Mechanical Properties of Friction Stir Welded AA1050-H14 and AA5083-H111 Joint: Sampling Aspect


Abstract
1. Introduction
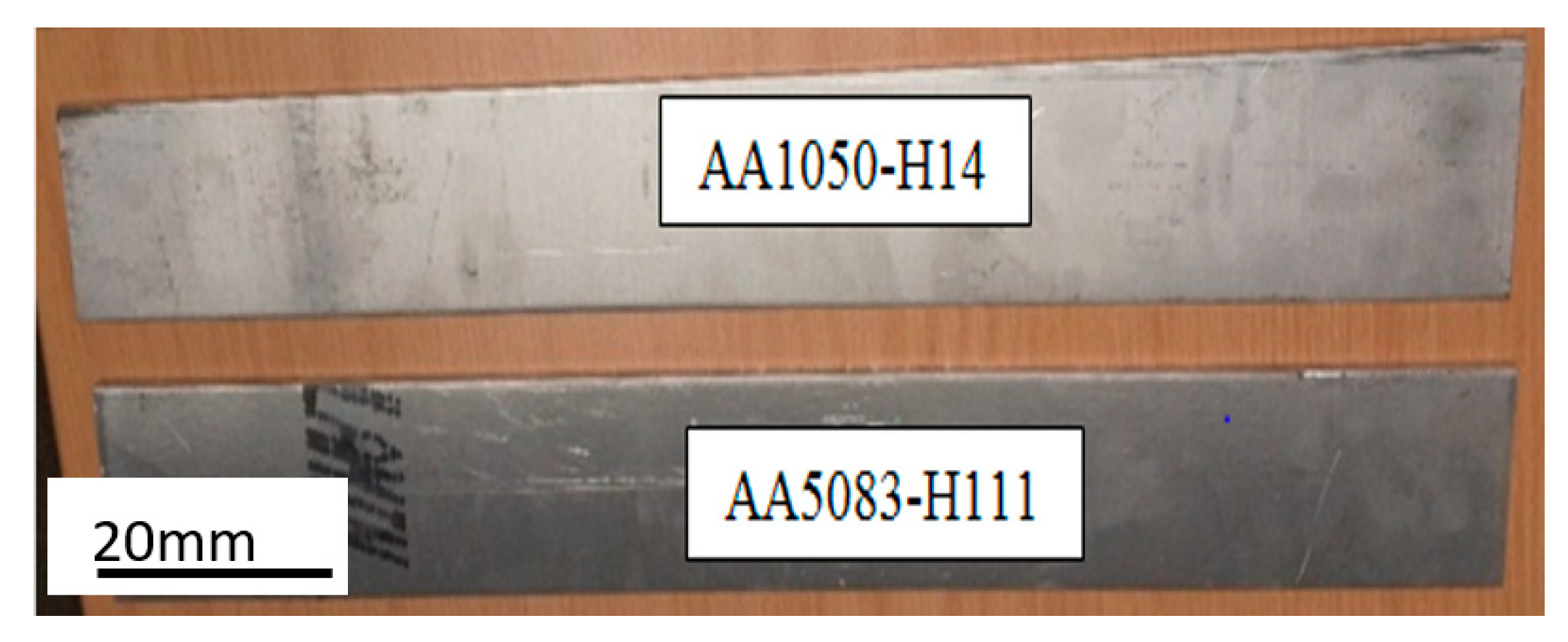
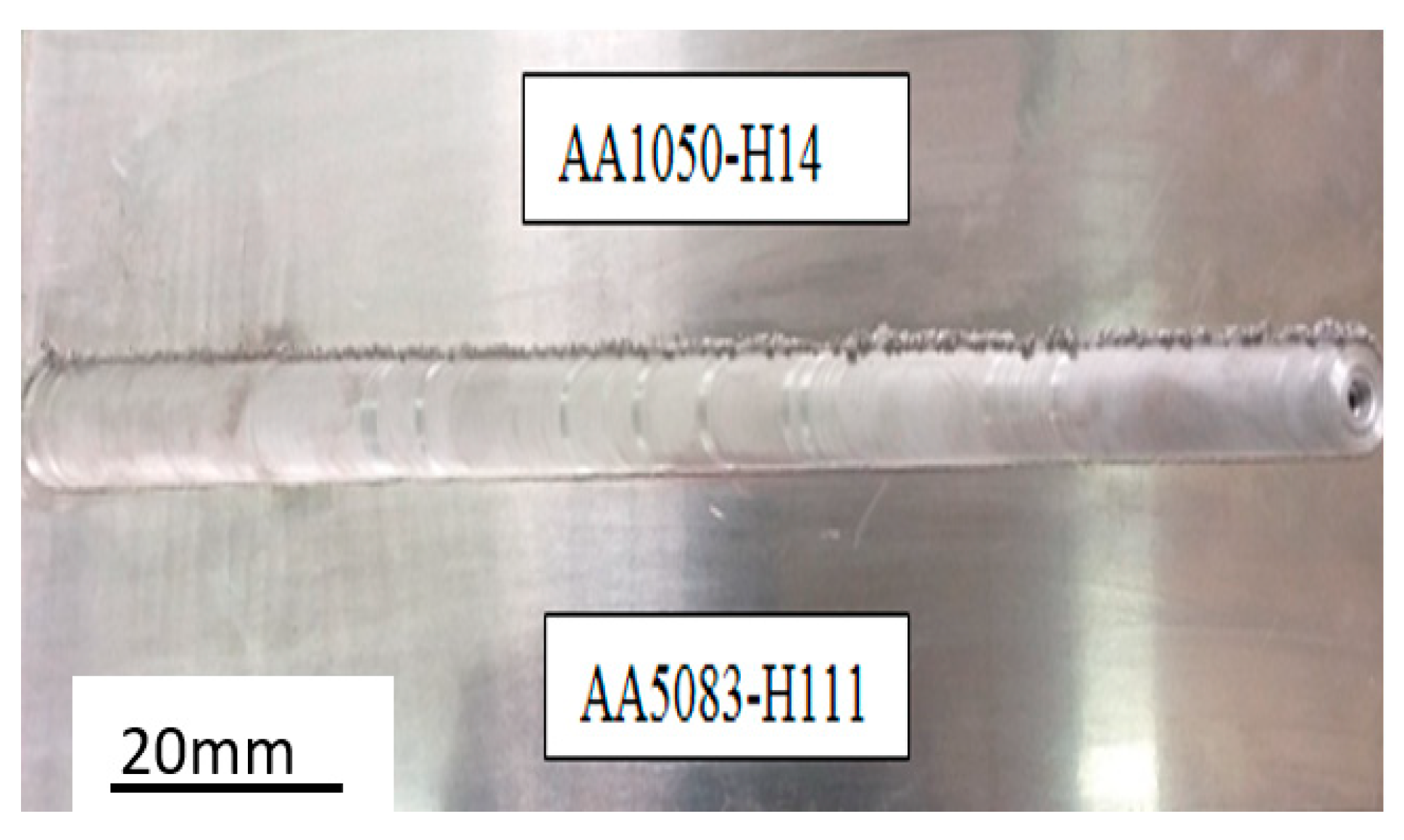
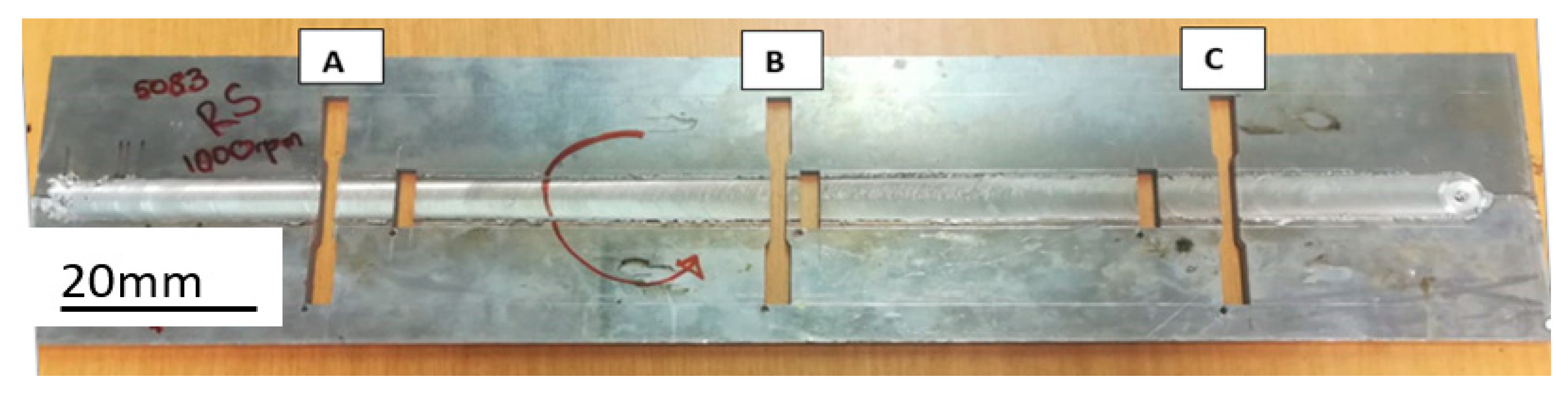
2. Experimental Procedure
3. Welded Joint Analysis
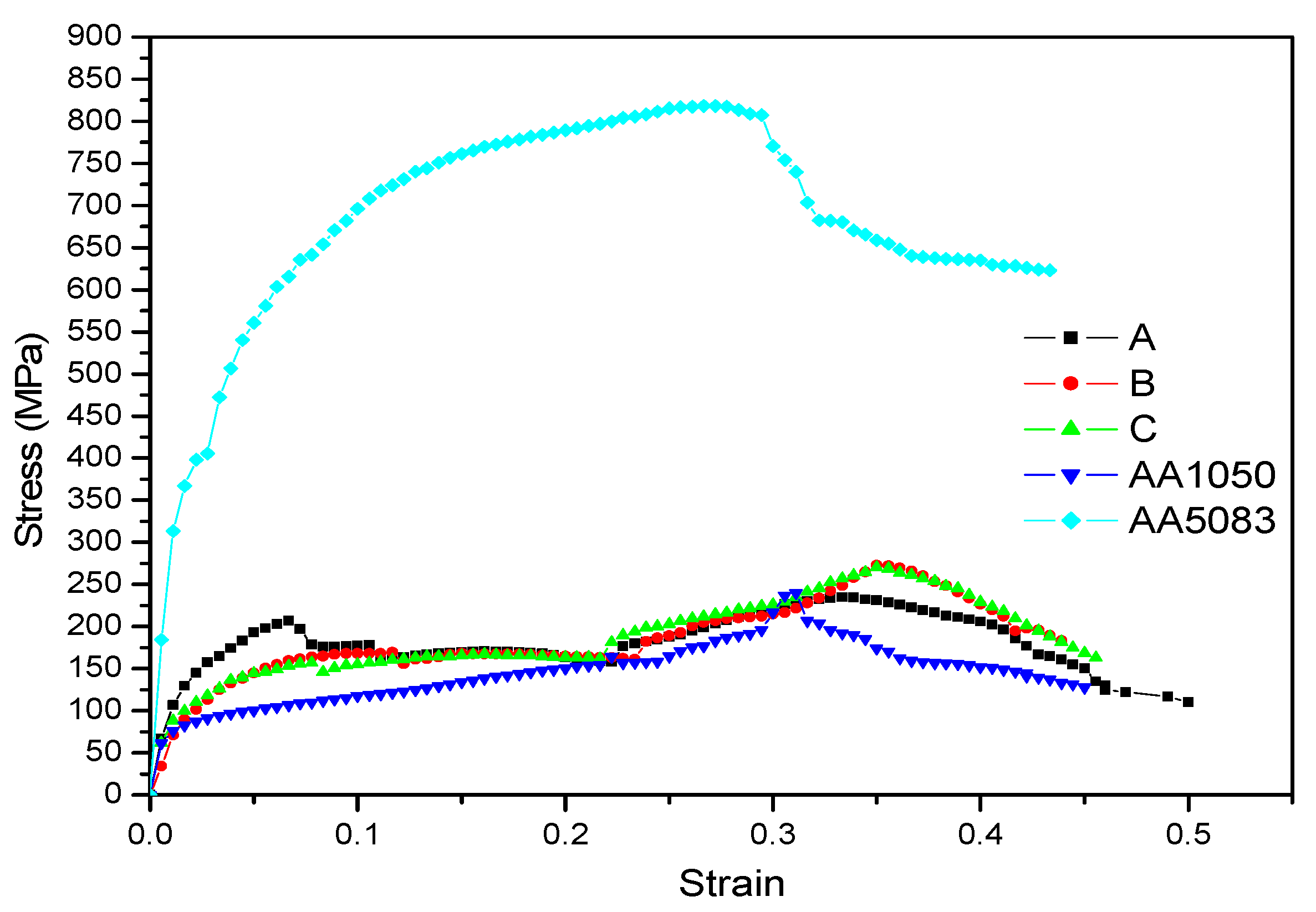
3.1. Tensile Test
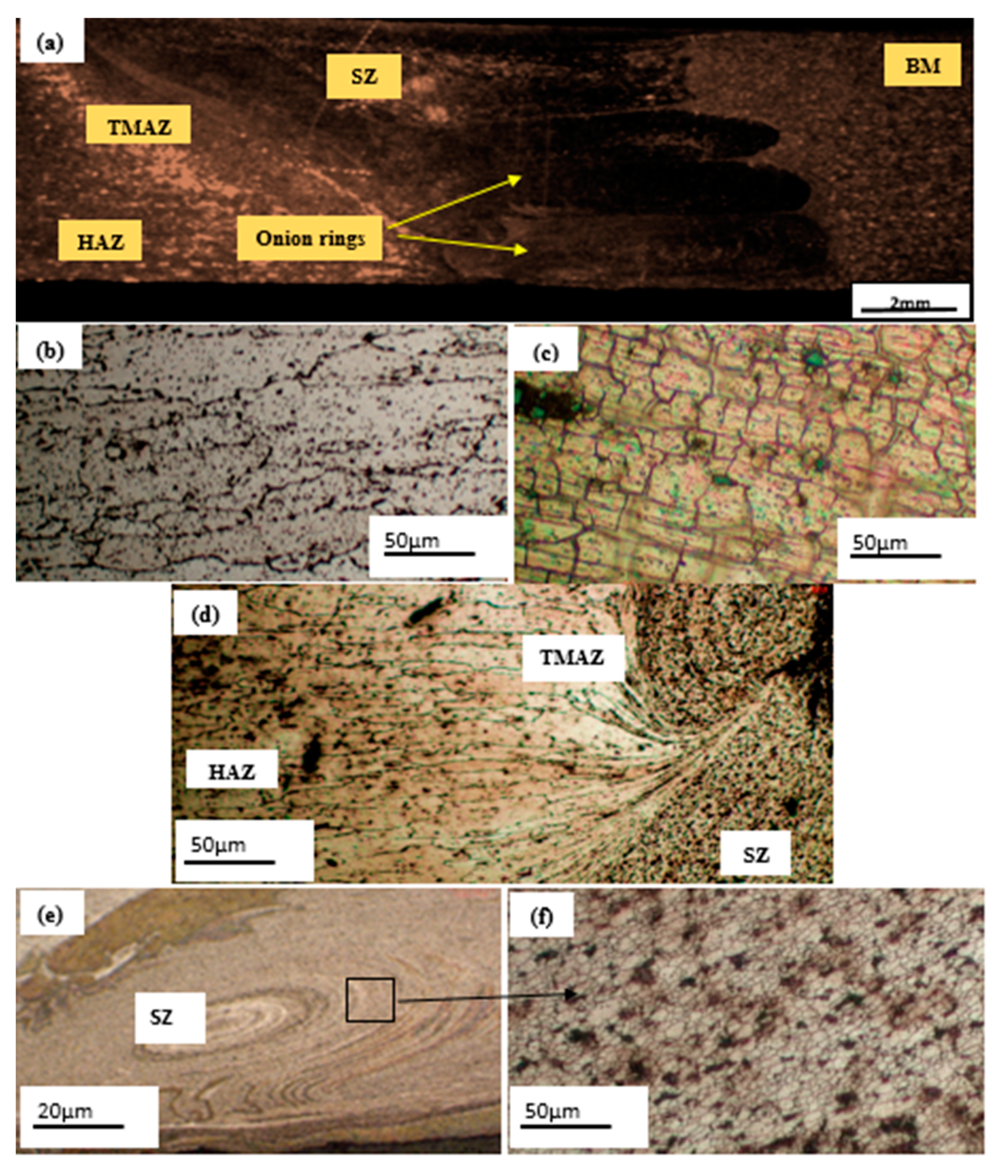
3.2. Microstructure Analysis
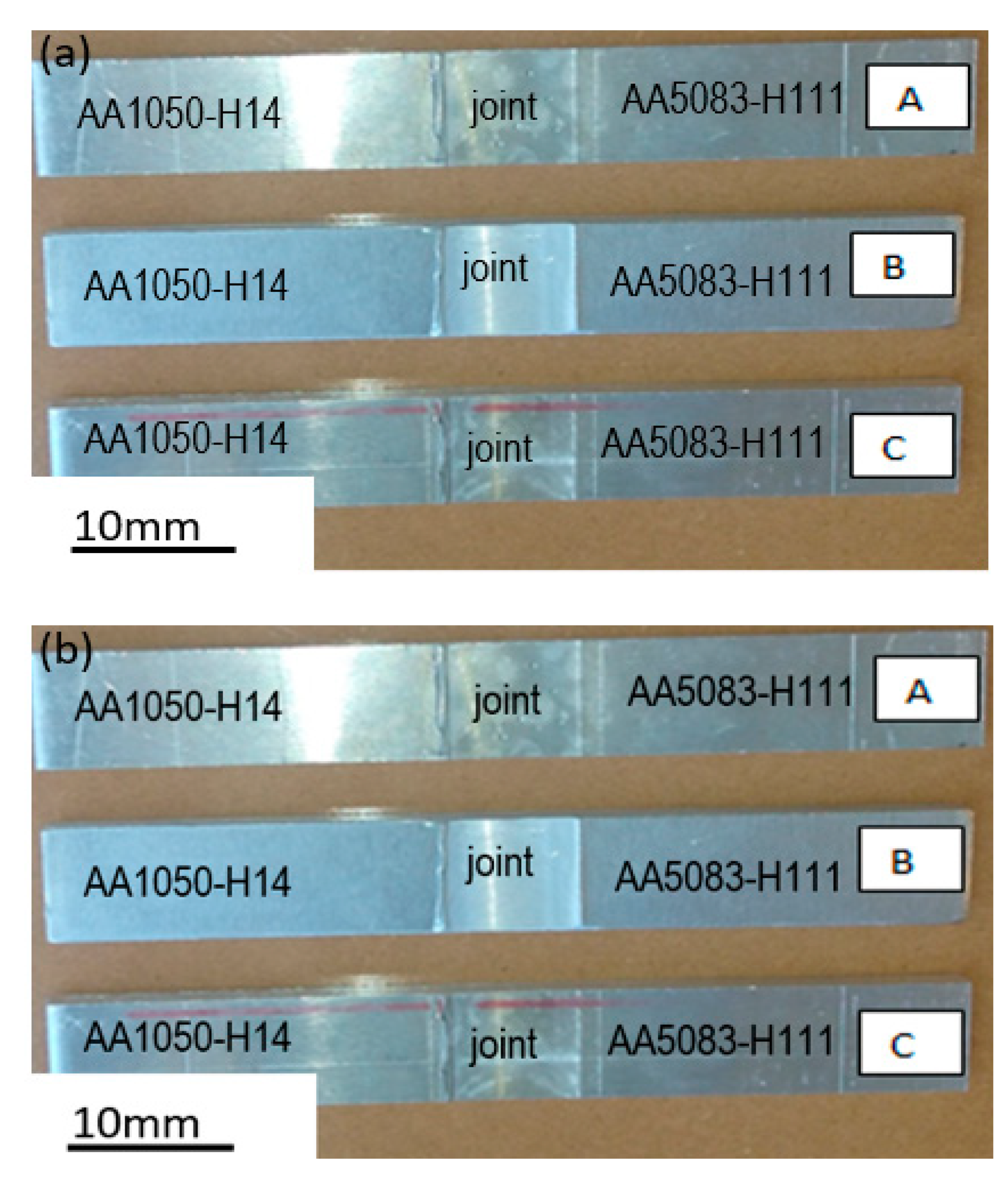
3.3. Bending Test
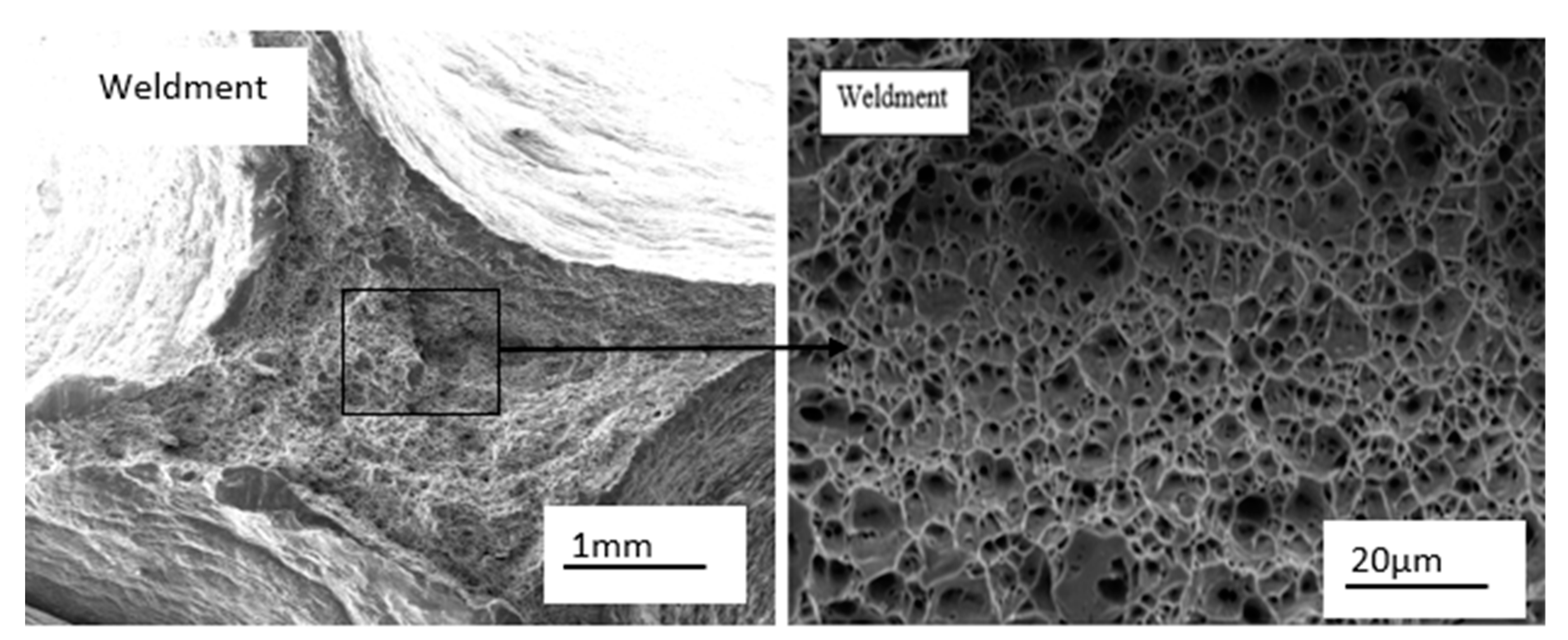
3.4. Scanning Electron Microscope (SEM)
4. Results and Discussion
4.1. Microstructure
4.2. Tensile Test
4.3. Bending Test
4.4. Scanning Electron Microscopy (SEM)
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Mahoney, W. Friction stir welding and processing. ASM Int. 2007, 1, 368. [Google Scholar]
- Thomas, W.; Nicholas, E. Friction stir welding for the transportation industries. Mat. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Genevois, C.; Deschamps, A.; Denquin, A.; Boisneau-Cottignies, B. Quantitative investigation of precipitation and mechanical behaviour for AA2024 friction stir welds. Act. Mat. 2005, 53, 2447–2458. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mat. Sc. Eng. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Farias, A.; Batalha, G.F.; Prados, E.F.; Magnabosco, R. Tool wear evaluations in friction stir processing of commercial titanium Ti-6Al-4V. Int. J. Sc.Techn. Fric. Lub. Wr. 2013, 302, 1327–1333. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Shukla, D.K.; Chandra, R. Friction Stir Welding of Aluminium Alloys: A review. Int. J. Mech. Aer. Ind. Mechat. Manuf. Eng. 2013, 7, 1326–1331. [Google Scholar]
- Liu, X.C.; Sun, Y.F.; Morisada, Y.; Fujii, H. Dynamics of rotational flow in friction stir welding of aluminium alloys. J. Mat. Proc. Tech. 2018, 252, 643–651. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Duarte, J.F.; Inácio, P.; Schell, N.; Miranda, R.M.; Santos, T.G. Production of Al/NiTi composites by friction stir welding assisted by electrical current. Mat. Des. 2017, 113, 311–318. [Google Scholar] [CrossRef]
- Nallusamy, S. Analysis of Welding Properties in FSW Aluminium 6351 Alloy Plates Added with Silicon Carbide Particles. Int. J. Eng. Res. Afr. 2016, 21, 110–117. [Google Scholar] [CrossRef]
- Soundarajan, V.; Yarrapareddy, E. Investigation of the friction stir lap welding of aluminium alloys AA 5182 and AA 6022. J. Mat. Eng. Perf. 2007, 16, 477–484. [Google Scholar] [CrossRef]
- Sadeesh, P.; Rajkumar, P.; Avinash, N.; Arivazhagan, K.; Narayanan, S. Studies on friction stir welding of AA 2024 and AA 6061 dissimilar metals. Proc. Eng. 2014, 75, 145–149. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Sheikhi, S.; dos Santos, J.F.; Bolfarini, C. Preliminary study on the microstructure and mechanical properties of dissimilar friction stir welds in aircraft aluminium alloys 2024-T351 and 6056-T4. J. Mat. Proc. Techn. 2008, 206, 132–142. [Google Scholar] [CrossRef]
- Biswas, P.; Kumar, D.A. Friction stir welding of aluminium alloy with varying tool geometry and process parameters. J. Eng. Man. 2011, 226, 641. [Google Scholar] [CrossRef]
- Kundu, J.; Singh, H. Friction stir welding of dissimilar Al alloys: Effect of process parameters on mechanical properties Friction stir welding of dissimilar Al alloys. Eng. Sol. Mech. 2016, 4, 125–132. [Google Scholar] [CrossRef]
- Hou, W.; Shen, Y.; Huang, G.; Yan, Y.; Guo, C.; Li, J. Dissimilar friction stir welding of aluminium alloys adopting a novel dual-pin tool: Microstructure evolution and mechanical properties. J. Man. Proc. 2018, 36, 613–620. [Google Scholar] [CrossRef]
- Niu, P.L.; Li, W.Y.; Chen, D.L. Strain hardening behaviour and mechanisms of friction stir welded dissimilar joints of aluminium alloys. Mat. Let. 2018, 231, 68–71. [Google Scholar] [CrossRef]
- Xia-wei, L.I.; Da-tong, Z.; Cheng, Q.I.U.; Wen, Z. Microstructure and mechanical properties of dissimilar pure copper / 1350 aluminium alloy butt joints by friction stir welding. Trans. Nonf. Met. Soc. China 2012, 22, 1298–1306. [Google Scholar]
- Kumbhar, N.T.; Bhanumurthy, K. Friction Stir Welding of Al 5052 with Al 6061 Alloys. J. Met. 2012, 2012, 1–7. [Google Scholar] [CrossRef]
- Kopyściański, M.; Węglowska, A.; Pietras, A.; Hamilton, C.; Dymek, S. Friction Stir Welding of Dissimilar Aluminium Alloys. K. Eng. Mat. 2016, 682, 31–37. [Google Scholar] [CrossRef]
- Ranjith, R.; Senthil Kumar, B. Joining of dissimilar aluminium alloys AA2014 T651 and AA6063 T651 by friction stir welding process. W. Trans. App. Theo. Mech. 2014, 9, 179–186. [Google Scholar]
- Sarsılmaz, F.; Çaydaş, U. Statistical analysis on mechanical properties of friction-stir-welded AA 1050/AA 5083 couples. Int. J. Adv. Man. Techn. 2009, 43, 248–255. [Google Scholar] [CrossRef]
- Choi, D.H.; Lee, C.Y.; Ahn, B.W.; Yeon, Y.M.; Park, S.H.C.; Sato, Y.S.; Kokawa, H.; Jung, S.B. Effect of fixed location variation in friction stir welding of steels with different carbon contents. Sc. Techn. Weld. Join. 2010, 15, 299–304. [Google Scholar] [CrossRef]
- Mouhri, S.E.; Essoussi, H.; Ettaqi, S.; Benayoun, S. Relationship between microstructure, residual stress, thermal aspect in friction stir welding of AA1050. Proc. Manuf. 2019, 32, 889–894. [Google Scholar] [CrossRef]
- Tsangaraki-Kaplanoglou, I.; Theohari, S.; Dimogerontakis, T.; Wang, Y.M.; Kuo, H.; Kia, S. Effect of alloy types on the anodizing process of aluminium. Surf. Coat. Tech. 2006, 200, 2634–2641. [Google Scholar] [CrossRef]
- Sameer, M.D.; Birru, A.K. Mechanical and metallurgical properties of friction stir welded dissimilar joints of AZ91 magnesium alloy and AA 6082-T6 aluminium alloy. J. Magn. All. 2019, 7, 264–271. [Google Scholar]
- Azeez, S.; Mashinini, M.; Akinlabi, E. Sustainability of friction stir welded AA6082 plates through post-weld solution heat treatment. Proc. Manuf. 2019, 33, 27–34. [Google Scholar] [CrossRef]
- Fattah-alhosseini, A.; Naseri, M.; Gholami, D.; Imantalab, O.; Attarzadeh, F.R.; Keshavarz, M.K. Microstructure and corrosion characterization of the nugget region in dissimilar friction-stir-welded AA5083 and AA1050. J. Mater. Sci. 2019, 54, 777–790. [Google Scholar] [CrossRef]
- Annual Book of ASTM Standards. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Koilraj, M.; Sundareswaran, V.; Vijayan, S.; Koteswara Rao, S.R. Friction stir welding of dissimilar aluminium alloys AA2219 to AA5083-Optimisation of process parameters using Taguchi technique. Mat. Des. 2012, 42, 1–7. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Wang, G.; Wang, F.; Vairis, A.; Niu, P. Friction Stir Welding of Dissimilar Aluminum Alloy Combinations: State-of-the-Art. Metals 2019, 9, 270. [Google Scholar] [CrossRef]
- Jesusa, J.S.; Gruppelaara, M.; Costaa, J.M.; Loureiroa, A.; Ferreira, J.A.M. Effect of geometrical parameters on Friction Stir Welding of AA 5083-H111 T-joint. Proc. Str. Int. 2016, 1, 242–248. [Google Scholar] [CrossRef]
- Sato, Y.; Urata, M.; Kokawa, H.; Ikeda, K. Hall–Petch relationship in friction stir welds of equal channel angular-pressed aluminium alloys. Mat. Sc. Eng. 2003, 354, 298–305. [Google Scholar] [CrossRef]
- Li, P.; Chen, S.; Dong, H.; Ji, H.; Li, Y.; Guo, X.; Yang, G.; Zhang, X.; Han, X. Interfacial microstructure and mechanical properties of dissimilar aluminium/steel joint fabricated via refilled friction stir spot welding. J. Man. Proc. 2020, 49, 385–396. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rotational Speed (rpm) | Traverse Speed (mm/min) | Tilt Angle (°) |
|---|---|---|
| 1000 | 30 | 2 |
| Material | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| AA1050-H14 | 0.10 | 0.29 | 0.01 | - | 0.02 | - | 0.01 | 0.02 | Balance |
| AA5083-H111 | 0.14 | 0.20 | 0.01 | 0.65 | 4.62 | 0.10 | 0.01 | 0.01 | Balance |
| Specimen | Ultimate Tensile Strength (UTS) (MPa) | Percentage Elongation |
|---|---|---|
| A | 50.67 | 19% |
| B | 66.47 | 25% |
| C | 63.19 | 26% |
| 1050 Parent | 104.89 | 23.5% |
| 5083 Parent | 326.75 | 33.5% |
| Specimen | Flexural Strength (MPa) | Flexural Strain |
|---|---|---|
| Face | - | - |
| A | 240.56 | 0.43 |
| B | 180.38 | 0.41 |
| C | 235.88 | 0.39 |
| Average stress | 218.94 | - |
| Root | - | - |
| A | 234.75 | 0.5 |
| B | 272.25 | 0.44 |
| C | 270 | 0.45 |
| Average stress | 259 | - |
| Parent Materials | - | - |
| AA1050-H14 | 240.19 | 0.46 |
| AA5083 | 818.44 | 0.44 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Msomi, V.; Mbana, N. Mechanical Properties of Friction Stir Welded AA1050-H14 and AA5083-H111 Joint: Sampling Aspect. Metals 2020, 10, 214. https://doi.org/10.3390/met10020214
Msomi V, Mbana N. Mechanical Properties of Friction Stir Welded AA1050-H14 and AA5083-H111 Joint: Sampling Aspect. Metals. 2020; 10(2):214. https://doi.org/10.3390/met10020214
Chicago/Turabian StyleMsomi, Velaphi, and Nontle Mbana. 2020. "Mechanical Properties of Friction Stir Welded AA1050-H14 and AA5083-H111 Joint: Sampling Aspect" Metals 10, no. 2: 214. https://doi.org/10.3390/met10020214
APA StyleMsomi, V., & Mbana, N. (2020). Mechanical Properties of Friction Stir Welded AA1050-H14 and AA5083-H111 Joint: Sampling Aspect. Metals, 10(2), 214. https://doi.org/10.3390/met10020214