
Fixed and Variable Temperature Super-Solidus Liquid Phase Sintering of High Chromium Cast Iron with 25 Wt.%CR and Its Microstructure

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Details
2.2. SLPS of the HCCI
2.3. Characterization
3. Results and Discussion
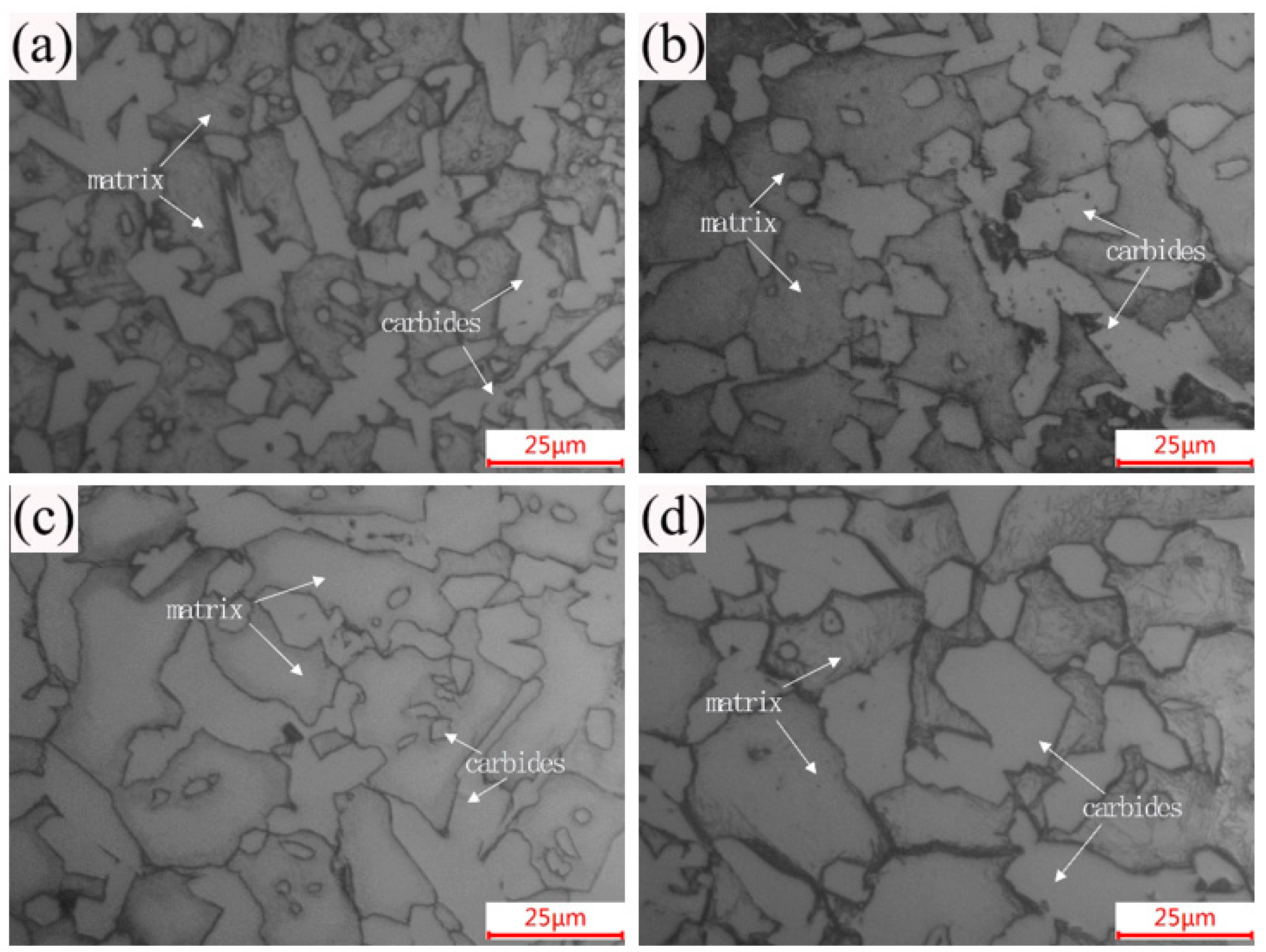
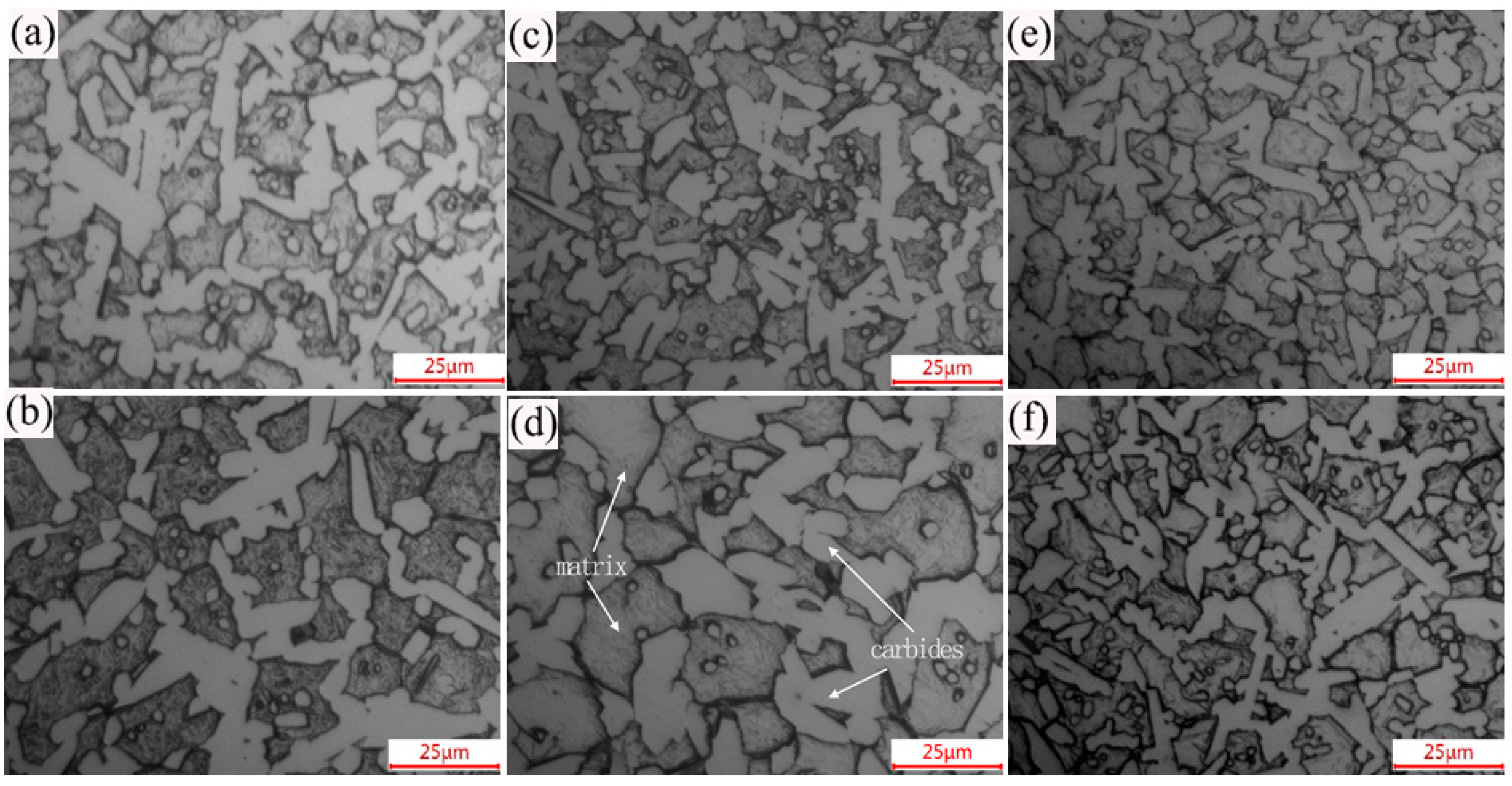
3.1. Effect of Sintering Temperature on Microstructure Evolution
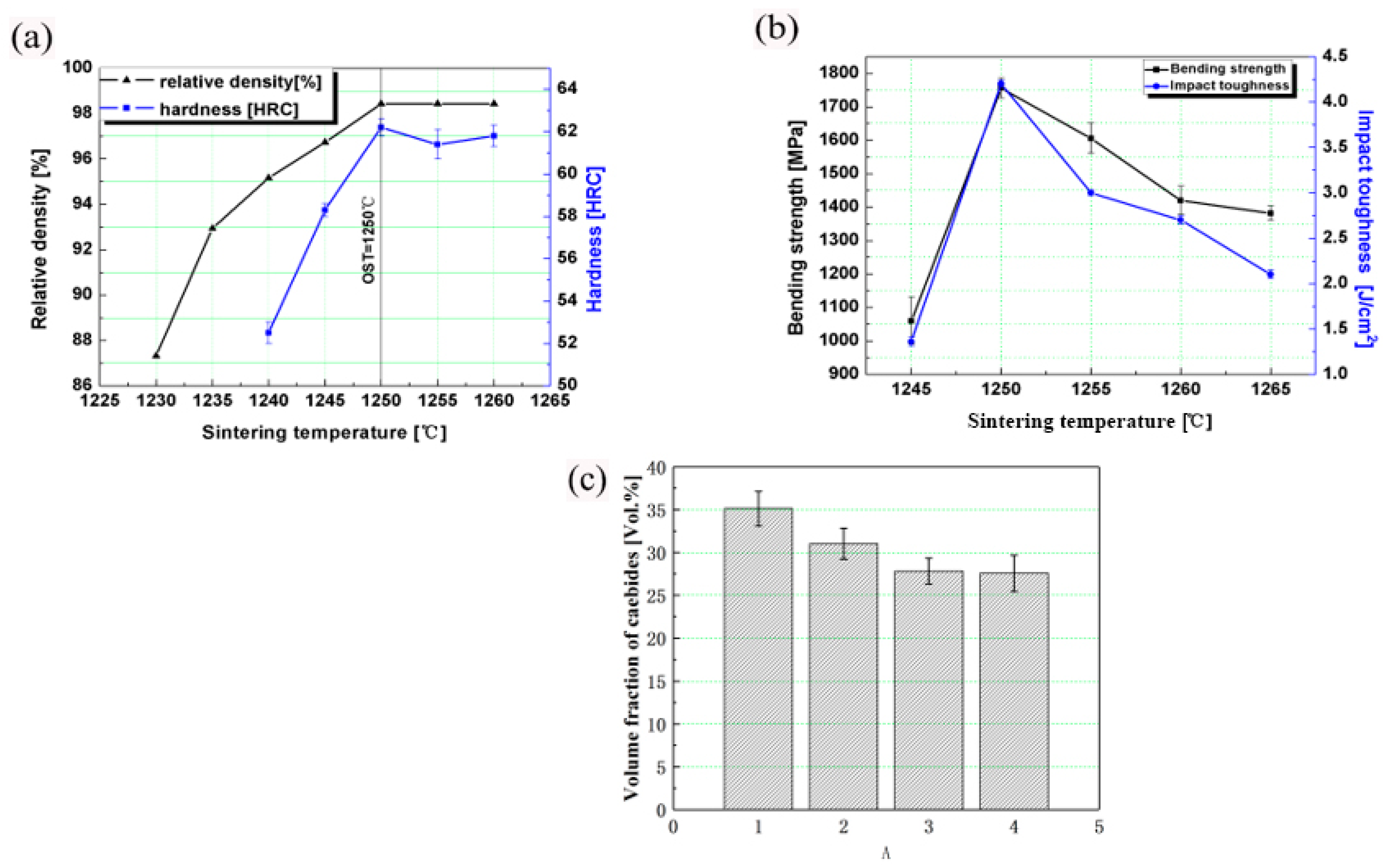
3.2. Mechanical Property
4. Conclusions
- Variable temperature SLPS is a practical technique to manufacture HCCI with full density and could effectively widen the temperature window available in the alloy’s SLPS.
- Compared with the fixed temperature SLPSed HCCI, the variable temperature sintered one is of higher carbide volume fracture and has more uniform distribution of finer carbide particles in the microstructure. Hence, it can perform better in both bending strength and impact toughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fan, C.; Chen, M.C.; Chang, C.M.; Wu, W. Microstructure change caused by (Cr, Fe)23C6 carbides in high chromium Fe-Cr-C hardfacing alloys. Surf. Coat. Technol. 2006, 201, 908–912. [Google Scholar] [CrossRef]
- Lu, L.; Soda, H.; Mclean, A. Microstructure and mechanical properties of Fe-Cr-C eutectic composites. Mater. Sci. Eng. 2003, 347, 214–222. [Google Scholar] [CrossRef]
- Berns, H. Microstructural properties of wear-resistant alloy. Wear 1995, 181, 271–279. [Google Scholar] [CrossRef]
- Lv, Y.; Sun, Y.; Zhao, J.; Yu, G.; Shen, J.; Hu, S. Effect of tungsten on microstructure and properties of high chromium cast iron. Mater. Des. 2012, 39, 303–308. [Google Scholar] [CrossRef]
- Correa, R.; Bedolla-Jacuinde, A.; Zuno-Silva, J.; Cardoso, E.; Mejía, I. Effect of boron on the sliding wear of directionally so-lidified high-chromium white iron. Wear 2009, 267 Pt 1, 495–504. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Correa, R.; Quezada, J.; Maldonado, C. Effect of titanium on the as-cast microstructure of a 16% chromium white iron. Mater. Sci. Eng. A 2005, 398, 297–308. [Google Scholar] [CrossRef]
- Llewellyn, R.; Yick, S.; Dolman, K. Scouring erosion resistance of metallic materials used in slurry pump service. Wear 2004, 256, 592–599. [Google Scholar] [CrossRef]
- Imurai, S.; Thanachayanont, C.; Pearce JT, H.; Chairuangsri, T. Microstructure and erosion-corrosion behavior of as-cast high chromium white irons containing molybdenum in aqueous sulfuric-acid slurry. Arch. Metall. Mater. 2015, 60, 919–923. [Google Scholar] [CrossRef]
- An, W.-K.; Cai, A.-H.; Luo, Y.; Chen, H.; Liu, W.-X.; Li, T.-L.; Chen, M. Optimization of composition of as-cast chromium white cast iron based on wear-resistant performance. Mater. Des. 2009, 30, 2339–2344. [Google Scholar] [CrossRef]
- Tang, X.; Chung, R.; Pang, C.; Li, D.; Hinckley, B.; Dolman, K. Microstructure of high (45 wt.%) chromium cast irons and their resistances to wear and corrosion. Wear 2011, 271, 1426–1431. [Google Scholar] [CrossRef]
- Gu, J.; Xiao, P.; Song, J.; Li, Z.; Lu, R. Sintering of a hypoeutectic high chromium cast iron as well as its microstructure and properties. J. Alloys Compd. 2018, 740, 485–491. [Google Scholar] [CrossRef]
- Röttger, A.; Weber, S.; Theisen, W. Supersolidus liquid-phase sintering of ultrahigh-boron high-carbon steels for wear-protection applications. Mater. Sci. Eng. A 2012, 532, 511–521. [Google Scholar] [CrossRef]
- Jia, X.; Hao, Q.; Zuo, X.; Chen, N.; Rong, Y. High hardness and toughness of white cast iron: The pro-posal of a novel process. Mater. Sci. Eng. A 2014, 618, 96–103. [Google Scholar] [CrossRef]
- Fragassa, C.; Babic, M.; Bergmann, C.P.; Minak, G. Predicting the Tensile Behaviour of Cast Alloys by a Pattern Recognition Analysis on Experimental Data. Metals 2019, 9, 557. [Google Scholar] [CrossRef] [Green Version]
- Voorhees, P.W. The theory of Ostwald ripening. J. Stat. Phys. 1985, 38, 231–252. [Google Scholar] [CrossRef] [Green Version]
- Wiengmoon, A. Carbides in high chromium cast iron. Naresuan Univ. Eng. J. 2011, 6, 64–70. [Google Scholar]
- Carpenter, S.D.; Carpenter, D. X-ray diffraction study of M7C3 carbides within a high chromium white iron. Mater. Lett. 2003, 57, 4456–4459. [Google Scholar] [CrossRef]
- Wieczerzak, K.; Bala, P.; Dziurka, R.; Tokarski, T.; Cios, G.; Koziel, T.; Gondek, L. The effect of temperature on the evolution of eutectic carbides and M 7 C 3 → M 23 C 6 carbides reaction in the rapidly solidified Fe-Cr-C alloy. J. Alloys Compd. 2017, 698, 673–684. [Google Scholar] [CrossRef]
- Khvan, A.V.; Hallstedt, B.; Broechmann, C. A thermodynamic evolution of the Fe-Cr-C system. Calphad Comput. Coupling Phase Diagr. Thermochem. 2014, 46, 24–33. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Mn | Si | Fe |
|---|---|---|---|---|---|
| wt.% | 3.47 | 26.40 | 0.50 | 1.20 | balance |
| D10 (μm) | D50 (μm) | D90 (μm) | |
|---|---|---|---|
| Water atomized | |||
| HCCI powder | 13.24 | 36.25 | 85.90 |
| Specimens | #0 | #1 | #2 | #3 | #4 | #5 | #6 |
|---|---|---|---|---|---|---|---|
| Ceiling temperature | 1273 °C × 15 min | 1270 °C × 20 min | 1270 °C × 15 min | 1267 °C × 20 min | 1267 °C × 15 min | 1267 °C × 15 min | 1267 °C × 15 min |
| Floor temperature | 1240 °C × 65 min | 1240 °C × 65 min | 1240 °C × 65 min | 1240 °C × 65 min | 1240 °C × 65 min | 1245 °C × 65 min | 1235 °C × 65 min |
| Specimens | Volume Fraction of Carbides (Vol.%) | Relative Density (%) | Roundness of Carbide |
|---|---|---|---|
| A | 35.3 | 98.6 | 2.76 |
| #1 | 39.6 | 98.4 | 4.04 |
| #2 | 39.9 | 98.2 | 3.20 |
| #3 | 39.9 | 98.6 | 4.03 |
| #4 | 39.8 | 98.6 | 2.61 |
| #5 | 40.8 | 98.4 | 3.25 |
| #6 | 40.9 | 98.5 | 3.18 |
| Specimens | Hardness (HRC) | Bending Strength (MPa) | Impact Toughness (J/cm2) |
|---|---|---|---|
| A | 62.2 | 1755.6 | 4.2 |
| #1 | 62.6 | 1899.2 | 3.2 |
| #2 | 62.4 | 1776.9 | 4.0 |
| #3 | 62.7 | 1816.8 | 3.5 |
| #4 | 62.1 | 1895.9 | 4.9 |
| #5 | 62.0 | 1792.7 | 4.0 |
| #6 | 62.3 | 1569.5 | 4.1 |
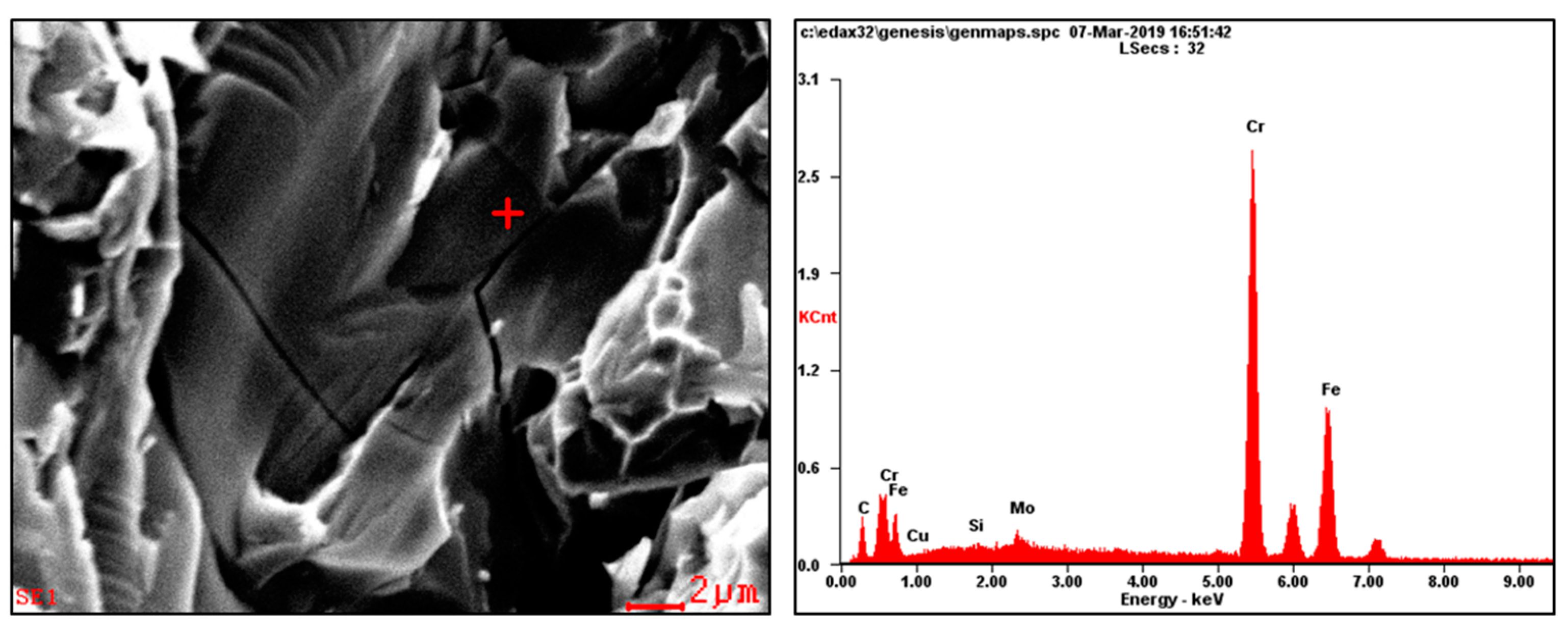
| Element | Wt.% | At% |
|---|---|---|
| FeK | 32.53 | 21.44 |
| CrK | 51.98 | 36.80 |
| CK | 13.28 | 40.70 |
| MoL | 1.98 | 0.76 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, J.; Xiao, P.; Gu, S.; Lv, R.; Zhao, J.; Zhong, S. Fixed and Variable Temperature Super-Solidus Liquid Phase Sintering of High Chromium Cast Iron with 25 Wt.%CR and Its Microstructure. Metals 2021, 11, 785. https://doi.org/10.3390/met11050785
Gu J, Xiao P, Gu S, Lv R, Zhao J, Zhong S. Fixed and Variable Temperature Super-Solidus Liquid Phase Sintering of High Chromium Cast Iron with 25 Wt.%CR and Its Microstructure. Metals. 2021; 11(5):785. https://doi.org/10.3390/met11050785
Chicago/Turabian StyleGu, Jinghong, Pingan Xiao, Simin Gu, Rong Lv, Jikang Zhao, and Siyuan Zhong. 2021. "Fixed and Variable Temperature Super-Solidus Liquid Phase Sintering of High Chromium Cast Iron with 25 Wt.%CR and Its Microstructure" Metals 11, no. 5: 785. https://doi.org/10.3390/met11050785