispersion, the mass fraction of dispersant is selected to be 1.5 wt% in this paper.
3.2. The Influence of Different Sintering Temperatures on Porosity
Shown in Figure 5 is the relationship between the sintering temperature and the porosity. The thermogravimetric of the gel–resin complex is shown in Figure 6. The open pores have the ability to dissipate the friction heat and hold the debris; the existence of closed pores can effectively prevent the penetration of debris into the grinding wheel during the grinding process [37]. Shown in Figure 7 is the surface microtopography of the abrasive tool at different sintering temperatures. When the temperature reaches 150 °C, the porosity is the lowest, because the gel decomposes slightly while the PI resin has not started curing. It can be seen from Figure 7a that there is excess gel on the surface. When the temperature rises to 250 °C, the resin begins to solidify, and the gel in the abrasive tool decomposes more intensely. The main component of the binder in the abrasive tool begins to change to a polyimide resin. It can be seen that the overflow gel on the surface begins to decrease, and porosity gradually increases. When the temperature reaches 350 °C, it can be seen from Figure 7c that a sufficient amount of binder appears around the abrasives, and the porosity of the abrasive tool continues to increase due to the intensified gel decomposition. The gel begins to disintegrate significantly, and the resin starts to decompose marginally when the temperature reaches 450 °C. It can be seen from Figure 7d that some holes begin to appear on the surface of the abrasive tool, and the content of the binder between the abrasive particles begins to decrease. The overall porosity of the abrasive tool achieves its maximum value of 45.63% when the sintering temperature hits 550 °C because, at this temperature, the polyimide resin starts to violently disintegrate. Figure 7e demonstrates that the surface of the abrasive tool has a large number of exposed abrasive particles.
3.3. Influence of Different Sintering Temperatures on the Mechanical Properties
In order to explore the effect of different sintering temperatures on the mechanical properties, the gel–resin composite was analyzed using the thermogravimetric analyzer. The flexural strength, tensile strength, and hardness of the abrasive tool were analyzed using the test machine. Figure 8 shows the changes in the mechanical properties of the abrasive tool at different sintering temperatures and the thermogravimetric of the gel–resin complex. It can be seen that the tensile strength, flexural strength, and hardness present an upward trend followed by a downward trend. When the sintering temperature is 150 °C, the mechanical properties of the abrasive tool mainly depend on the PAM gel, since the PI resin has not begun to cure. Wan [38] compared the grinding wheels fabricated using the sol-gel method and the hot-pressing method and found that the wheel fabricated using the sol-gel method has better mechanical properties. At a temperature of 250 °C, the PAM gel is still the main body of the binder, so the mechanical properties of the abrasive tool are still affected by the PAM gel. When the temperature reaches 350 °C, the loss of gel mass is more serious, as shown by the thermogravimetric diagram. The degree of branched-chain breakage in the gel system is gradually deepened [35], and the PI resin exhibits good thermal stability. The flexural and tensile properties are the best at 350 °C, and the influence of the gel on the overall mechanical properties of the abrasive tool becomes weaker. When the temperature rises to 450 °C, the performance of the abrasive tool begins to deteriorate; at this temperature, the main chain in the gel system gradually begins to break, the gel begins to decompose violently, and the polyimide also starts to show a slight decomposition phenomenon. The loss of the binder resulted in a certain decline in its mechanical properties. When the sintering temperature reaches 550 °C, the flexural and tensile strengths are at their worst, at only 52 MPa and 11 MPa, respectively. It can be seen from the thermogravimetric analysis diagram that the thermal weight loss rate of polyimide reaches 20–30% at this temperature, and the weight loss rate is particularly high in the temperature range of 500 °C–700 °C; at this temperature, the molecular chain in the polyimide resin is decomposed by violent motion, chemical bonds are broken, and non-carbon elements, such as oxygen and nitrogen, are removed in large quantities.
3.4. Influence of Different Sintering Temperatures on Friction and Wear
Figure 9 shows the relationship between the friction coefficient and the sintering temperature. The gel abrasive tools sintered at 150 °C, 350 °C, and 550 °C were used in the experiment and five samples were selected at each sintering temperature. Figure 10 shows the average friction coefficient of the different groups. Every sample was pre-flattened by the electroplated disc, since an uneven surface would affect the results of the experiments. The micro-morphology and SEM micrograph of the abrasive tool after the wear test are shown in Figure 11 and Figure 12. It can be seen from the figure that the friction coefficient of the abrasive tool fluctuates greatly at the sintering temperatures of 150 °C and 550 °C. The overall friction coefficient shows a downward trend; because PI is a bad conductor of heat, the friction heat will accumulate with the experiment processes, and shear is more likely to occur between molecules [39], so the overall coefficient of friction will keep decreasing. When the sintering temperature is 150 °C, the main component of the binder is PAM gel, since the curing degree of the polyimide resin is meager. The accumulation of frictional heat will lead to the violent decomposition of the PAM gel; thus, a glazing film is formed on the surface of the abrasive tool, resulting in a large fluctuation of the friction coefficient. Some cracks appear on the tool because the abrasive tool suffers from poor mechanical strength. During the experiment, a transfer film can be formed between the PI resin and the counterpart. The thickness and uniformity of the transfer film have an important influence on the overall friction and wear [40]. When the sintering temperature reaches 350 °C, the resin in the abrasive tool is completely cured, and the degree of gel decomposition is deepened, which has little effect on the performance of the abrasive tool. Due to the toughness of the PI resin, the enveloping area between it and the counterpart during the friction process becomes larger, resulting in an increase in the overall friction coefficient. The transfer film formed between the surface of the abrasive tool and the counterpart is conducive to reducing friction and wear, and stabilizing the overall friction coefficient. When the sintering temperature reaches 550 °C, the average friction coefficient at its lowest, the binder in the abrasive tool is severely decomposed, and the mechanical properties of the abrasive tool are at their worst. With the experimental processing, the abrasive tool exhibits serious damage; a large crack on the tool’s surface after the friction experiment can be seen in Figure 12c, and it can be seen from Figure 11c that the tool suffered from damage, which results in large fluctuations in the friction coefficient.
3.5. Processing Experiment
Figure 13 shows the relationship between the material removal rate and the wear rate of the abrasive tool at each sintering temperature. The surface of the abrasive tool is prone to glazing because of the accumulation of the friction heat, and the tool is easily damaged due to its poor strength at the sintering temperature of 150 °C. Additionally, the removal rate of the tool is low and the loss of the grinding tool is relatively high. When the sintering temperature is 250 °C, the resin begins to solidify, the hardness of the abrasive tool increases, and the mechanical effect becomes stronger, so the material removal rate begins to improve and the tool wear rate begins to decrease. When the sintering temperature reaches 350 °C, the resin becomes the main body of the binder. Although the material removal rate does not increase much, the wear degree of the abrasive tool is the lowest. When the sintering temperature continues to rise, the loss of the binder leads to a decrease in the mechanical effect and the holding ability of the abrasives, which will certainly lower the MRR and increase the tool wear rate. When the sintering temperature reaches 550 °C, the abrasive tool suffers significant damage. The experiment of sapphire polishing was carried out using hot-pressing abrasive tools and gel abrasive tools with a sintering temperature of 350 °C; these two kinds of tool are shown in Figure 14. The polishing results are shown in Table 3. Figure 15 shows the sapphire machined by the gel abrasive tool. The flatness is shown in Figure 16, and the micromorphological characteristics of the sapphire substrates processed by the different tools are shown in Figure 17. Wu [41] proposed that the CMG mechanism of the Cr2O3 abrasive tool depends on both the chemical solid-phase effect and the mechanical effect, but the mechanical action of the hot-pressing abrasive tool still plays a dominant role in the process of processing sapphire, and the dominance of mechanical effect during the processing causes the mismatch of the chemical effect, which consequently causes damage to the surface of the workpiece. Figure 17a shows the surface morphology of sapphire after processing using the gel abrasive tool; the grinding traces on the surface were removed after the CMP method. Figure 17b shows the surface morphology of sapphire after processing using a hot-pressing tool; scratches can be observed from the picture because the agglomerated abrasives in the tool tend to cause a “plow” effect on the sapphire’s surface, which lowers the surface quality.
4. Conclusions
The preparation and performance analysis of the Cr2O3 abrasive tool was conducted, and the conclusions are as follows: (a) the pH value and the mass fraction of the dispersant have a great impact on the viscosity of the slurry because both factors enforce an electrostatic repulsion between particles. (b) When the sintering temperature is 350 °C, the gel abrasive tool has the best mechanical properties and the most stable friction coefficient since, under the sintering temperature of 350 °C, the PI resin is completely cured and the influence of PAM gel becomes weak. (c) The results of comparative experiments show that the gel abrasive tool has a better polishing effect than the hot-pressing abrasive tool due to the uniformity of the abrasives in the gel abrasive tool.
Author Contributions
Conceptualization, L.Z. and K.F.; methodology, Z.Z.; validation, K.F. and T.Z.; investigation and data curation, J.D.; writing—original draft preparation, and writing—review and editing, L.Z.; supervision, K.F.; project administration, Z.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Natural Science Foundation of Zhejiang Province (LQ20E050004, LZY22E050007, LZY21E050004) and the Quzhou science and technology project (No. 2022K88).
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wang, X.; Lei, H.; Chen, R. CMP behavior of alumina/metatitanic acid core–shell abrasives on sapphire substrates. Precis. Eng. 2017, 50, 263–268. [Google Scholar] [CrossRef]
- Liu, T.; Lei, H. Nd3+-doped colloidal SiO2 composite abrasives: Synthesis and the effects on chemical mechanical polishing (CMP) performances of sapphire wafers. Appl. Surf. Sci. 2017, 413, 16–26. [Google Scholar] [CrossRef]
- Xu, L.; Zhang, X.; Kang, C.; Wang, R.; Zou, C.; Zhou, Y.; Pan, G. Preparation of a novel catalyst (SoFeIII) and its catalytic performance towards the removal rate of sapphire substrate during CMP process. Tribol. Int. 2018, 120, 99–104. [Google Scholar] [CrossRef]
- Gu, Y.; Wang, L.; Chen, J.; Jiang, Z.; Zhang, Y.; Wang, W.; Chen, H.; Shen, J.; Zhong, J.; Meng, S.; et al. Surface acidity of colloidal silica and its correlation with sapphire surface polishing. Colloids Surf. A: Physicochem. Eng. Asp. 2022, 651, 129718. [Google Scholar] [CrossRef]
- Kwon, T.Y.; Chom, B.J.; Ramachandran, M.; Busnaina, A.A.; Park, J.G. Investigation of source-based Scratch formation during oxide chemical mechanical planarization. Tribol. Lett. 2013, 50, 169–175. [Google Scholar] [CrossRef]
- Li, Z.; Deng, Z.; Ge, J.; Zhuo, R.; Wan, L. Material Removal Rate Prediction for Sapphire Double-sided CMP Based on RSM-SVM. ECS J. Solid State Sci. Technol. 2022, 11, 084002. [Google Scholar] [CrossRef]
- Zhao, P.P.; Yin, T.; Doi, T.; Kurokawa, S.; Seshimo, K.; Ye, D.; Cai, J. Effect of Mn-Based Slurries on Chemical Mechanical Polishing of SiC Substrate. ECS J. Solid State Sci. Technol. 2022, 11, 074002. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, J.; Hu, W.; Zhang, L.; Xie, W.; Liao, L. Chemical mechanical polishing for sapphire wafers using a developed slurry. J. Manuf. Process. 2021, 62, 762–771. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, B.; Shi, Y.; Zhou, D.; Wang, R. Improvement in dispersion stability of alumina suspensions and corresponding chemical mechanical polishing performance. Appl. Surf. Sci. 2022, 597, 153703. [Google Scholar] [CrossRef]
- He, Y.; Yuan, Z.; Duan, Z.; Zhang, Y. High-productively ultraprecise polishing technique of single crystal SiC wafer. J. Harbin Inst. Technol. 2019, 51, 115–121. [Google Scholar]
- Ji, J.; Liang, Z.; Zhou, H.; Jiang, W.; Ren, X. Composition Optimization of Polishing Slurry for C-Plane Sapphire. J. Synth. Cryst. 2021, 50, 2354–2361. [Google Scholar]
- Xu, Y. Technical Research on the Processing of Sapphire Substrate by Flexible Polishing Tool with Mixed Abrasive. Ph.D. Thesis, Hua Qiao University, Quanzhou, China, 2017. [Google Scholar]
- Zhang, Z.; Cui, J.; Wang, B.; Wang, Z.; Kang, R.; Guo, D. A novel approach of mechanical chemical grinding. J. Alloy. Compd. 2017, 726, 514–524. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, F.; Zhang, X. Removal function of computer controlled polishing SiC mirror with fixed abrasive. Opt. Precis. Eng. 2009, 17, 951–957. [Google Scholar]
- Niu, F.; Wang, K.; Sun, T.; Zhou, P.; Hu, W.; Zhu, Y. Lapping performance of mixed-size agglomerated diamond abrasives in fixed abrasives pads. Diam. Relat. Mater. 2021, 118, 108499. [Google Scholar] [CrossRef]
- Feng, K.; Lyu, B.; Zhao, T.; Zhou, Z. Fabrication and Application of Gel Forming Ultrafine Diamond Abrasive Tools. ECS J. Solid State Sci. Technol 2021, 10, 063009. [Google Scholar] [CrossRef]
- Feng, K.; Zhao, T.; Lyu, B.; Zhou, Z. Ultra-precision grinding of 4H-SiC wafer by PVA/PF composite sol-gel diamond wheel. Adv. Mech. Eng. 2021, 13, 16878140211044929. [Google Scholar] [CrossRef]
- Feng, K.; Lyu, B.; Zhu, G.; Zhao, T.; Zhou, Z. Study on Precision Grinding of SiC Ceramic by PAV/PF Composite Sol-gel Grinding Abrasive Tool. Surf. Technol. 2022, 51, 347–357. [Google Scholar]
- Zhang, J.; Zhang, B.; Zhou, X.; Wang, W.; Wu, Z. Preparation and Testing of Lignin-Furfuryl Alcohol-Glyoxal resin Based Grinding Wheel. J. Southwest For. Univ. 2018, 38, 173–178. [Google Scholar]
- Lu, J.; Luo, Q.F.; Song, Y.Y.; Hu, G.Q.; Xu, X.P. Fabrication and Application of Gel-bonded Ultrafine Diamond Abrasive Tools. Chin. J. Mech. Eng. 2015, 51, 205–212. (In Chinese) [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Yuan, J.L.; Bing-Hai, L.; Xun, L.; Cao, L.L.; Peng, C.F.; UPM Center. Experimental Study on Processing of Sapphire with Bonded Large Particle Size SiO2 Grain Bonded Grain Bonded Abrasive Tool. Surf. Technol. 2017, 46, 258–263. [Google Scholar]
- Lu, J.; Xu, Y.; Zhang, Y.; Xu, X. The effects of SiO2 coating on diamond abrasives in sol-gel tool for SiC substrate polishing. Diamond Related Mater. 2017, 76, 123–131. [Google Scholar] [CrossRef]
- Li, M.; Liu, M.; Riemer, O.; Karpuschewski, B.; Tang, C. Origin of material removal mechanism in shear thickening-chemical polishing. Int. J. Mach. Tools Manuf. 2021, 170, 103800. [Google Scholar] [CrossRef]
- Li, M.; Liu, M.; Riemer, O.; Song, F.; Lyu, B. Anhydrous based shear-thickening polishing of KDP crystal. Chin. J. Aeronaut. 2021, 34, 90–99. [Google Scholar] [CrossRef]
- Li, M.; Karpuschewski, B.; Ohmori, H.; Riemer, O.; Wang, Y.; Dong, T. Adaptive shearing-gradient thickening polishing (AS-GTP) and subsurface damage inhibition. Int. J. Mach. Tools Manuf. 2021, 160, 103651. [Google Scholar] [CrossRef]
- Li, M.; Xie, J. Green-chemical-jump-thickening polishing for silicon carbide. Ceram. Int. 2022, 48, 1107–1124. [Google Scholar] [CrossRef]
- Li, M.; Song, F.; Huang, Z. Control strategy of machining efficiency and accuracy in weak-chemical-coordinated-thickening polishing (WCCTP) process on spherical curved 9Cr18 components. J. Manuf. Process. 2022, 74, 266–282. [Google Scholar] [CrossRef]
- Li, M.; Karpuschewski, B.; Riemer, O. Controllable polishing process for machining of barium borate. CIRP J. Manuf. Sci. Technol. 2022, 37, 291–301. [Google Scholar] [CrossRef]
- Li, M.; Karpuschewski, B.; Riemer, O. High-efficiency nano polishing of steel materials. Nanotechnol. Rev. 2021, 10, 1329–1338. [Google Scholar] [CrossRef]
- Wu, K.; Touse, D.; Zhou, L.; Lin, W.; Shimizu, J.; Onuki, T.; Yuan, J. Chemo-mechanical grinding by applying grain boundary cohesion fixed abrasive for monocrystal sapphire. Precis. Eng. Precis. Eng. 2021, 70, 110–116. [Google Scholar] [CrossRef]
- Feng, Y.; Lu, Z.; Ma, Y.; Lei, Y. Research Progress in Gel-Casting Technology of Different Systems. China Ceramics. 2020, 56, 1–6. [Google Scholar]
- An, K.; Liu, M.; Li, K. Modification and application of polyimide in diamond abrasives. Diam. Abras. Eng. 2013, 33, 61–66. [Google Scholar]
- JB/T 7999–2013; Bonded Abrasive Products-Testing Method for the Volume Density; General Porosity and Water Absorption. Zhengzhou Institute of Abrasive Grinding Abrasive: Zhengzhou, China, 2013.
- Davies, J.; Binner, J. The role of ammonium polyacrylate in dispersing concentrated alumina suspensions. J. Eur. Ceram. Soc. 2000, 20, 1539–1553. [Google Scholar] [CrossRef]
- Wang, X. Powder Synthetization, Gel Casting and Sintering of BeO. Ph.D. Thesis, Central South University, Hunan, China, 2011. [Google Scholar]
- Di, L.; Ding, C.; Lu, C.; Yang, D. Preparation of dense Cr2O3 refractories by gel-casting. Refractories 2017, 51, 414–417. [Google Scholar]
- Miao, W.; Ding, Y.; Luo, M.; Xiong, H. Effect of sintering system on cellular structures of vitrified bond diamond wheels. Diam. Abras. Eng. 2020, 10, 56–60. [Google Scholar]
- Wan, L.; Zhang, L.; Liu, X.; Song, D.; Hu, W. Microstructure and performance of LZAS vitrified bond /diamond grinding wheel by in-situ sol-gel method. Mater. Sci. Eng. Powder Metall. 2016, 21, 939–945. [Google Scholar]
- Duan, C.J.; Cui, Y.; Wang, C.; Tao, L.M.; Wang, Q.H.; Xie, H.; Wang, T.M. High Temperature Tribological Properties of Thermosetting Polyimide. Tribology 2017, 37, 717–724. [Google Scholar]
- Cong, P.; Li, T.; Xue, Q. Friction and wear of polyimide and its composites. Lubr. Eng. 1998, 4, 2–7. [Google Scholar]
- Wu, K.; Zhou, L.; Shimizu, J.; Onuki, T.; Yamamoto, T.; Ojima, H.; Yuan, J. Study on the potential of chemo-mechanical-grinding (CMG) process of sapphire wafer. Int. J. Adv. Manuf. Technol. 2017, 91, 1539–1546. [Google Scholar] [CrossRef]
Figure 1.
Abrasive tool preparation process.
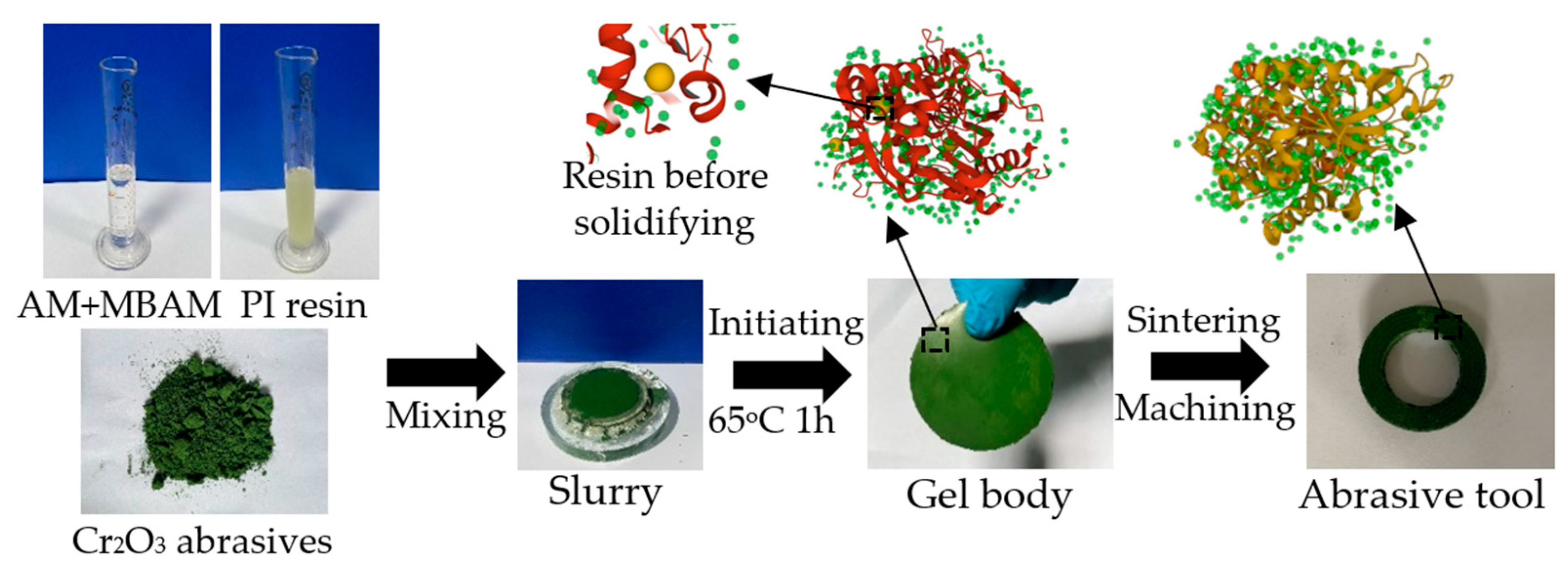
Figure 2.
Machining diagram and measurement method.
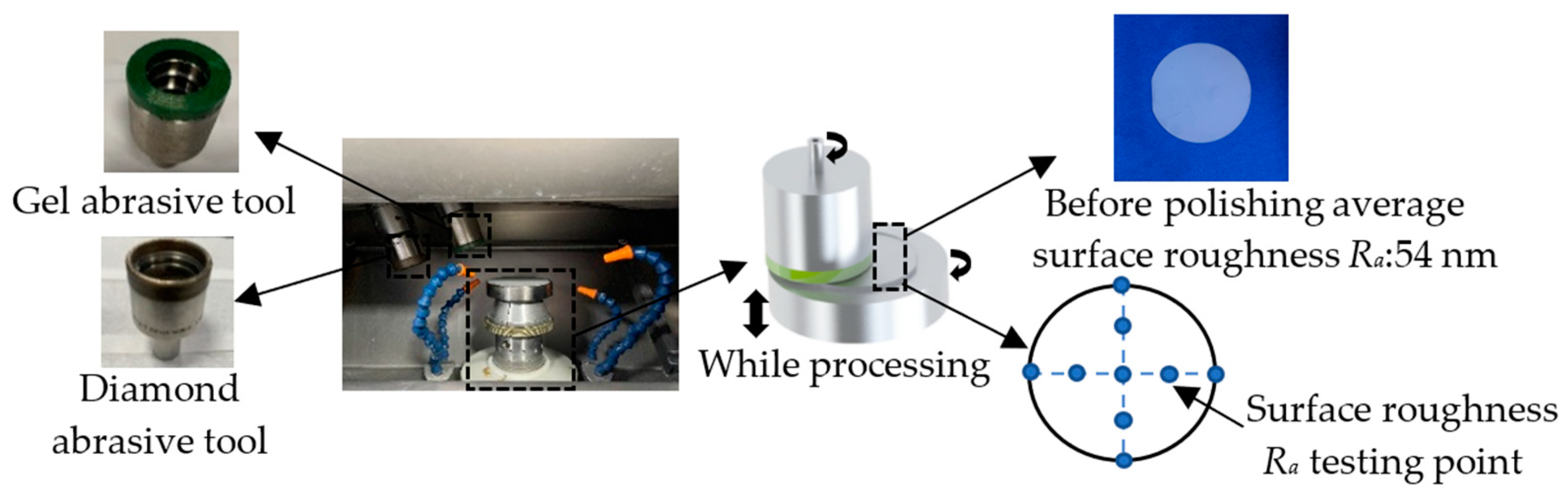
Figure 3.
The effect of the pH value on the slurry viscosity.
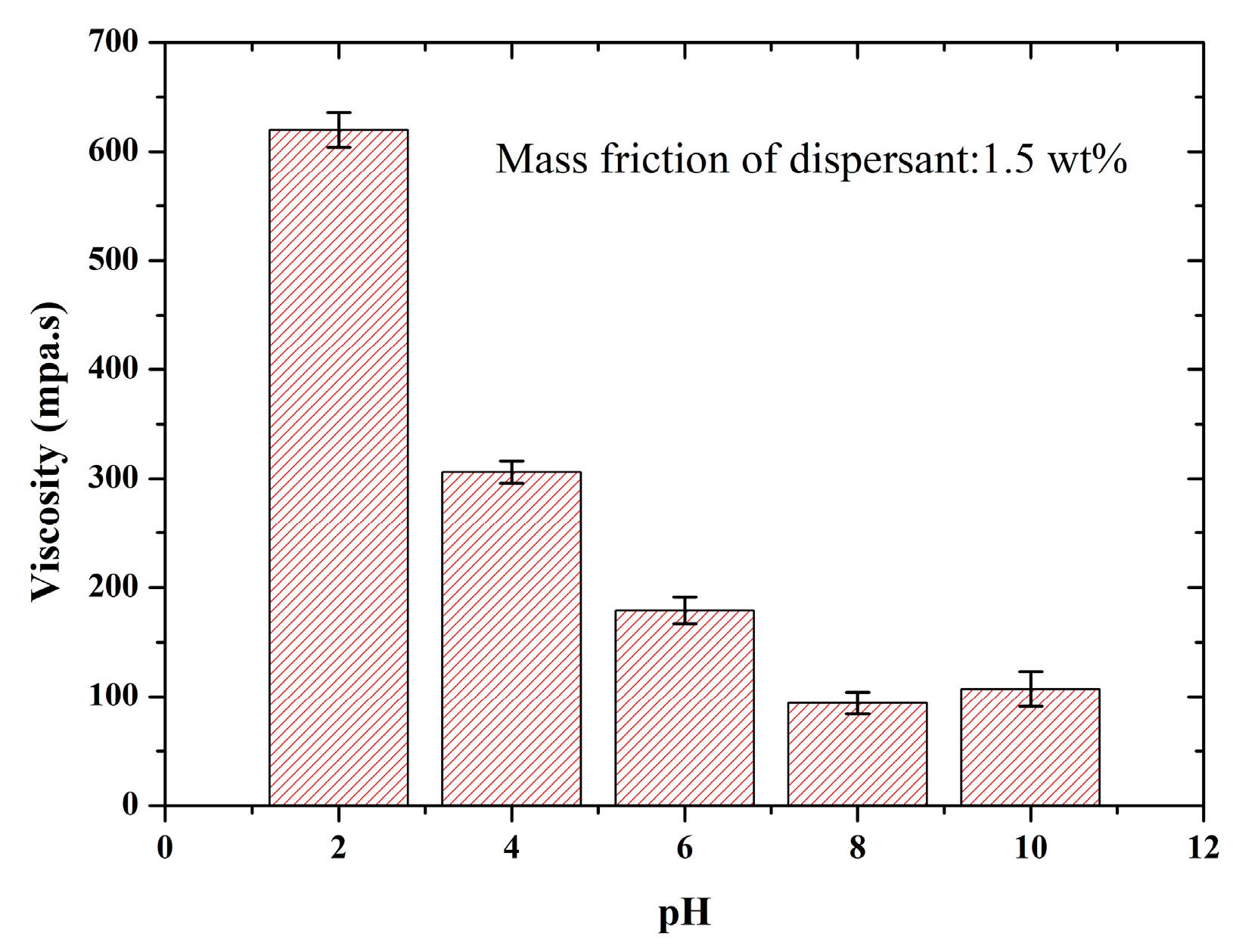
Figure 4.
Effect of the solid content of the dispersant on the slurry viscosity.
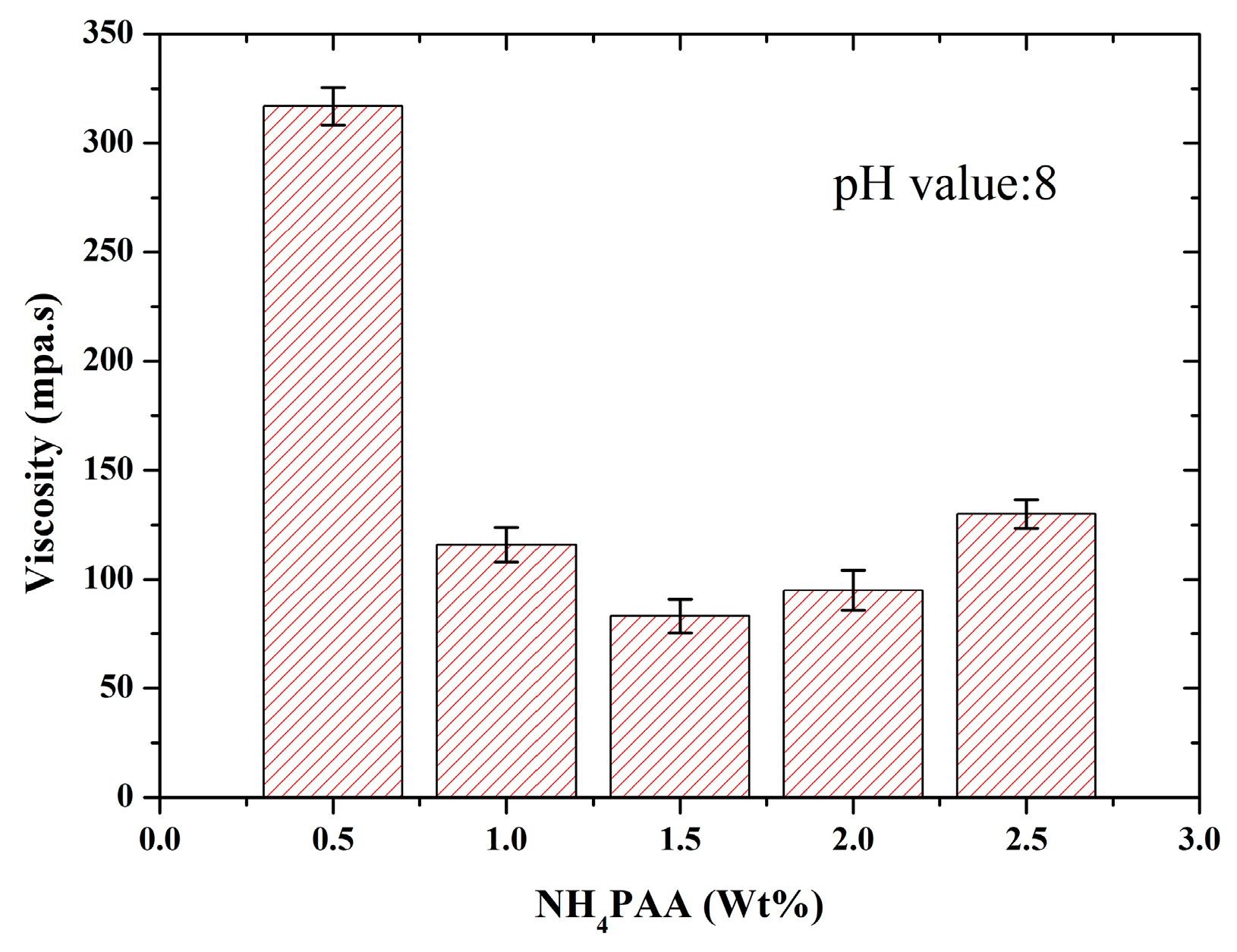
Figure 5.
Effect of the sintering temperature on the porosity of the abrasive tool.

Figure 6.
Thermogravimetric diagram of the gel body.
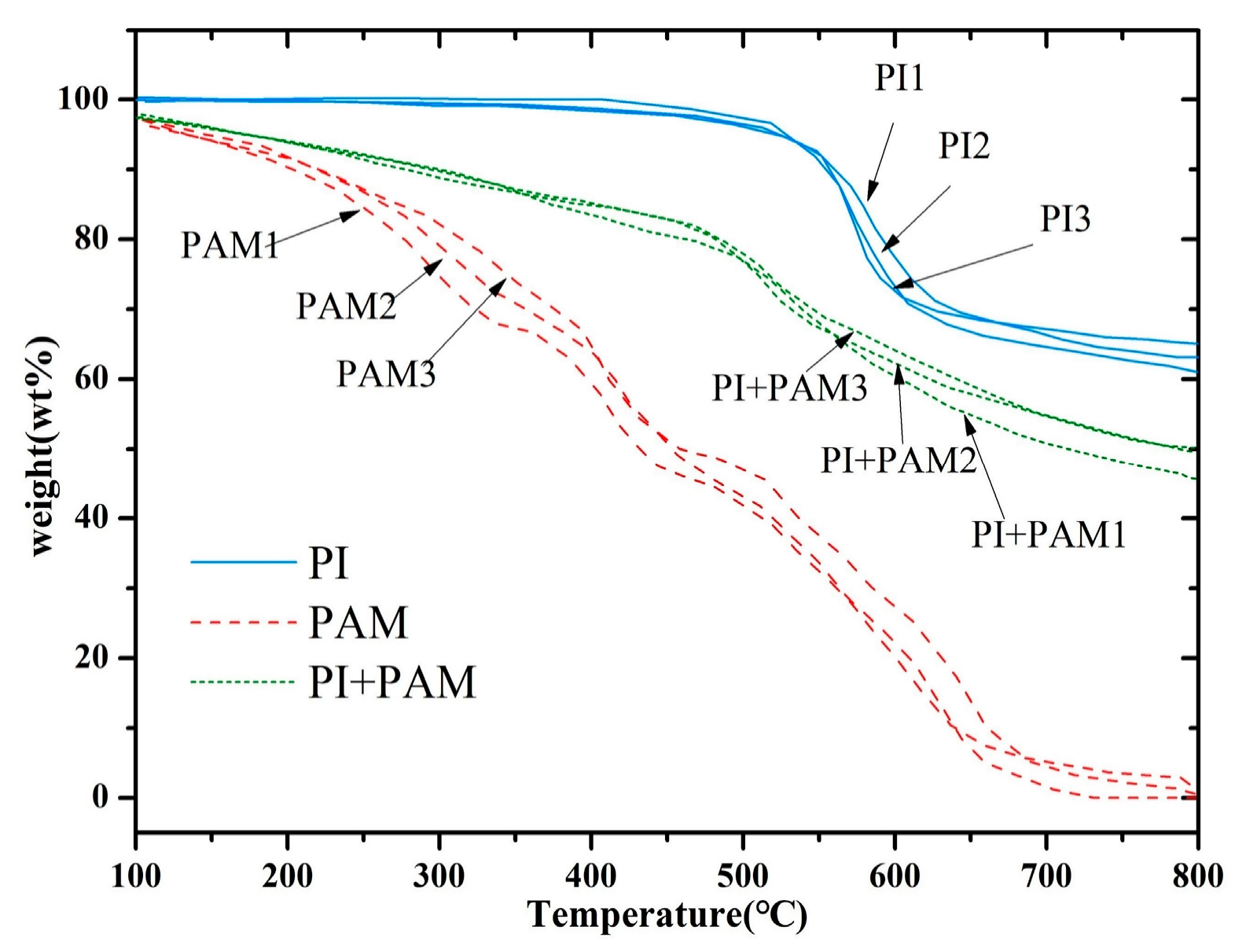
Figure 7.
Surface morphology of the abrasive tool at different sintering temperatures: (a) 150 °C; (b) 250 °C; (c) 350 °C; (d) 450 °C; (e) 550 °C.
Figure 7.
Surface morphology of the abrasive tool at different sintering temperatures: (a) 150 °C; (b) 250 °C; (c) 350 °C; (d) 450 °C; (e) 550 °C.
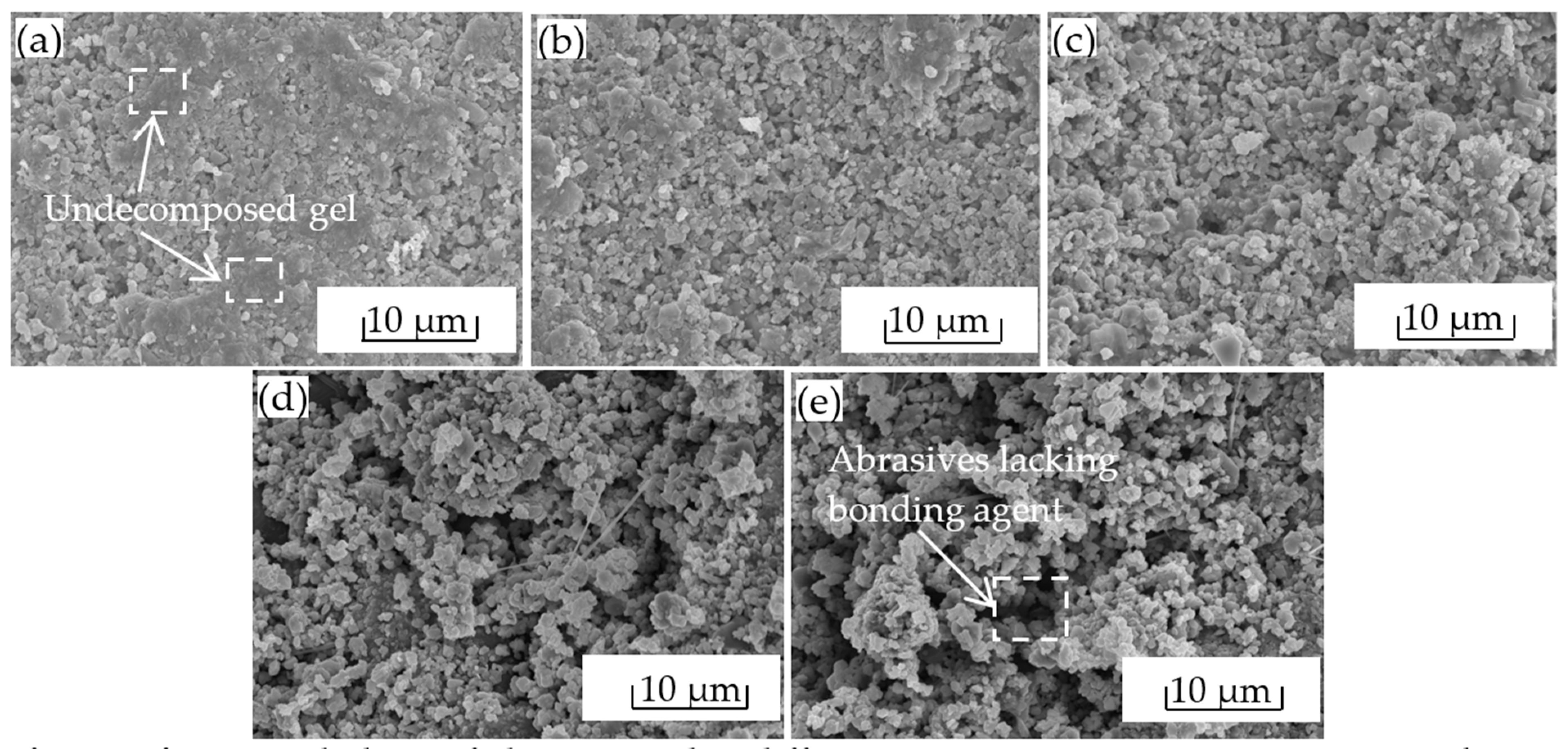
Figure 8.
Influence of the sintering temperature on the mechanical properties of the abrasive tool.
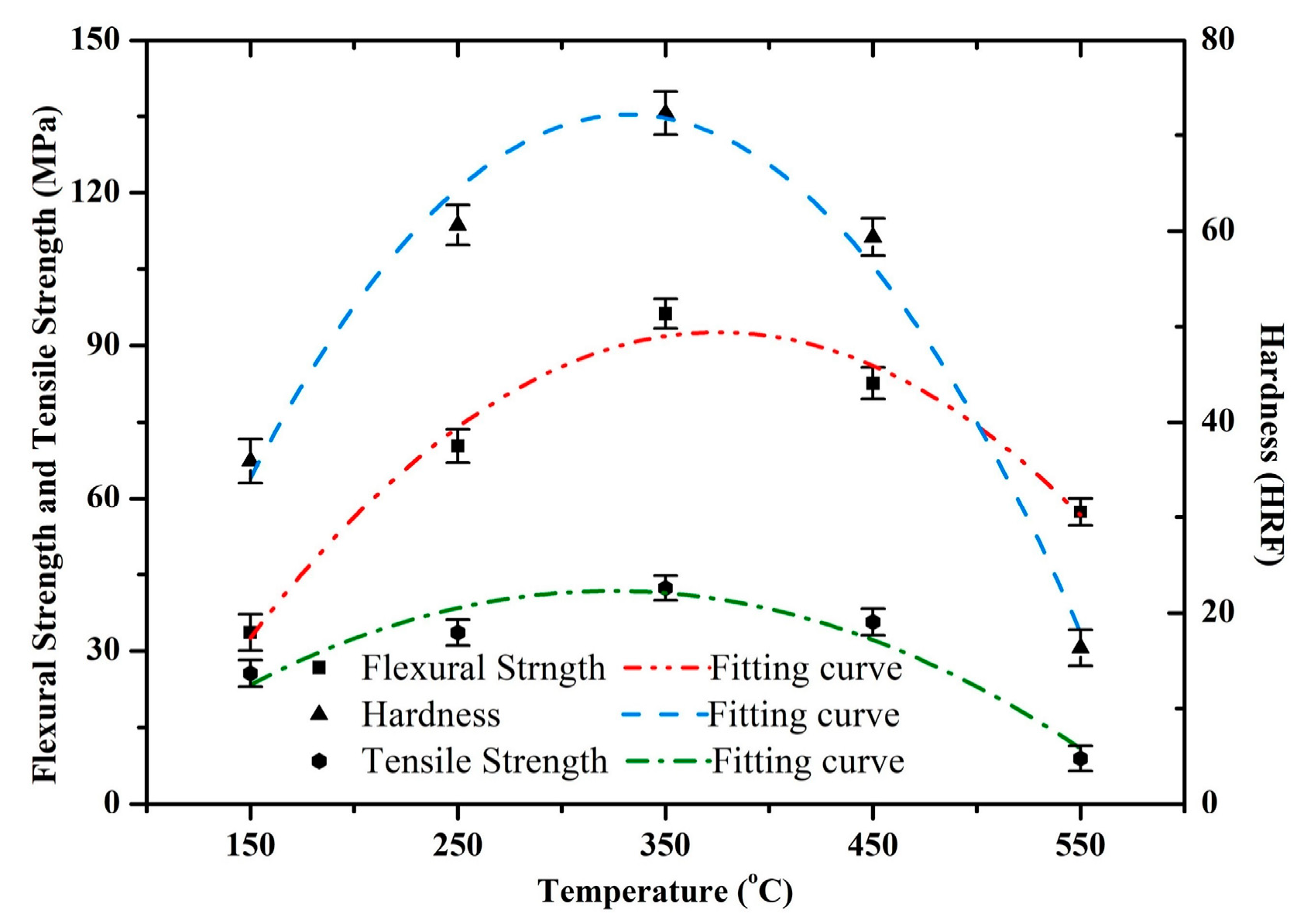
Figure 9.
Friction coefficient of gel abrasive tools with different sintering temperatures: (a) 150 °C; (b) 350 °C; (c) 550 °C.
Figure 9.
Friction coefficient of gel abrasive tools with different sintering temperatures: (a) 150 °C; (b) 350 °C; (c) 550 °C.
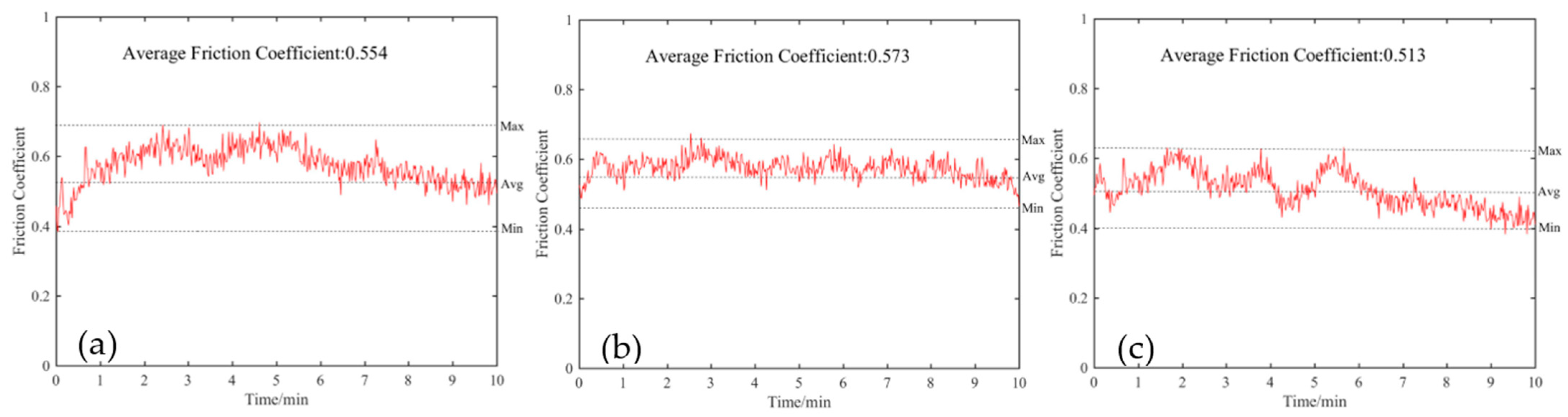
Figure 10.
Average friction coefficient.

Figure 11.
Surface topography of friction and wear of gel abrasive tools with different sintering temperatures: (a) 150 °C; (b) 350 °C; (c) 550 °C.
Figure 11.
Surface topography of friction and wear of gel abrasive tools with different sintering temperatures: (a) 150 °C; (b) 350 °C; (c) 550 °C.
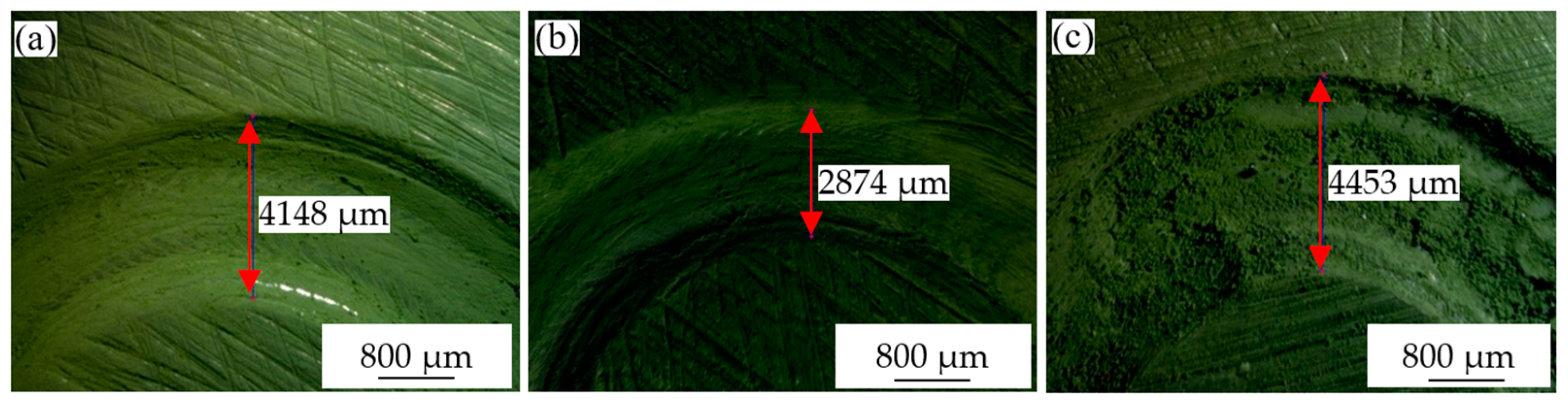
Figure 12.
SEM micrograph of friction and wear of gel abrasive tools with different sintering temperatures: (a) 150 °C; (b) 350 °C; (c) 550 °C.
Figure 12.
SEM micrograph of friction and wear of gel abrasive tools with different sintering temperatures: (a) 150 °C; (b) 350 °C; (c) 550 °C.
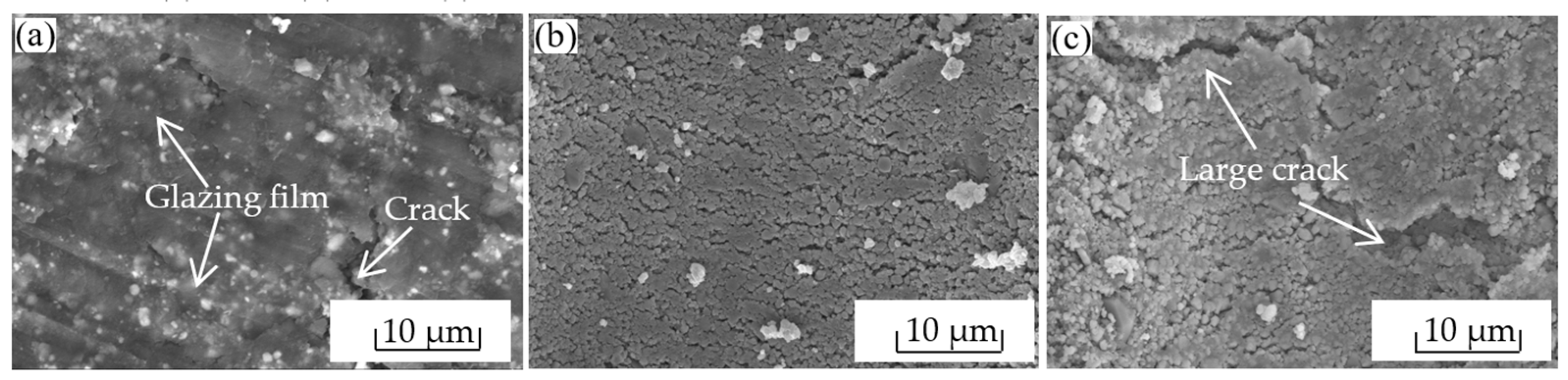
Figure 13.
Influence of the sintering temperature on MRR and wear rate.
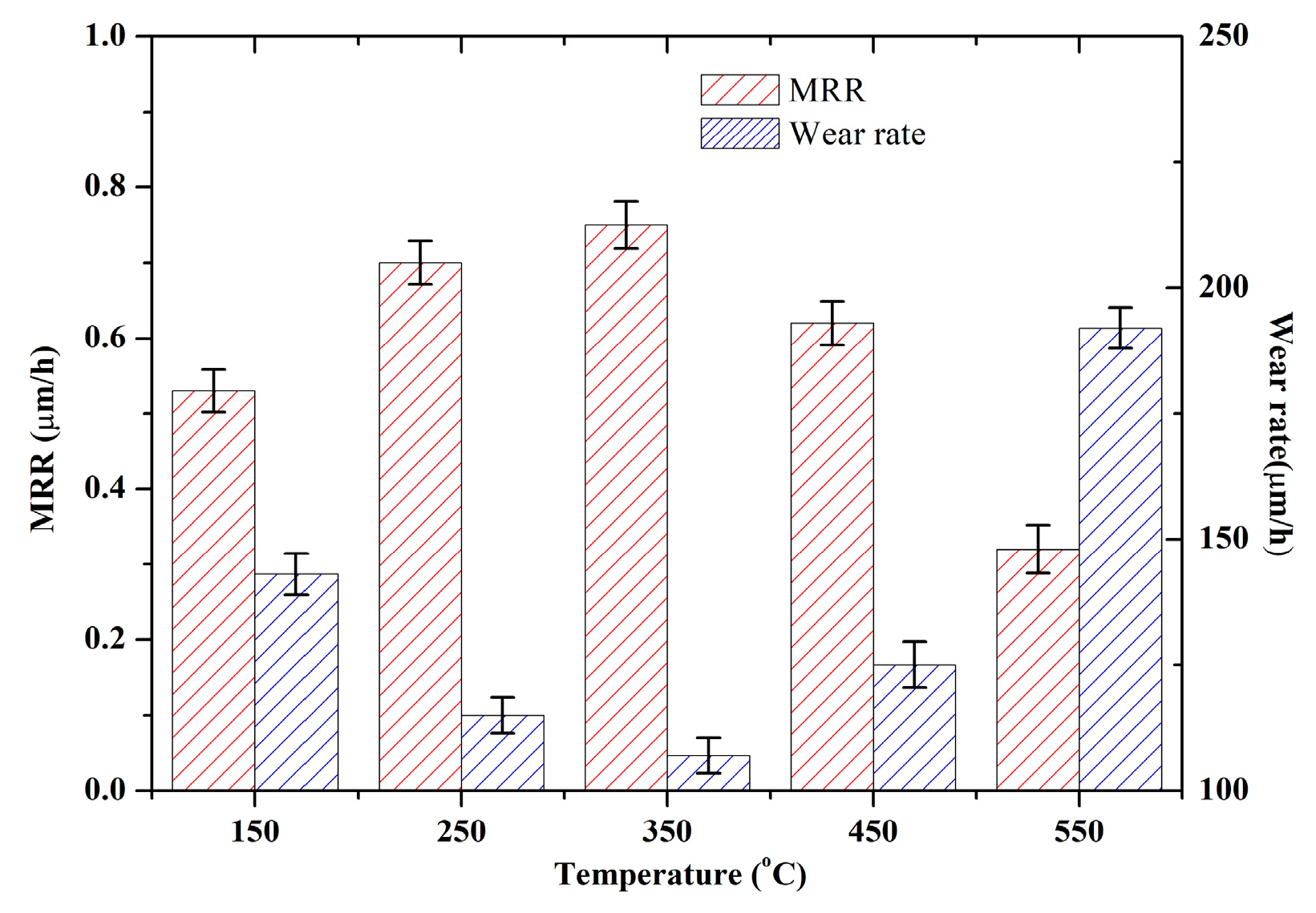
Figure 14.
Different type of tools.
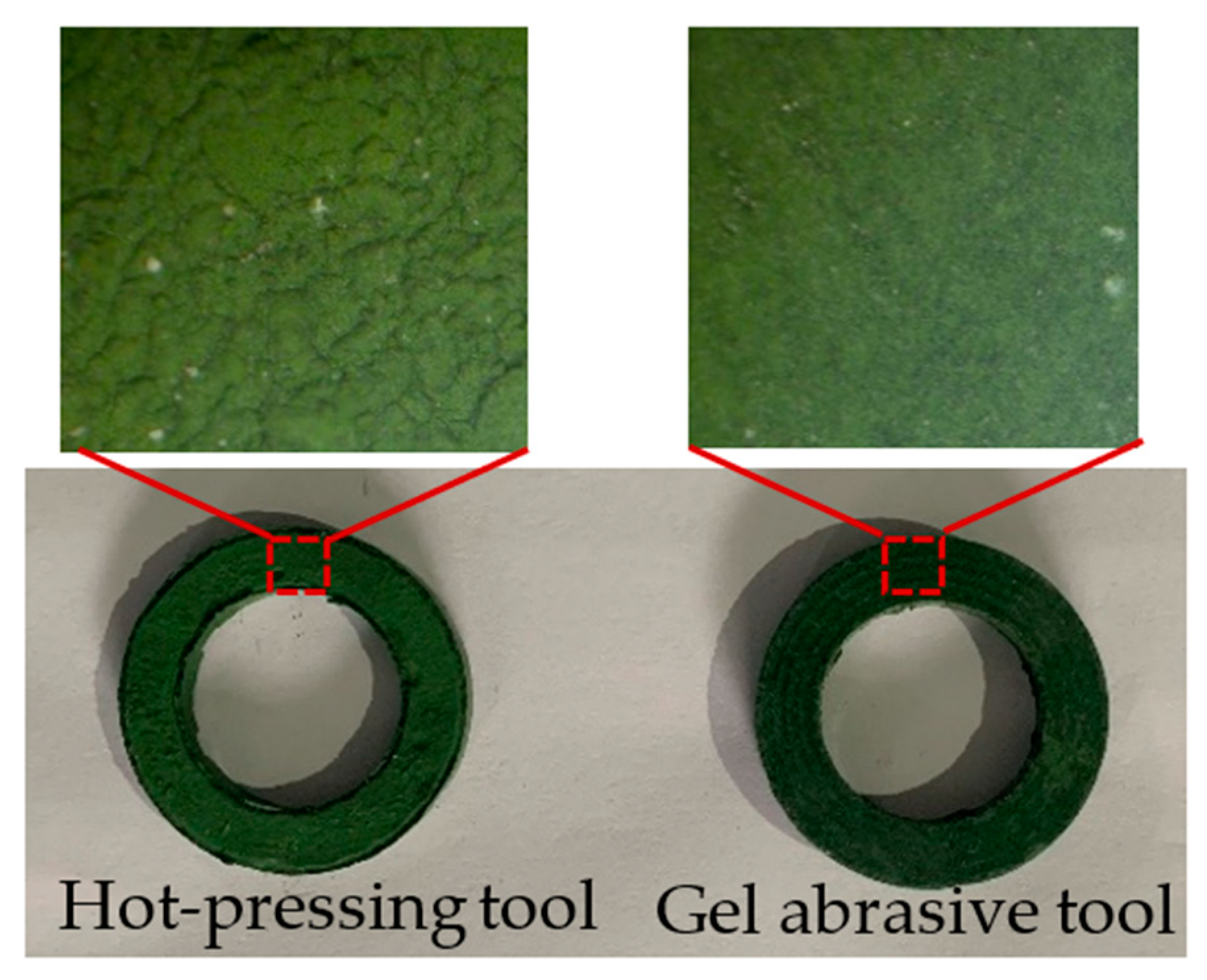
Figure 15.
Sapphire after polishing using the gel abrasive tool.

Figure 16.
Flatness of the sapphire after machining by different type of tools: (a) gel abrasive tool; (b) hot-pressing tool.
Figure 16.
Flatness of the sapphire after machining by different type of tools: (a) gel abrasive tool; (b) hot-pressing tool.
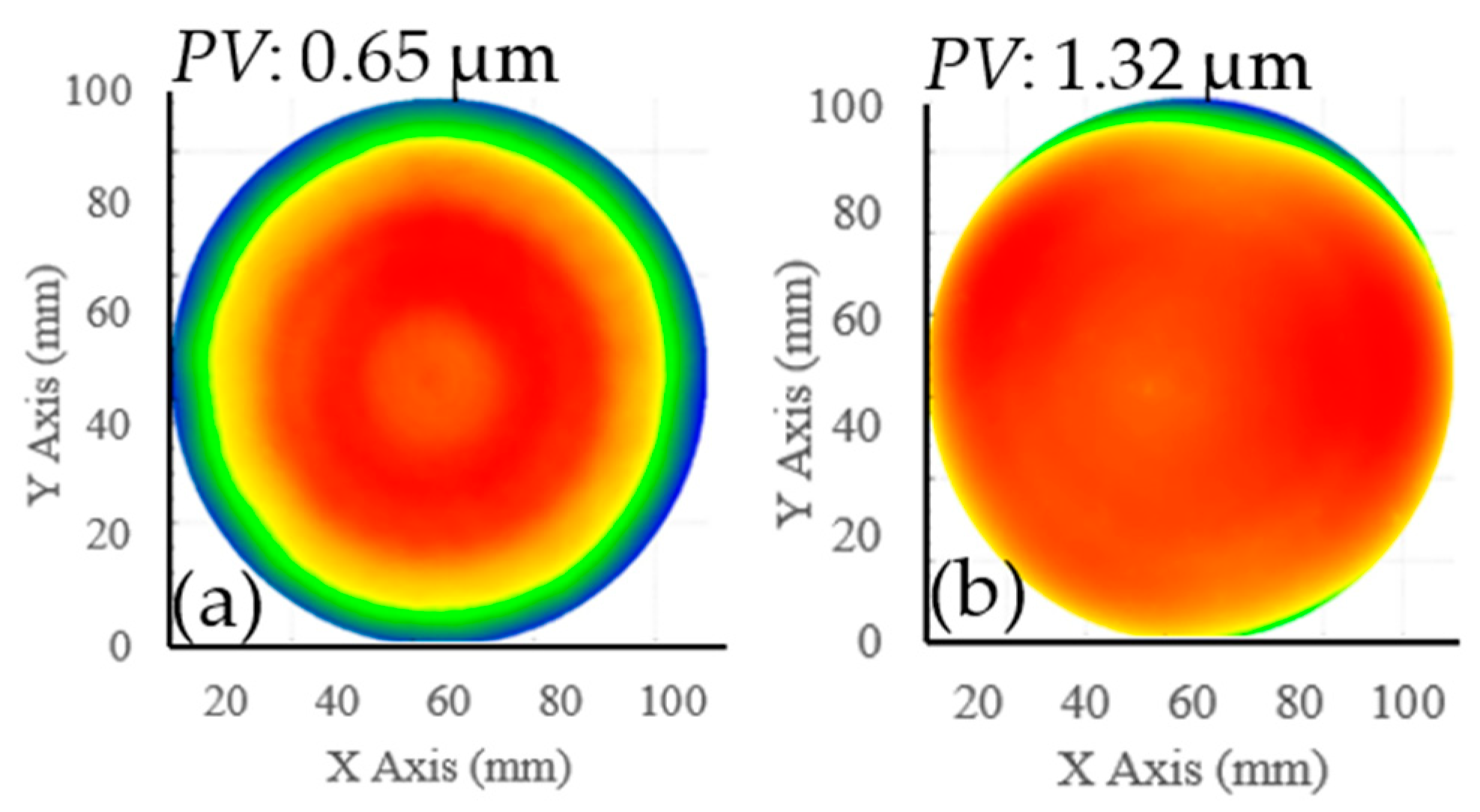
Figure 17.
Surface morphology of sapphire after machining by different type of tool and after CMP (chemical-mechanical polishing): (a) gel abrasive tool; (b) hot-pressing abrasive tool.
Figure 17.
Surface morphology of sapphire after machining by different type of tool and after CMP (chemical-mechanical polishing): (a) gel abrasive tool; (b) hot-pressing abrasive tool.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Contents of Cr2O3 abrasive tool (Gel body).
| Component | Solid Content (wt%) |
|---|---|
| PAM + PI | 15 |
| Cr2O3 Powder | 82.5 |
| PEG 400 | 1 |
| Wetting agent | 0.5 |
| Dispersant | 1.5 |
| Defoamer | 1 |
| Dibutyl | 0.5 |
Table 2.
Machining parameters.
| Parameters | Value |
|---|---|
| Abrasive | Diamond, Cr2O3 |
| Wheel revolution | 900 rpm |
| Sapphire revolution | 100 rpm |
| Time | 30 min |
| Wheel type | Hot-pressing, gel |
| Coolant | water |
Table 3.
Machining results.
| Testing Points Ra (nm) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | AVG (nm) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Gel abrasive | 2.45 | 3.07 | 2.62 | 2.34 | 2.47 | 2.84 | 2.82 | 2.91 | 2.73 | 2.66 | 2.69 |
| Hot-pressing | 4.26 | 4.65 | 4.59 | 4.61 | 4.17 | 4.49 | 4.56 | 4.47 | 4.33 | 4.63 | 4.48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhao, L.; Feng, K.; Zhao, T.; Zhou, Z.; Ding, J. The Preparation and Performance Analysis of a Cr2O3 Gel Abrasive Tool for Sapphire Substrate Polishing. Lubricants 2022, 10, 324. https://doi.org/10.3390/lubricants10120324
AMA Style
Zhao L, Feng K, Zhao T, Zhou Z, Ding J. The Preparation and Performance Analysis of a Cr2O3 Gel Abrasive Tool for Sapphire Substrate Polishing. Lubricants. 2022; 10(12):324. https://doi.org/10.3390/lubricants10120324
Chicago/Turabian StyleZhao, Liang, Kaiping Feng, Tianchen Zhao, Zhaozhong Zhou, and Junkai Ding. 2022. "The Preparation and Performance Analysis of a Cr2O3 Gel Abrasive Tool for Sapphire Substrate Polishing" Lubricants 10, no. 12: 324. https://doi.org/10.3390/lubricants10120324
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.