
E-Waste Recycling and Resource Recovery: A Review on Technologies, Barriers and Enablers with a Focus on Oceania

 ,
,  , ,
, , 
Abstract
:1. Introduction
2. Barriers and Enablers for E-Waste Recycling with a Focus on Oceania
2.1. Political, Legal, and Social Factors
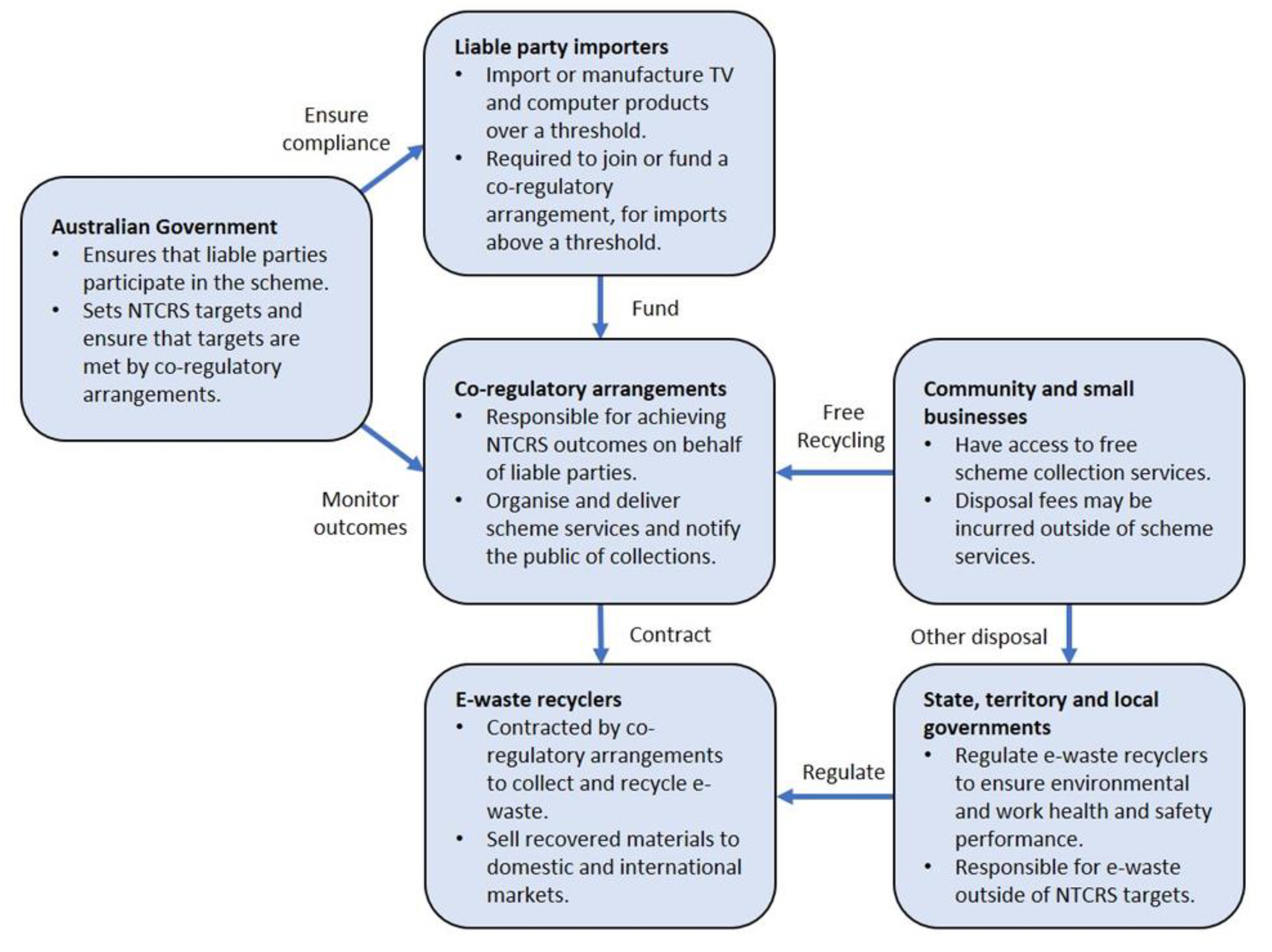
2.1.1. Australia
2.1.2. New Zealand
2.1.3. Pacific Islands Region (PIR)
2.1.4. Policy Recommendations for Oceania
2.2. Economic Factors
2.3. Technological Factors
2.3.1. Technological Factors Affecting the Repair of EEE
2.3.2. E-Waste Recycling Technologies
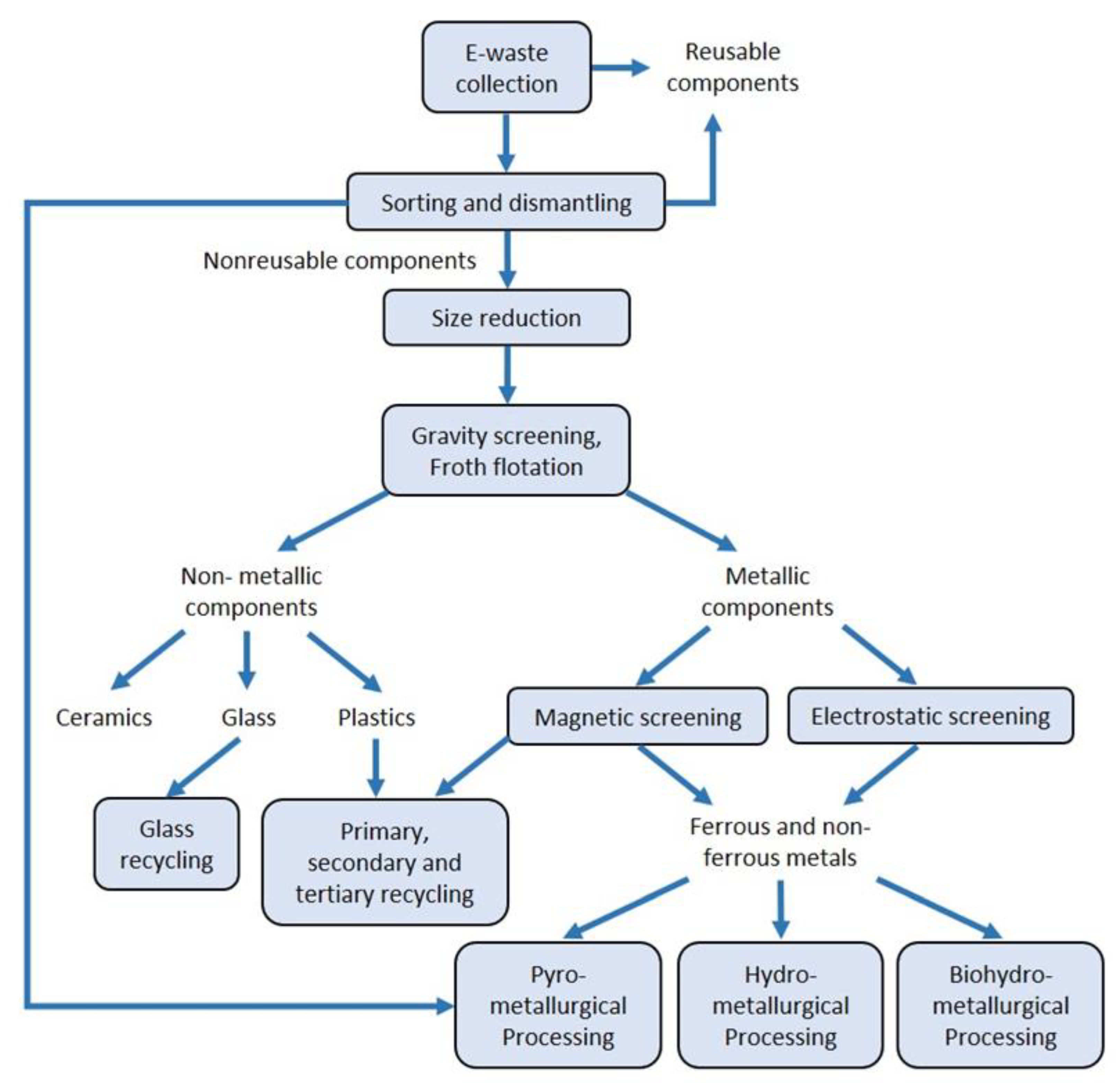
2.3.3. Collection and Preprocessing
2.3.4. Plastic Recycling
2.3.5. Glass Recycling
2.3.6. Metal Recycling
Pyrometallurgy
Hydrometallurgy
Base Metal Leaching
Precious Metal Leaching
Biohydrometallurgy
2.3.7. Technological Barriers Affecting the Recycling of E-Waste in Oceania
2.3.8. The Importance and Challenges Associated with Flow Sheet Design for Recycling of Complex End-of-Life Materials
2.4. Environmental Factors
3. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baldé, C.P.; Bel, G.; Forti, V.; Kuehr, R. The Global E-Waste Monitor 2020; United Nations Institute for Training and Research, International Telecommunication Union, and International Solid Waste Association: Bonn, Germany, 2020; ISBN 9789280891140. [Google Scholar]
- Robinson, B.H. E-waste: An assessment of global production and environmental impacts. Sci. Total Environ. 2009, 408, 183–191. [Google Scholar] [CrossRef]
- Babu, B.R.; Parande, A.K.; Basha, C.A. Electrical and electronic waste: A global environmental problem. Waste Manag. Res. 2007, 25, 307–318. [Google Scholar] [CrossRef]
- Widmer, R.; Oswald-Krapf, H.; Sinha-Khetriwal, D.; Schnellmann, M.; Böni, H. Global perspectives on e-waste. Environ. Impact Assess. Rev. 2005, 25, 436–458. [Google Scholar] [CrossRef]
- Forti, V.; Balde, C.P.; Kuehr, R.; Bel, G. The Global E-Waste Monitor 2020: Quantities, Flows and the Circular Economy Potential; United Nations University/United Nations Institute for Training and Research, International Telecommunication Union, and International Solid Waste Association: Bonn, Germany; Geneva, Switzerland; Rotterdam, The Netherland, 2020; ISBN 9789280891140. [Google Scholar]
- Ilankoon, I.M.S.K.; Ghorbani, Y.; Chong, M.N.; Herath, G.; Moyo, T.; Petersen, J. E-waste in the international context—A review of trade flows, regulations, hazards, waste management strategies and technologies for value recovery. Waste Manag. 2018, 82, 258–275. [Google Scholar] [CrossRef]
- Rene, E.R.; Sahinkaya, E.; Lewis, A.; Lens, P.N.L. Sustainable Heavy Metal Remediation Volume 2: Case Studies; Springer: Berlin/Heidelberg, Germany, 2017; Volume 8, ISBN 978-3-319-58621-2. [Google Scholar]
- Cui, J.; Zhang, L. Metallurgical recovery of metals from electronic waste: A review. J. Hazard. Mater. 2008, 158, 228–256. [Google Scholar] [CrossRef] [PubMed]
- Khaliq, A.; Rhamdhani, M.; Brooks, G.; Masood, S. Metal extraction processes for electronic waste and existing industrial routes: A review and australian perspective. Resources 2014, 3, 152–179. [Google Scholar] [CrossRef] [Green Version]
- Kaya, M. Current WEEE Recycling Solutions; Elsevier Ltd.: Amsterdam, The Netherlands, 2018; ISBN 9780081020579. [Google Scholar]
- Tansel, B. From electronic consumer products to e-wastes: Global outlook, waste quantities, recycling challenges. Environ. Int. 2017, 98, 35–45. [Google Scholar] [CrossRef] [PubMed]
- Pinho, S.; Ferreira, M.; Almeida, M.F. A wet dismantling process for the recycling of computer printed circuit boards. Resour. Conserv. Recycl. 2018, 132, 71–76. [Google Scholar] [CrossRef]
- Sum, E. The recovery of metals from electronic scrap. Rev. Extr. Metall. 1991, 43, 53–61. [Google Scholar] [CrossRef]
- Perkins, D.N.; Brune Drisse, M.N.; Nxele, T.; Sly, P.D. E-waste: A global hazard. Ann. Glob. Health 2014, 80, 286–295. [Google Scholar] [CrossRef]
- Carvalho, R.R.V.; Coelho, J.A.O.; Santos, J.M.; Aquino, F.W.B.; Carneiro, R.L.; Pereira-Filho, E.R. Laser-induced breakdown spectroscopy (LIBS) combined with hyperspectral imaging for the evaluation of printed circuit board composition. Talanta 2015, 134, 278–283. [Google Scholar] [CrossRef]
- Kaya, M. Recovery of metals and nonmetals from electronic waste by physical and chemical recycling processes. Waste Manag. 2016, 57, 64–90. [Google Scholar] [CrossRef] [PubMed]
- Charles, R.G.; Douglas, P.; Dowling, M.; Liversage, G.; Davies, M.L. Resources, conservation & recycling towards increased recovery of critical raw materials from WEEE—Evaluation of CRMs at a component level and pre-processing methods for interface optimisation with recovery processes. Resour. Conserv. Recycl. 2020, 161, 104923. [Google Scholar] [CrossRef]
- Calvo, G.; Mudd, G.; Valero, A.; Valero, A. Decreasing ore grades in global metallic mining: A theoretical issue or a global reality? Resources 2016, 5, 36. [Google Scholar] [CrossRef] [Green Version]
- Cui, J.; Forssberg, E. Mechanical recycling of waste electric and electronic equipment: A review. J. Hazard. Mater. 2003, 99, 243–263. [Google Scholar] [CrossRef]
- Morf, L.S.; Tremp, J.; Gloor, R.; Schuppisser, F.; Stengele, M.; Taverna, R. Metals, non-metals and PCB in electrical and electronic waste—Actual levels in Switzerland. Waste Manag. 2007, 27, 1306–1316. [Google Scholar] [CrossRef] [PubMed]
- Grant, K.; Goldizen, F.C.; Sly, P.D.; Brune, M.N.; Neira, M.; van den Berg, M.; Norman, R.E. Health consequences of exposure to e-waste: A systematic review. Lancet Glob. Health 2013, 1, e350–e361. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Duan, H.; Shi, P. Heavy metal contamination of surface soil in electronic waste dismantling area: Site investigation and source-apportionment analysis. Waste Manag. Res. 2011, 29, 727–738. [Google Scholar] [CrossRef]
- WHO. Sustainable Development Goals: Guidelines for the Use of the SDG Logo; United Nations: New York, NY, USA, 2020; pp. 1–68. [Google Scholar]
- Kaya, M. Electronic Waste and Printed Circuit Board Recycling Technologies; Springer: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-030-26592-2. [Google Scholar]
- Pant, D.; Joshi, D.; Upreti, M.K.; Kotnala, R.K. Chemical and biological extraction of metals present in E waste: A hybrid technology. Waste Manag. 2012, 32, 979–990. [Google Scholar] [CrossRef] [PubMed]
- Islam, A.; Ahmed, T.; Awual, M.R.; Rahman, A.; Sultana, M.; Aziz, A.A.; Monir, M.U.; Teo, S.H.; Hasan, M. Advances in sustainable approaches to recover metals from e-waste—A review. J. Clean. Prod. 2020, 244, 118815. [Google Scholar] [CrossRef]
- Kaksonen, A.H.; Deng, X.; Bohu, T.; Zea, L.; Khaleque, H.N.; Gumulya, Y.; Boxall, N.J.; Morris, C.; Yu, K. Prospective directions for biohydrometallurgy. Hydrometallurgy 2020, 195, 105376. [Google Scholar] [CrossRef]
- Hong, J.; Shi, W.; Wang, Y.; Chen, W.; Li, X. Life cycle assessment of electronic waste treatment. Waste Manag. 2015, 38, 357–365. [Google Scholar] [CrossRef]
- Xue, M.; Xu, Z. Application of life cycle assessment on electronic waste management: A review. Environ. Manag. 2017, 59, 693–707. [Google Scholar] [CrossRef]
- Soo, V.K.; Doolan, M. Recycling mobile phone impact on life cycle assessment. Procedia CIRP 2014, 15, 263–271. [Google Scholar] [CrossRef] [Green Version]
- Pokhrel, P.; Lin, S.; Tsai, C. Environmental and economic performance analysis of recycling waste printed circuit boards using life cycle assessment. J. Environ. Manag. 2020, 276, 111276. [Google Scholar] [CrossRef] [PubMed]
- King, S.; Boxall, N.J.; Bhatt, A.I. Lithium Battery Recycling in Australia; CSIRO: Canberra, Australia, 2018. [Google Scholar]
- Australian Government Product Stewardship Act 2011 (Commonwealth). 2011. Available online: https://www.environment.gov.au/protection/waste/product-stewardship/consultation-review-ps-act-incl-ntcrs (accessed on 18 August 2021).
- Islam, M.T.; Huda, N. E-Waste Management Practices in Australia. In Handbook of Electronic Waste Management; Butterworth-Heinemann: Oxford, UK, 2020; pp. 553–576. ISBN 9780128170304. [Google Scholar]
- Local Government Association of South Australia. Regulatory Requirements for the Collection, Handling, Transporting and Recycling of E-Waste—Circular 23.4. Available online: www.lga.sa.gov.au/page.aspx?c=28933 (accessed on 18 August 2021).
- Australian Bureau of Statistics. Electronic and Electrical Waste; Australian Bureau of Statistics: Canberra, Australia, 2013.
- Dias, P.; Bernardes, A.M.; Huda, N. Waste electrical and electronic equipment (WEEE) management: An analysis on the australian e-waste recycling scheme. J. Clean. Prod. 2018, 197, 750–764. [Google Scholar] [CrossRef]
- Co-Regulatory Arrangements—NTCRS. Available online: https://www.environment.gov.au/protection/waste/product-stewardship/products-schemes/television-computer-recycling-scheme/coreg-arrangements (accessed on 26 July 2021).
- Australian Government. The National Television and Computer Recycling Scheme—Operational Review. 2014. Available online: https://www.environment.gov.au/system/files/pages/1de81785-ce48-4671-8182-9f1d9490b5ce/files/operational-review-national-television-and-computer-recycling-scheme.pdf (accessed on 18 August 2021).
- Arain, A.L.; Pummill, R.; Adu-Brimpong, J.; Becker, S.; Green, M.; Ilardi, M.; Van Dam, E.; Neitzel, R.L. Analysis of e-waste recycling behavior based on survey at a Midwestern US University. Waste Manag. 2020, 105, 119–127. [Google Scholar] [CrossRef]
- Martinho, G.; Magalhães, D.; Pires, A. Consumer behavior with respect to the consumption and recycling of smartphones and tablets: An exploratory study in Portugal. J. Clean. Prod. 2017, 156, 147–158. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, B.; Yin, J.; Zhang, X. Willingness and behavior towards e-waste recycling for residents in Beijing city, China. J. Clean. Prod. 2011, 19, 977–984. [Google Scholar] [CrossRef]
- Morris, A.; Metternicht, G. Assessing effectiveness of WEEE management policy in Australia. J. Environ. Manag. 2016, 181, 218–230. [Google Scholar] [CrossRef]
- MobileMuster—Annual Report. 2018. Available online: https://www.mobilemuster.com.au/wp-content/uploads/2018/11/MOB_AnnualReport2018_AMEND02.WEB_.pdf (accessed on 18 August 2021).
- Westcott, M. E-Waste; Queensland Parliamentary Library: Brisbane, Australia, 2012.
- Recycling WEEE. Available online: https://www.mfe.govt.nz/publications/waste/waste-electrical-and-electronic-equipment-guidance-collection-reuse-and-recycli-5 (accessed on 23 March 2021).
- Blake, V.; Farrelly, T.; Hannon, J. Is voluntary product stewardship for e-waste working in New Zealand? A Whangarei case study. Sustainability 2019, 11, 3063. [Google Scholar] [CrossRef] [Green Version]
- Vodafone New Zealand. Trade-in Your Old Mobile for a New Smart Phone. Available online: http://tradein.vodafone.co.nz/ (accessed on 30 May 2021).
- Gertsakis, J.; Hannon, J.; MacGibbon, J.; Nixon, C.; Tripathi, N.; Wilkinson, S.; Zwimpfer, L. E-Waste in New Zealand: Five Years on; Ministry for the Environment: Wellington, New Zealand, 2011; ISBN 9780986468520.
- Huda, N.; Dias, P. Ensuring best E-waste recycling practices in developed countries: An Australian example. J. Clean. Prod. 2019, 209, 846–854. [Google Scholar] [CrossRef]
- E-Waste. Available online: https://www.sprep.org/pacwaste/e-waste (accessed on 30 May 2021).
- E-Waste Country Assessments. Available online: www.sprep.org/attachments/Publications/WMPC/Summary_Rep_PacWaste_TAP_Ewaste_Country_Assess.pdf (accessed on 18 August 2021).
- Hazardous Waste including E-Waste. Available online: https://www.epa.govt.nz/industry-areas/hazardous-substances/hazardous-waste/hazardous-waste-types/ (accessed on 7 April 2020).
- Hazardous Waste Permits. Available online: http://www.environment.gov.au/protection/hazardous-waste/permits (accessed on 23 May 2021).
- Reuters Glencore to Extend Life of Australian Copper Smelter Refinery Beyond 2022. Available online: https://www.reuters.com/article/us-australia-glencore-copper-idUSKCN26E0X4 (accessed on 24 April 2021).
- Hagelüken, C. Recycling of electronic scrap at Umicore’s integrated metals smelter and refinery. Erzmetall 2006, 59, 152–161. [Google Scholar]
- Aurubis Environmental Protection at Lünene. Available online: https://www.aurubis.com/en/responsibility-x/environmental-protection-at-sites/environmental-protection-at-lunen (accessed on 9 March 2021).
- Tesfaye, F.; Lindberg, D.; Hamuyuni, J.; Taskinen, P.; Hupa, L. Improving urban mining practices for optimal recovery of resources from e-waste. Miner. Eng. 2017, 111, 209–221. [Google Scholar] [CrossRef]
- DOWA. E-Waste Recycling at DOWA. Available online: http://www.env.go.jp/en/recycle/asian_net/Annual_Workshops/2018_PDF/Day2_KeynoteLecture/23Day2_S3_03_UpdatedDOWAEcosystem_ANWS2018.pdf (accessed on 9 March 2021).
- Zeng, X.; Li, J. Measuring the recyclability of e-waste: An innovative method and its implications. J. Clean. Prod. 2016, 131, 156–162. [Google Scholar] [CrossRef]
- Parajuly, K.; Kuehr, R.; Awasthi, A.K.; Fitzpatrick, C.; Lepawsky, J.; Smith, E.; Widmer, R.; Zeng, X. Future E-Waste Scenarios; UNU-Vie Scyle: Tokyo, Japan, 2019. [Google Scholar]
- Mahy, E. Can We Fix Our Way Out of the Growing E-Waste Problem? Available online: https://www.bbc.com/news/business-51385344 (accessed on 25 March 2020).
- Mikolajczak, C. European Parliament Calls for Ambitious Right to Repair. Available online: https://repair.eu/news/european-parliament-calls-for-ambitious-right-to-repair/#:~:text=YesterdaytheEuropeanParliamentvoted,setofcirculareconomymeasures (accessed on 25 March 2021).
- Harrabin, R. EU Brings in “Right to Repair” Rules for Appliances. Available online: https://www.bbc.com/news/business-49884827 (accessed on 25 March 2021).
- Gartenberg, C. California Becomes the 18th State to Introduce Right to Repair Bill. Available online: https://www.theverge.com/2018/3/8/17097256/california-right-to-repair-bill-apple-microsoft-service-replace-parts (accessed on 25 March 2021).
- Reuter, M.A.; Van Schaik, A.; Ballester, M. Limits of the circular economy: Fairphone modular design pushing the limits. World Metall. Erzmetall 2018, 71, 68–79. [Google Scholar]
- Scheyder, E.; Nellis, S. Apple Ups Phone Recycling with “Daisy” Robot But Still Relies on Mines. Available online: https://www.smh.com.au/technology/apple-ups-phone-recycling-with-daisy-robot-but-still-relies-on-mines-20200114-p53r8u.html#:~:text=Daisy%2Clessthan18metres,tobeextractedandrefined (accessed on 25 March 2021).
- Darmadi, M. Problem of E-Waste Continues to Grow in the Pacific. Available online: www.abc.net.au/radio-australia/programs/pacificbeat/global-and-pacific-e-waste-growing/12432844 (accessed on 18 August 2021).
- Meskers, C.E.M.; Hagelüken, C.; Salhofer, S.; Spitzbart, M. Impact of Pre-Processing Routes on Precious Metal Recovery from PCs. In Proceedings of the European Metallurgical Conference, Innsbruck, Austria, 28 June–1 July 2009; Volume 7. [Google Scholar]
- Chi, X.; Streicher-porte, M.; Wang, M.Y.L.; Reuter, M.A. Informal electronic waste recycling: A sector review with special focus on China. Waste Manag. 2011, 31, 731–742. [Google Scholar] [CrossRef] [PubMed]
- E-Waste|Pacific Environment. Available online: https://www.sprep.org/pacwaste/e-waste (accessed on 30 March 2021).
- Zhang, S.; Forssberg, E. Mechanical separation-oriented characterization of electronic scrap. Resour. Conserv. Recycl. 1997, 21, 247–269. [Google Scholar] [CrossRef]
- Park, S.; Kim, S.; Han, Y.; Park, J. International Journal of Mineral Processing Apparatus for electronic component disassembly from printed circuit board assembly in e-wastes. Int. J. Miner. Process. 2015, 144, 11–15. [Google Scholar] [CrossRef]
- Sarvar, M.; Salarirad, M.M.; Shabani, M.A. Characterization and mechanical separation of metals from computer Printed Circuit Boards (PCBs) based on mineral processing methods. Waste Manag. 2015, 45, 246–257. [Google Scholar] [CrossRef]
- Yamane, L.H.; de Moraes, V.T.; Espinosa, D.C.R.; Tenório, J.A.S. Recycling of WEEE: Characterization of spent printed circuit boards from mobile phones and computers. Waste Manag. 2011, 31, 2553–2558. [Google Scholar] [CrossRef] [PubMed]
- Veit, H.M.; Diehl, T.R.; Salami, A.P.; Rodrigues, J.S.; Bernardes, A.M.; Tenório, J.A.S. Utilization of magnetic and electrostatic separation in the recycling of printed circuit boards scrap. Waste Manag. 2005, 25, 67–74. [Google Scholar] [CrossRef] [PubMed]
- Yoo, J.-M.; Jeong, J.; Yoo, K.; Lee, J.; Kim, W. Enrichment of the metallic components from waste printed circuit boards by a mechanical separation process using a stamp mill. Waste Manag. 2009, 29, 1132–1137. [Google Scholar] [CrossRef]
- Tuncuk, A.; Stazi, V.; Akcil, A.; Yazici, E.Y.; Deveci, H. Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Miner. Eng. 2012, 25, 28–37. [Google Scholar] [CrossRef]
- Duan, C.; Wen, X.; Shi, C.; Zhao, Y.; Wen, B.; He, Y. Recovery of metals from waste printed circuit boards by a mechanical method using a water medium. J. Hazard. Mater. 2009, 166, 478–482. [Google Scholar] [CrossRef]
- Walker, T.; Terry, P. Recycle or Retune for the Switch off. Available online: https://www.abc.net.au/local/stories/2013/04/04/3729658.htm (accessed on 5 August 2021).
- Aspitech Australia. Available online: http://www.aspitech.com.au/ (accessed on 5 August 2021).
- Total Green Recycling. Available online: https://www.totalgreenrecycling.com.au/ (accessed on 5 August 2021).
- E-Cycle SA. Available online: http://www.ecyclesa.com.au/ (accessed on 5 August 2021).
- E-Recycling. Available online: https://www.endeavour.com.au/Business-Solutions/Recycling-Solutions/E-Recycling (accessed on 5 August 2021).
- Sims Metal Recycling. Available online: https://www.simsmm.com/ (accessed on 5 August 2021).
- Sustainable & Compliant Electronic Equipment Recycling. Available online: https://www.tes-amm.com/it-recycling/e-waste-recycling (accessed on 5 August 2021).
- E-Waste Recycling USR. Available online: http://usr.net.au/ (accessed on 5 August 2021).
- E-Waste Services Provider Quantum Recycling Solutions. Available online: http://quantumrecyclingsolutions.com.au/ (accessed on 5 August 2021).
- Buyequip—E-Waste Recycling. Available online: https://buyequip.com.au/ (accessed on 5 August 2021).
- E-Waste Recycling—eWastec. Available online: https://ewastec.com.au/ (accessed on 5 August 2021).
- Sahajwalla, V.; Gaikwad, V. The present and future of e-waste plastics recycling. Curr. Opin. Green Sustain. Chem. 2018, 13, 102–107. [Google Scholar] [CrossRef]
- Ma, C.; Yu, J.; Wang, B.; Song, Z.; Xiang, J.; Hu, S.; Su, S.; Sun, L. Chemical recycling of brominated flame retarded plastics from e-waste for clean fuels production: A review. Renew. Sustain. Energy Rev. 2016, 61, 433–450. [Google Scholar] [CrossRef]
- Vimal Kumar, R.; Kanna, G.R.; Elumalai, S. Biodegradation of polyethylene by green photosynthetic microalgae. J. Bioremediation Biodegrad. 2017, 8, 2. [Google Scholar] [CrossRef] [Green Version]
- Stockholm Convention: Protecting Human Health and the Enviroment from Presitent Organic Pollutants. Available online: http://www.pops.int/TheConvention/Overview/TextoftheConvention/tabid/2232/Default.aspx (accessed on 3 May 2021).
- Hennebert, P.; Filella, M. WEEE plastic sorting for bromine essential to enforce EU regulation. Waste Manag. 2018, 71, 390–399. [Google Scholar] [CrossRef]
- Garcia, J.M.; Robertson, M.L. The future of plastics recycling. Science (80-.) 2017, 358, 870–872. [Google Scholar] [CrossRef]
- Ramesh, V.; Mohanty, S.; Biswal, M.; Nayak, S.K. Effect of reprocessing and accelerated weathering on impact-modified recycled blend. J. Mater. Eng. Perform. 2015, 24, 5046–5053. [Google Scholar] [CrossRef]
- Shipping Partnership Advances Waste Management in Pacific Islands. Available online: https://sdg.iisd.org/commentary/policy-briefs/shipping-partnership-advances-waste-management-in-pacific-islands/ (accessed on 27 July 2021).
- Imai, T.; Hamm, S.; Rothenbacher, K.P. Comparison of the recyclability of flame-retarded plastics. Environ. Sci. Technol. 2003, 37, 652–656. [Google Scholar] [CrossRef]
- Schlummer, M.; Wolff, F.; Maurer, A. Recovery of PC/ABS from WEEE Plastic Shred by the CreaSolv® Process. In Proceedings of the 2016 Electronics Goes Green 2016+ (EGG), Berlin, Germany, 6–9 September 2017; pp. 5–10. [Google Scholar] [CrossRef]
- Knappich, F.; Hartl, F.; Schlummer, M.; Mäurer, A. Complete recycling of composite material comprising polybutylene terephthalate and copper. Recycling 2017, 2, 9. [Google Scholar] [CrossRef] [Green Version]
- Ikhlayel, M. Environmental impacts and benefits of state-of-the-art technologies for e-waste management. Waste Manag. 2017, 68, 458–474. [Google Scholar] [CrossRef] [PubMed]
- Tange, L.; Drohmann, D. Waste electrical and electronic equipment plastics with brominated flame retardants—From legislation to separate treatment—Thermal processes. Polym. Degrad. Stab. 2005, 88, 35–40. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Second Waste-to-Energy Plant Gets Green Light—Australian Renewable Energy Agency. Available online: https://arena.gov.au/blog/second-waste-to-energy-plant-gets-green-light/ (accessed on 27 July 2021).
- Borrelle, S.; Fuller, S.; Farrelly, T. Plastic Pollution Prevention in Pacific Island Countries: Gap Analysis of Current Legislation, Policies and Plans. Available online: https://reports.eia-international.org/wp-content/uploads/sites/6/2020/09/Plastic-Prevention-Gap-Analysis-2020.pdf (accessed on 27 July 2021).
- Gaikwad, V.; Kumar, U.; Pahlevani, F.; Piadasa, A.; Sahajwalla, V. Thermal transformation of waste toner powder into a value-added rerrous resource. ACS Sustain. Chem. Eng. 2017, 5, 11543–11550. [Google Scholar] [CrossRef]
- Rajagopal, R.R.; Rajarao, R.; Cholake, S.T.; Sahajwalla, V. Sustainable composite panels from non-metallic waste printed circuit boards and automotive plastics. J. Clean. Prod. 2017, 144, 470–481. [Google Scholar] [CrossRef]
- Maroufi, S.; Mayyas, M.; Sahajwalla, V. Novel synthesis of silicon carbide nanowires from e-waste. ACS Sustain. Chem. Eng. 2017, 5, 4171–4178. [Google Scholar] [CrossRef]
- Manjunath, B.T.A. Partial replacement of e-plastic waste as coarse-aggregate in concrete. Procedia Environ. Sci. 2016, 35, 731–739. [Google Scholar] [CrossRef]
- Amobonye, A.; Bhagwat, P.; Singh, S.; Pillai, S. Plastic biodegradation: Frontline microbes and their enzymes. Sci. Total Environ. 2020, 759, 143536. [Google Scholar] [CrossRef]
- Mohan, A.J.; Sekhar, V.C.; Bhaskar, T.; Nampoothiri, K.M. Microbial assisted High Impact Polystyrene (HIPS) degradation. Bioresour. Technol. 2016, 213, 204–207. [Google Scholar] [CrossRef] [PubMed]
- Munir, E.; Harefa, R.S.M.; Priyani, N.; Suryanto, D. Plastic degrading fungi Trichoderma viride and Aspergillus nomius isolated from local landfill soil in Medan. IOP Conf. Ser. Earth Environ. Sci. 2018, 126, 012145. [Google Scholar] [CrossRef]
- Sahajwalla, V.; Zaharia, M.; Kongkarat, S.; Khanna, R.; Rahman, M.; Saha-Chaudhury, N.; O’Kane, P.; Dicker, J.; Skidmore, C.; Knights, D. Recycling end-of-life polymers in an electric arc furnace steelmaking process: Fundamentals of polymer reactions with slag and metal. Energy Fuels 2012, 26, 58–66. [Google Scholar] [CrossRef]
- Sahajwalla, V.; Zaharia, M.; Kongkarat, S.; Khanna, R.; Saha-Chaudhury, N.; O’Kane, P. Recycling plastics as a resource for electric arc furnace (EAF) steelmaking: Combustion and structural transformations of metallurgical coke and plastic blends. Energy Fuels 2010, 24, 379–391. [Google Scholar] [CrossRef]
- Townsend, T.G. Leaching of lead from computer printed wire boards and cathode ray tubes by municipal solid waste landfill leachates. Environ. Sci. Technol. 2003, 37, 4778–4784. [Google Scholar]
- Spalvins, E.; Dubey, B.; Townsend, T. Impact of electronic waste disposal on lead concentrations in landfill leachate. Environ. Sci. Technol. 2008, 42, 7452–7458. [Google Scholar] [CrossRef] [PubMed]
- Yao, Z.; Ling, T.C.; Sarker, P.K.; Su, W.; Liu, J.; Wu, W.; Tang, J. Recycling difficult-to-treat e-waste cathode-ray-tube glass as construction and building materials: A critical review. Renew. Sustain. Energy Rev. 2018, 81, 595–604. [Google Scholar] [CrossRef]
- Yao, Z.; Wu, D.; Liu, J.; Wu, W.; Zhao, H.; Tang, J. Recycling of typical difficult-to-treat e-waste: Synthesize zeolites from waste cathode-ray-tube funnel glass. J. Hazard. Mater. 2017, 324, 673–680. [Google Scholar] [CrossRef] [PubMed]
- Hreglich, S.; Falcone, R.; Vallotto, M. The recycling of end of life panel glass from TV sets in glass fibres and ceramic productions. In Recycling and Reuse of Glass Cullet; Thomas Telford Publishing: London, UK, 2001; pp. 123–134. [Google Scholar]
- Mueller, J.R.; Boehm, M.W.; Drummond, C. Direction of CRT waste glass processing: Electronics recycling industry communication q. Waste Manag. 2020, 32, 1560–1565. [Google Scholar] [CrossRef]
- Mostaghel, S.; Samuelsson, C. Metallurgical use of glass fractions from waste electric and electronic equipment (WEEE). Waste Manag. 2010, 30, 140–144. [Google Scholar] [CrossRef]
- Mucsi, G.; Csőke, B.; Kertész, M.; Hoffmann, L. Physical characteristics and technology of glass foam from waste cathode ray tube glass. J. Mater. 2013, 2013, 696428. [Google Scholar] [CrossRef] [Green Version]
- Minay, E.J.; Desbois, V.; Boccaccini, A.R. Innovative manufacturing technique for glass matrix composites: Extrusion of recycled TV set screen glass reinforced with Al2O3 platelets. J. Mater. Process. Technol. 2003, 142, 471–478. [Google Scholar] [CrossRef]
- Raimondo, M.; Zanelli, C.; Matteucci, F.; Guarini, G.; Dondi, M.; Labrincha, J.A. Effect of waste glass (TV/PC cathodic tube and screen) on technological properties and sintering behaviour of porcelain stoneware tiles. Ceram. Int. 2007, 33, 615–623. [Google Scholar] [CrossRef] [Green Version]
- Romero, D.; James, J.; Mora, R.; Hays, C.D. Study on the mechanical and environmental properties of concrete containing cathode ray tube glass aggregate. Waste Manag. 2013, 33, 1659–1666. [Google Scholar] [CrossRef]
- Ma, J.; Reben, M.; Rzepa, K. Mechanical properties of concrete mortar based on mixture of CRT glass cullet and fluidized fly ash. Procedia Eng. 2015, 108, 453–458. [Google Scholar] [CrossRef] [Green Version]
- Ling, T.; Poon, C. Feasible use of recycled CRT funnel glass as heavyweight fine aggregate in barite concrete. J. Clean. Prod. 2012, 33, 42–49. [Google Scholar] [CrossRef]
- Saterlay, A.J.; Wilkins, S.J.; Compton, R.G. Towards greener disposal of waste cathode ray tubes via ultrasonically enhanced lead leaching. Green Chem. 2001, 3, 149–155. [Google Scholar] [CrossRef]
- Weckend, S.; Wade, A.; Heath, G.A. End-of-Life Management: Solar Photovoltaic Panels; International Renewable Energy Agency and the International Energy Agency Photovoltaic Power Systems: Golden, CO, USA, 2016; ISBN 9789295111981. [Google Scholar]
- Labouret, A.; Villoz, M. Solar photovoltaic energy. Sol. Photovolt. Energy 2010, 1–373. [Google Scholar] [CrossRef]
- Marini, C.; Blanc, I.; Sinha, P.; Wade, A. A Prospective Mapping of Environmental Impacts of Large Scale Photovoltaic Ground Mounted Systems Based on the Cdte Technology at 2050 Time Horizon. In Proceedings of the European Photovoltaic Solar Energy Conference and Exhibition, Amsterdam, The Netherlands, 22–24 September 2014; pp. 3394–3398. [Google Scholar] [CrossRef]
- Sander, K. Study on the Development of a Take Back and Recovery System for Photovoltaic Modules; European Photovoltaic Industry Association: Berlin, Germany, 2007. [Google Scholar]
- CRT Recycling. Available online: https://mri.com.au/recycling/crt-recycling/ (accessed on 21 April 2021).
- Solar PV and Batteries. Available online: https://www.energy.gov.au/households/solar-pv-and-batteries#:~:text=Australiahasthehighestuptake,Australia(source%3ACER) (accessed on 24 April 2021).
- Miller, A.; Williams, J.; Wood, A.; Santos-martin, D.; Lemon, S.; Watson, N.; Pandey, S. Photovoltaic Solar Power Uptake in New Zealand. In Proceedings of the Electricity Engineers’ Association Conference 2014 (EEA), Auckland, New Zealand, 18–20 June 2014; pp. 1–11. [Google Scholar]
- Raturi, A.; Singh, A.; Prasad, R.D. Grid-connected PV systems in the pacific island countries. Renew. Sustain. Energy Rev. 2016, 58, 419–428. [Google Scholar] [CrossRef]
- Hoffmann, J.E. Recovering precious metals from electronic scrap. JOM 1992, 44, 43–48. [Google Scholar] [CrossRef]
- Lee, J.C.; Song, H.T.; Yoo, J.M. Present status of the recycling of waste electrical and electronic equipment in Korea. Resour. Conserv. Recycl. 2007, 50, 380–397. [Google Scholar] [CrossRef]
- Ebin, B.; Isik, M.I. Pyrometallurgical processes for the recovery of metals from WEEE. In WEEE Recycling Research, Development, and Policies; Chagnes, A., Cote, G., Ekberg, C., Nilsson, M., Retegan, T., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 107–137. ISBN 978-0-12-803363-0. [Google Scholar]
- Kahhat, R.; Williams, E. Product or waste? Importation and end-of-life processing of computers in Peru. Environ. Sci. Technol. 2009, 43, 6010–6016. [Google Scholar] [CrossRef]
- Zamzow, K.; Tsukamoto, T.K.; Miller, G.C. Biodiesel Waste Fluid as An Inexpensive Carbon Source for Bioreactors Treating Acid Mine Drainage (California-Nevada, United States). In Proceedings of the MWA Symposium 2007: Water in Mining Environments, Cagliari, Italy, 27–31 May 2007; pp. 3–6. [Google Scholar]
- Hageluken, C. Improving Metal Returns and Eco-Efficiency in Electronics Recycling. In Proceedings of the 2006 IEEE International Symposium on Electronics and the Environment, Scottsdale, AZ, USA, 8–11 May 2006; pp. 218–223. [Google Scholar]
- South Australian Recycler Plans to Take on E-Waste. Available online: https://wastemanagementreview.com.au/biggest-e-waste-recycling-plant-australia-destined-port-pirie/ (accessed on 27 July 2021).
- Rio Tinto Smelter in New Zealand to Slose with Loss of 1000 Jobs. Guardian. 2020. Available online: https://www.theguardian.com/world/2020/jul/09/rio-tinto-smelter-in-new-zealand-to-close-with-loss-of-1000jobs#:~:text=More%20than%201%2C000%20jobs%20will,the%20business%20was%20not%20viable (accessed on 18 August 2021).
- Varjani, S.J.; Gnansounou, E.; Gurunathan, B.; Pant, D.; Zakaria, Z.A. Waste Bioremediation; Springer Singapore: Singapore, 2018; ISBN 9789811074127. [Google Scholar]
- Ashiq, A.; Kulkarni, J.; Vithanage, M. Hydrometallurgical Recovery of Metals from E-Waste; Elsevier Inc.: Amsterdam, The Netherlands, 2019; ISBN 9780128161906. [Google Scholar]
- Sahin, M.; Akcil, A.; Erust, C.; Altynbek, S.; Gahan, C.S.; Tuncuk, A. A potential alternative for precious metal recovery from e-waste: Iodine leaching. Sep. Sci. Technol. 2015, 50, 2587–2595. [Google Scholar] [CrossRef]
- Cui, H.; Anderson, C. Hydrometallurgical treatment of waste printed circuit boards: Bromine leaching. Metals 2020, 10, 462. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Zhang, C.; Zheng, F.; Ma, E.; Wang, R.; Bai, J.; Yuan, W.; Wang, J. Alkaline electrochemical leaching of Sn and Pb from the surface of waste printed circuit board and the stripping of gold by methanesulfonic acid. Environ. Prog. Sustain. Energy 2020, 39, e13324. [Google Scholar] [CrossRef]
- Jing-ying, L.; Xiu-li, X.; Wen-quan, L. Thiourea leaching gold and silver from the printed circuit boards of waste mobile phones. Waste Manag. 2012, 32, 1209–1212. [Google Scholar] [CrossRef] [PubMed]
- Juna, W. Gold and silver selectively leaching from printed circuit boards scrap with acid thiourea solution. Nonferrous Met. 2009. [Google Scholar]
- Oh, C.J.; Lee, S.O.; Yang, H.S.; Ha, T.J.; Kim, M.J. Selective leaching of valuable metals from waste printed circuit boards. J. Air Waste Manag. Assoc. 2003, 53, 897–902. [Google Scholar] [CrossRef]
- Ha, V.H.; Lee, J.C.; Jeong, J.; Hai, H.T.; Jha, M.K. Thiosulfate leaching of gold from waste mobile phones. J. Hazard. Mater. 2010, 178, 1115–1119. [Google Scholar] [CrossRef] [PubMed]
- Quinet, P.; Proost, J.; Van Lierde, A. Recovery of precious metals from electronic scrap by hydrometallurgical processing routes. Min. Metall. Explor. 2005, 22, 17–22. [Google Scholar] [CrossRef]
- Bas, A.D.; Deveci, H.; Yazici, E.Y. Treatment of manufacturing scrap TV boards by nitric acid leaching. Sep. Purif. Technol. 2014, 130, 151–159. [Google Scholar] [CrossRef]
- Jha, M.K.; Kumari, A.; Choubey, P.K.; Lee, J.; Kumar, V.; Jeong, J. Leaching of lead from solder material of waste printed circuit boards (PCBs). Hydrometallurgy 2012, 121–124, 28–34. [Google Scholar] [CrossRef]
- Birloaga, I.; Michelis, I.D.; Ferella, F.; Buzatu, M.; Vegliò, F. Study on the influence of various factors in the hydrometallurgical processing of waste printed circuit boards for copper and gold recovery. Waste Manag. 2013, 33, 935–941. [Google Scholar] [CrossRef]
- Yazici, E.Y.; Deveci, H. Ferric sulphate leaching of metals from waste printed circuit boards. Int. J. Miner. Process. 2014, 133, 39–45. [Google Scholar] [CrossRef]
- Torres, R.; Segura-Bailón, B.; Lapidus, G.T. Effect of temperature on copper, iron and lead leaching from e-waste using citrate solutions. Waste Manag. 2018, 71, 420–425. [Google Scholar] [CrossRef] [PubMed]
- Sheng, P.; Etsell, T. Recovery of gold from computer circuit board scrap using aqua regia. Waste Manag. Res. 2007, 25, 380–383. [Google Scholar] [CrossRef] [PubMed]
- Van Yken, J.; Cheng, K.Y.; Boxall, N.J.; Nikoloski, A.N.; Moheimani, N.; Valix, M.; Sahajwalla, V.; Kaksonen, A.H. Potential of metals leaching from printed circuit boards with biological and chemical lixiviants. Hydrometallurgy 2020, 196, 105433. [Google Scholar] [CrossRef]
- Xu, Y.; Li, J.; Liu, L. Current status and future perspective of recycling copper by hydrometallurgy from waste printed circuit boards. Procedia Environ. Sci. 2016, 31, 162–170. [Google Scholar] [CrossRef] [Green Version]
- Kudpeng, K.; Bohu, T.; Morris, C.; Thiravetyan, P.; Kaksonen, A.H. Bioleaching of gold from sulfidic gold ore concentrate and electronic waste by Roseovarius tolerans and Roseovarius mucosus. Microorganisms 2020, 8, 1783. [Google Scholar] [CrossRef] [PubMed]
- Montero, R.; Guevara, A.; dela Torre, E. Recovery of gold, silver, copper and niobium from printed circuit boards using leaching column technique. J. Earth Sci. Eng. 2012, 2, 590. [Google Scholar]
- Lee, J.C.; Pandey, B.D. Bio-processing of solid wastes and secondary resources for metal extraction—A review. Waste Manag. 2012, 32, 3–18. [Google Scholar] [CrossRef]
- Havlik, T.; Orac, D.; Petranikova, M.; Miskufova, A.; Kukurugya, F.; Takacova, Z. Leaching of copper and tin from used printed circuit boards after thermal treatment. J. Hazard. Mater. 2010, 183, 866–873. [Google Scholar] [CrossRef]
- Torres, R.; Segura-Bailón, B.; Lapidus, G.T. Copper leaching from electronic waste for the improvement of gold recycling. Waste Manag. 2016, 57, 131–139. [Google Scholar] [CrossRef] [PubMed]
- Oraby, E.A.; Li, H.; Eksteen, J.J. An alkaline glycine-based leach process of base and precious metals from powdered waste printed circuit boards. Waste Biomass Valorization 2020, 11, 3897–3909. [Google Scholar] [CrossRef]
- Wang, J.; Bai, J.; Xu, J.; Liang, B. Bioleaching of metals from printed wire boards by Acidithiobacillus ferrooxidans and Acidithiobacillus thiooxidans and their mixture. J. Hazard. Mater. 2009, 172, 1100–1105. [Google Scholar] [CrossRef]
- Marsh, A.R.W.; McElroy, W.J. The dissociation constant and Henry’s law constant of HCl in aqueous solution. Atmos. Environ. 1985, 19, 1075–1080. [Google Scholar] [CrossRef]
- Iannicelli-Zubiani, E.M.; Giani, M.I.; Recanati, F.; Dotelli, G.; Puricelli, S.; Cristiani, C. Environmental impacts of a hydrometallurgical process for electronic waste treatment: A life cycle assessment case study. J. Clean. Prod. 2017, 140, 1204–1216. [Google Scholar] [CrossRef]
- Zhou, J.; Zhu, N.; Liu, H.; Wu, P.; Zhang, X.; Zhong, Z. Recovery of gallium from waste light emitting diodes by oxalic acidic leaching. Resour. Conserv. Recycl. 2019, 146, 366–372. [Google Scholar] [CrossRef]
- Li, L.; Lu, J.; Ren, Y.; Xiao, X.; Jie, R.; Wu, F.; Amine, K. Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries. J. Power Sources 2012, 218, 21–27. [Google Scholar] [CrossRef]
- Verma, A.; Hait, S. Chelating extraction of metals from e-waste using diethylene triamine pentaacetic acid. Process Saf. Environ. Prot. 2019, 121, 1–11. [Google Scholar] [CrossRef]
- Hilson, G.; Monhemius, A.J. Alternatives to cyanide in the gold mining industry: What prospects for the future? J. Clean. Prod. 2006, 14, 1158–1167. [Google Scholar] [CrossRef]
- Korte, F.; Spiteller, M.; Coulston, F. The cyanide leaching gold recovery process is a nonsustainable technology with unacceptable impacts on ecosystems and humans: The disaster in Romania. Ecotoxicol. Environ. Saf. 2000, 46, 241–245. [Google Scholar] [CrossRef] [PubMed]
- Gökelma, M.; Birich, A.; Stopic, S.; Friedrich, B. A review on alternative gold recovery reagents to cyanide. J. Mater. Sci. Chem. Eng. 2016, 4, 8–17. [Google Scholar]
- Xu, X.-L.; Li, J.-Y. Experimental study of thiourea leaching gold and silver from waste circuit boards. J. Qingdao Univ. Technol. Ed. 2011, 26, 69–73. [Google Scholar]
- Zhang, Y.; Liu, S.; Xie, H.; Zeng, X.; Li, J. Current status on leaching precious metals from waste printed circuit boards. Procedia Environ. Sci. 2012, 16, 560–568. [Google Scholar] [CrossRef] [Green Version]
- Go, N.; Ko, E.; Yıldırım, M.E.; Selengil, U. Leaching and CIL processes in gold recovery from refractory ore with thiourea solutions. Miner. Eng. 2007, 20, 559–565. [Google Scholar] [CrossRef]
- Brooy, S.R.L.; Linge, H.G.I.; Walker, G.S. Review of gold extraction from ores. Miner. Eng. 1994, 7, 1213–1241. [Google Scholar] [CrossRef]
- Petter, P.M.H.; Veit, H.M.; Bernardes, A.M. Evaluation of gold and silver leaching from printed circuit board of cellphones. Waste Manag. 2014, 34, 475–482. [Google Scholar] [CrossRef]
- Tripathi, A.; Kumar, M.; Sau, D.; Agrawal, A.; Chakravarty, S.; Mankhand, T. Leaching of gold from the waste mobile phone printed circuit boards (PCBs) with ammonium thiosulphate. Int. J. Metall. Eng. 2012, 1, 17–21. [Google Scholar] [CrossRef]
- Jeffrey, M.I.; Watling, K.; Hope, G.A.; Woods, R. Identification of surface species that inhibit and passivate thiosulfate leaching of gold. Miner. Eng. 2008, 21, 443–452. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M. Thermodynamic analysis of gold leaching by ammoniacal thiosulfate using Eh/pH and speciation diagrams. Min. Metall. Explor. 2002, 18, 221–227. [Google Scholar] [CrossRef]
- Zipperian, D.; Raghavan, S. Gold and silver extraction by ammoniacal thiosulfate leaching from a rhyolite ore. Hydrometallurgy 1988, 19, 361–375. [Google Scholar] [CrossRef]
- Seisko, S.; Lampinen, M.; Aromaa, J.; Laari, A.; Koiranen, T.; Lundström, M. Kinetics and mechanisms of gold dissolution by ferric chloride leaching. Miner. Eng. 2018, 115, 131–141. [Google Scholar] [CrossRef]
- Liang, X.Q.C.D.C.; Manhong, H. Iodine leaching process for recovery of gold from waste PCB. Chin. J. Environ. Eng. 2009, 5. [Google Scholar]
- Manigandan, S.; Rajmohan, K.S.; Varjani, S. Current Trends in Gold Recovery from Electronic Wastes; Elsevier: Amsterdam, The Netherlands, 2020; ISBN 9780444643216. [Google Scholar]
- Liu, J.Q.; Nicol, M.J. Thermodynamics and kinetics of the dissolution of gold under pressure oxidation conditions in the presence of chloride. Can. Metall. Q. 2002, 41, 409–415. [Google Scholar] [CrossRef]
- Pereira, M.M.; Costa, F.O.; Gomes, R.F.; Rodrigues, M.L.M.; da Silva, G.A.; Leão, V.A. Multivariate study of a novel hydrometallurgical route employing chloride/hypochlorite for leaching silver from printed circuit boards. Chem. Eng. Res. Des. 2020, 163, 115–124. [Google Scholar] [CrossRef]
- Oraby, E.A.; Eksteen, J.J. The selective leaching of copper from a gold–copper concentrate in glycine solutions. Hydrometallurgy 2014, 150, 14–19. [Google Scholar] [CrossRef]
- Eksteen, J.J.; Oraby, E.A. The leaching and adsorption of gold using low concentration amino acids and hydrogen peroxide: Effect of catalytic ions, sulphide minerals and amino acid type. Miner. Eng. 2015, 70, 36–42. [Google Scholar] [CrossRef]
- Oraby, E.A.; Eksteen, J.J. The leaching of gold, silver and their alloys in alkaline glycine–peroxide solutions and their adsorption on carbon. Hydrometallurgy 2015, 152, 199–203. [Google Scholar] [CrossRef]
- Tanda, B.C.; Eksteen, J.J.; Oraby, E.A. An investigation into the leaching behaviour of copper oxide minerals in aqueous alkaline glycine solutions. Hydrometallurgy 2017, 167, 153–162. [Google Scholar] [CrossRef]
- Oraby, E.A.; Eksteen, J.J. Gold leaching in cyanide-starved copper solutions in the presence of glycine. Hydrometallurgy 2015, 156, 81–88. [Google Scholar] [CrossRef]
- González-López, J.; Rodelas, B.; Pozo, C.; Salmerón-López, V.; Martínez-Toledo, M.V.; Salmerón, V. Liberation of amino acids by heterotrophic nitrogen fixing bacteria. Amino Acids 2005, 28, 363–367. [Google Scholar] [CrossRef]
- Ilyas, S.; Lee, J.C. Bioleaching of metals from electronic scrap in a stirred tank reactor. Hydrometallurgy 2014, 149, 50–62. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, Z. A review of current progress of recycling technologies for metals from waste electrical and electronic equipment. J. Clean. Prod. 2016, 127, 19–36. [Google Scholar] [CrossRef]
- Kaksonen, A.H.; Boxall, N.J.; Gumulya, Y.; Khaleque, H.N.; Morris, C.; Bohu, T.; Yu, K.; Usher, K.M.; Lakaniemi, A. Recent progress in biohydrometallurgy and microbial characterisation. Hydrometallurgy 2018, 180, 7–25. [Google Scholar] [CrossRef]
- Brierley, J.A.; Brierley, C.L. Present and future commercial applications of biohydrometallurgy. Hydrometallurgy 2001, 59, 233–239. [Google Scholar] [CrossRef]
- Watling, H.R. The bioleaching of sulphide minerals with emphasis on copper sulphides—A review. Hydrometallurgy 2006, 84, 81–108. [Google Scholar] [CrossRef]
- Kaksonen, A.H.; Madhu, B.; Hackl, R. Hydrometallurgy The role of microorganisms in gold processing and recovery—A review. Hydrometallurgy 2014, 142, 70–83. [Google Scholar] [CrossRef]
- Paques Metal & Mining Industry—Sustainable Metal Recovery and Water Treatment. Available online: https://en.paques.nl/mediadepot/184210ea7803/WEBSectorbrochureMetalMining.pdf (accessed on 11 May 2021).
- Paques Anglo Coal. Acidic Mine Water Treatment without Lime. Available online: https://en.paques.nl/about-us/subpages/cases/anglo-coal-en/3 (accessed on 11 May 2021).
- Boxall, N.J.; King, S.; Yu, K.; Gumulya, Y.; Bruckard, W.; Kaksonen, A.H. Urban mining of lithium-ion batteries in Australia: Current state and future trends. Miner. Eng. 2018, 128, 45–55. [Google Scholar] [CrossRef]
- Kinnunen, H.; Kaksonen, A.H. Towards circular economy in mining: Opportunities and bottlenecks for tailings valorization. J. Clean. Prod. 2019, 228, 153–160. [Google Scholar] [CrossRef]
- Bryan, C.G.; Williamson, B.J.; Całus-Moszko, J.; van Haute, Q.; Guezennec, A.-G.; Gaydardzhiev, S.; Wavrer, P.; Frączek, R. CEReS—Co-processing of coal mine & electronic wastes: Novel resources for a sustainable future. Hydrometallurgy 2020, 197, 105444. [Google Scholar] [CrossRef]
- Kaya, M. Waste printed circuit board (WPCB) recovery technology: Disassembly and desoldering approach. In Electronic Waste and Printed Circuit Board Recycling Technologies; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Yang, Y.; Chen, S.; Li, S.; Chen, M.; Chen, H.; Liu, B. Bioleaching waste printed circuit boards by Acidithiobacillus ferrooxidans and its kinetics aspect. J. Biotechnol. 2014, 173, 24–30. [Google Scholar] [CrossRef] [PubMed]
- Hubau, A.; Minier, M.; Chagnes, A.; Joulian, C.; Silvente, C.; Guezennec, A.G. Recovery of metals in a double-stage continuous bioreactor for acidic bioleaching of printed circuit boards (PCBs). Sep. Purif. Technol. 2020, 238, 116481. [Google Scholar] [CrossRef]
- Zhu, N.; Xiang, Y.; Zhang, T.; Wu, P.; Dang, Z.; Li, P.; Wu, J. Bioleaching of metal concentrates of waste printed circuit boards by mixed culture of acidophilic bacteria. J. Hazard. Mater. 2011, 192, 614–619. [Google Scholar] [CrossRef]
- Pradhan, J.K.; Kumar, S. Metals bioleaching from electronic waste by Chromobacterium violaceum and Pseudomonads sp. Waste Manag. Res. 2012, 30, 1151–1159. [Google Scholar] [CrossRef] [PubMed]
- Tran, C.D.; Lee, J.C.; Pandey, B.D.; Jeong, J.; Yoo, K.; Huynh, T.H. Bacterial cyanide generation in the presence of metal ions (Na+, Mg2+, Fe2+, Pb2+) and gold bioleaching from waste PCBs. J. Chem. Eng. Jpn. 2011, 44, 692–700. [Google Scholar] [CrossRef]
- Işıldar, A.; van de Vossenberg, J.; Rene, E.R.; van Hullebusch, E.D.; Lens, P.N.L. Two-step bioleaching of copper and gold from discarded printed circuit boards (PCB). Waste Manag. 2016, 57, 149–157. [Google Scholar] [CrossRef]
- Brandl, H.; Bosshard, R.; Wegmann, M. Computer-munching microbes: Metal leaching from electronic scrap by bacteria and fungi. Process Metall. 1999, 9, 569–576. [Google Scholar] [CrossRef]
- Liu, Q.; Bai, J.F.; Gu, W.H.; Peng, S.J.; Wang, L.C.; Wang, J.W.; Li, H.X. Leaching of copper from waste printed circuit boards using Phanerochaete chrysosporium fungi. Hydrometallurgy 2020, 196, 105427. [Google Scholar] [CrossRef]
- Trivedi, A.; Hait, S. Bioleaching of selected metals from e-waste using pure and mixed cultures of Aspergillus species BT–measurement, analysis and remediation of environmental pollutants. In Measurement, Analysis and Remediation of Environmental Pollutants; Gupta, T., Singh, S.P., Rajput, P., Agarwal, A.K., Eds.; Springer: Singapore, 2020; pp. 271–280. ISBN 978-981-15-0540-9. [Google Scholar]
- Marappa, N.; Ramachandran, L.; Dharumadurai, D.; Nooruddin, T. Recovery of gold and other precious metal resources from environmental polluted e-waste printed circuit board by bioleaching Frankia. Int. J. Environ. Res. 2020, 14, 165–176. [Google Scholar] [CrossRef]
- Calvert, G.; Kaksonen, A.H.; Cheng, K.Y.; Van Yken, J.; Chang, B.; Boxall, N.J. Recovery of metals from waste lithium ion battery leachates using biogenic hydrogen sulfide. Minerals 2019, 9, 563. [Google Scholar] [CrossRef] [Green Version]
- Pourhossein, F.; Mousavi, S.M. A novel step-wise indirect bioleaching using biogenic ferric agent for enhancement recovery of valuable metals from waste light emitting diode. J. Hazard. Mater. 2019, 378, 120648. [Google Scholar] [CrossRef]
- Bryan, C.G.; Watkin, E.L.; McCredden, T.J.; Wong, Z.R.; Harrison, S.T.L.; Kaksonen, A.H. The use of pyrite as a source of lixiviant in the bioleaching of electronic waste. Hydrometallurgy 2015, 152, 33–43. [Google Scholar] [CrossRef]
- Rizki, I.N.; Tanaka, Y.; Okibe, N. Thiourea bioleaching for gold recycling from e-waste. Waste Manag. 2019, 84, 158–165. [Google Scholar] [CrossRef]
- Yang, H.; Liu, Q.; Chen, G.; Tong, L.; Ali, A. Bio-dissolution of pyrite by Phanerochaete chrysosporium. Trans. Nonferrous Met. Soc. China 2018, 28, 766–774. [Google Scholar] [CrossRef]
- Argumedo-Delira, R.; Gómez-Martínez, M.J.; Soto, B.J. Gold bioleaching from printed circuit boards of mobile phones by Aspergillus niger in a culture without agitation and with glucose as a sarbon source. Metals 2019, 9, 521. [Google Scholar] [CrossRef] [Green Version]
- Reed, D.W.; Fujita, Y.; Daubaras, D.L.; Jiao, Y.; Thompson, V.S. Bioleaching of rare earth elements from waste phosphors and cracking catalysts. Hydrometallurgy 2016, 166, 34–40. [Google Scholar] [CrossRef] [Green Version]
- Aishvarya, V.; Mishra, G.; Pradhan, N.; Ghosh, M.K. Hydrometallurgy bioleaching of indian ocean nodules with in situ iron precipitation by anaerobic Mn reducing consortia. Hydrometallurgy 2016, 166, 130–135. [Google Scholar] [CrossRef]
- Hong, Y. Bioleaching of Gold and Copper from Electronic Waste Using Sulphate Reducing Bacteria. Ph.D. Thesis, University of Sydney, Sydney, Australia, 2018. [Google Scholar]
- Corbett, M.K.; Eksteen, J.J.; Niu, X.-Z.; Croue, J.-P.; Watkin, E.L.J. Interactions of phosphate solubilising microorganisms with natural rare-earth phosphate minerals: A study utilizing Western Australian monazite. Bioprocess Biosyst. Eng. 2017, 40, 929–942. [Google Scholar] [CrossRef]
- Gumulya, Y.; Kaksonen, A.H. Engineering resilience to biomining microorganisms. Enviroment 2018, 12, 36–38. [Google Scholar]
- Sedlak, R.H.; Hnilova, M.; Grosh, C.; Fong, H.; Baneyx, F.; Schwartz, D.; Sarikaya, M.; Tamerler, C.; Traxler, B. Engineered Escherichia coli silver-binding periplasmic protein that promotes silver tolerance. Appl. Environ. Microbiol. 2012, 78, 2289–2296. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schubert, T.; Maskow, T.; Benndorf, D.; Harms, H.; Breuer, U. Continuous synthesis and excretion of the compatible solute ectoine by a transgenic, nonhalophilic bacterium. Appl. Environ. Microbiol. 2007, 73, 3343–3347. [Google Scholar] [CrossRef] [Green Version]
- Khaskheli, G.B.; Zuo, F.; Yu, R.; Chen, S. Overexpression of Small Heat Shock Protein Enhances Heat- and Salt-Stress Tolerance of Bifidobacterium longum NCC2705. Curr. Microbiol. 2015, 71, 8–15. [Google Scholar] [CrossRef] [PubMed]
- Jensen, H.M.; Albers, A.E.; Malley, K.R.; Londer, Y.Y.; Cohen, B.E.; Helms, B.A.; Weigele, P.; Groves, J.T.; Ajo-Franklin, C.M. Engineering of a synthetic electron conduit in living cells. Proc. Natl. Acad. Sci. USA 2010, 107, 19213–19218. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Natarajan, G.; Tay, S.B.; Yew, W.S.; Ting, Y.P. Engineered strains enhance gold biorecovery from electronic scrap. Miner. Eng. 2015, 75, 32–37. [Google Scholar] [CrossRef]
- Caballar, R.D. A New Zealand Startup Is Using Microbes to Suck Solid Gold Out of E-Waste. Available online: https://onezero.medium.com/a-new-zealand-startup-is-using-microbes-to-suck-solid-gold-out-of-e-waste-48814d425eef (accessed on 11 May 2021).
- Gu, W.; Bai, J.; Lu, L.; Zhuang, X.; Zhao, J.; Yuan, W.; Zhang, C.; Wang, J. Improved bioleaching efficiency of metals from waste printed circuit boards by mechanical activation. Waste Manag. 2019, 98, 21–28. [Google Scholar] [CrossRef] [PubMed]
- Reuter, M.A.; van Schaik, A. Product-centric simulation-based design for recycling: Case of LED lamp recycling. J. Sustain. Metall. 2015, 1, 4–28. [Google Scholar] [CrossRef] [Green Version]
- Boxall, N.J.; Cheng, K.Y.; Bruckard, W.; Kaksonen, A.H. Application of indirect non-contact bioleaching for extracting metals from waste lithium-ion batteries. J. Hazard. Mater. 2018, 360, 504–511. [Google Scholar] [CrossRef]
- Australian Aluminium. Available online: https://aluminium.org.au/australian-aluminium/ (accessed on 26 April 2021).
- Reuter, M.A. Letter to the editor. Miner. Eng. 2013, 40, 81. [Google Scholar] [CrossRef]
- Mucciardi, F.; Razavinia, N. The Capture and Conversion of Low Grade Waste Heat in Pyrometallurgical Operations. In Proceedings of the 6th International Symposium on Waste Processing and Recycling in the Mineral and Metallurgical Industries: WALSIM: Water, Air and Land Sustainability Issues in Mineral and Metal Extraction, Winnipeg, MB, Canada, 24–27 August 2008. [Google Scholar]
- Huang, J.; Chen, M.; Chen, H.; Chen, S.; Sun, Q. Leaching behavior of copper from waste printed circuit boards with Brønsted acidic ionic liquid. Waste Manag. 2014, 34, 483–488. [Google Scholar] [CrossRef]
- Reuter, M.A.; Van Schaik, A.; Gutzmer, J.; Bartie, N.; Abadías-llamas, A. Challenges of the circular economy: A material, metallurgical, and product design perspective. Annu. Rev. Mater. Res. 2019, 49, 253–274. [Google Scholar] [CrossRef]
- Rautela, R.; Arya, S.; Vishwakarma, S.; Lee, J.; Kim, K.-H.; Kumar, S. E-waste Management and its Effects on the Environment and Human Health. Sci. Total Environ. 2021, 773, 145623. [Google Scholar] [CrossRef]
- Deng, W.J.; Louie, P.K.K.; Liu, W.K.; Bi, X.H.; Fu, J.M.; Wong, M.H. Atmospheric levels and cytotoxicity of PAHs and heavy metals in TSP and PM 2.5 at an electronic waste recycling site in southeast China. Atmos. Environ. 2006, 40, 6945–6955. [Google Scholar] [CrossRef]
- Tue, N.M.; Takahashi, S.; Suzuki, G.; Isobe, T.; Viet, P.H.; Kobara, Y.; Seike, N.; Zhang, G.; Sudaryanto, A.; Tanabe, S. Contamination of indoor dust and air by polychlorinated biphenyls and brominated flame retardants and relevance of non-dietary exposure in Vietnamese informal e-waste recycling sites. Environ. Int. 2013, 51, 160–167. [Google Scholar] [CrossRef]
- Ha, N.N.; Agusa, T.; Ramu, K.; Tu, N.P.C.; Murata, S.; Bulbule, K.A.; Parthasaraty, P.; Takahashi, S.; Subramanian, A.; Tanabe, S. Contamination by trace elements at e-waste recycling sites in Bangalore, India. Chemosphere 2009, 76, 9–15. [Google Scholar] [CrossRef] [PubMed]
- Singh, M.; Thind, P.S.; John, S. Health risk assessment of the workers exposed to the heavy metals in e-waste recycling sites of Chandigarh and Ludhiana, Punjab, India. Chemosphere 2018, 203, 426–433. [Google Scholar] [CrossRef]
- Luo, C.; Liu, C.; Wang, Y.; Liu, X.; Li, F.; Zhang, G.; Li, X. Heavy metal contamination in soils and vegetables near an e-waste processing site, south China. J. Hazard. Mater. 2011, 186, 481–490. [Google Scholar] [CrossRef]
- Ju, Y.; Xu, G.; Chen, L.; Shi, J. Effects of the electronic waste pollution on the levels of thyroid hormone and its receptor expression in the parturient woman and the newborn. Wei Sheng Yan Jiu J. Hyg. Res. 2008, 37, 536–539. [Google Scholar]
- Yuan, J.; Chen, L.; Chen, D.; Guo, H.; Bi, X.; Ju, Y.; Jiang, P.; Shi, J.; Yu, Z.; Yang, J. Elevated serum polybrominated diphenyl ethers and thyroid-stimulating hormone associated with lymphocytic micronuclei in Chinese workers from an E-waste dismantling site. Environ. Sci. Technol. 2008, 42, 2195–2200. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, Y.; Zhou, J.; Wu, B.; Liang, Y.; Peng, Z.; Fang, D.; Liu, B.; Huang, H.; He, C. Elevated body burdens of PBDEs, dioxins, and PCBs on thyroid hormone homeostasis at an electronic waste recycling site in China. Environ. Sci. Technol. 2010, 44, 3956–3962. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Zhang, Y.; Liu, Q.; Wang, F.; Nie, J.; Qian, Y. Examining the relationship between brominated flame retardants (BFR) exposure and changes of thyroid hormone levels around e-waste dismantling sites. Int. J. Hyg. Environ. Health 2010, 213, 369–380. [Google Scholar] [CrossRef] [PubMed]
- Zheng, G.; Xu, X.; Li, B.; Wu, K.; Yekeen, T.A.; Huo, X. Association between lung function in school children and exposure to three transition metals from an e-waste recycling area. J. Expo. Sci. Environ. Epidemiol. 2013, 23, 67–72. [Google Scholar] [CrossRef]
- Guo, Y.; Huo, X.; Li, Y.; Wu, K.; Liu, J.; Huang, J.; Zheng, G.; Xiao, Q.; Yang, H.; Wang, Y. Monitoring of lead, cadmium, chromium and nickel in placenta from an e-waste recycling town in China. Sci. Total Environ. 2010, 408, 3113–3117. [Google Scholar] [CrossRef]
- Guo, Y.; Huo, X.; Wu, K.; Liu, J.; Zhang, Y.; Xu, X. Carcinogenic polycyclic aromatic hydrocarbons in umbilical cord blood of human neonates from Guiyu, China. Sci. Total Environ. 2012, 427, 35–40. [Google Scholar] [CrossRef]
- Huo, X.; Peng, L.; Xu, X.; Zheng, L.; Qiu, B.; Qi, Z.; Zhang, B.; Han, D.; Piao, Z. Elevated blood lead levels of children in Guiyu, an electronic waste recycling town in China. Environ. Health Perspect. 2007, 115, 1113–1117. [Google Scholar] [CrossRef]
- Li, Y.; Xu, X.; Wu, K.; Chen, G.; Liu, J.; Chen, S.; Gu, C.; Zhang, B.; Zheng, L.; Zheng, M. Monitoring of lead load and its effect on neonatal behavioral neurological assessment scores in Guiyu, an electronic waste recycling town in China. J. Environ. Monit. 2008, 10, 1233–1238. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Xu, X.; Wu, K.; Piao, Z.; Huang, J.; Guo, Y.; Li, W.; Zhang, Y.; Chen, A.; Huo, X. Association between lead exposure from electronic waste recycling and child temperament alterations. Neurotoxicology 2011, 32, 458–464. [Google Scholar] [CrossRef] [PubMed]
- Basel Convention. 2019. Available online: www.basel.int/TheConvention/Overview/TextoftheConvention/tabid/1275/Default.aspx (accessed on 18 August 2021).
- Illés, A.; Geeraerts, K. Illegal Shipments of E–waste from the EU to China. In Fighting Environmental Crime in Europe and Beyond; Springer: Berlin/Heidelberg, Germany, 2016; pp. 129–160. [Google Scholar]
- Tourneau, L.; Le Tourneau, R. Australian E-Waste Ending Up in Toxic African Dump, Torn Apart By Children. ABC News. 2017. Available online: https://www.abc.net.au/news/2017-03-10/australian-e-waste-ending-up-in-toxic-african-dump/8339760 (accessed on 18 August 2021).
- Cubby, B. Toxic Australian E-Waste Dumped on China. Available online: https://www.smh.com.au/environment/toxic-australian-ewaste-dumped-on-china-20090521-bh6f.html#:~:text=ILLEGALshipmentsofelectronicwaste,andtoxicpollutioninChina (accessed on 24 March 2021).
- Salleh, A. E-Waste Exports Highlight Need for Tighter Controls on “Unethical And Irresponsible” Trade. Available online: https://www.abc.net.au/news/science/2018-08-16/australian-e-waste-exports-to-developing-countries-unethical/10119000 (accessed on 24 March 2021).
- Woolf, A.-L. “No Doubt” That NZ’s Recycling Is Ending Up in Illegal Dumping Sites Overseas. Available online: https://www.stuff.co.nz/environment/109142425/no-doubt-that-nzs-recycling-is-ending-up-in-illegal-dumping-sites-overseas (accessed on 24 March 2021).
- Elshkaki, A.; Graedel, T.E.; Ciacci, L.; Reck, B. Copper demand, supply, and associated energy use to 2050. Glob. Environ. Chang. 2016, 39, 305–315. [Google Scholar] [CrossRef] [Green Version]
- Victoria State Government. E-Waste in Victoria. Available online: https://www.environment.vic.gov.au/sustainability/e-waste-in-victoria (accessed on 24 March 2021).
- Patil, R.A.; Ramakrishna, S. A comprehensive analysis of e-waste legislation worldwide. Environ. Sci. Pollut. Res. 2020, 27, 14412–14431. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal | Amount Present in E-Waste (kt) | Potential Value (US $ Million) |
|---|---|---|
| Ag | 1.2 | 579 |
| Al | 3046 | 6061 |
| Au | 0.2 | 9481 |
| Bi | 0.1 | 1.3 |
| Co | 13 | 1036 |
| Cu | 1808 | 10,960 |
| Fe | 20,466 | 24,645 |
| Ge | 0.01 | 0.4 |
| In | 0.2 | 17 |
| Ir | 0.001 | 5 |
| Os | 0.01 | 108 |
| Pd | 0.1 | 3532 |
| Pt | 0.002 | 71 |
| Rh | 0.01 | 320 |
| Ru | 0.0003 | 3 |
| Sb | 76 | 644 |
| Total | 57,463.7 |
| Co-Regulatory Arrangment | Recycler | Operational Area | Reference |
|---|---|---|---|
| EPSA | City Mission | Tasmania | [80] |
| Aspitech | South Australia | [81] | |
| Total green recycling | Western Australia | [82] | |
| E-cycle SA | South Australia | [83] | |
| Endeavour Foundation | Queensland | [84] | |
| SIMS Recycling Solutions | National | [85] | |
| ANZRP | Tox Free | New South Wales | [37] |
| TES-AMM | Victoria, New South Wales, Queensland | [86] | |
| E-cycle solutions | United Star resources | Victoria | [87] |
| Quantum Recycling Solutions | Victoria | [88] | |
| Buyequip Pty Ltd | Queensland | [89] | |
| E-wasteTEC | Victoria | [90] | |
| MobileMusters | National | [44] |
| Facility | Location | Metals Recovered | Process Overview | Process Capacity for E-Waste (kt/annum) | Reference |
|---|---|---|---|---|---|
| Umicore | Hoboken, Belgium | Ag, As, Au, Bi, Cu, In, Ir, Ni, Pb, Pd, Pt, Rh, Ru, Sb, Se, Sn | ISA SMELTTM smelting, copper leaching and electrowinning, precious metal refining | 350 | [9,24] |
| Aurubis | Lünen, Germany | Ag, Au, Cu, Pb, Sn, Zn | Top submerged lance bath smelting, black copper processing and electrorefining, precious metal refining | 300 1 | [9,57] |
| Noranda | Quebec, Canada | Ag, Au, Cu, Ni, Pd, Pt, Se, Te | Smelting and electrorefining, precious metal refining | 100 | [9,24,58] |
| Rönnskä | Boliden, Sweden | Ag, Au, As, Bi, Cu, In, Ir, Ni, Pb, Pd, Pt, Rh, Ru, Sb, Se, Sn, | Kaldo reactor smelting, copper refining and purification, precious metal refining | 120 | [9,24] |
| DOWA smelter | Kosaka, Japan | Ag, Au, Bi, Cu, Ni, Pb, Sb, Sn, Te | Top submerged lance bath smelting and copper refining, precious metal refining | 150 | [24,59] |
| Leaching Process | Example of Reagent | Reference |
|---|---|---|
| Halogen leaching | 2Au + I3− + I− → 2(AuI2)− 2Au + 3I3− → 2(AuI4)− + I− Au + 2Br− → AuBr2− + e− Au + 4Br− → AuBr4− + 3e− | [149,164] |
| Thiourea + ferric iron leaching | Au + 2SC(NH2)2 + Fe3+ → Au(SC(NH2)2+ + Fe2+ Ag + 3SC(NH2)2 + Fe3+ → Ag(SC(NH2)2)3+ + Fe2+ | [151] |
| Thiosulfate leaching | Au + 5S2O32− + Cu(NH3)42+ ↔ Au(S2O3)23− + Cu(S2O3)35− + 4NH3 Ag + 5S2O32− + Cu(NH3)42+ ↔ Ag(S2O3)23− + Cu(S2O3)35− + 4NH3 | [153] |
| Cyanide leaching | 4Au + 8CN− +O2 + 2H2O → 4Au(CN)2− + 4OH− 4Ag + 8CN− +O2 + 2H2O → 4Ag(CN)2− + 4OH− | [165] |
| Inorganic acid leaching | 2M + 2H2SO4 + O2 → 2M2+ + 2SO42− + 2H2O 3M + 8HNO3 → 3M(NO3)2 + 4H2O + 2NO(g) 2M + 2HCl → 2MCl2 + H2 (g) M = metal | [156,166,167] |
| Organic acid leaching | 2M + 2H2O2 + 2HCit2− + H+ → M2(Cit)2OH3− + H2O 4M + 4xHL + xO2 → 4MLx + 2xH2O M = metal, Cit = citric acid, x = valence of metal ions, L = glycine anion | [168,169] |
| Ferric leaching | 2Fe3+ + M → 2Fe2+ + M2+ M = metal | [170] |
| Leaching Process | Examples of Reagents | pH | Pulp Density (%) | Temperature (°C) | Leaching Period (Hours) | Metals Recovered (%) | Reference |
|---|---|---|---|---|---|---|---|
| Halogen leaching | Iodide (3%) + H2O2 (1%) | 7 | 15 | 35 | 4 | Au: 100 | [148] |
| Bromine (0.77M) + Sodium Bromide (1.17 M) + HCl (2 M) | 10 | 5 | 23.5 | 10 | Au: 95.6 Cu: 97.9 Ag: 96.5 Ni: 95.2 | [149] | |
| Thiourea leaching | Thiourea (34 g/L) + Fe3+ (0.06%) | 1 | - | 25 | 2 | Au: 90 Ag: 50 | [151] |
| Thiourea (12 g/L) + Fe3+ (0.8%) | 1.5 | 10 | 25 | 1 | Au: 91.4 Ag: 80.2 | [152] | |
| Thiosulfate leaching | Thiosulfate (0.2 M) + CuSO4 (0.02 M) | 10 | 10 | 40 | 24 | Au: 95 Ag: 100 | [153] |
| Cupric thiosulfate (0.14 M) + NH3 (0.3 M) | 10–10.5 | 6.6 | 25 | 10 | Au: 98 Ag: 100 | [154] | |
| Cyanide leaching | Cyanide (0.1 M) | 9–11 | 20 | 20 | 2 | Au: 95 Ag: 93 | [155] |
| Inorganic acid leaching | Nitric acid (5 M) | 4.87 | 6 | 30–70 | 2 | Cu: 99.9 Ag: 85 | [156] |
| HCl acid (3.5 M) | - | 5 | 90 | 2 | Sn: 99.8 Pb: 99.9 | [157] | |
| Sulfuric acid (2 M) + H2O2 (0.1 M) | 1.4–1.7 | 10 | 50 | 3 | Cu: 46.3 Sn: 21.1 Zn: 51.1 | [158] | |
| Organic acid leaching | Methanosulfonic acid (15%) + H2O2 (30%) | - | 25 | 80 | 2.5 | Au: 95 | [150] |
| Na-citrate (0.5 M) + H2O2 (0.1 M) | 4.5 | 2 | 30 | 50 | Cu: 95 Fe: 90 Pb: 95 | [160] | |
| Ascorbic acid (1.25 M) | - | 2.5 | 70 | 0.33 | Co: 94.8 Li: 98.5 | [174] | |
| Oxalic acid (0.7 M) | - | 1 | 90 | 1 | Ga: 90.4 | [173] | |
| Amino acid leaching | Glycine (30 g/L) + Cyanide (300 ppm) | 11 | 0.4 | 25 | 216 | Au: 92.1 Ag: 85.3 Cu: 99.1 Zn: 98.5 Pb: 89.8 | [169] |
| Chelating agents | DTPA (0.5 M) + H2O2 (0.9 M) | 9 | 50 | 50 | 108 | Cu: 97 Zn: 95 Ni: 95 | [175] |
| Species Involved | Leaching Agent | Pulp Density (%) | pH | Temperature (°C) | Total Leaching Time (h) | Metals Recovered (%) | Reference |
|---|---|---|---|---|---|---|---|
| Acidithiobacillus (A.) ferrooxidans | Fe3+ + H2SO4 | 1.5 | 2.25 | 35 | 72 | Cu: 96.8 Zn: 83.3 Al: 75.4 | [211] |
| A. ferrooxidans | Fe3+ + H2SO4 | 1 | 1.2 | 35 | 48 | Cu: 86.2 Al: 100 Ni: 100 Zn: 100 | [162] |
| Leptospirillum ferriphilum, Sulfobacillus benefaciens | Fe3+ + H2SO4 | 1 | 1.1 | 36 | 48 | Cu: 96 Al: 93 Zn: 85 Ni: 73 | [212] |
| Mixed culture of acidophilic bacteria | Fe3+ + H2SO4 | 1.2 | 2 | 30 | 45 | Cu: 96.8 Al: 88.2 Zn: 91.6 | [213] |
| Chromobacterium violaceum, Pseudomonas (P.) aeruginosa | Cyanide | 1 | 7.2 | 30 | 168 | Au: 73 | [214] |
| Chromobacterium violaceum | Cyanide | 1.5 | 6.8 | 30 | 192 | Au: 11 Cu: 37 | [215] |
| P. fluorescens, Ps. putida, A. ferrivorans, A. thiooxidans | Cyanide Fe3+ + H2SO4 | 1 | 1.0–1.6 | 30 | 216 | Au: 44 Cu: 98.4 | [216] |
| Aspergillus niger, Penicillium simplicissimum | Organic acids | 0.1–0.5 | 6–7 | 30 | 504 | Cu: 65 Ni: 95 Zn: 95 Al: 95 | [217] |
| Phanerochaete chrysosporium | Organic acids + bio enzymes | 2 | 5 | 30 | 336 | Cu: 61 | [218] |
| Aspergillus niger | Organic acids | 0.1 | 5 | 30 | 792 | Cu: 71 Ni: 32 Zn: 79 | [219] |
| Frankia casuarinae | Organic acid + phosphatase enzymes | 0.2 | 7.4–8 | 28 | 720 | Cu: 94 Au: 75 | [220] |
| Roseovarius (R.) tolerans,R. mucosus | Triiodide + iodide | 1 | 7.2–8.8 | 30 | 240 | Au: 0.93 Au: 1.6 | [164] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Van Yken, J.; Boxall, N.J.; Cheng, K.Y.; Nikoloski, A.N.; Moheimani, N.R.; Kaksonen, A.H. E-Waste Recycling and Resource Recovery: A Review on Technologies, Barriers and Enablers with a Focus on Oceania. Metals 2021, 11, 1313. https://doi.org/10.3390/met11081313
Van Yken J, Boxall NJ, Cheng KY, Nikoloski AN, Moheimani NR, Kaksonen AH. E-Waste Recycling and Resource Recovery: A Review on Technologies, Barriers and Enablers with a Focus on Oceania. Metals. 2021; 11(8):1313. https://doi.org/10.3390/met11081313
Chicago/Turabian StyleVan Yken, Jonovan, Naomi J. Boxall, Ka Yu Cheng, Aleksandar N. Nikoloski, Navid R. Moheimani, and Anna H. Kaksonen. 2021. "E-Waste Recycling and Resource Recovery: A Review on Technologies, Barriers and Enablers with a Focus on Oceania" Metals 11, no. 8: 1313. https://doi.org/10.3390/met11081313