
The Study of Mechanical and Tribological Performance of Fulleroid Materials Filled PA 6 Composites


Abstract
:1. Introduction
2. Experimental Section
2.1. Material and Manufacturing
2.2. Mechanical Properties
2.3. Friction Testing
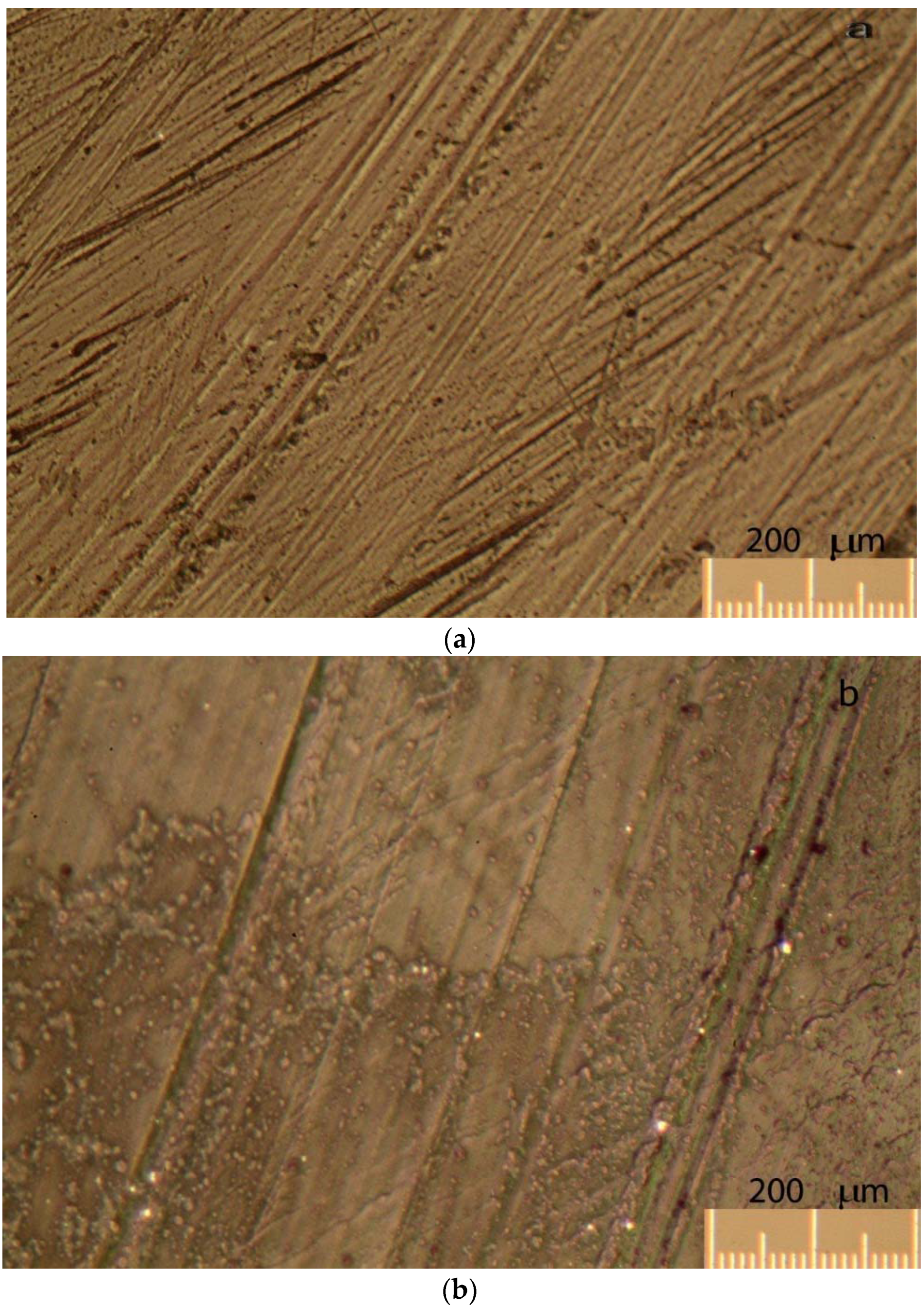
2.4. Optical Microscopy
2.5. Thermal Properties
2.6. Scanning Electron Microscopy
3. Results and Discussion
3.1. Mechanical Properties
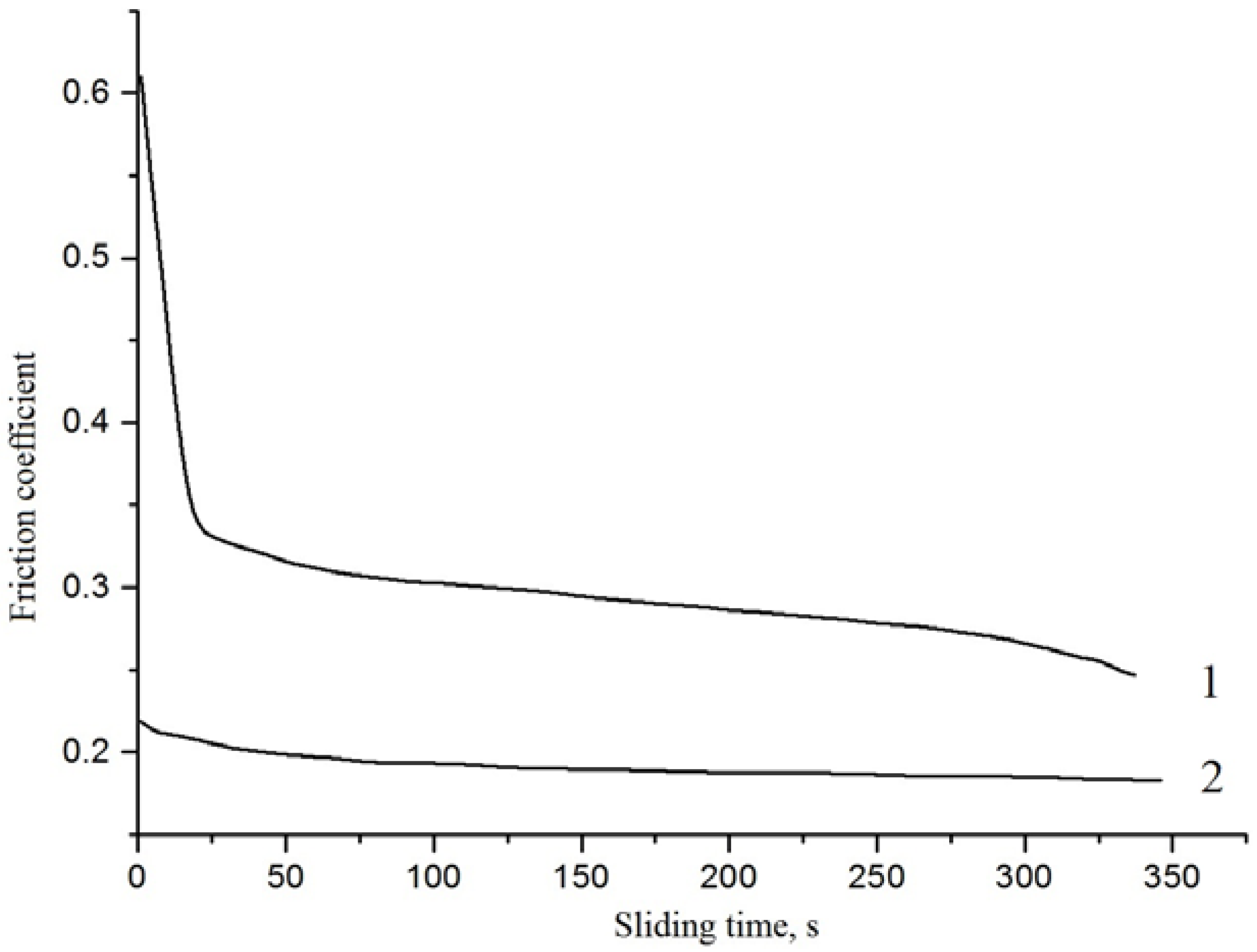
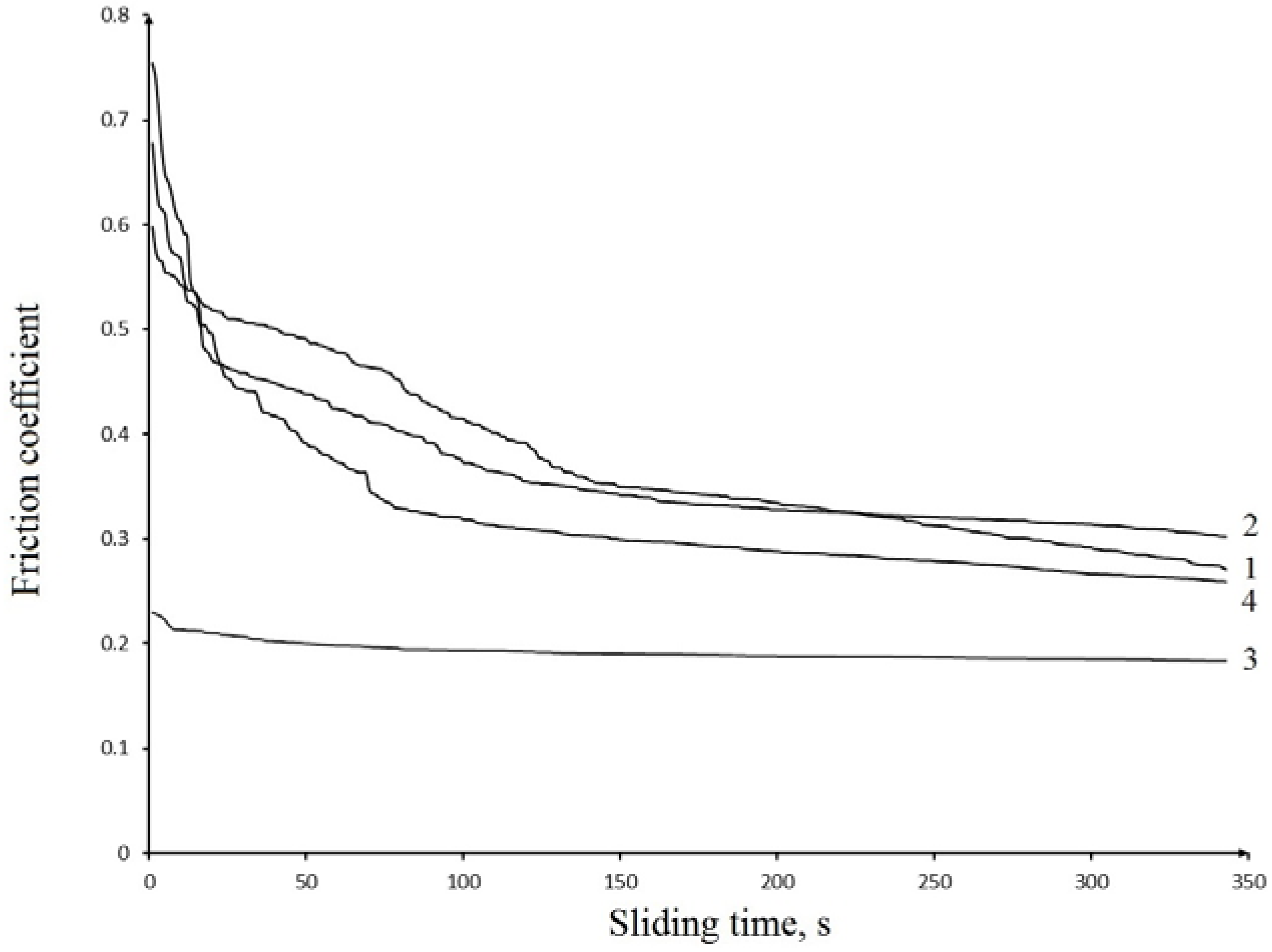
3.2. Effect of Fillers on Friction
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Bijwe, J.; Logani, C.M.; Tewari, U.S. Influence of fillers and fiber reinforcement on abrasive wear resistance of some polymeric composites. Wear 1990, 138, 77–92. [Google Scholar] [CrossRef]
- Treacy, M.M.J.; Ebesen, T.W.; Gibson, J.M. Nanoparticles as reinforced agents. Nature (London) 1996, 381, 678–680. [Google Scholar] [CrossRef]
- Strobl, G. The Physics of Polymers; Springer: Berlin, Germamy, 2007. [Google Scholar]
- Maharaj, D.; Bhushan, B. Friction, wear and mechanical behavior of nano-objects on the nanoscale. Mater. Sci. Eng. R 2015, 95, 1–43. [Google Scholar] [CrossRef]
- Troshin, P.; Mukhacheva, O.; Usluer, O.; Goryachev, A.; Akkuratov, A.; Susarova, D. Improved photovoltaic performance of PPV-based copolymers usingoptimized fullerene-based counterparts. Adv. Energy Mater. 2013, 3, 161–166. [Google Scholar] [CrossRef]
- Kasgoz, A.; Akın, D.; Ayten, A.I.; Durmus, A. Effect of different types of carbon fillerson mechanical and rheological properties of cyclic olefin copolymer (COC)composites. Compos. Part B Eng. 2014, 66, 126–135. [Google Scholar] [CrossRef]
- Zhao, L.; Guo, Z.; Cao, Z.; Zhang, T.; Fang, Z.; Peng, M. Thermal and thermo-oxidative degradation of high density polyethylene/fullerene composites. Polym. Degrad. Stabil. 2013, 98, 1953–1962. [Google Scholar] [CrossRef]
- Wan, D.; Wang, Y.; Wen, X.; Qiu, J.; Jiang, Z.; Tan, H. The rheological, thermostable, and mechanical properties of polypropylene/fullerene C60 composites with improved interfacial interaction. Polym. Eng. Sci. 2012, 52, 1457–1463. [Google Scholar] [CrossRef]
- Gocek, I.; Keskin, R.; Ozkoc, G.; Yilmaz, K.; Kamac, Y. Mechanical and electrical properties of polyamide 66 nanocomposites reinforced with Buckminster fullerene C60. In Proceedings of the Fiber Society 2012 Fall Meeting and Technical Conference, Boston, MA, USA, 7–9 November 2012.
- Naffakh, M.; Diaz-Pascual, A.M.; Marco, C.; Ellis, G.J.; Gomez-Fatou, M.A. Opportunities and challenges in the use of inorganic fullerene-like nanoparticles to produce advanced polymer nanocomposites. Prog. Polym. Sci. 2013, 38, 1163–1231. [Google Scholar] [CrossRef]
- Prato, M. [60] Fullerene chemistry for material science applications. J. Mater. Chem. 1997, 7, 1097–1109. [Google Scholar] [CrossRef]
- Schaefer, D.W.; Justice, R.S. How nano are nanocomposites. Macromolecules 2007, 40, 8501–8517. [Google Scholar] [CrossRef]
- Spitalsky, Z.; Tasis, D.; Papagelis, K.; Galiotis, K. Carbon nanotube–polymer composites: Chemistry, processing, mechanical and electrical properties. Prog. Polym. Sci. 2010, 35, 357–401. [Google Scholar] [CrossRef]
- Moniruzzaman, M.; Winey, K.I. Polymer nanocomposites containing carbon nanotubes. Macromolecules 2006, 39, 5194–5205. [Google Scholar] [CrossRef]
- Zuev, V.V.; Ivanova, Y.G. Mechanical and electrical properties of polyamide-6 based nanocomposites reinforced by fulleroid fillers. Polym. Eng. Sci. 2012, 52, 1206–1211. [Google Scholar] [CrossRef]
- Wang, C.; Guo, Z.-X.; Fu, S.; Wu, W.; Zhu, D. Polymers containing fullerene or carbon nanotube structures. Prog. Polym. Sci. 2004, 29, 1079–1141. [Google Scholar] [CrossRef]
- Zuev, V.V. Polymer nanocomposites containing fullerene C60 nanofillers. Macromol. Symp. 2011, 301, 157–161. [Google Scholar] [CrossRef]
- Bahadur, S. The dewelopment of transfer layers and their role in polymer tribology. Wear 2000, 245, 92–99. [Google Scholar] [CrossRef]
- Gupta, B.K.; Bhushan, B. Fullerene particles as an additive to liquid lubricants and greases for low friction and wear. Lubr. Eng. 1994, 50, 524–528. [Google Scholar]
- Lancaster, J.K. Polymer Science: A Material Science Handbook; Jenkins, A.D., Ed.; Noerth Holland: Amsterdam, The Netherlands, 1972. [Google Scholar]
- Tewari, U.S.; Bijwe, J.; Mathur, N.J.; Sharma, I. Studies on abrasive wear of carbon fiber (short) reinforced polyamide composites. Tribol. Int. 1992, 25, 53–60. [Google Scholar] [CrossRef]
- Kang, S.C.; Chung, D.W. Improvement of frictional properties and abrasive wear resistance of polyamide/graphite composite by oil impregnation. Wear 2003, 254, 103–110. [Google Scholar] [CrossRef]
- Pozdnykov, A.O.; Kudryvtsev, V.V.; Fridrich, K. Sliding wear of polyimide/fullerene C60 composite coating. Wear 2003, 254, 501–513. [Google Scholar] [CrossRef]
- Franklin, S.E. Wear experiments with selected engineering polymers and polymer composites under dry reciprocating sliding conditions. Wear 2001, 251, 1591–1598. [Google Scholar] [CrossRef]
- Unal, H.; Sen, U.; Mimaroglu, A. Dry wear sliding characteristics of some industrial polymers against steel counterface. Tribol. Int. 2004, 37, 727–732. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Loading, wt% | Young’s Modulus, GPa | Tensile Strength σ, MPa | Elongation ε, % | Glass Transition, Tg (°C) | Relative Viscosity d |
|---|---|---|---|---|---|
| Neat PA6 a | 2.15 ± 0.07 | 93 ± 5 | 53 ± 5 | 85 | 3.5 |
| B32 | 0.693 ± 0.017 | 63 ± 1 | 290 ± 6 | 84 | 3.2 |
| Fullerene С60 | |||||
| 0.01 a | 2.39 ± 0.12 | 105 ± 5 | 58.0 ± 0.5 | 85 | 3.4 |
| 0.01 b | 0.714 ± 0.022 | 65 ± 1 | 301 ± 6 | 68 | 3.2 |
| 1 b,c | 0.265 ± 0.037 | 11 ± 1 | 287 ± 2 | 51 | 3.2 |
| Fullerene soot | |||||
| 1 b | 0.622 ± 0.045 | 62 ± 1 | 286 ± 14 | 55 | 3.2 |
| Carbon fibers | |||||
| 10 a | 3.65 ± 0.1 | 130 ± 4 | 24 ± 2 | 85 | 3.4 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pikhurov, D.V.; Zuev, V.V. The Study of Mechanical and Tribological Performance of Fulleroid Materials Filled PA 6 Composites. Lubricants 2016, 4, 13. https://doi.org/10.3390/lubricants4020013
Pikhurov DV, Zuev VV. The Study of Mechanical and Tribological Performance of Fulleroid Materials Filled PA 6 Composites. Lubricants. 2016; 4(2):13. https://doi.org/10.3390/lubricants4020013
Chicago/Turabian StylePikhurov, Dmitry V., and Vjacheslav V. Zuev. 2016. "The Study of Mechanical and Tribological Performance of Fulleroid Materials Filled PA 6 Composites" Lubricants 4, no. 2: 13. https://doi.org/10.3390/lubricants4020013