1. Introduction
Cold Spray (CS) is a recently developed technique suitable for the metallization of different substrates. The deposition occurs through the acceleration of solid-state microparticles towards the target substrate, where the interlocking occurs as a result of the high-velocity impact and the associated severe plastic deformation. The main applications in the literature deal with metal-to-metal coatings to enhance the performance of the coated system regarding wear, corrosion, fatigue, etc. [
1,
2]; CS has also been suggested for additive manufacturing of freestanding parts [
3,
4]. However, recently, attention is also moving towards metal-to-composites with polymers or polymeric matrix composites substrates; this last application is known as polymer metallization. Metallic coatings aim to functionalize and improve the composites’ thermal and electrical properties [
5] and wear and erosion resistance [
6], but they can also act as electromagnetic shielding and as lightning strike protection in the aerospace industry [
7]. Polymer metallization using CS has several advantages compared with some counterparts as metal sheet bonding, electroless plating, physical and chemical vapor deposition, and thermal spray techniques. In particular, we can mention [
8]: (1) the reduction of processing costs due to high build-up rate, (2) the possibility to achieve higher coating thicknesses, (3) the reduction of metal oxidation that occurs with any thermal process at high temperatures, (4) the reduction of substrate degradation thanks to the lower temperature, and (5) the possibility to avoid size limitations of the component as there is no need for an environmental chamber and the spraying device is mounted on a robot, allowing for a full 3D deposition.
There are some literature studies on successful polymer metallization focused on thermoplastics such as PE (polyethylene), PEEK (polyether ether ketone), and PEI (polyethylenimine) [
9,
10], because the deposition on thermoset polymers has proved to be quite difficult due to erosion phenomena under the supersonic particle velocity using cold spray [
11,
12]. The only metal which was successfully cold sprayed on thermosets was reported to be tin and its blends due to their incipient melting during deposition [
13]. A practical solution to low cold sprayability of thermosets is to place a thin thermoplastic layer on the substrate surface before deposition [
14]. These works showed that the particle velocity must be selected properly within a deposition window by tuning the processing parameters. In particular, for a successful deposition of the first metal-to-composite layer, corresponding to the beginning of the coating’s growth, the velocity must be higher than the interlocking velocity of particles with the polymeric substrate, but lower than the erosion velocity of the polymer itself, as proved through experiments analyzing the whole coated layer [
9,
15] and the single-particle impact [
16], as well as with complex numerical simulations [
17,
18].
This study aimed to characterize the first layers of a cold-sprayed composite panel through pulsed infra-red (IR) thermography [
19]. This non-destructive (ND) and non-contact experimental technique is classified as active thermography. Indeed, it requires external thermal stimulation, typically heating, of the tested component, in opposition to passive thermography wherein self-heating occurs as a consequence of the applied loads. This load-dependent thermal behavior was related to the fatigue limit of the material, including composites [
20,
21,
22].
Active thermography has been widely used in the literature for the inspection of metal-to-metal coatings. For instance, to cite a few works, Moskovchenko et al. [
23] determined the thickness of a Cr coating on an S235 substrate based on the thermal effusivity, with a 20% maximum error in the range 0.1–1.1 mm compared to microscopic analysis. Tang et al. [
24] investigated SiC thermal-barrier coatings on superalloy specimens, comparing experiments with a heat conduction analytical model, finding good estimations in the range of 40–120 μm coating thickness. Bu et al. [
25] also investigated thickness and delamination with pulsed thermography combined with a simulated annealing algorithm, finding less than 10% error in the range 45–130 μm. Shrestha et al. [
26,
27] combined pulsed and lock-in thermography [
28] for the experimental and numerical analysis of a 0.1–0.6 mm thick topcoat in Yttria-stabilized Zirconia on a Ni-based superalloy, with errors lower than 17%. Besides, Tamborrino et al. [
29] described the measurement of a WC-Co-Cr coating thickness obtained from thermal spraying, comparing traditional pulsed thermography with a novel approach called long pulse thermography, return values with a precision of one-hundredth of a millimeter.
Regarding polymer composites, the application of pulsed thermography has dealt with the identification of manufacturing or induced defects, such as drilled holes [
30] and delamination by impacts [
31]. However, due to the recent developments of CS on composites, to the best of the authors’ knowledge, there are still no thermographic studies on metallic coatings applied to composites.
The focus of this work was on the thermal surface response after a heat pulse, critically discussing how it is influenced by different manufacturing factors, such as the thickness and coverage of the coated layer, as well as adhesion and oxidation of the particles. Besides, the thermographic findings were compared to a standard microscopic analysis with the Scanning Electron Microscope (SEM), followed by a critical discussion.
Before presenting the experimental methodology and the results, we present here in the introduction a brief overview of the processing techniques for the pulsed thermography implemented in the literature, with related equations.
Thermal-Image Processing Techniques
The literature developed several image processing techniques to analyze surfaces with active IR thermography [
32,
33], often aimed at the inspection and detectability of manufacturing or load-induced defects. Some works [
30,
34] classified them in: (1) thermal contrast techniques, with differential absolute or interpolated differential absolute contrasts [
35,
36]; (2) techniques based on transforms from the time to the frequency domains, such as the pulsed phase thermography [
37,
38]; and (3) techniques using statistical methods, including the Thermal Signal Reconstruction (TSR) and its derivatives [
39,
40], developed to decrease the time noise. The selection of the most suitable processing techniques has been under debate within the thermographic community because it depends on the objectives and needs of the specific study. For instance, the thermal contrast techniques were mainly introduced to detect defects, e.g., ND testing, comparing the thermal trends of a reference area without defects with an area with defects. These approaches are less meaningful in the case of sprayed panels, where different coated and uncoated areas are present at the surface. Besides, transform-based techniques require specific setups of the devices to analyze the periodic transient heating signal. On the other hand, statistical methods are easily implementable with pulsed thermography and a simple test setup.
Processing the thermal signal aims to reduce data as well as noise with filtering. The TSR technique has its origin in the Fourier’s one-dimensional heat-transfer equation on a semi-infinite homogeneous surface previously subjected to thermal excitation (Dirac delta). Surface temperature, e.g., the thermal evolution of a pixel
, is modeled in the logarithmic scale with a ½ slope with the following equation [
41]:
where
is the measured surface temperature at a pixel,
is the time,
is the energy absorbed by the surface and,
is the material effusivity. This equation can be also interpolated with a polynomial function of degree
:
where the coefficients
can be obtained from least-squares fitting. With this equation, the image sequence information is reduced to these
coefficients used in the reconstruction. The choice of the polynomial order
is crucial since high
provides oscillating thermal reconstruction while reducing denoising; on the other hand, small
prevents a smooth fit. According to some works in the literature [
38,
40,
42], the choice of
equal to 4 or 5 is sufficient to act as a low pass filter, smoothening the thermal trend.
The derivatives of the polynomial TSR in the double logarithmic scale allow detecting the maximum contrast in early time [
43], which could be particularly interesting for the case of CS coatings. The first and second derivatives of the TSR have these expressions, respectively [
40]:
These equations can be applied to the raw thermograms in the time domain, as well as to the normalized thermal images. Normalization is a post-processing analysis carried out to reduce the effects of non-uniform excitation and surface emissivity. In the thermographic literature, one of the most accepted is the standardization proposed by Rajic [
44]. At a fixed time, the normalized standard response of a pixel is calculated as:
where
j and
k are the variables spanning row and columns of the thermal matrix, and
and
are the mean value and the standard deviation of each pixel over time, respectively.
In the present study, we propose another normalizing function:
where, considering a sequence of acquired images, of which at least one is taken before the flash,
is the temperature of the processed pixel before the flash,
is the temperature of the processed pixel of the first image acquired after the flash, and
is the temperature of the processed pixel at the general time
t.
Considering that the IR signal can be affected by a reflection of external sources and by non-uniform heating of the source or by a non-uniform thermal emissivity, the subtraction eliminates the reflected component, while the ratio eliminates the non-uniform surface heating or emissivity after the flash.
2. Materials and Methods
A composite panel made of E-Glass Fibre reinforcement (twill 2/2 fabric, Hexcel composites, Stamford, CT, USA) and low-viscosity epoxy matrix SX10 EVO (by Mates Italiana, Segrate, Italy) was manufactured by vacuum-assisted resin infusion. A polypropylene (PP) thermoplastic layer was primarily hot compacted at 165 °C with the E-Glass Fibre reinforcement monolayer to form a composite top surface for the metallization operation. This top layer is necessary to assist and enhance the sprayed particle interlocking, as discussed in the introduction. During the hot compaction, the desirable condition was the partial impregnation of the thermoplastic resin into the fibre layer. In the following stage of resin infusion, the adhesion enhancement was anticipated by means of a cocuring action between the PP thermoplastic layer in the preform and the infused epoxy resin through the E-glass reinforcing layers [
14,
45]. The total thickness of the E-glass and epoxy composite laminate was approximately 2.8 mm, obtained from eight layers of glass fabrics; the volume fraction was 0.4. The top layer of PP was 500 μm thick; the panel size was 200 × 200 mm.
The surface metallization of the composite panel was performed with low-pressure CS equipment (Model D423, by Dycomet, Obninsk, Russia) using AlSi10Mg powder with a spherical shape of 20 μm average diameter. The following CS parameters were used: gas temperature of 250 °C and gas pressure of 6 bar, Stand-off Distance (SoD) of 45 mm, nozzle advancement speed of 1 mm/s, and Powder Feeding Rate (PFR) of 5 g/min. The spraying strategy used for the panel followed the x-y directions: at first, horizontal hatches (x-axis) were sprayed, followed by the vertical ones (y-axis), creating a periodic and regular squared pattern. The distance between the hatch axes was 20 mm, allowing us to leave some PP clearly uncoated at the surface. Indeed, the width of the hatches was about 15 mm, as visible by the naked eye and as which is discussed later in detail in the results section.
Further details regarding the manufacturing of the panel object of this work are described in [
14,
45]. Eventually, after these manufacturing steps, the final composite was made of four different materials: (1) glass fibres, (2) epoxy resin, (3) polypropylene, and (4) aluminum coating.
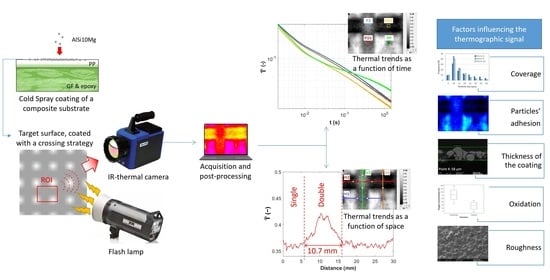
The experimental technique of active pulsed thermography was selected to analyze the effective coating of the panel. A 300 W halogen lamp (Model Style RX 1200, by Elinchrom, Renens, Switzerland) with flash duration 1/1450 s was employed as the thermal source. The flash (and consequently the thermal heating) was almost instantaneous and homogeneous over a region of interest (ROI), selected as a representative part of the squared pattern generated by the hatches. The ROI included both uncoated PP as well as single and double hatches.
Surface temperature at the ROI was collected by an IR camera (Model Cedip-FLIR Titanium by FLIR Systems, Täby, Sweden) with an InSb sensor having a NETD equal to 25 mK. This IR camera allows acquiring thermal images at a maximum of 160 Hz with a full frame (320 × 265 pixels), and it reached 472 Hz, reducing the window to 160 × 128 pixels. Some preliminary tests allowed selecting this second option as the best one to analyze the sprayed coating pattern, and the camera was placed at a distance from the panel, resulting in a spatial resolution of 0.1875 mm/pixel.
Figure 1 schematizes the test setup. Temperatures at each pixel were stored as a function of the time on a laptop, connected via an Ethernet cable with the IR camera. Data storage was performed with the software Altair by FLIR Systems (v.5.90.002, Täby, Sweden); the flash occurred 0.2 s after the beginning of the recording and the total recording time was 1.7 s.
After the thermal measurements, the panel was cut with a vertical saw in correspondence with the ROI to allow observations and measurements at the SEM (Model EVO 50XVP by Zeiss, Oberkochen, Germany). The SEM was operated at a working voltage of 20 kV along with a proper working distance for a focused image using the secondary electron (SE) detection. Two samples were extracted with a band saw, as shown in
Figure 2: the line in between the two samples corresponds to the axis of a horizontal hatch.
S1 was used for a through-thickness analysis along the axis of the hatch (lower side), while
S2 allowed for analyzing the surface and its coverage. The size of the embedded particles was measured from these SEM images in terms of equivalent diameter using the software MATLAB (version R2018a, MathWorks, Natick, MA, USA). Eventually, to support the discussion, the SEM was also used to perform a chemical analysis at the surface of the coating using energy-dispersive X-ray spectroscopy (EDS), focusing on the presence of oxygen. The SEM had a resolution of 0.1% for the measurements of elements’ concentrations; chemical measurements were repeated over 4 areas on the axis of the horizontal hatch and of the vertical hatch, far from the crossing. The concentration results were processed with the
boxplot command of the software MATLAB.
3. Results
Figure 3 shows the recorded raw and normalized thermograms of the ROI at the first four frames after the flash; the normalization is obtained from Equation (6).
Given that the stored data embed four variables (temperature T, time t, and distance along the horizontal and vertical axes), the thermal trends were plotted first in the time domain and then in the space, e.g., at each pixel.
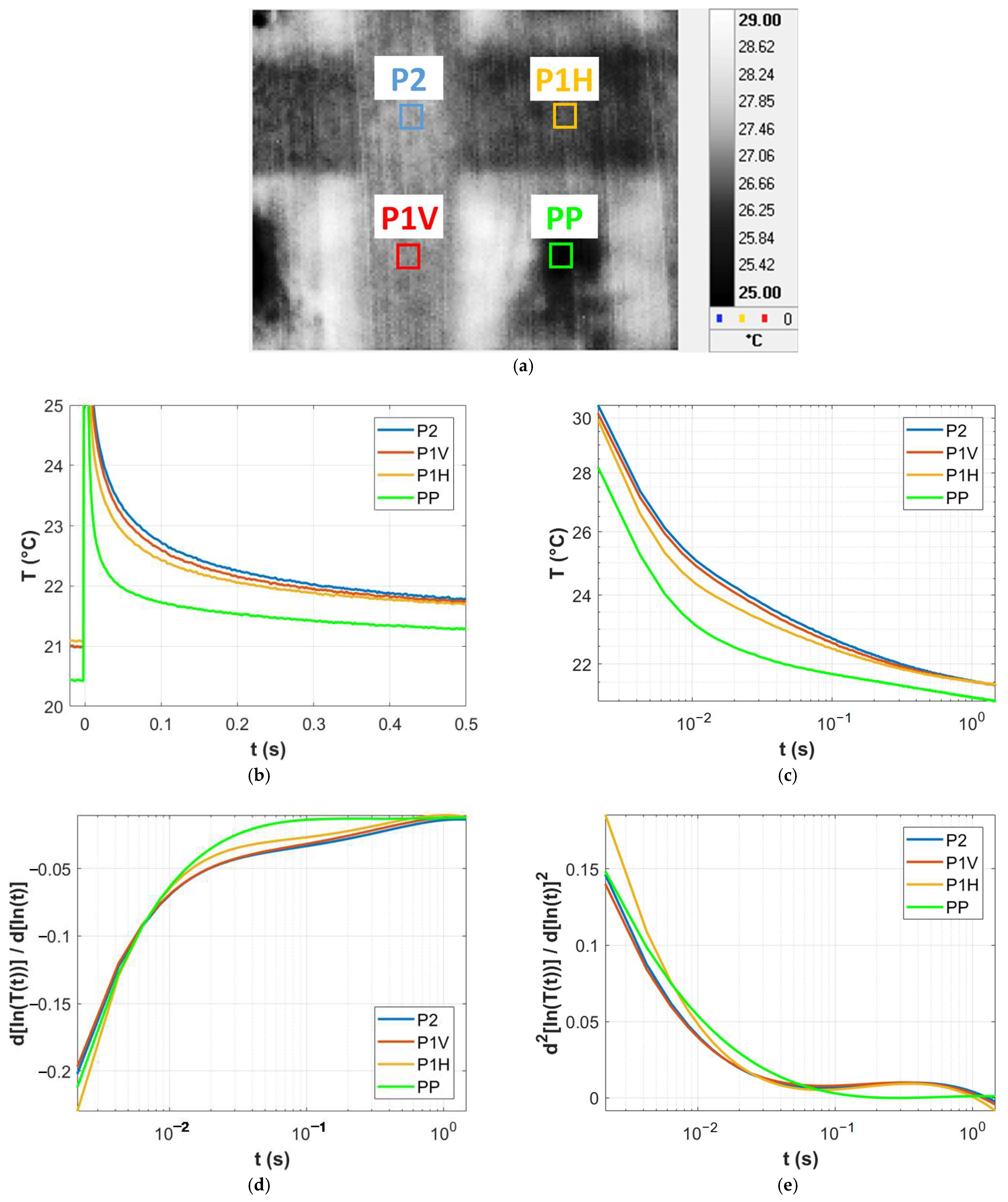
Figure 4 and
Figure 5 analyze the raw and the normalized thermograms, respectively. Thermal data were extracted and averaged over four squared regions with size 10 × 10 pixels, shown in
Figure 4a and
Figure 5a. They correspond to: (1) the double hatches (P2), e.g., the region where horizontal and vertical hatches cross; (2) the horizontal single hatch (P1H); (3) the vertical single hatch (P1V); and (4) the uncoated PP.
Figure 4b,c and
Figure 5b,c plot the thermal trends in linear and logarithmic scale of these regions as a function of time, while
Figure 4d,e and
Figure 5d,e show the trends of the first and second derivatives of the TSR, calculated from Equations (3) and (4) respectively.
Figure 6 and
Figure 7 analyze the raw and the normalized thermograms at a fixed frame (time). These plots describe the thermal trend in the space, along the four profiles shown in
Figure 5a and
Figure 6a: (1) H1, crossing the single vertical hatch; (2) H2, centered in the horizontal hatch; (3) V1, crossing the single horizontal hatch; and (4) V2, centered in the vertical hatch. Surface temperatures are given as a function of the distance along the profiles, as raw (
Figure 5b–e) and normalized values (
Figure 6b–e). The repeatability of the data plotted in
Figure 6 and
Figure 7 was statistically checked, both repeating the tests with the same setup, as well as selecting the profiles with a ±5 pixel offset from the selected position, e.g., checking the effect of the position. In all cases, the confidence bounds were very limited and almost overlapped to these same plots.
After this thermographic analysis, the samples
S1 and
S2 were cut from the panel for microscopic analyses. The sample
S1 was embedded into resin for the through-thickness analysis, performed in the five points shown in
Figure 8a; point 3 is in correspondence of the axis of the vertical and horizontal hatches, e.g., crossing point, while points 2 and 4, and points 1 and 5 were located at a symmetrical distance with respect to the axis of the vertical hatch.
Figure 8b–e show the images collected at the Scanning Electron Microscope (SEM).
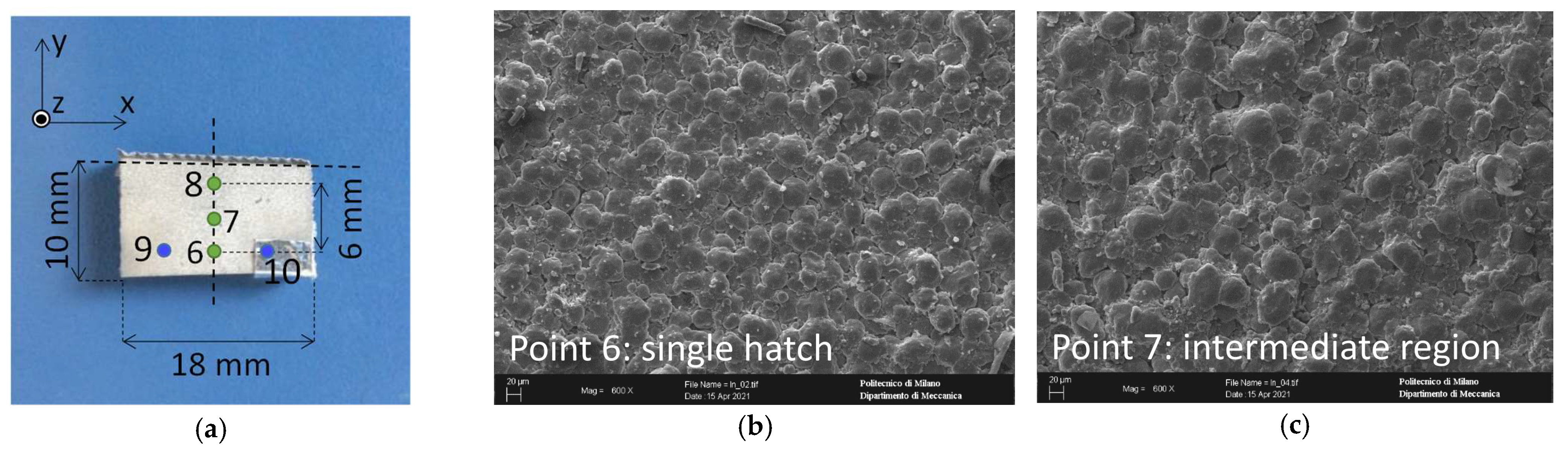
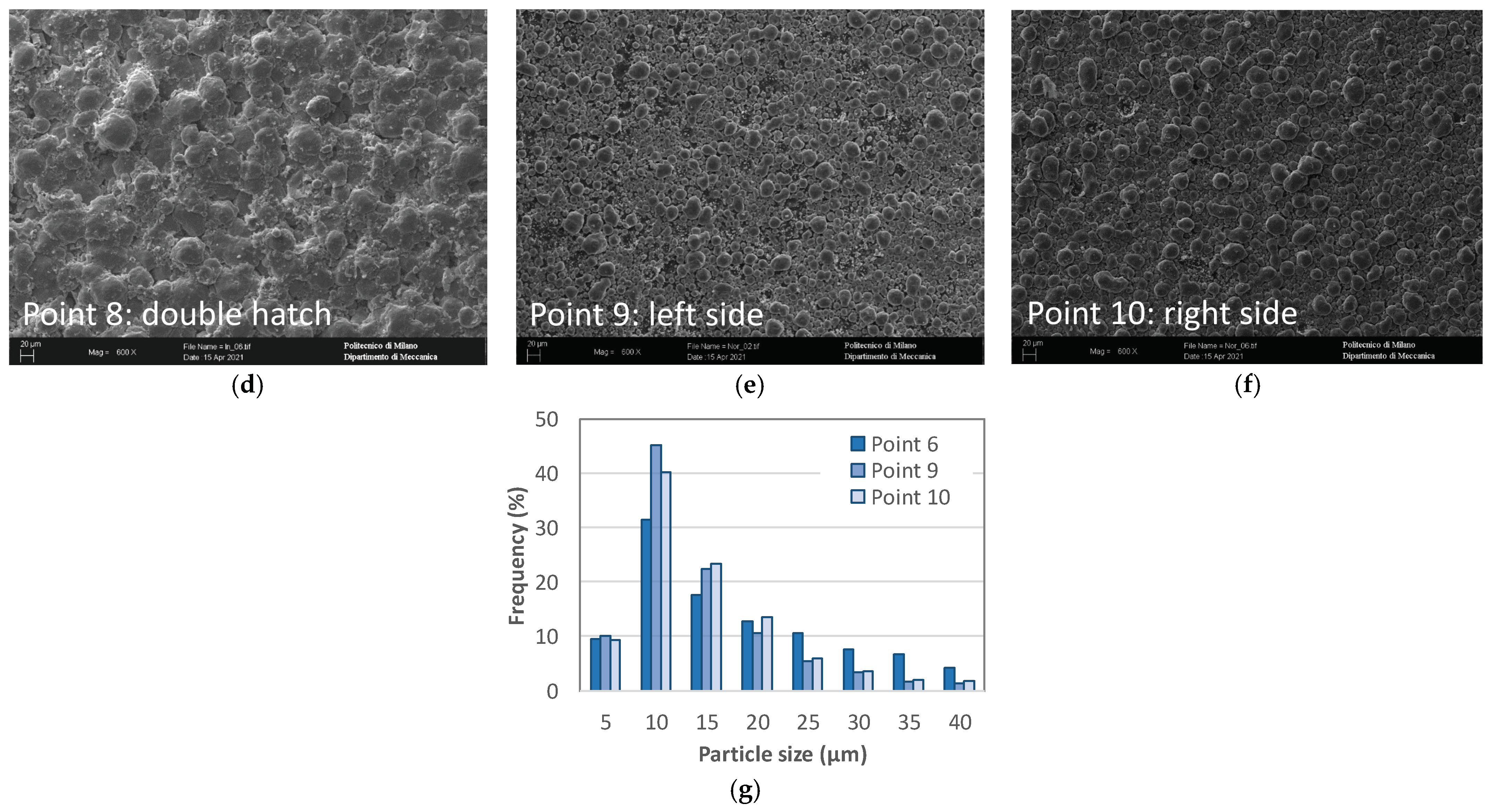
On the other hand, the coated surface of sample
S2 was directly observed, see
Figure 9a, for points identification. points 6, 7, and 8 lay along the vertical hatch, at an increasing distance from the horizontal hatch. Eventually, points 9 and 10 were at the side region of the vertical hatch, but not in the uncoated region, which is not the main focus of this study. They were the only ones out of the axis of any hatch.
Author Contributions
Conceptualization, A.S., C.C.; methodology, A.H.A., A.S., S.B., P.C., H.P., A.A., A.V., C.C.; software, C.C.; validation, A.S., C.C.; formal analysis, A.S., C.C.; investigation, A.S., C.C.; resources, A.S., P.C., H.P., A.A., A.V., C.C.; data curation, A.S., C.C.; writing—original draft preparation, A.H.A., S.B., C.C.; writing—review and editing, A.H.A., A.S., S.B., P.C., H.P., A.A., A.V., C.C.; visualization, A.H.A., A.S., S.B., P.C., H.P., A.A., A.V., C.C.; supervision, C.C.; project administration, P.C., A.A., C.C.; funding acquisition, P.C., A.A., C.C. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by MIUR (Italian Ministry of University and Research), under the call ‘‘PRIN 2017’’, project COSMEC (Cold Spray of Metal-to-Composite), grant number 2017N4422T.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw/processed data presented in this study are available on request from the corresponding author. The data are not publicly available because they are part of an ongoing study.
Acknowledgments
The authors would like to thank the Master Student Edoardo Pastormerlo for his support with the SEM analyses.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ghelichi, R.; MacDonald, D.; Bagherifard, S.; Jahed, H.; Guagliano, M.; Jodoin, B. Microstructure and fatigue behavior of cold spray coated Al5052. Acta Mater. 2012, 60, 6555–6561. [Google Scholar] [CrossRef]
- Jones, R.; Kovarik, O.; Bagherifard, S.; Cizek, J.; Lang, J. Damage tolerance assessment of AM 304L and cold spray fabricated 316L steels and its implications for attritable aircraft. Eng. Fract. Mech. 2021, 254, 107916. [Google Scholar] [CrossRef]
- Terrone, M.; Ardeshiri Lordejani, A.; Kondas, J.; Bagherifard, S. A numerical approach to design and develop freestanding porous structures through cold spray multi-material deposition. Surf. Coat. Technol. 2021, 421, 127423. [Google Scholar] [CrossRef]
- Bagherifard, S.; Kondas, J.; Monti, S.; Cizek, J.; Perego, F.; Kovarik, O.; Lukac, F.; Gaertner, F.; Guagliano, M. Tailoring cold spray additive manufacturing of steel 316 L for static and cyclic load-bearing applications. Mater. Des. 2021, 203, 109575. [Google Scholar] [CrossRef]
- Lomonaco, P.; Weiller, S.; Feki, I.; Debray, A.; Delloro, F.; Jeandin, M.; Favini, B.; Rossignol, C. Cold spray technology to promote conductivity of short carbon fiber reinforced polyether-ether-ketone (PEEK). Key Eng. Mater. 2019, 813, 459–464. [Google Scholar] [CrossRef]
- Perna, A.S.; Viscusi, A.; Astarita, A.; Boccarusso, L.; Carrino, L.; Durante, M.; Sansone, R. Manufacturing of a metal matrix composite coating on a polymer matrix composite through cold gas dynamic spray technique. J. Mater. Eng. Perform. 2019, 28, 3211–3219. [Google Scholar] [CrossRef]
- Che, H.; Gagné, M.; Rajesh, P.S.M.; Klemberg-Sapieha, J.E.; Sirois, F.; Therriault, D.; Yue, S. Metallization of carbon fiber reinforced polymers for lightning strike protection. J. Mater. Eng. Perform. 2018, 27, 5205–5211. [Google Scholar] [CrossRef]
- Parmar, H.; Tucci, F.; Carlone, P.; Sudarshan, T.S. Metallisation of polymers and polymer matrix composites by cold spray: State of the art and research perspectives. Int. Mater. Rev. 2021, 1–25. [Google Scholar] [CrossRef]
- Che, H.; Chu, X.; Vo, P.; Yue, S. Metallization of various polymers by cold spray. J. Therm. Spray Technol. 2018, 27, 169–178. [Google Scholar] [CrossRef] [Green Version]
- Bobzin, K.; Wietheger, W.; Knoch, M.A. Development of thermal spray processes for depositing coatings on thermoplastics. J. Therm. Spray Technol. 2021, 30, 157–167. [Google Scholar] [CrossRef]
- Che, H.; Vo, P.; Yue, S. Metallization of carbon fibre reinforced polymers by cold spray. Surf. Coat. Technol. 2017, 313, 236–247. [Google Scholar] [CrossRef] [Green Version]
- Affi, J.; Okazaki, H.; Yamada, M.; Fukumoto, M. Fabrication of aluminum coating onto CFRP substrate by cold spray. Mater. Trans. 2011, 52, 1759–1763. [Google Scholar] [CrossRef] [Green Version]
- Che, H.; Chu, X.; Vo, P.; Yue, S. Cold spray of mixed metal powders on carbon fibre reinforced polymers. Surf. Coat. Technol. 2017, 329, 232–243. [Google Scholar] [CrossRef]
- Parmar, H.; Gambardella, A.; Perna, A.S.; Viscusi, A.; Della Gatta, R.; Tucci, F.; Astarita, A.; Carlone, P. Manufacturing and metallization of hybrid thermoplastic-thermoset matrix composites. In Proceedings of the ESAFORM 2021 24th International Conference on Material Forming, Liège, Belgium, 14–16 April 2021. [Google Scholar]
- Gillet, V.; Aubignat, E.; Costil, S.; Courant, B.; Langlade, C.; Casari, P.; Knapp, W.; Planche, M.P. Development of low pressure cold sprayed copper coatings on carbon fiber reinforced polymer (CFRP). Surf. Coat. Technol. 2019, 364, 306–316. [Google Scholar] [CrossRef]
- Che, H.; Vo, P.; Yue, S. Investigation of cold spray on polymers by single particle impact experiments. J. Therm. Spray Technol. 2019, 28, 135–143. [Google Scholar] [CrossRef] [Green Version]
- Heydari Astaraee, A.; Colombo, C.; Bagherifard, S. Numerical modeling of bond formation in polymer surface metallization using cold spray. J. Therm. Spray Technol. 2021, 1–12. [Google Scholar] [CrossRef]
- Bortolussi, V. Experimental and Numerical Study of the Electrical Conductivity of Cold Spray Metal-Polymer Composite Coatings on Carbon Fiber-Reinforced Polymer; Université Paris Sciences et Lettres: Paris, France, 2016. [Google Scholar]
- Maldague, X. Theory and Practice of Infrared Technology for Nondestructive Testing; Wiley: Hoboken, NJ, USA, 2001; pp. 214–224. [Google Scholar]
- Colombo, C.; Libonati, F.; Pezzani, F.; Salerno, A.; Vergani, L. Fatigue behaviour of a GFRP laminate by thermographic measurements. Procedia Eng. 2011, 10, 3518–3527. [Google Scholar] [CrossRef] [Green Version]
- Colombo, C.; Bhujangrao, T.; Libonati, F.; Vergani, L. Effect of delamination on the fatigue life of GFRP: A thermographic and numerical study. Compos. Struct. 2019, 218, 152–161. [Google Scholar] [CrossRef] [Green Version]
- Vergani, L.; Colombo, C.; Libonati, F. A review of thermographic techniques for damage investigation in composites. Frat. Integrita Strutt. 2014, 8, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Moskovchenko, A.; Vavilov, V.; Švantner, M.; Muzika, L.; Houdková, Š. Active IR thermography evaluation of coating thickness by determining apparent thermal effusivity. Materials 2020, 13, 4057. [Google Scholar] [CrossRef]
- Tang, Q.; Liu, J.; Dai, J.; Yu, Z. Theoretical and experimental study on Thermal Barrier Coating (TBC) uneven thickness detection using pulsed infrared thermography technology. Appl. Therm. Eng. 2017, 114, 770–775. [Google Scholar] [CrossRef]
- Bu, C.; Tang, Q.; Liu, Y.; Yu, F.; Mei, C.; Zhao, Y. Quantitative detection of thermal barrier coating thickness based on simulated annealing algorithm using pulsed infrared thermography technology. Appl. Therm. Eng. 2016, 99, 751–755. [Google Scholar] [CrossRef]
- Shrestha, R.; Kim, W. Evaluation of coating thickness by thermal wave imaging: A comparative study of pulsed and lock-in infrared thermography—Part I: Simulation. Infrared Phys. Technol. 2017, 83, 124–131. [Google Scholar] [CrossRef]
- Shrestha, R.; Kim, W. Evaluation of coating thickness by thermal wave imaging: A comparative study of pulsed and lock-in infrared thermography—Part II: Experimental investigation. Infrared Phys. Technol. 2018, 92, 24–29. [Google Scholar] [CrossRef]
- Busse, G.; Wu, D.; Karpen, W. Thermal wave imaging with phase sensitive modulated thermography. J. Appl. Phys. 1992, 71, 3962–3965. [Google Scholar] [CrossRef]
- Tamborrino, R.; D’Accardi, E.; Palumbo, D.; Galietti, U. A thermographic procedure for the measurement of the tungsten carbide coating thickness. Infrared Phys. Technol. 2019, 98, 114–120. [Google Scholar] [CrossRef]
- Panella, F.W.; Pirinu, A.; Dattoma, V. A brief review and advances of thermographic image—Processing methods for IRT inspection: A case of study on GFRP plate. Exp. Tech. 2021, 45, 429–443. [Google Scholar] [CrossRef]
- Poelman, G.; Hedayatrasa, S.; Segers, J.; Van Paepegem, W.; Kersemans, M. An experimental study on the defect detectability of time-and frequency-domain analyses for flash thermography. Appl. Sci. 2020, 10, 8051. [Google Scholar] [CrossRef]
- Milne, J.M.; Reynolds, W.N. The non-destructive evaluation of composites and other materials by thermal pulse video thermography. In Proceedings of the Thermosense VII: Thermal Infrared Sensing for Diagnostics and Control, Cambridge Symposium, Cambridge, MA, USA, 20 March 1985. [Google Scholar] [CrossRef]
- Reynolds, W.N. Thermographic methods applied to industrial materials. Can. J. Phys. 1985, 64, 1150–1154. [Google Scholar] [CrossRef]
- Hidalgo-Gato, R.; Andrés, J.R.; López-Higuera, J.M.; Madruga, F.J. Quantification by signal to noise ratio of active infrared thermography data processing techniques. Opt. Photonics J. 2013, 3, 20–26. [Google Scholar] [CrossRef]
- González, D.A.; Ibarra-Castanedo, C.; Pilla, M.; Klein, M.; López-Higuera, J.M.; Maldague, X. Automatic interpolated differentiated absolute contrast algorithm for the analysis of pulsed thermographic sequences. In Proceedings of the 7th Conference on Quantitative InfraRed Thermography (QIRT), Brussels, Belgium, 5–8 July 2004. [Google Scholar]
- Pilla, M.; Klein, M.; Maldague, X.; Salerno, A. New absolute contrast for pulsed thermography. In Proceedings of the 6th Conference on Quantitative InfraRed Thermography (QIRT), Dubrovnik, Croatia, 24–27 September 2002. [Google Scholar]
- Ibarra-Castanedo, C.; Maldague, X. Pulsed phase thermography reviewed. Quant. Infrared Thermogr. J. 2004, 1, 47–70. [Google Scholar] [CrossRef]
- Maldague, X.; Galmiche, F.; Ziadi, A. Advances in pulsed phase thermography. Infrared Phys. Technol. 2002, 43, 175–181. [Google Scholar] [CrossRef] [Green Version]
- Shepard, S. Advances in thermographic signal reconstruction. In Proceedings of the 11th International Conference on Quantitative InfraRed Thermography (QIRT), Naples, Italy, 11–14 June 2012. [Google Scholar]
- Shepard, S.M. Reconstruction and enhancement of active thermographic image sequences. Opt. Eng. 2003, 42, 1337. [Google Scholar] [CrossRef]
- Carslaw, H.; Jaeger, J. Conduction of Heat in Solids, 2nd ed.; Oxford University Press: Oxford, UK, 1986. [Google Scholar]
- D’Accardi, E.; Palumbo, D.; Tamborrino, R.; Galietti, U. A quantitative comparison among different algorithms for defects detection on aluminum with the pulsed thermography technique. Metals 2018, 8, 859. [Google Scholar] [CrossRef] [Green Version]
- Shepard, S.M. Understanding flash thermography. Mater. Eval. 2006, 64, 460–464. [Google Scholar]
- Rajic, N. Principal component thermography for flaw contrast enhancement and flaw depth characterisation in composite structures. Compos. Struct. 2002, 58, 521–528. [Google Scholar] [CrossRef]
- Rubino, F.; Tucci, F.; Esperto, V.; Perna, A.S.; Astarita, A.; Carlone, P.; Squillace, A. Metallization of fiber reinforced composite by surface functionalization and cold spray deposition. Procedia Manuf. 2020, 47, 1084–1088. [Google Scholar] [CrossRef]
- Vanerio, D.; Kondas, J.; Guagliano, M.; Bagherifard, S. 3D modelling of the deposit profile in cold spray additive manufacturing. J. Manuf. Process. 2021, 67, 521–534. [Google Scholar] [CrossRef]
Figure 1.
Schematics of the test setup.
Figure 2.
Extraction from the sprayed panel of the samples S1 and S2, for the SEM measurements.
Figure 3.
Raw and normalized thermal images of the ROI at different time frames after the flash.
Figure 4.
Raw thermal results: (a) Thermal map of the ROI at t = 2/472 s, with an indication of the processed regions; (b) thermal trend as a function of time, linear scale; (c) thermal trend as a function of time, logarithmic scale; (d) first derivative of the logarithmic Thermal Signal Reconstruction, semi-logarithmic scale; (e) second derivative of the logarithmic Thermal Signal Reconstruction, semi-logarithmic scale.
Figure 5.
Normalized thermal results: (a) normalized thermal map of the ROI at t = 1/472 s, with an indication of the processed regions; (b) normalized thermal trend as a function of time, linear scale; (c) normalized thermal trend as a function of time, logarithmic scale; (d) first derivative of the normalized logarithmic Thermal Signal Reconstruction, semi-logarithmic scale; (e) second derivative of the normalized logarithmic Thermal Signal Reconstruction, semi-logarithmic scale.
Figure 6.
Raw thermal data along linear profiles, at t = 2/472 s: (a) profile selection from the thermal map of the ROI. The arrows indicate the origin of each profile, and the white dots are the regions evidenced in the next sub-figures; (b) thermal trend along profile H1; (c) thermal trend along profile H2; (d) thermal trend along profile V1; (e) thermal trend along profile V2.
Figure 7.
Normalized thermal data along linear profiles, at t = 1/472 s: (a) profile selection from the normalized thermal map of the ROI. The arrows indicate the origin of each profile, and the white dots are the regions evidenced in the next sub-figures; (b) normalized thermal trend along profile H1; (c) normalized thermal trend along profile H2; (d) normalized thermal trend along profile V1; (e) normalized thermal trend along profile V2.
Figure 8.
Specimen S1, through-thickness analysis: (a) points location; (b–f) SEM-magnified images of the five points.
Figure 9.
Specimen S2, analysis of the coverage: (a) points location; (b–f) SEM-magnified images of the five points; (g) histogram of the particles’ sizes for points 6 (center of the hatch), 9 (left side), and 10 (right size).
Figure 10.
Boxplot diamgram of the oxygen concentrations from the SEM measurements on four regions on the axis of the horizontal and vertical hatches.
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










