
Redistribution of Grain Boundary Misorientation and Residual Stresses of Thermomechanically Simulated Welding in an Intercritically Reheated Coarse Grained Heat Affected Zone
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
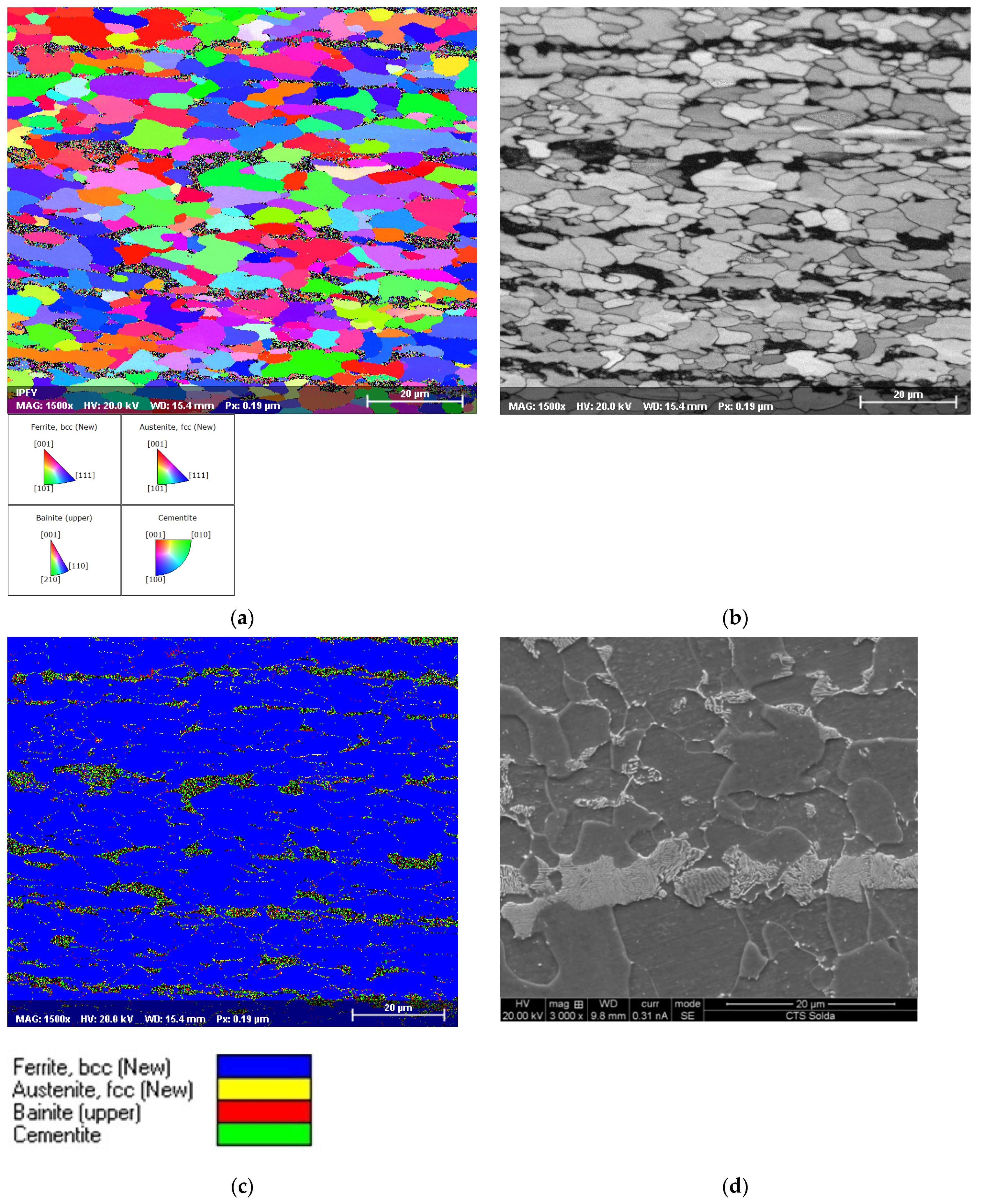
3.1. Microstructure of Base Material Obtained by Thermomechanical Simulation
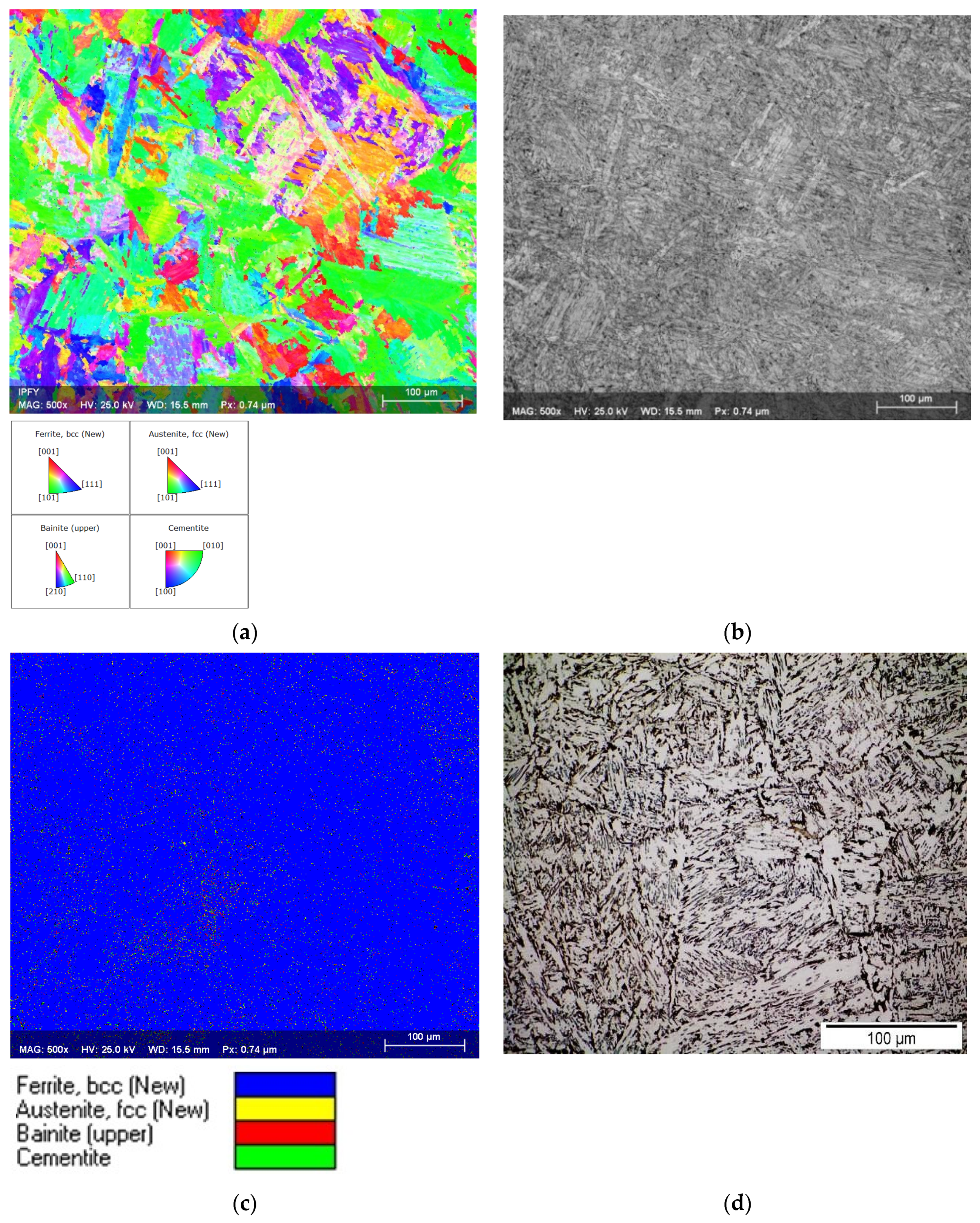
3.2. Microstructure IC CGHAZ Simulated Thermomechanically
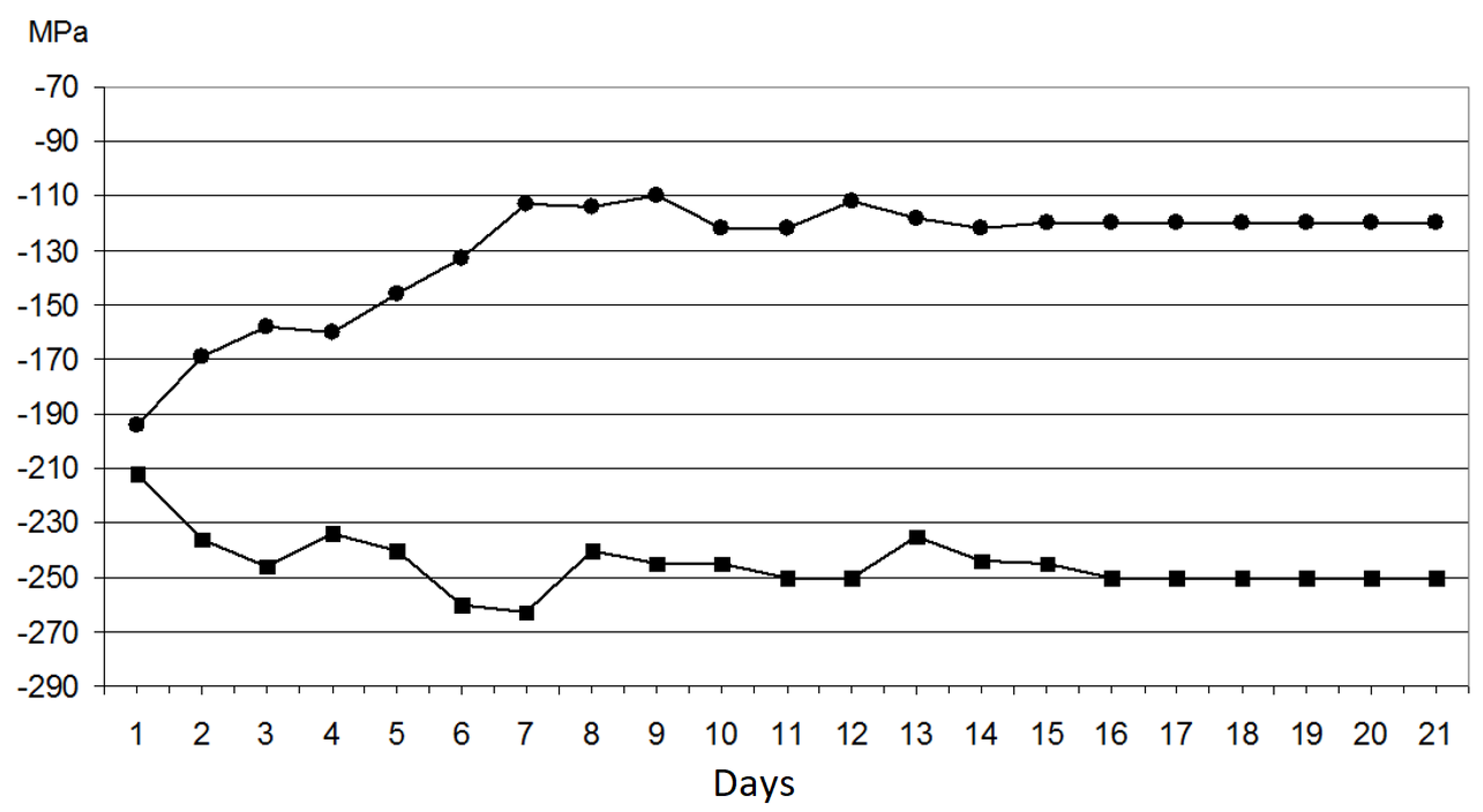
3.3. Redistribution of the Residual Tension
3.4. Redistribution of Misorientation in Microstructure
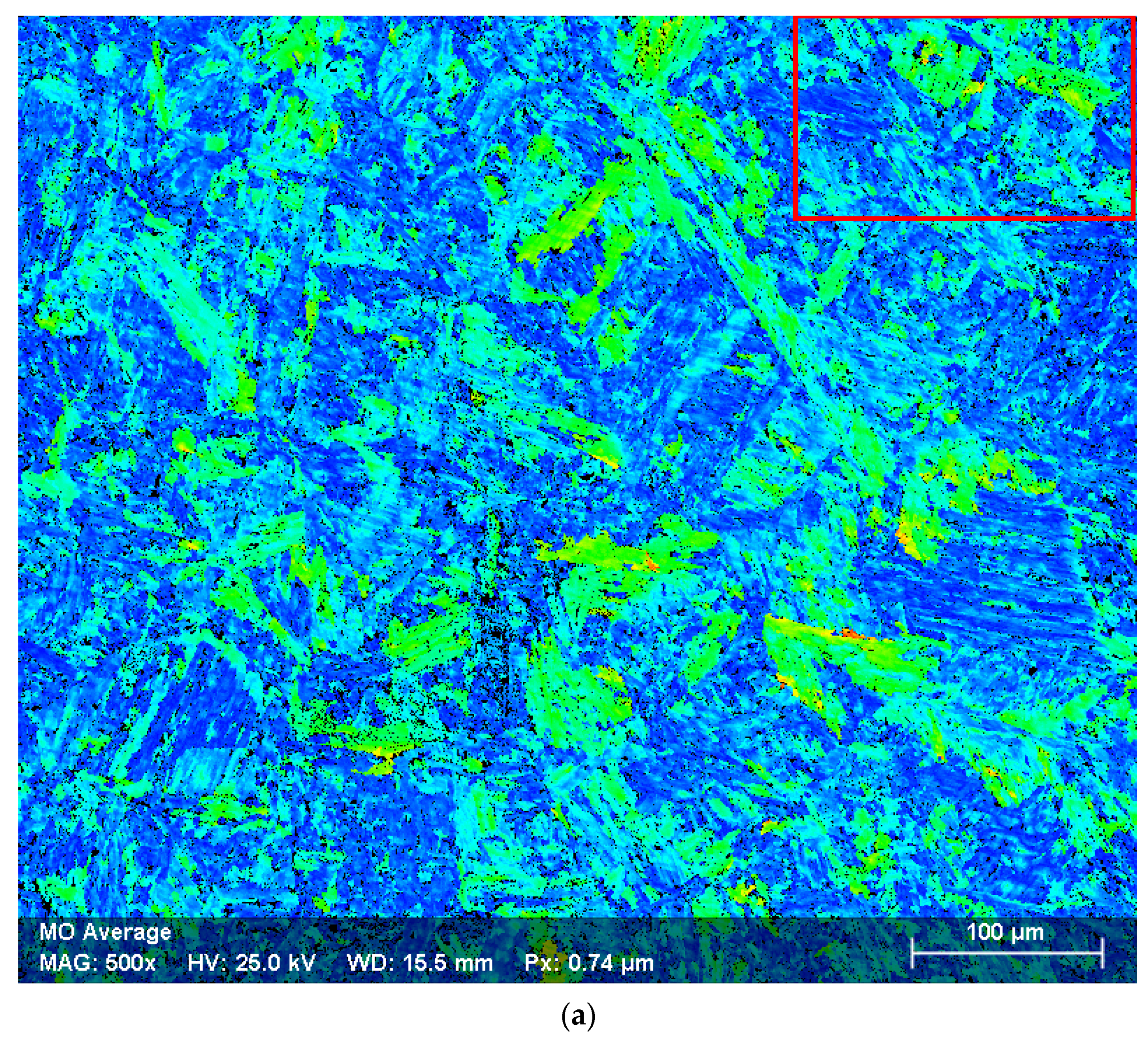
3.4.1. Redistribution of KAM
3.4.2. Redistribution of GAM
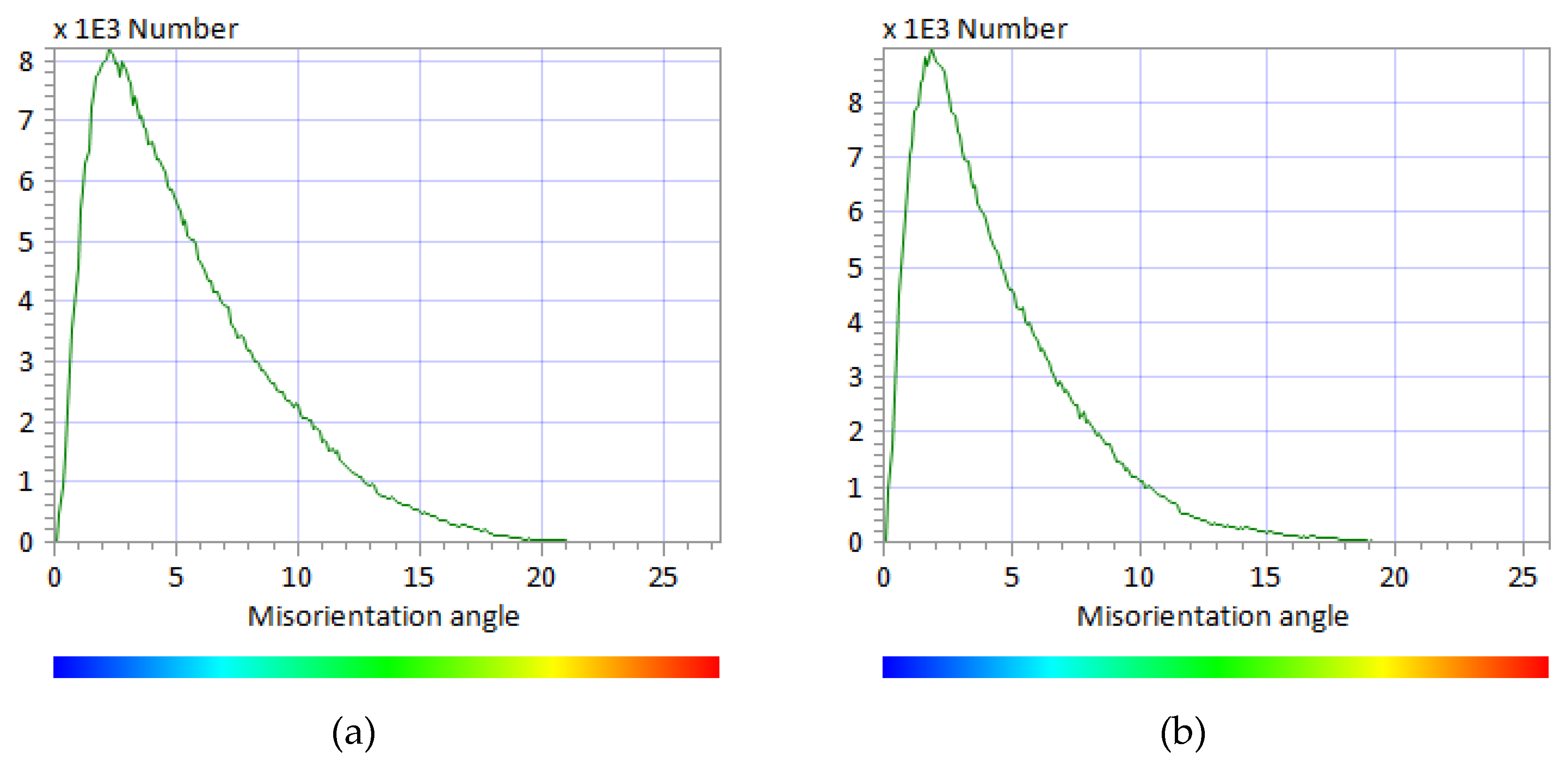
3.4.3. Redistribution of Grain Boundaries
4. Discussion
4.1. Microstructure of Base Metal and IC CGHAZ
4.2. Redistribution of the Residual Tension vs. the Misorientation
5. Conclusions
- (a)
- For the residual stresses, a decrease in residual compression stresses in the range of 196 MPa to 160 MPa was noted.
- (b)
- For 1° of misorientation in KAM, on the first day the fraction values were 4% and on the fourth day the fraction values increased to 7%.
- (c)
- For the misorientation in GAM, the fraction values for 2° increased from the first to the fourth day and for 4° the fraction values decreased from the first to the fourth day.
- (d)
- The high-angle grain contours and the low-angle grain contours showed rearrangement due to a rearrangement of the dislocations over time; these changes were related to the change in residual stresses that, after two weeks, stabilized.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Masubuchi, K. Analysis of Welded Structures Residual Stresses, Distortion, and Their Consequences, 1st ed.; Pergamon Press: Cambridge, UK, 1980; p. 3. [Google Scholar] [CrossRef]
- Pillai, R.; Chyrkin, A.; Quadakkers, W.J. Modeling in High Temperature Corrosion: A Review and Outlook. Oxid. Met. 2021, 96, 385–436. [Google Scholar] [CrossRef]
- Cruz, V.; Chao, Q.; Birbilis, N.; Fabijanic, D.; Hodgson, P.; Thomas, S. Electrochemical studies on the effect of residual stress on the corrosion of 316L manufactured by selective laser melting. Corros. Sci. 2020, 164, 108314. [Google Scholar] [CrossRef]
- Chai, D.; Ma, G.; Zhou, S.; Jin, Z.; Wu, D. Cavitation erosion behavior of Hastelloy™ C-276 weld by laser welding. Wear 2019, 420, 226–234. [Google Scholar] [CrossRef]
- Bi, Y.; Yuan, X.; Lv, J.; Bashir, R.; Wang, S.; Xue, H. Effect of Yield Strength Distribution Welded Joint on Crack Propagation Path and Crack Mechanical Tip Field. Materials 2021, 14, 4947. [Google Scholar] [CrossRef]
- Nishimura, R.; Ma, N.; Liu, Y.; Li, W.; Yasuki, T. Measurement and analysis of welding deformation and residual stress in CMT welded lap joints of 1180 MPa steel sheets. J. Manuf. Process. 2021, 72, 515–528. [Google Scholar] [CrossRef]
- Wang, Y.; Feng, G.; Pu, X.; Deng, D. Influence of welding sequence on residual stress distribution and deformation in Q345 steel H-section butt-welded joint. J. Mater. Sci. Technol. 2021, 13, 144–153. [Google Scholar] [CrossRef]
- Estefen, S.F.; Gurova, T.; Werneck, D.; Leontiev, A. Welding stress relaxation effect in butt-jointed steel plates. Mar. Struct. 2012, 29, 211–225. [Google Scholar] [CrossRef]
- Gurova, T.; Estefen, S.F.; Leontiev, A.; Oliveira, F.A.L. Welding residual stresses: A daily history. Sci. Technol. Weld. Join. 2015, 20, 616–621. [Google Scholar] [CrossRef]
- Gurova, T.; Estefen, S.F.; Leontiev, A.; Barbosa, P.T.; Oliveira, F.A.L. Time-dependent redistribution behavior of residual stress after repair welding. Weld. World 2017, 61, 507–515. [Google Scholar] [CrossRef]
- Taylor, G.I. The mechanism of plastic deformation of crystals. Part II. Comparison with observations. Proc. Roy. Soc. A 1984, 145, 388–404. [Google Scholar] [CrossRef]
- Orowan, E. Problems of Plastic Gliding. Proc. Phys. Soc. 1940, 52, 8–22. Available online: http://iopscience.iop.org/0959-5309/52/1/303 (accessed on 23 April 2021). [CrossRef]
- Love, A.E.H. A Treatise on the Mathematical Theory of Elasticity, 1st ed.; Cambridge: Cambridge, UK, 1892. [Google Scholar]
- François, D.; Pineau, A.; Zaoui, A. Mechanical Behaviour of Materials, Micro and Macroscopic Constitutive Behaviour, 1st ed.; Springer: Dordrecht, The Netherlands, 2012. [Google Scholar] [CrossRef] [Green Version]
- Fan, H.; Wang, Q.; El-Awady, J.A.; Raabe, D.; Zaiser, M. Strain rate dependency of dislocation plasticity. Nat. Commun. 2021, 12, 1845. [Google Scholar] [CrossRef] [PubMed]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Merriman, C.C.; Field, D.P.; Trivedi, P. Orientation dependence of dislocation structure evolution during cold rolling of aluminum. Mater. Sci. Eng. A 2008, 494, 28–35. [Google Scholar] [CrossRef]
- Kundu, A.; Field, D.P. Geometrically Necessary Dislocation Density Evolution in Interstitial Free Steel at Small Plastic Strains. Metall. Mater. Trans. A 2018, 49, 3274–3282. [Google Scholar] [CrossRef]
- Furuhara, T.; Chiba, T.; Kaneshita, T.; Wu, H.; Miyamoto, G. Crystallography and Interphase Boundary of Martensite and Bainite in Steels. Metall. Mater. Trans. A 2017, 48, 2739–2752. [Google Scholar] [CrossRef]
- Filho, I.S.; Sandim, M.J.R.; Ponge, D.; Sandim, H.; Raabe, D. Strain hardening mechanisms during cold rolling of a high-Mn steel: Interplay between submicron defects and microtexture. Mater. Sci. Eng. A 2019, 754, 636–649. [Google Scholar] [CrossRef]
- Tomota, Y.; Ojima, M.; Harjo, S.; Gong, W.; Sato, S.; Ungár, T. Dislocation densities and intergranular stresses of plastically deformed austenitic steels. Mater. Sci. Eng. 2019, 743, 32–39. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, W.; Wan, J.; Misra, R.; Wang, Q.; Wang, C. The grain size and orientation dependence of geometrically necessary dislocations in polycrystalline aluminum during monotonic deformation: Relationship to mechanical behavior. Mater. Sci. Eng. A 2020, 775, 138939. [Google Scholar] [CrossRef]
- Shawish, S.E.; Cizelj, L.; Simonovski, I. Misorientation Effects in an Anisotropic Plasticity Finite Element Model of a Polycrystalline under Tensile Loading. In Proceedings of the 21st International Conference Nuclear Energy for New Europe, Ljubljana, Slovenia, 5–7 September 2012; Nuclear Society of Slovenia: Ljubljana, Slovenia, 2012; pp. 602.1–602.8. [Google Scholar]
- Porter, D.A.; Easterling, K.E.; Sherif, M.Y. Phase Transformations in Metals and Alloys, 3rd ed.; CRC Press Book: Boca Raton, NY, USA, 2009; pp. 122–126. ISBN 9781420062106. [Google Scholar]
- Lehto, P. Adaptive domain misorientation approach for the EBSD measurement of deformation induced dislocation sub-structures. Ultramicroscopy 2021, 222, 113203. [Google Scholar] [CrossRef]
- Li, J.-S.; Cheng, G.-J.; Yen, H.-W.; Yang, Y.-L.; Chang, H.-Y.; Wu, C.-Y.; Wang, S.-H.; Yang, J.-R. Microstrain and boundary misorientation evolution for recrystallized super DSS after deformation. Mater. Chem. Phys. 2020, 246, 122815. [Google Scholar] [CrossRef]
- Nolze, G.; Winkelmann, A. About the reliability of EBSD measurements: Data enhancement. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 891, p. 012018. [Google Scholar]
- Tong, V.S.; Britton, T.B. TrueEBSD: Correcting spatial distortions in electron backscatter diffraction maps. Ultramicroscopy 2021, 221, 113130. [Google Scholar] [CrossRef]
- Zhang, X.; Lu, S.; Zhang, B.; Tian, X.; Kan, Q.; Kang, G. Dislocation–grain boundary interaction-based discrete dislocation dynamics modeling and its application to bicrystals with different misorientations. Acta Mater. 2021, 202, 88–98. [Google Scholar] [CrossRef]
- Costa, A.D.S.B.; Abreu, H.F.G.; Miranda, H.; Costa, R.C.S.; Teixeira, L.; Philipov, S. Comparing between residual stresses and grain boundary engineering for tubulations used in hydrodessulfuration systems. In Proceedings of the 4th Congress on P&D Oil and Gas, Campinas, São Paulo, Brazil, 21–24 September 2007; 4o PDPETRO: Campinas, Brazil, 2007; pp. 1–10. [Google Scholar]
- Humphreys, J.; Rohrer, G.S.; Rollett, A. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2017; ISBN 978-0-08-098235-9. [Google Scholar]
- Vervynckt, S.; Verbeken, K.; Lopez, B.; Jonas, J.J. Modern HSLA steels and role of non-recrystallisation temperature. Int. Mater. Rev. 2012, 57, 187–207. [Google Scholar] [CrossRef]
- Chavez, G.F.S. Physical Simulation and Characterization on Heat Affected Zones of API 5L Grade x80 Steels. Master’s Thesis, Escola Politecnica da Universidade de São Paulo, São Paulo, Brazil, 7 December 2011. [Google Scholar] [CrossRef] [Green Version]
- Moeinifar, S.S.; Kokabi, A.H.; Madaah Hosseini, H.R. Role of Tandem Submerged Arc Welding Thermal Cycles on Properties of the Heat Affected Zone in X80 Microalloyed Pipe Line Steel. J. Mater. Process. Technol. 2011, 211, 368–375. [Google Scholar] [CrossRef]
- Davis, C.L.; King, J.E. Cleavage Initiation in the Intercritically Reheated Coarse Grained Heat Affected Zone: Part II. Metall. Mater. Trans. A 1996, 27, 3019–3029. [Google Scholar] [CrossRef]
- You, Y.; Shanga, C.; Chen, L.; Subramanian, S. Investigation on the crystallography of the transformation products of reverted austenite in intercritically reheated coarse grained heat affected zone. Mater. Des. 2013, 43, 485–491. [Google Scholar] [CrossRef]
- Colpaert, H. Metallography of Steels: Interpretation of Structure and the Effects of Processing, 1st ed.; ASM International: Materials Park, OH, USA, 2018; ISBN 978-1-62708-148-1. [Google Scholar]
- Masoumi, M.; Echeverri, E.A.A.; Tschiptschin, A.P.; Goldenstein, H. Improvement of wear resistance in a pearlitic rail steel via quenching and partitioning processing. Sci. Rep. 2019, 9, 7454. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Sabbaghianrad, S.; Yang, H.; Topping, T.D.; Langdon, T.G.; Lavernia, E.J.; Schoenung, J.; Nutt, S.R. Two-Step SPD Processing of a Trimodal Al-Based Nano-Composite. Metall. Mater. Trans. A 2015, 46, 5877–5886. [Google Scholar] [CrossRef]
- Jayashree, P.K.; Basu, R.; Sharma, S.S. An electron backscattered diffraction (EBSD) approach to study the role of microstructure on the mechanical behavior of welded joints in aluminum metal matrix composites. Mater. Today Proc. 2021, 38, 490–493. [Google Scholar] [CrossRef]
- Badji, R.; Chauveau, T.; Bacroix, B. Texture, misorientation and mechanical anisotropy in a deformed dual pase stainless steel weld joint. Appl. Mater. Sci. Eng. A 2013, 575, 94–103. [Google Scholar] [CrossRef]
- Schayes, C.; Bouquerel, J.; Vogt, J.-B.; Palleschi, F.; Zaefferer, S. A comparison of EBSD based strain indicators for the study of Fe-3Si steel subjected to cyclic loading. Mater. Charact. 2016, 115, 61–70. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Szpunar, J.A. Texture, local misorientation, grain boundary and recrystallization fraction in pipeline steels related to hydrogen induced cracking. Mater. Sci. Eng. A 2015, 620, 97–106. [Google Scholar] [CrossRef]
- Wright, S.I. Quantification of recrystallized fraction from orientation imaging scan. In Proceedings of the 20th International Conference on Textures of Materials, Montreal, QC, Canada, 9–13 August 1999; Szpunar, J.A., Ed.; NRC Research Press: Otawa, ON, Canada, 1999; pp. 104–109. [Google Scholar]
- Allain-Bonasso, N.; Wagner, F.; Berbenni, S.; Field, D.P. A study of the heterogeneity of plastic deformation in IF steel by EBSD. Mater. Sci. Eng. A 2012, 548, 56–63. [Google Scholar] [CrossRef]
- Rui, S.-S.; Shang, Y.-B.; Fan, Y.-N.; Han, Q.-N.; Niu, L.; Shi, H.-J.; Hashimoto, K.; Komai, N. EBSD analysis of creep deformation induced grain lattice distortion: A new method for creep damage evaluation of austenitic stainless steels. Mater. Sci. Eng. A 2018, 733, 329–337. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.; Kumar, P.; Saini, N.; Srivastava, A. Microstructure and mechanical property relationship for different heat treatment and hydrogen level in multi-pass welded P91 steel joint. J. Manuf. Process. 2017, 28, 220–234. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumara, P.; Saini, N. Some studies on P91 steel and their weldments. J. Alloys Compd. 2018, 743, 332–364. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Thakre, J.; Saini, N. Role of evolving microstructure on the mechanical behaviour of P92 steel welded joint in as-welded and post weld heat treated state. J. Mater. Process. Tech. 2019, 263, 241–255. [Google Scholar] [CrossRef]
- Pereira, H.B.; Azevedo, C.R.F. Can the drop evaporation test evaluate the stress corrosion cracking susceptibility of the welded joints of duplex and super duplex stainless steels? Eng. Fail. Anal. 2019, 99, 235–247. [Google Scholar] [CrossRef]
- Tsuchiyama, T.; Natori, M.; Nakada, N.; Takakis, S. Conditions for Grain Boundary Bulging during Tempering of Lath Martensite in Ultra-low Carbon Steel. ISIJ Int. 2010, 50, 771–773. [Google Scholar] [CrossRef] [Green Version]
- Bozzolo, N.; Bernacki, M. Viewpoint on the Formation and Evolution of Annealing Twins during Thermomechanical Processing of FCC Metals and Alloys. Met. Mater. Trans. A 2020, 51, 2665–2684. [Google Scholar] [CrossRef]
- Baghdadchi, A.; Vahid, A.; Karlsson, H.L. Identification and quantification of martensite in ferritic-austenitic stainless steels and welds. J. Mater. Res. Tech. 2021, 15, 3610–3621. [Google Scholar] [CrossRef]
- Wright, S.I.; EDAX TSL, California USA. Personal communication, 2016.
- Nowell, M.M.; Wright, S.I.; Carpenter, J.O. Differentiating ferrite and martensite in steel microstructures using electron backscatter diffraction. In Proceedings of the Materials Science and Technology (MS&T), Pittsburgh, PA, USA, 25–29 October 2009; Materials Science and Technology (MS&T): Pittsburgh, PA, USA, 2009; pp. 933–943. [Google Scholar]
- Tsay, L.W.; Chern, T.S.; Gau, C.Y.; Yang, J.R. Microstructures and fatigue crack growth of EH36 TMCP steel weldments. Int. J. Fatigue 1999, 21, 857–864. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Svensson, L.-E.; Gretoft, B. A Model for the Development of Microstructure in Low-Alloy Steel (Fe-Mn-Si-C) Weld Deposits. Acta Met. 1985, 33, 1271–1283. [Google Scholar] [CrossRef]
- Hutchinson, W.B.; Komenda, J.; Rohrer, G.S.; Beladic, H. Heat affected zone microstructures and their influence on toughness in two microalloyed HSLA steels. Acta Mater. 2015, 97, 380–391. [Google Scholar] [CrossRef]
- Unnikrishnan, R.; Northover, S.M.; Jazaeri, H.; Bouchard, P.J. Investigating plastic deformation around a reheat-crack in a 316H austenitic stainless steel weldment by misorientation mapping. Procedia Struct. Integr. 2016, 2, 3501–3507. [Google Scholar] [CrossRef] [Green Version]
- Han, J.H.; Jee, K.K.; Oh, K.H. Orientation rotation behavior during in situ tensile deformation of polycrystalline 1050 aluminum alloy. Int. J. Mech. Sci. 2003, 45, 1613–1623. [Google Scholar] [CrossRef]
- Rui, S.-S.; Niu, L.-S.; Shi, H.-J.; Wei, S.; Tasan, C.C. Diffraction-based misorientation mapping: A continuum mechanics description. J. Mech. Phys. Solids. 2019, 133, 103709. [Google Scholar] [CrossRef]
- Subedi, S.; Pokharel, R.; Rollet, A.D. Orientation gradients in relation to grain boundaries at varying strain level and spatial resolution. Mater. Sci. Eng. A 2015, 638, 348–356. [Google Scholar] [CrossRef] [Green Version]
- Kamaya, M.; Wilkinson, A.J.; Titchmarsh, J.M. Measurement of plastic strain of polycrystalline material by electron backscatter diffraction. Nucl. Eng. Des. 2005, 235, 713–725. [Google Scholar] [CrossRef]
- Kamaya, M. Assessment of local deformation using EBSD: Quantification of accuracy of measurement and definition of local gradient. Ultramicroscopy 2021, 111, 1189–1199. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Britton, T.B.; Wilkinson, A.J. Measurement of geometrically necessary dislocation density with high resolution electron backscatter diffraction: Effects of detector binning and step size. Ultramicroscopy 2013, 125, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Gottstein, G.; Shvindlerman, L.S. Grain Boundary Migration in Metals: Thermodynamics, Kinetics, Applications, 2nd ed.; Taylor and Francis Group: Boca Raton, NY, USA, 2010. [Google Scholar] [CrossRef]
- Wilson, D.; Wan, W.; Dunne, F.P.E. Microstructurally-sensitive fatigue crack growth in HCP, BCC and FCC polycrystals. J. Mech. Phys. Solids. 2019, 126, 204–225. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Higuera, O.F.; Benito, J.A.; Bradai, D.; Khelfa, T.; Bolmaro, R.E.; Jorge, A.M.; Cabrera, J.M. Analysis of the micro and substructural evolution during severe plastic deformation of ARMCO iron and consequences in mechanical properties. Mater. Sci. Eng. A 2019, 740, 108–120. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Radi, A.; Yapici, G. Formation of nano-sized compounds during friction stir welding of CueZn alloys: Effect of tool composition. J. Mater. Res. Technol. 2020, 9, 15874–15879. [Google Scholar] [CrossRef]
- Hou, J.; Shoji, T.; Lu, Z.; Peng, Q.; Wang, J.; Han, E.-H.; Ke, W. Residual strain measurement and grain boundary characterization in the heat-affected zone of a weld joint between alloy 690TT and alloy 52. J. Nucl. Mater. 2010, 397, 109–115. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Cabrera, J.M.; Najafizadeh, A.; Calvillo, P.R. EBSD study of a hot deformed austenitic stainless steel. Mater. Sci. Eng. A 2012, 538, 236–245. [Google Scholar] [CrossRef]
- Guglielmi, P.O.; Ziehmer, M.; Lilleoddena, E.T. On a novel strain indicator based on uncorrelated misorientation angles for correlating dislocation density to local strength. Acta Mater. 2018, 150, 195–205. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C% | Mn% | Si% | Cr% | Cu% | Ni% | Mo and Ti% | V% | Nb% | P% | S% | CEiiw% |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.141 | 1.49 | 0.179 | 0.022 | 0.0106 | 0.0071 | <0.0005 | 0.0429 | 0.0322 | 0.0224 | 0.0102 | 0.41 |
| Days | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IC CGHAZ (MPa) | −194 | −169 | −158 | −160 | −147 | −132 | −112 | −114 | −110 | −123 | −123 | −111 | −118 | −122 |
| FGHAZ (MPa) | −212 | −238 | −247 | −234 | −242 | −262 | −264 | −242 | −246 | −246 | −250 | −250 | −235 | −244 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sanchez Chavez, G.; Farid Estefen, S.; Gurova, T.; Leontiev, A.; Silva Gomes, L.; Bottega Peripolli, S. Redistribution of Grain Boundary Misorientation and Residual Stresses of Thermomechanically Simulated Welding in an Intercritically Reheated Coarse Grained Heat Affected Zone. Metals 2021, 11, 1850. https://doi.org/10.3390/met11111850
Sanchez Chavez G, Farid Estefen S, Gurova T, Leontiev A, Silva Gomes L, Bottega Peripolli S. Redistribution of Grain Boundary Misorientation and Residual Stresses of Thermomechanically Simulated Welding in an Intercritically Reheated Coarse Grained Heat Affected Zone. Metals. 2021; 11(11):1850. https://doi.org/10.3390/met11111850
Chicago/Turabian StyleSanchez Chavez, Giancarlo, Segen Farid Estefen, Tetyana Gurova, Anatoli Leontiev, Lincoln Silva Gomes, and Suzana Bottega Peripolli. 2021. "Redistribution of Grain Boundary Misorientation and Residual Stresses of Thermomechanically Simulated Welding in an Intercritically Reheated Coarse Grained Heat Affected Zone" Metals 11, no. 11: 1850. https://doi.org/10.3390/met11111850