Study of the Effect of the Floating Die Compaction on Mechanical Properties of Titanium Foams

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Floating Die (FD) Design and Manufacturing
2.2. Synthesis of Ti Foams
2.3. Microstructural and Mechanical Characterization
3. Results and Discussions
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhou, L.; Yuan, T.; Tang, J.; He, J.; Li, R. Mechanical and corrosion behavior of titanium alloys additively manufactured by selective laser melting—A comparison between nearly β titanium, α titanium and α + β titanium. Opt. Laser Technol. 2019, 119, 105625. [Google Scholar] [CrossRef]
- Yue, X.-Z.; Fukazawa, H.; Kitazono, K. Strain rate sensitivity of open-cell titanium foam at elevated temperature. Mater. Sci. Eng. A 2016, 673, 83–89. [Google Scholar] [CrossRef]
- Kulshreshtha, A.; Dhakad, S. Preparation of Metal Foam by Different Methods: A Review; Elsevier: Amsterdam, The Netherlands, 2020; Volume 26, pp. 1784–1790. [Google Scholar]
- Kaur, M.; Singh, K. Review on titanium and titanium based alloys as biomaterials for orthopaedic applications. Mater. Sci. Eng. C 2019, 102, 844–862. [Google Scholar] [CrossRef]
- Tallarico, M.; Cervino, G.; Scrascia, R.; Uccioli, U.; Vaira, L.A.; Meloni, S.M. Minimally Invasive Treatment of Edentulous Maxillae with Overdenture Fully Supported by a Cad/Cam Titanium Bar with a Low-Profile Attachment Screwed on Four or Six Implants: A Case Series. Prosthesis 2020, 2, 6. [Google Scholar] [CrossRef]
- Martín-González, J.; Sánchez-Domínguez, B.; Tarilonte-Delgado, M.; Castellanos-Cosano, L.; Llamas-Carreras, J.; López-Frías, F.; Segura-Egea, J.J. Anomalías y displasias dentarias de origen genético-hereditario. Av. Odontoestomatol. 2012, 28, 287–301. [Google Scholar] [CrossRef] [Green Version]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef]
- Elias, C.N.; Fernandes, D.J.; De Souza, F.M.; Monteiro, E.D.S.; De Biasi, R.S. Mechanical and clinical properties of titanium and titanium-based alloys (Ti G2, Ti G4 cold worked nanostructured and Ti G5) for biomedical applications. J. Mater. Res. Technol. 2019, 8, 1060–1069. [Google Scholar] [CrossRef]
- Tschernitschek, H.; Borchers, L.; Geurtsen, W. Nonalloyed titanium as a bioinert metal—A review. J. Prosthet. Dent. 2006, 96, 12. [Google Scholar] [CrossRef]
- Nicholson, J.W. Titanium Alloys for Dental Implants: A Review. Prosthesis 2020, 2, 11. [Google Scholar] [CrossRef]
- Schwarz, M.S. Mechanical complications of dental implants. Clin. Oral Implant. Res. 2000, 11, 156–158. [Google Scholar] [CrossRef]
- Hernandez-Rodriguez, M.; Contreras-Hernandez, G.; Juarez-Hernandez, A.; Beltran-Ramirez, B.; Garcia-Sanchez, E. Failure analysis in a dental implant. Eng. Fail. Anal. 2015, 57, 236–242. [Google Scholar] [CrossRef]
- Klein, G. Aluminum toxicity to bone: A multisystem effect? Osteoporos. Sarcopenia 2019, 5, 2–5. [Google Scholar] [CrossRef]
- Wilk, A.; Szypulska-Koziarska, D.; Wiszniewska, B. The toxicity of vanadium on gastrointestinal, urinary and reproductive system, and its influence on fertility and fetuses malformations. Postępy Higieny i Medycyny Doświadczalnej 2017, 71, 850–859. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, S.K.; Saha, R.; Saha, B.B. Toxicity of inorganic vanadium compounds. Res. Chem. Intermed. 2015, 41, 4873–4897. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Chen, L.-Y. A Review on Biomedical Titanium Alloys: Recent Progress and Prospect. Adv. Eng. Mater. 2019, 21. [Google Scholar] [CrossRef] [Green Version]
- Shirazi, H.A.; Ayatollahi, M.R.; Asnafi, A. To reduce the maximum stress and the stress shielding effect around a dental implant–bone interface using radial functionally graded biomaterials. Comput. Methods Biomech. Biomed. Eng. 2017, 20, 750–759. [Google Scholar] [CrossRef]
- Wang, P.; Todai, M.; Nakano, T. Beta titanium single crystal with bone-like elastic modulus and large crystallographic elastic anisotropy. J. Alloy. Compd. 2019, 782, 667–671. [Google Scholar] [CrossRef]
- Kourtis, S.; Damanaki, M.; Kaitatzidou, S.; Kaitatzidou, A.; Roussou, V. Loosening of the fixing screw in single implant crowns: Predisposing factors, prevention and treatment options. J. Esthet. Restor. Dent. 2017, 29, 233–246. [Google Scholar] [CrossRef]
- Lascano, S.; Arévalo, C.; Montealegre-Melendez, I.; Muñoz, S.; Rodriguez-Ortiz, J.A.; Trueba, P.; Torres, Y. Porous Titanium for Biomedical Applications: Evaluation of the Conventional Powder Metallurgy Frontier and Space-Holder Technique. Appl. Sci. 2019, 9, 982. [Google Scholar] [CrossRef] [Green Version]
- Trueba, P.; Chicardi, E.; Rodriguez-Ortiz, J.A.; Torres, Y. Development and implementation of a sequential compaction device to obtain radial graded porosity cylinders. J. Manuf. Process. 2020, 50, 142–153. [Google Scholar] [CrossRef]
- Xiao, L.; Song, W.; Wang, C.; Liu, H.; Tang, H.; Wang, J. Mechanical behavior of open-cell rhombic dodecahedron Ti–6Al–4V lattice structure. Mater. Sci. Eng. A 2015, 640, 375–384. [Google Scholar] [CrossRef]
- Hong, J.-Y.; Ko, S.-Y.; Lee, W.; Chang, Y.-Y.; Kim, S.-H.; Yun, J.-H. Enhancement of Bone Ingrowth into a Porous Titanium Structure to Improve Osseointegration of Dental Implants: A Pilot Study in the Canine Model. Materials 2020, 13, 3061. [Google Scholar] [CrossRef]
- Pałka, K.; Pokrowiecki, R. Porous Titanium Implants: A Review. Adv. Eng. Mater. 2018, 20, 1700648. [Google Scholar] [CrossRef]
- Murray, N.; Dunand, D.C. Effect of thermal history on the superplastic expansion of argon-filled pores in titanium: Part I kinetics and microstructure. Acta Mater. 2004, 52, 2269–2278. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef] [PubMed]
- Ryan, G.; Pandit, A.; Apatsidis, D.P. Fabrication methods of porous metals for use in orthopaedic applications. Biomaterials 2006, 27, 2651–2670. [Google Scholar] [CrossRef]
- Singh, R.; Lee, P.D.; Dashwood, R.J.; Lindley, T.C. Titanium foams for biomedical applications: A review. Mater. Technol. 2010, 25, 127–136. [Google Scholar] [CrossRef]
- Arifvianto, B.; Zhou, J. Fabrication of Metallic Biomedical Scaffolds with the Space Holder Method: A Review. Materials 2014, 7, 3588–3622. [Google Scholar] [CrossRef] [Green Version]
- Zheng, J.-P.; Chen, L.-J.; Chen, D.-Y.; Shao, C.-S.; Yi, M.-F.; Zhang, B. Effects of pore size and porosity of surface-modified porous titanium implants on bone tissue ingrowth. Trans. Nonferrous Met. Soc. China 2019, 29, 2534–2545. [Google Scholar] [CrossRef]
- Jha, N.; Mondal, D.; Majumdar, J.D.; Badkul, A.; Jha, A.K.; Khare, A. Highly porous open cell Ti-foam using NaCl as temporary space holder through powder metallurgy route. Mater. Des. 2013, 47, 810–819. [Google Scholar] [CrossRef]
- Salvo, C.; Aguilar, C.; Guzman, D.; Alfonso, I.; Mangalaraja, R. Mechanically enhanced novel Ti-based alloy foams obtained by hot pressing. Mater. Sci. Eng. A 2019, 759, 112–123. [Google Scholar] [CrossRef]
- Khodaei, M.; Meratian, M.; Savabi, O. Effect of spacer type and cold compaction pressure on structural and mechanical properties of porous titanium scaffold. Powder Met. 2015, 58, 152–160. [Google Scholar] [CrossRef]
- Sharma, M.; Gupta, G.K.; Dasgupta, R.; Kumar, M.; Kumar, P. Titanium Foams Processed Through Powder Metallurgy Route Using Lubricant Acrawax as Space Holder Material. Trans. Indian Inst. Met. 2018, 71, 1933–1940. [Google Scholar] [CrossRef]
- Homayoun, H.; Shahbaz, M.; Ebrahimi, R. Investigation of Floating and Single-Action Dies in Producing Dense Compacts with High Aspect Ratio. Iran. J. Sci. Technol. Trans. Mech. Eng. 2019, 44, 1005–1011. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, H.; Du, Y.; Yuan, J. Effects of Powder Preparation and Sintering Temperature on Properties of Spark Plasma Sintered Ti-48Al-2Cr-8Nb Alloy. Metals 2019, 9, 861. [Google Scholar] [CrossRef] [Green Version]
- Cristofolini, I.; Pederzini, G.; Rambelli, A.; Molinari, A. Densification and deformation during uniaxial cold compaction of stainless steel powder with different particle size. Powder Met. 2016, 59, 73–84. [Google Scholar] [CrossRef]
- Molinari, A.; Cristofolini, I.; Pederzini, G.; Rambelli, A. A densification equation derived from the stress-deformation analysis of uniaxial cold compaction of metal powder mixes. Powder Met. 2018, 61, 210–218. [Google Scholar] [CrossRef]
- Kadiri, M.; Michrafy, A.; Dodds, J. Pharmaceutical powders compaction: Experimental and numerical analysis of the density distribution. Powder Technol. 2005, 157, 176–182. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Kim, K. Densification behavior of aluminum alloy powder under cold compaction. Int. J. Mech. Sci. 2002, 44, 1295–1308. [Google Scholar] [CrossRef]
- De Medeiros, J.P.; Hammes, G.; Neves, G.O.; Martinelli, A.E.; Klein, A.N.; Binder, C. Effect of Liquid Phase–Assisted Sintering on the Microstructure, Mechanical Properties, and Tribological Behavior of Self-Lubricating Ferrous Composites. Adv. Eng. Mater. 2020, 22. [Google Scholar] [CrossRef]
- Mann, R.; Hexemer, R.; Donaldson, I.; Bishop, D. Hot deformation of an Al–Cu–Mg powder metallurgy alloy. Mater. Sci. Eng. A 2011, 528, 5476–5483. [Google Scholar] [CrossRef]
- Neves, G.O.; Tirollo, H.G.; Probst, S.M.H.; Binder, C.; Klein, A.N. Application of computational thermodynamics to Fe/Ni, Fe-3%Si/Ni and 316L/Ni systems produced by powder metallurgy. Powder Met. 2017, 60, 301–308. [Google Scholar] [CrossRef]
- Macaskill, I.A.; LaDepha, A.D.P.; Milligan, J.H.; Fulton, J.J.; Bishop, D. Effects of cold and hot densification on the mechanical properties of a 7XXX series powder metallurgy alloy. Powder Met. 2009, 52, 304–310. [Google Scholar] [CrossRef]
- Hong, S.-T.; Hovanski, Y.; Lavender, C.A.; Weil, K.S. Investigation of Die Stress Profiles during Powder Compaction Using Instrumented Die. J. Mater. Eng. Perform. 2008, 17, 382–386. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Gastan, E.; Vahed, N. Application of tool vibration in die pressing of Ti-powder. Prod. Eng. 2010, 4, 545–551. [Google Scholar] [CrossRef]
- Torres-Sanchez, C.; McLaughlin, J.; Bonallo, R. Effect of Pore Size, Morphology and Orientation on the Bulk Stiffness of a Porous Ti35Nb4Sn Alloy. J. Mater. Eng. Perform. 2018, 27, 2899–2909. [Google Scholar] [CrossRef] [Green Version]
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties, 2nd ed; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar] [CrossRef]
- Mansourighasri, A.; Muhamad, N.; Sulong, A.B. Processing titanium foams using tapioca starch as a space holder. J. Mater. Process. Technol. 2012, 212, 83–89. [Google Scholar] [CrossRef]
- Knudsen, F.P. Dependence of Mechanical Strength of Brittle Polycrystalline Specimens on Porosity and Grain Size. J. Am. Ceram. Soc. 1959, 42, 376–387. [Google Scholar] [CrossRef]
- Spriggs, R.M. Expression for Effect of Porosity on Elastic Modulus of Polycrystalline Refractory Materials, Particularly Aluminum Oxide. J. Am. Ceram. Soc. 1961, 44, 628–629. [Google Scholar] [CrossRef]
- Rice, R.W. Extension of the Exponential Porosity Dependence of Strength and Elastic Moduli. J. Am. Ceram. Soc. 1976, 59, 536–537. [Google Scholar] [CrossRef]
- Boccaccini, A.; Ondracek, G.; Mazilu, P.; Windelberg, D. On the Effective Young’s Modulus of Elasticity for Porous Materials: Microstructure Modelling and Comparison between Calculated and Experimental Values. J. Mech. Behav. Mater. 1993, 4, 119–128. [Google Scholar] [CrossRef]
- Torres, Y.; Lascano, S.; Bris, J.; Pavón, J.; Rodriguez, J.A. Development of porous titanium for biomedical applications: A comparison between loose sintering and space-holder techniques. Mater. Sci. Eng. C 2014, 37, 148–155. [Google Scholar] [CrossRef] [PubMed]
- Murr, L.E.; Gaytan, S.M.; Medina, F.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Wicker, R.B. Characterization of Ti-6Al-4V open cellular foams fabricated by additive manufacturing using electron beam melting. Mater. Sci. Eng. A 2010, 527, 1861–1868. [Google Scholar] [CrossRef]
- Terrazas, C.A.; Murr, L.E.; Bermudez, D.; Arrieta, E.; Roberson, D.A.; Wicker, R.B. Microstructure and mechanical properties of Ti-6Al-4V-5% hydroxyapatite composite fabricated using electron beam powder bed fusion. J. Mater. Sci. Technol. 2019, 35, 309–321. [Google Scholar] [CrossRef]
- Murr, L.E.; Quinones, S.; Gaytan, S.; Lopez, M.; Rodela, A.; Martinez, E.; Hernandez, D.; Medina, F.; Wicker, R. Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Abhash, A.; Singh, P.; Muchhala, D.; Kumar, R.; Gupta, G.K.; Mondal, D.P. Research into the change of macrostructure, microstructure and compressive deformation response of Ti6Al2Co foam with sintering temperatures and space holder contents. Mater. Lett. 2020, 261, 126997. [Google Scholar] [CrossRef]
- Singh, P.; Abhash, A.; Yadav, B.N.; Shafeeq, M.; Singh, I.B.; Mondal, D.P. Effect of milling time on powder characteristics and mechanical performance of Ti4wt%Al alloy. Powder Technol. 2019, 342, 275–287. [Google Scholar] [CrossRef]
- Restrepo, A.H.; Ríos, J.M.; Arango, F.; Correa, E.; Zuleta, A.A.; Valencia-Escobar, A.; Bolivar, F.J.; Castaño, J.G.; Echeverría, F.E. Characterization of titanium powders processed in n-hexane by high-energy ball milling. Int. J. Adv. Manuf. Technol. 2020, 110, 1681–1690. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments. Technometrics 2006, 48, 158. [Google Scholar] [CrossRef] [Green Version]
- Gorham, D. An effect of specimen size in the high strain rate compression test. Le J. Phys. IV 1991, 1, C3-411–C3-418. [Google Scholar] [CrossRef] [Green Version]
- Gedney, R. Measurement errors in mechanical testing. Adv. Mater. Process. 2007, 301–325. [Google Scholar] [CrossRef]
- Kalidindi, S.R.; Abusafieh, A.; El-Danaf, E. Accurate characterization of machine compliance for simple compression testing. Exp. Mech. 1997, 37, 210–215. [Google Scholar] [CrossRef]
- Muñoz, S.; Castillo, S.; Torres, Y. Different models for simulation of mechanical behaviour of porous materials. J. Mech. Behav. Biomed. Mater. 2018, 80, 88–96. [Google Scholar] [CrossRef] [PubMed]
- Cetinel, O.; Esen, Z.; Yildirim, B. Fabrication, Morphology Analysis, and Mechanical Properties of Ti Foams Manufactured Using the Space Holder Method for Bone Substitute Materials. Metals 2019, 9, 340. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Equation | Constants Used | References |
|---|---|---|---|
| (1) | C = 1, n = 2.96 | [48,49] | |
| (2) | B = 3.5 | [50,51] | |
| (3) | r = 0.5 | [52] | |
| (4) | U = 1.3; s = 1.2 | [47,53] |
| Spacer Particle Added (vol.%) | Weight of Ti Powder (g) | Weight of NH4HCO3 Powder (g) |
|---|---|---|
| 0% SA | 1.632 | 0.0 |
| 0% FA | ||
| 30% SA | 1.143 | 0.181 |
| 30% FA | ||
| 40% SA | 0.979 | 0.241 |
| 40% FA | ||
| 50% SA | 0.816 | 0.302 |
| 50% FA |
| Spacer Particle Added (vol.%) | Cases | Green Density (g·cm−3) | Pvalue (α = 0.05) | Sintered density (g · cm−3) | Pvalue (α = 0.05) |
|---|---|---|---|---|---|
| 0% SA | 3 | 3.53 | 0.0035 | 3.68 | 0.0005 |
| 0% FA | 3 | 3.62 | 3.82 | ||
| 30% SA | 3 | 2.94 | 0.0005 | 2.79 | 0.0079 |
| 30% FA | 3 | 3.01 | 2.96 | ||
| 40% SA | 3 | 2.72 | 0.0008 | 2.67 | 0.2635 |
| 40% FA | 3 | 2.79 | 2.63 | ||
| 50% SA | 3 | 2.50 | 0.0000 | 2.11 | 0.0069 |
| 50% FA | 3 | 2.58 | 2.31 |
| Method of Compaction | Spacer Particle Added (vol.%) | Compression Test (GPa) | Ultrasound Technique (GPa) | Gibson and Ashby (GPa) | Knudsen and Spriggs (GPa) | Rice (GPa) | Boccaccini et al. (GPa) |
|---|---|---|---|---|---|---|---|
| Simple action die | 0% | 70 | 56.6 | 62 | 50 | 34 | 44 |
| 30% | 25 | - | 28 | 29 | 27 | 20 | |
| 40% | 21 | - | 25 | 27 | 26 | 17 | |
| 50% | 17 | - | 13 | 19 | 21 | 6 | |
| Floating-action die | 0% | 78 | 47.1 | 69 | 54 | 35 | 48 |
| 30% | 29 | - | 33 | 32 | 28 | 24 | |
| 40% | 32 | - | 24 | 27 | 25 | 17 | |
| 50% | 24 | - | 16 | 22 | 23 | 10 |
| Method of Compaction | Spacer Particle Added (vol.%) | Interconnected Porosity Pint (%) | Total Porosity P (%) | Relative Density (ρapparent/ρTi) | Yield Strength (MPa) | Young’s Modulus (GPa) |
|---|---|---|---|---|---|---|
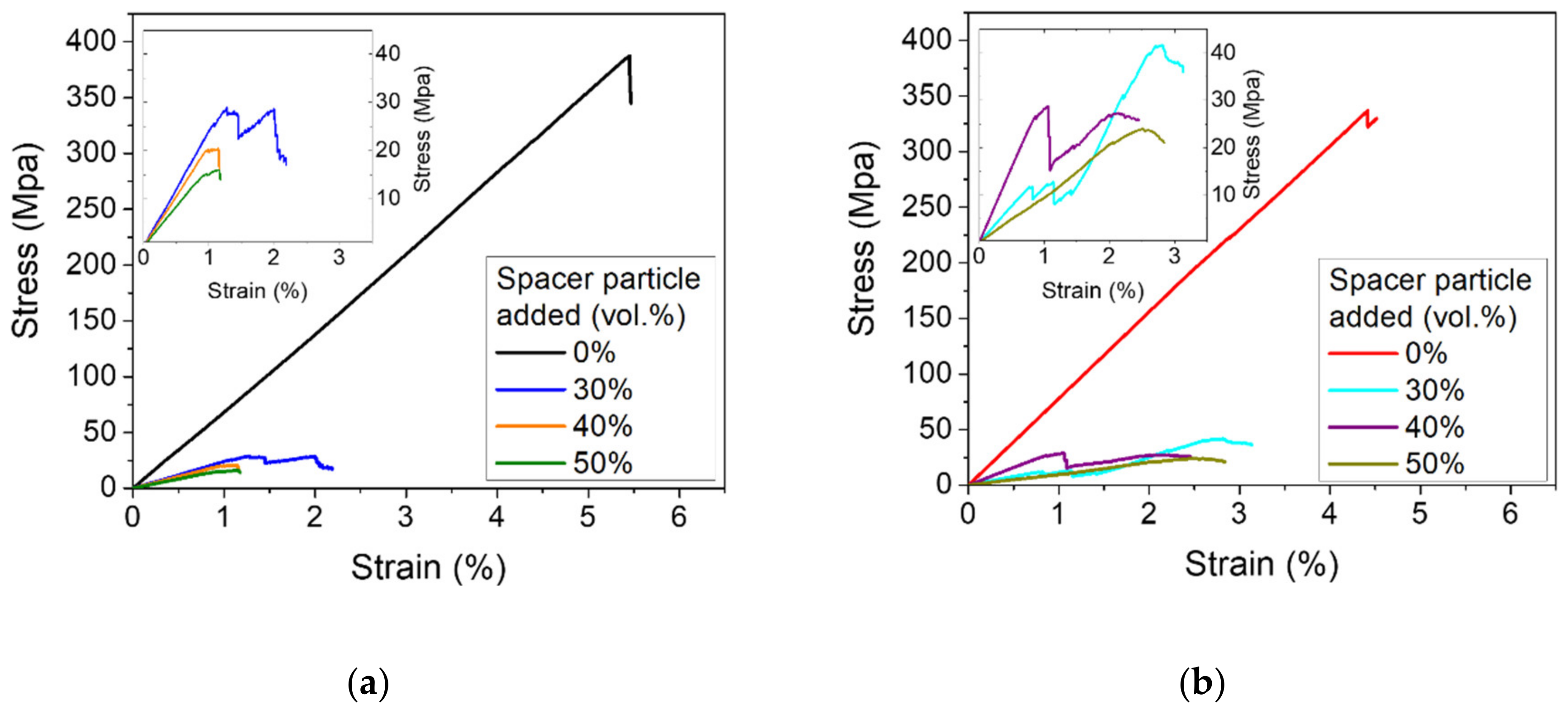
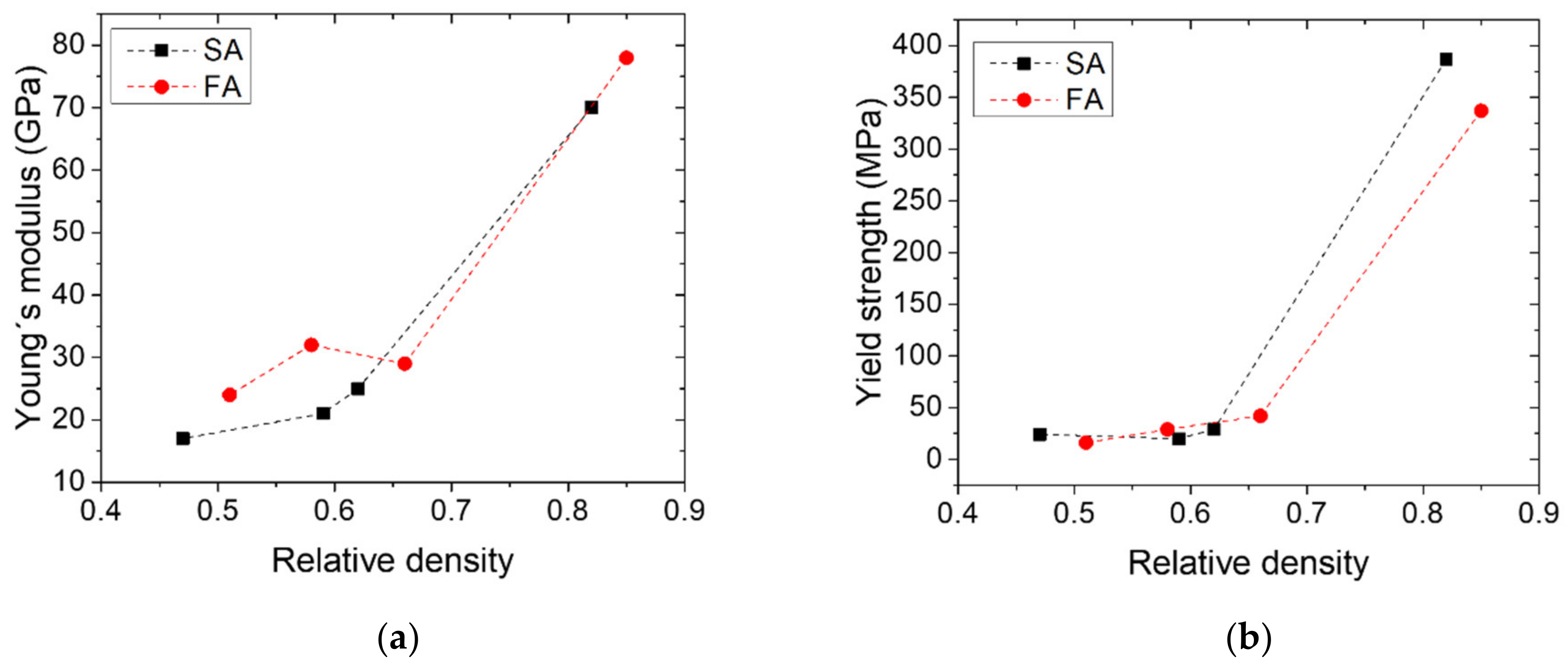
| Simple action die | 0% | 18.6 ± 0.1 | 26.4 ± 0.2 | 0.82 | 387 | 70 |
| 30% | 39.2 ± 0.6 | 44.1 ± 0.6 | 0.62 | 29 | 25 | |
| 40% | 41.0 ± 0.3 | 46.6 ± 0.2 | 0.59 | 20 | 21 | |
| 50% | 53.0 ± 0.6 | 57.8 ± 0.3 | 0.47 | 24 | 17 | |
| Floating-action die | 0% | 15.2 ± 0.2 | 23.7 ± 0.2 | 0.85 | 337 | 78 |
| 30% | 34.5 ± 0.6 | 40.8 ± 0.2 | 0.66 | 42 | 29 | |
| 40% | 41.5 ± 1.1 | 47.4 ± 0.2 | 0.58 | 29 | 32 | |
| 50% | 49.8 ± 2.7 | 53.8 ± 1.4 | 0.51 | 16 | 24 |
| Sample | Significance of Normality | Type of Test | Pvalue (α = 0.05) | Microhardness (HV0.2) | Microhardness (GPa) |
|---|---|---|---|---|---|
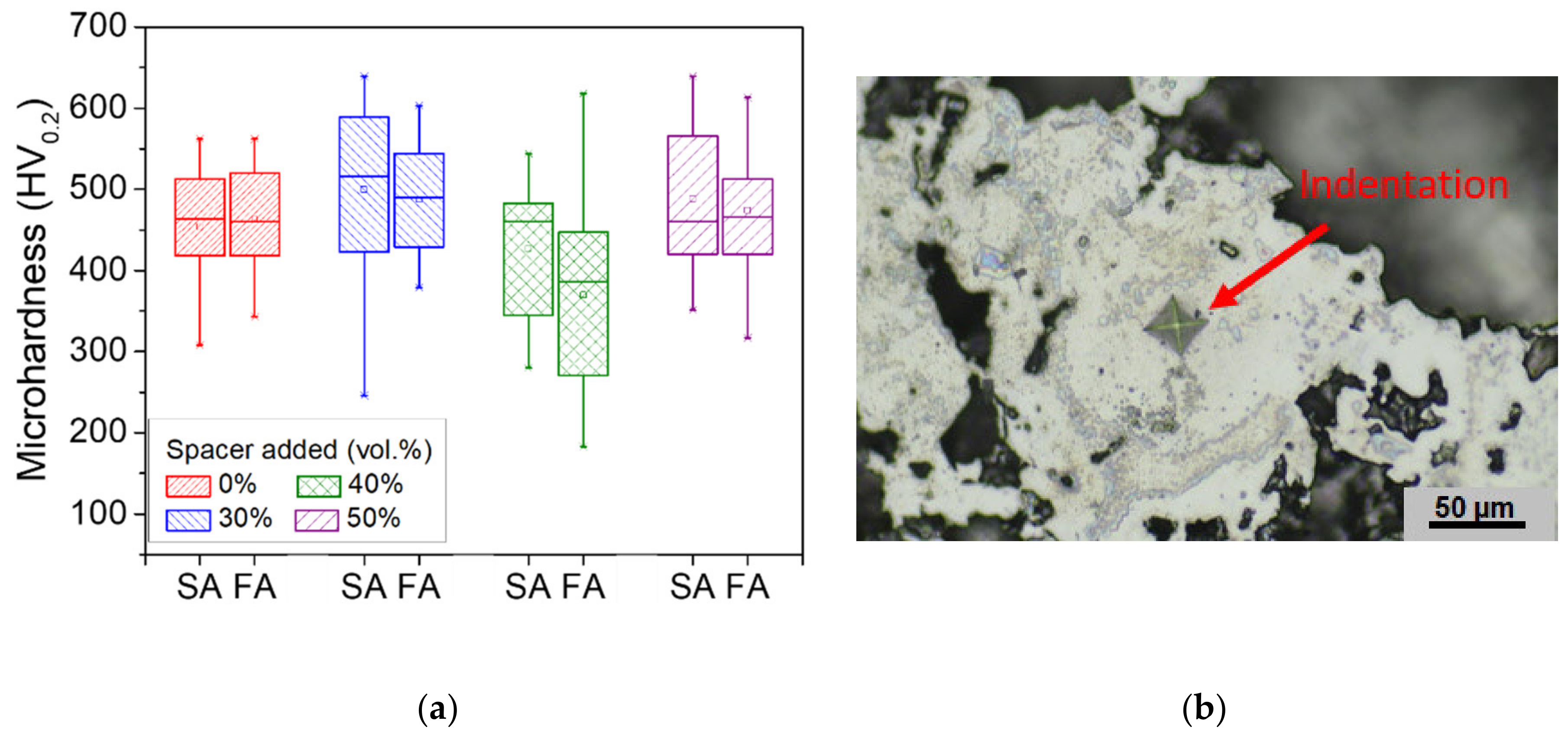
| 0% SA | 0.107 | T student | 0.399 | 447 | 4.384 |
| 0% FA | 0.544 | Mann-Whitney | 465 | 4.560 | |
| 30% SA | 0.039 | Mann-Whitney | 0.482 | 483 | 4.737 |
| 30% FA | 0.421 | Mann-Whitney | 478 | 4.688 | |
| 40% SA | 0.008 | Mann-Whitney | 0.126 | 411 | 4.031 |
| 40% FA | 0.334 | Mann-Whitney | 370 | 3.629 | |
| 50% SA | 0.214 | T-student | 0.408 | 477 | 4.678 |
| 50% FA | 0.153 | T-student | 455 | 4.462 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sauceda, S.; Lascano, S.; Béjar, L.; Neves, G.O.; Chicardi, E.; Salvo, C.; Aguilar, C. Study of the Effect of the Floating Die Compaction on Mechanical Properties of Titanium Foams. Metals 2020, 10, 1621. https://doi.org/10.3390/met10121621
Sauceda S, Lascano S, Béjar L, Neves GO, Chicardi E, Salvo C, Aguilar C. Study of the Effect of the Floating Die Compaction on Mechanical Properties of Titanium Foams. Metals. 2020; 10(12):1621. https://doi.org/10.3390/met10121621
Chicago/Turabian StyleSauceda, Sergio, Sheila Lascano, Luis Béjar, Guilherme O. Neves, Ernesto Chicardi, Christopher Salvo, and Claudio Aguilar. 2020. "Study of the Effect of the Floating Die Compaction on Mechanical Properties of Titanium Foams" Metals 10, no. 12: 1621. https://doi.org/10.3390/met10121621