Dependence of the Clogging Possibility of the Submerged Entry Nozzle during Steel Continuous Casting Process on the Liquid Fraction of Non-Metallic Inclusions in the Molten Al-Killed Ca-Treated Steel


Abstract
:1. Introduction
2. Production Process of the Steel and Analysis of Non-Metallic Inclusions in the Steel
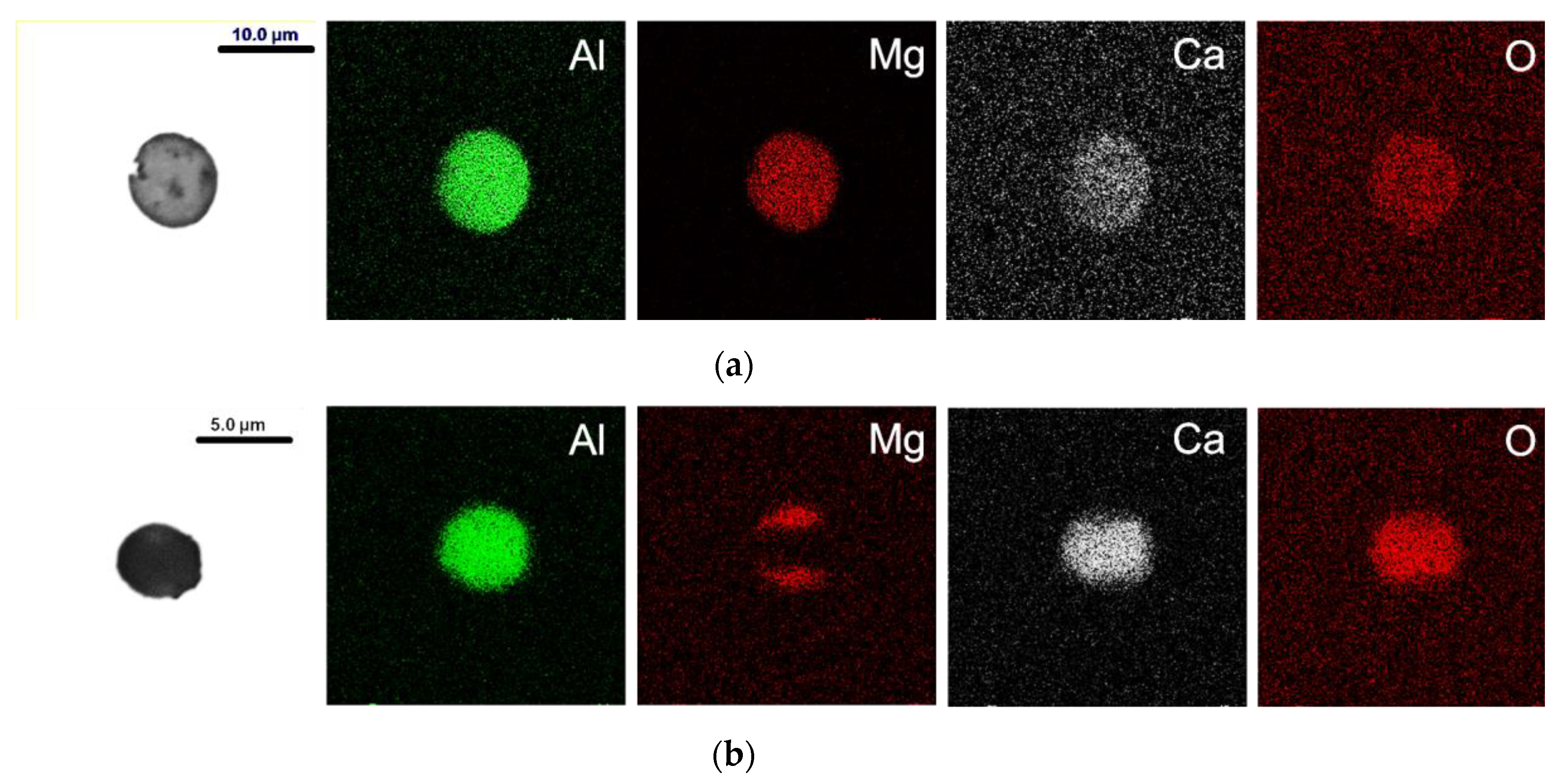
3. Analysis of SEN Clogging Materials
4. Inclusions in the Steel
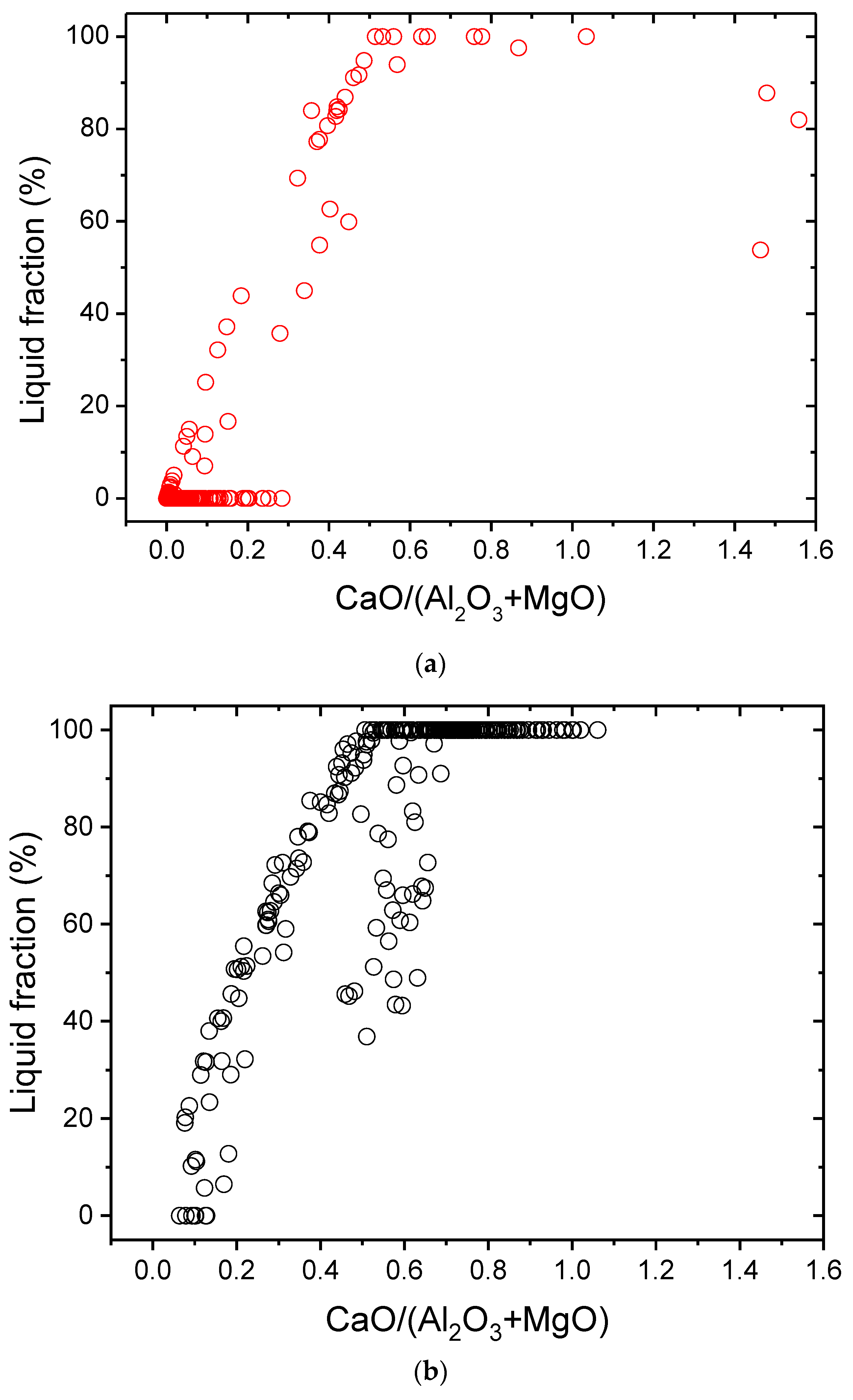
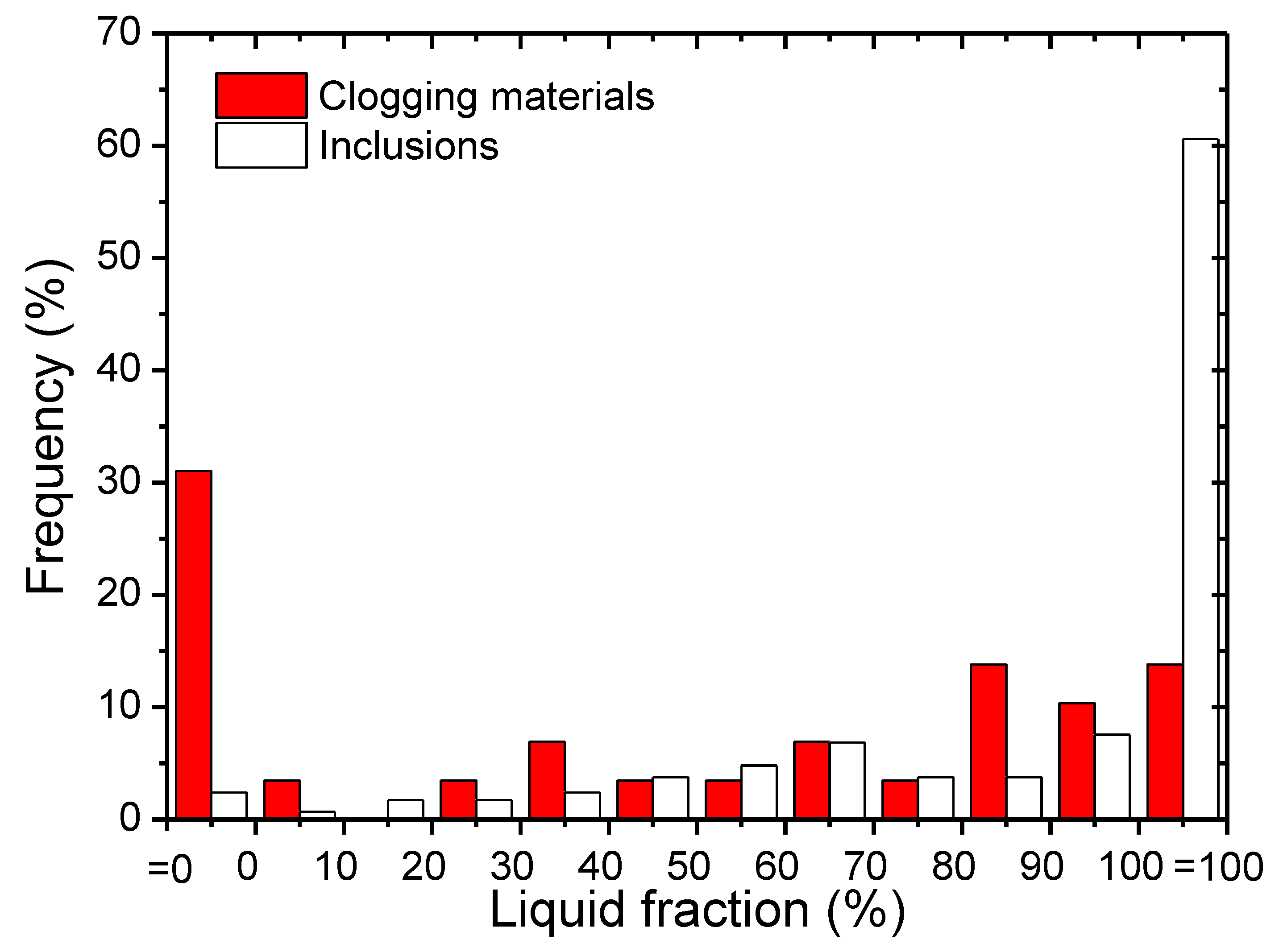
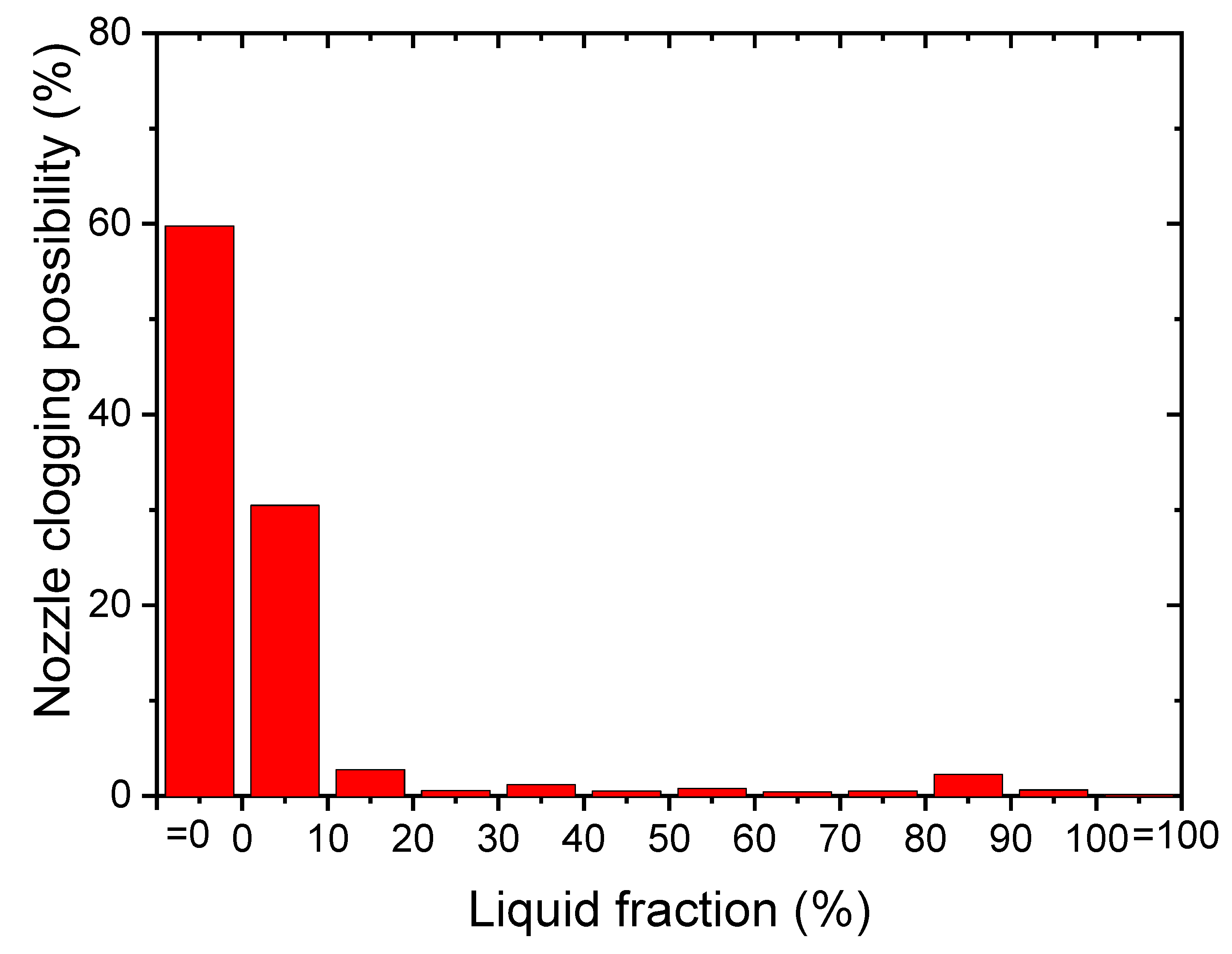
5. Inclusion Liquid Fraction and Clogging Possibility
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yu, J.; Yang, X.; Liu, Z.; Hou, X.; Yin, Z. Anti-clogging of submerged entry nozzle through control of electrical characteristics. Ceram. Int. 2017, 43, 13025–13029. [Google Scholar] [CrossRef]
- Yang, X.; Yu, J.; Liu, Z.; Hou, X.; Ma, B. The charged characteristics of the submerged entry nozzle used for continuous casting. Ceram. Int. 2017, 43, 2881–2883. [Google Scholar] [CrossRef]
- Shen, P.; Zhang, L.; Zhou, H.; Ren, Y.; Wang, Y. Wettability between Fe-Al alloy and sintered MgO. Ceram. Int. 2017, 43, 7646–7681. [Google Scholar] [CrossRef] [Green Version]
- Park, J.H.; Todoroki, H. Control of MgO Al2O3 spinel inclusions in stainless steels. ISIJ Int. 2010, 50, 1333–1346. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Thomas, B.G. State of the art in evaluation and control of steel cleanliness. ISIJ Int. 2003, 43, 271–291. [Google Scholar] [CrossRef] [Green Version]
- Deng, X.; Ji, C.; Dong, W.; Li, L.; Yin, X.; Yang, Y.; McLean, A. Distribution of macro-inclusions in low carbon aluminium-killed steel slabs. Ironmak. Steelmak. 2018, 45, 592–602. [Google Scholar] [CrossRef]
- Long, M.; Zuo, X.; Zhang, L.; Chen, D. Kinetic modeling on nozzle clogging during steel billet continuous casting. ISIJ Int. 2010, 50, 712–720. [Google Scholar] [CrossRef] [Green Version]
- Deng, Z.; Zhu, M.; Zhou, Y.; Du, S. Attachment of alumina on the wall of submerged entry nozzle during continuous casting of al-killed steel. Metall. Mater. Trans. B 2016, 47, 2015–2025. [Google Scholar] [CrossRef]
- Todoroki, H.; Kirihara, F.; Kanbe, Y.; Miyazaki, Y. Effect of compositions of non-metallic inclusions on CC nozzle clogging of a Fe-Cr-Ni-Mo system stainless steel. Tetsu-to-Hagane 2014, 100, 539–547. [Google Scholar] [CrossRef] [Green Version]
- Andersson, M.; Appelberg, J.; Tilliander, A.; Nakajima, K.; Shibata, H.; Kitamura, S.-Y.; Jonsson, L.; Jönsson, P. Some aspects on grain refining additions with focus on clogging during casting. ISIJ Int. 2006, 46, 814–823. [Google Scholar] [CrossRef] [Green Version]
- Sasai, K.; Mizukami, Y. Reaction mechanism between alumina graphite immersion nozzle and low carbon steel. ISIJ Int. 1994, 34, 802–809. [Google Scholar] [CrossRef]
- Sasai, K.; Mizukami, Y. Reaction rate betweem alumina graphite immersion nozzle and low carbon steel. ISIJ Int. 1995, 35, 26–33. [Google Scholar] [CrossRef]
- Vermeulen, Y.; Coletti, B.; Blanpain, B.; Vleugels, J. Material evalutation to prevent nozzle clogging during continuous casting of Al-killed steels. ISIJ Int. 2002, 42, 1234–1240. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.S.; Song, H.S.; Lee, Y.D.; Chung, Y.; Cramb, A.W. Clogging of the Submerged Entry Nozzle During the Casting of Titanium Bearing Stainless Steels. In Proceedings of the 80th Steelmaking Conference, Chicago, IL, USA, 13–16 April 1997; pp. 145–152. [Google Scholar]
- Farrell, J.W.; Hilty, D.C. Steel Flow Through Nozzles: Influence of Deoxidizers.(Retroactive Coverage). In Proceedings of the Electric Furnace, Toronto, ON, Canada, 8–10 December 1971; pp. 31–46. [Google Scholar]
- Basu, S.; Choudhary, S.K.; Girase, N.U. Nozzle clogging behaviour of ti-bearing al-killed ultra low carbon steel. ISIJ Int. 2004, 44, 1653–1660. [Google Scholar] [CrossRef]
- Tuttle, R.B.; Smith, J.D.; Peaslee, K.D. Casting simulation of calcium titanate and calcium zirconate nozzles for continuous casting of aluminum-killed steels. Metall. Mater. Trans. B 2007, 38, 101–108. [Google Scholar] [CrossRef]
- Tsukaguchi, Y.; Hayashi, H.; Kurimoto, H.; Yokoya, S.; Marukawa, K.; Tanaka, T. Development of swirling-flow submerged entry nozzles for slab casting. Tetsu-to-Hagane 2011, 50, 721–729. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.; Wang, Q.; Zhang, L.; Li, J.; Peaslee, K. Formation and modification of MgO·Al2O3-based inclusions in alloy steels. Metall. Mater. Trans. B 2012, 43, 731–750. [Google Scholar] [CrossRef]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.S.; Oltmann, H.G.; Pretorius, E.B. Calcium modification of spinel inclusions in aluminum-killed steel: Reaction Steps. Metall. Mater. Trans. B 2012, 43, 830–840. [Google Scholar] [CrossRef]
- Lind, M.; Holappa, L. Transformation of alumina inclusions by calcium treatment. Metall. Mater. Trans. B 2010, 41B, 359–366. [Google Scholar] [CrossRef]
- Ito, Y.-I.; Suda, M.; Kato, Y.; Nakato, H.; Sorimachi, K. Kinetics of shape control of alumina inclusions with calcium treatment in line pipe steel for sour service. ISIJ Int. 1996, 36, S148–S150. [Google Scholar] [CrossRef] [Green Version]
- Higuchi, Y.; Mitsuhiro, M.; Fukagawa, S. Inclusion modification by calcium treatment. ISIJ Int. 1996, 36, S151–S154. [Google Scholar] [CrossRef] [Green Version]
- Zhao, D.; Li, H.; Bao, C.; Yang, J. Inclusion evolution during modification of alumina inclusions by calcium in liquid steel and deformation during hot rolling process. ISIJ Int. 2015, 55, 2115–2124. [Google Scholar] [CrossRef] [Green Version]
- Ren, Y.; Zhang, L.; Li, S. Transient evolution of inclusions during calcium modification in linepipe steels. ISIJ Int. 2014, 54, 2772–2779. [Google Scholar] [CrossRef] [Green Version]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.; Lind, M.; Story, S. transient inclusion evolution during modification of alumina inclusions by calcium in liquid steel: Part I. Background, experimental techniques and analysis methods. Metall. Mater. Trans. B 2011, 42, 711–719. [Google Scholar] [CrossRef]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.; Lind, M.; Story, S. Transient inclusion evolution during modification of alumina inclusions by calcium in liquid steel: Part II. Results and discussion. Metall. Mater. Trans. B 2011, 42, 720–729. [Google Scholar] [CrossRef]
- Park, J.H.; Lee, S.B.; Kim, D.S. Inclusion control of ferritic stainless steel by aluminum deoxidation and calcium treatment. Metall. Mater. Trans. B 2005, 36, 67–73. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, Y.; Zhang, L. A kinetic model for Ca treatment of Al-killed steels using FactSage macro processing. Ironmak. Steelmak. 2016, 44, 497–504. [Google Scholar] [CrossRef]
- Li, S.; Ren, Y.; Zhang, L.; Yang, W. Study on CaO and CaS inclusions in pipeline steel during refining process. J. Univ. Sci. Technol. Beijing 2014, 36, 168–172. [Google Scholar]
- Wang, X.; Li, X.; Li, Q.; Huang, F.; Li, H.; Yang, J. Control of stringer shaped non-metallic inclusions of CaO–Al2O3 system in API X80 linepipe steel plates. Steel Res. Int. 2014, 85, 155–163. [Google Scholar] [CrossRef]
- Sugimura, T.; Deura, T.; Sakamoto, K.; Sukenaga, S.; Saito, N.; Nakashima, K. Effect of Li2O addition on crystallization behavior of CaO-Al2O3-MgO based inclusions. ISIJ Int. 2011, 51, 1982–1986. [Google Scholar] [CrossRef] [Green Version]
- Jung, S.S.; Sohn, I. Crystallization behavior of the CaO-Al2O3-MgO system studied with a confocal laser scanning microscope. Metall. Mater. Trans. B 2012, 43, 1530–1539. [Google Scholar] [CrossRef]
- Cramb, A.W.; Jimbo, I. Interfacial consideration in continuous casting. Trans. ISS 1989, 16, 43–55. [Google Scholar]
- Young, T. An essay on the cohesion of fluids. Philosoph. Trans. R. Soc. Lond. 1805, 86, 35. [Google Scholar]
- Gaye, H.; Lucas, L.D.; Olette, M.; Riboud, P.V. Metal-slag interfacial properties: Equilibrium values and “dynamic” phenomena. Can. Metall. Quart. 1984, 23, 179–191. [Google Scholar] [CrossRef]
- Shinozaki, N.; Echida, N.; Mukai, K.; Takahashi, Y.; Tanaka, Y. Wettability of Al2O3-MgO, ZrO2-CaO, Al2O3-CaO substrates with molten iron. Tetsu-to-Hagane 1994, 80, 748–753. [Google Scholar] [CrossRef] [Green Version]
- Kapilashrami, E.; Jakobsson, A.; Seetharaman, S.; Lahiri, A.K. Studies of the wetting characteristics of liquid iron on dense alumina by the X-ray sessile drop technique. Metall. Mater. Trans. B 2003, 34, 193–199. [Google Scholar] [CrossRef]
- Zhao, L.; Sahajwalla, V. Interfacial phenomena during wetting of graphite/alumina mixtures by liquid iron. ISIJ Int. 2003, 43, 1–6. [Google Scholar] [CrossRef]
- Yoshikawa, T.; Motosugi, K.; Tanaka, T.; Ueda, M. Wetting behaviors of steels containing Al and Al-S on solid CaO. Tetsu-to-Hagane 2011, 97, 361–368. [Google Scholar] [CrossRef]
- Adachi, A.; Ogino, K.; Suetaki, T.; Saito, T. Effect of slag composition on interfacial tension between molten steel and slag. Tetsu-to-Hagane 1965, 51, 177–183. [Google Scholar]
- Bretonnet, J.L.; Lucas, L.D.; Olette, M. Experimental method for the study of the interfacial properties between liquid metals and liquid slags. Seances Acad. Sci. 1975, 280, 19. [Google Scholar]
- Nogi, K.; Ogino, K. Role of interfacial phenomena in deoxidation process of molten iron. Can. Metall. Quart. 1983, 22, 19–28. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| (C) | (Si) | (Mn) | T.S | T.O | T.Al | T.Mg | T.Ca |
|---|---|---|---|---|---|---|---|
| 0.06 | 0.23 | 1.6 | 0.0014 | 0.0015 | 0.035 | 0.0004 | 0.0012 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, W.; Wang, Y.; Wang, W.; Ren, Y.; Zhang, L. Dependence of the Clogging Possibility of the Submerged Entry Nozzle during Steel Continuous Casting Process on the Liquid Fraction of Non-Metallic Inclusions in the Molten Al-Killed Ca-Treated Steel. Metals 2020, 10, 1205. https://doi.org/10.3390/met10091205
Li W, Wang Y, Wang W, Ren Y, Zhang L. Dependence of the Clogging Possibility of the Submerged Entry Nozzle during Steel Continuous Casting Process on the Liquid Fraction of Non-Metallic Inclusions in the Molten Al-Killed Ca-Treated Steel. Metals. 2020; 10(9):1205. https://doi.org/10.3390/met10091205
Chicago/Turabian StyleLi, Weifu, Yi Wang, Weijian Wang, Ying Ren, and Lifeng Zhang. 2020. "Dependence of the Clogging Possibility of the Submerged Entry Nozzle during Steel Continuous Casting Process on the Liquid Fraction of Non-Metallic Inclusions in the Molten Al-Killed Ca-Treated Steel" Metals 10, no. 9: 1205. https://doi.org/10.3390/met10091205