
Effect of As-Built and Ground Surfaces on the Fatigue Properties of AlSi10Mg Alloy Produced by Additive Manufacturing

 , ,
, ,
Abstract
:1. Introduction
- -
- Assess the impact of ground and as-built surfaces on the fatigue life.
- -
- Evaluate the potential of a T6 treatment to improve fatigue strength in the presence of as-built surfaces.
- -
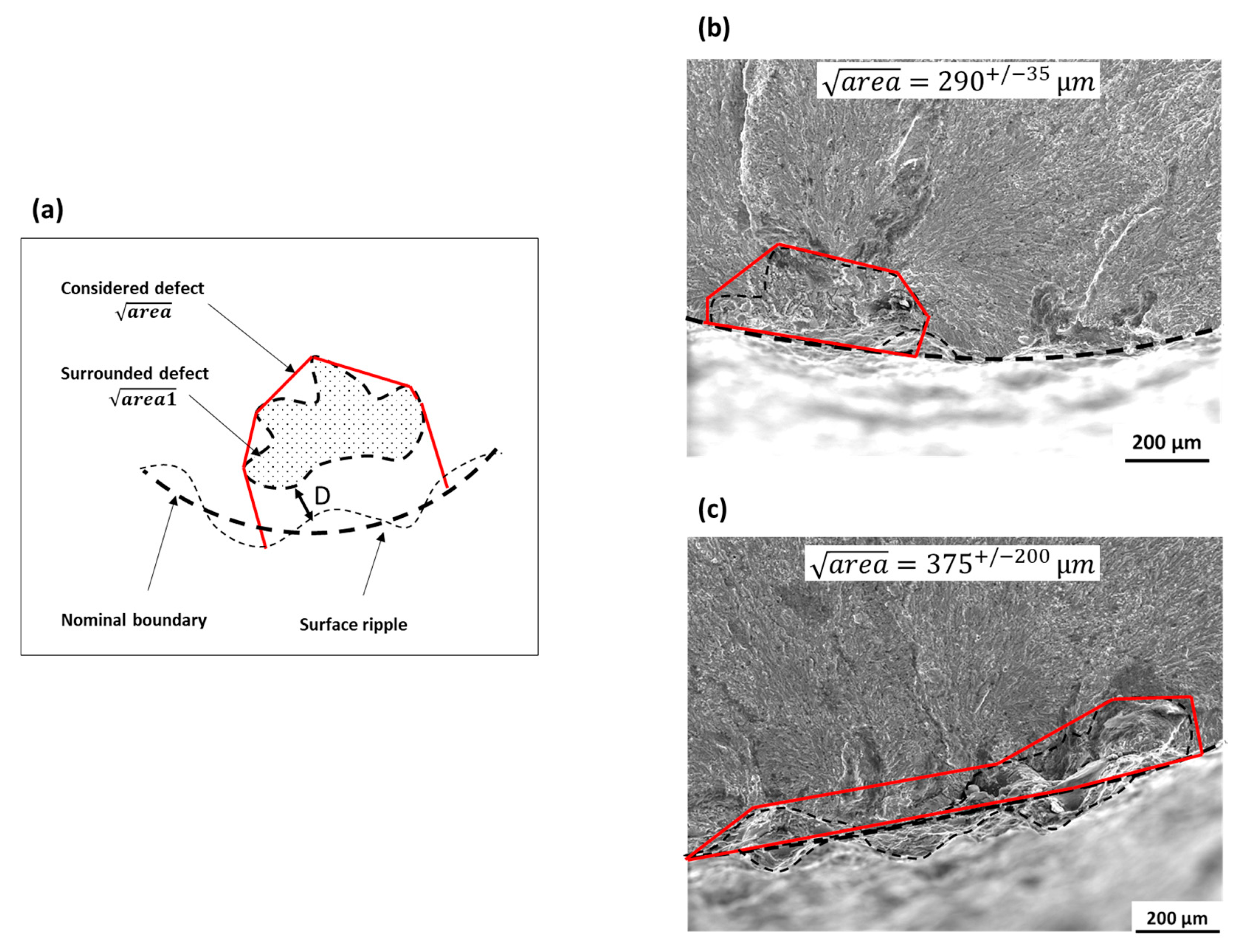
- Analyse the data by considering the defect size effect by means of Kitagawa diagrams. This will help us to find out if, even in presence of as-built surfaces, it is possible to uncouple the defect size effect from those of the other material parameters. In that purpose, after test completion of different sets of specimens, all the fracture surfaces are analysed to clearly define the initiation site.
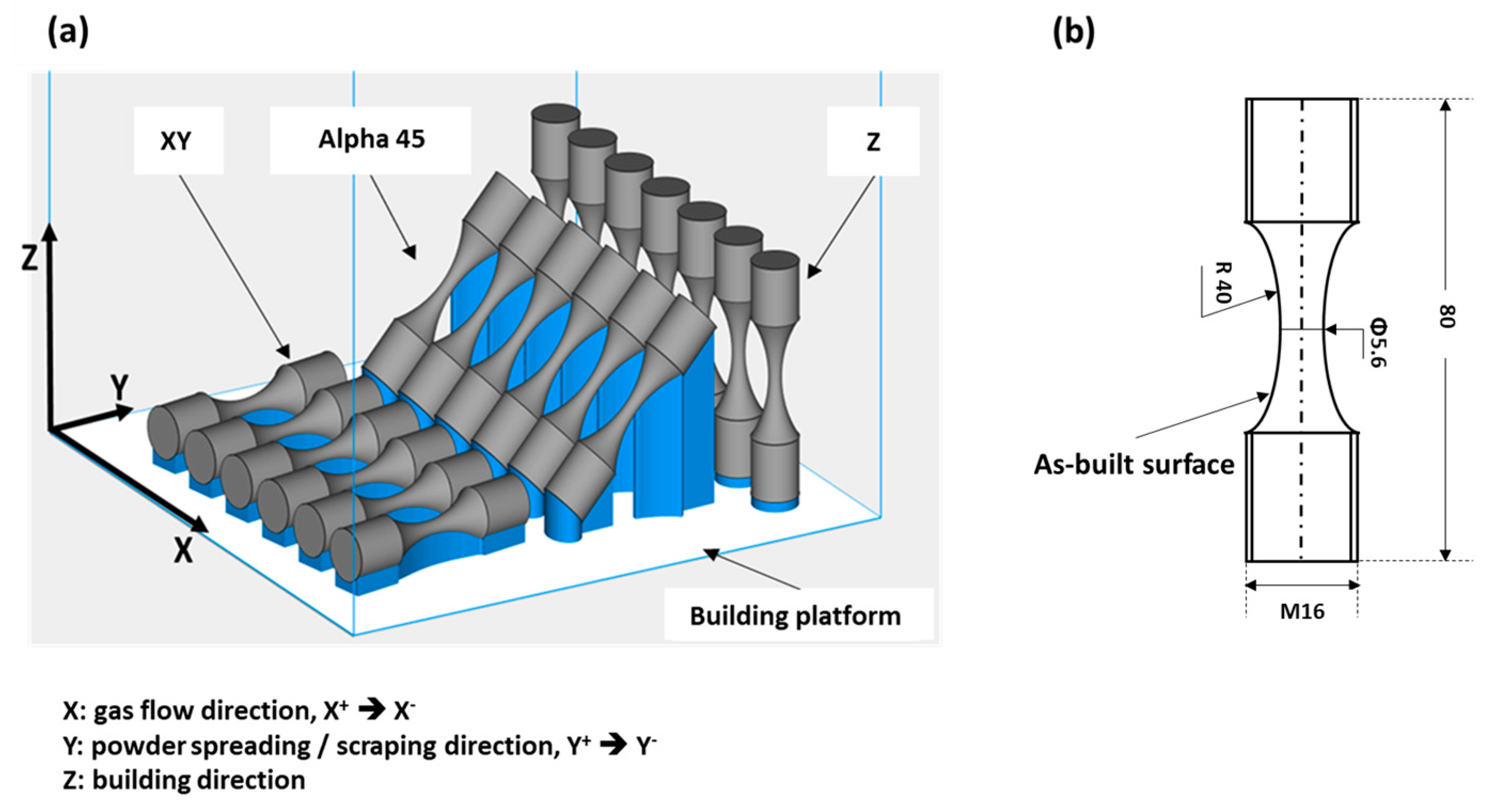
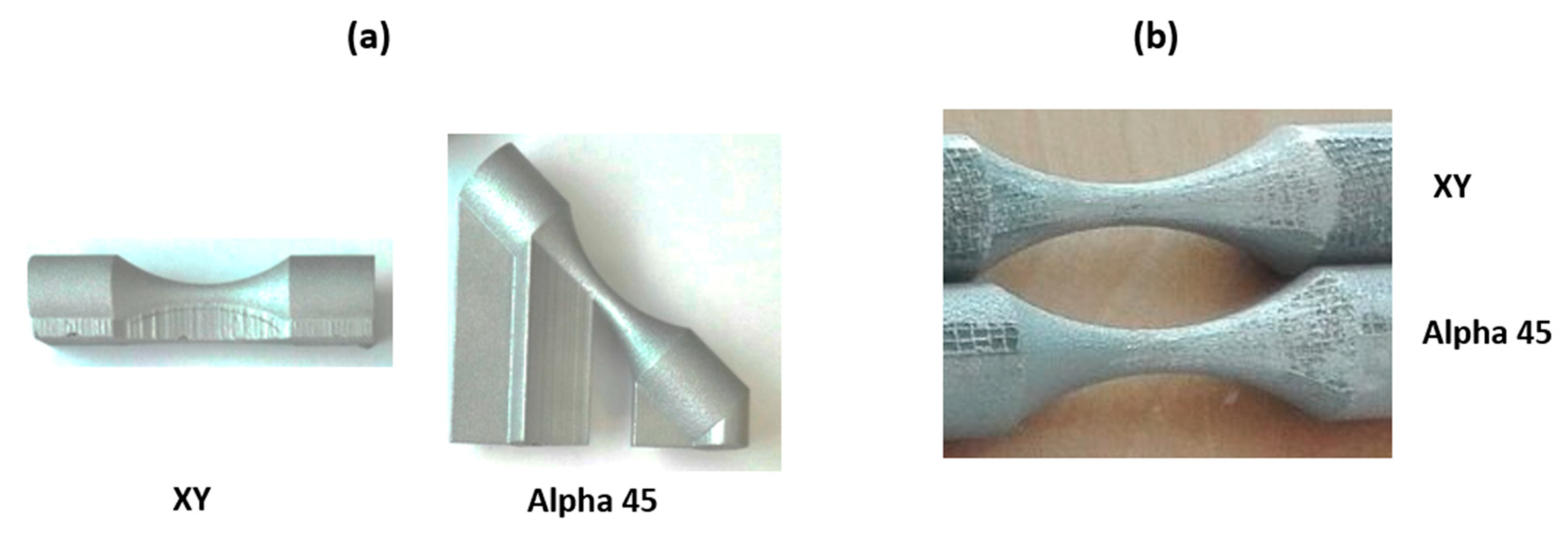
2. Materials and Experimental Methods
3. Results
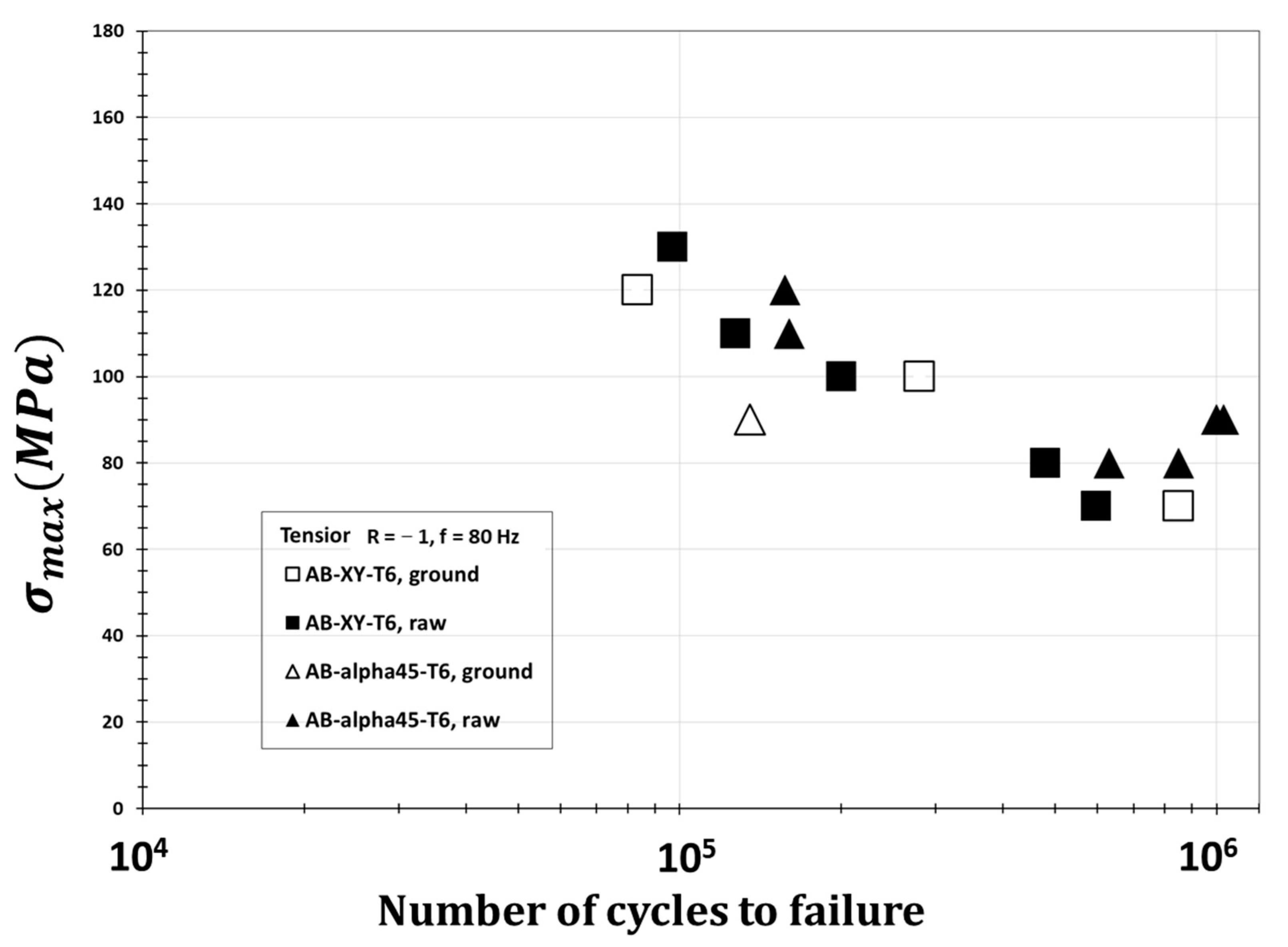
3.1. Influence of Support Grinding
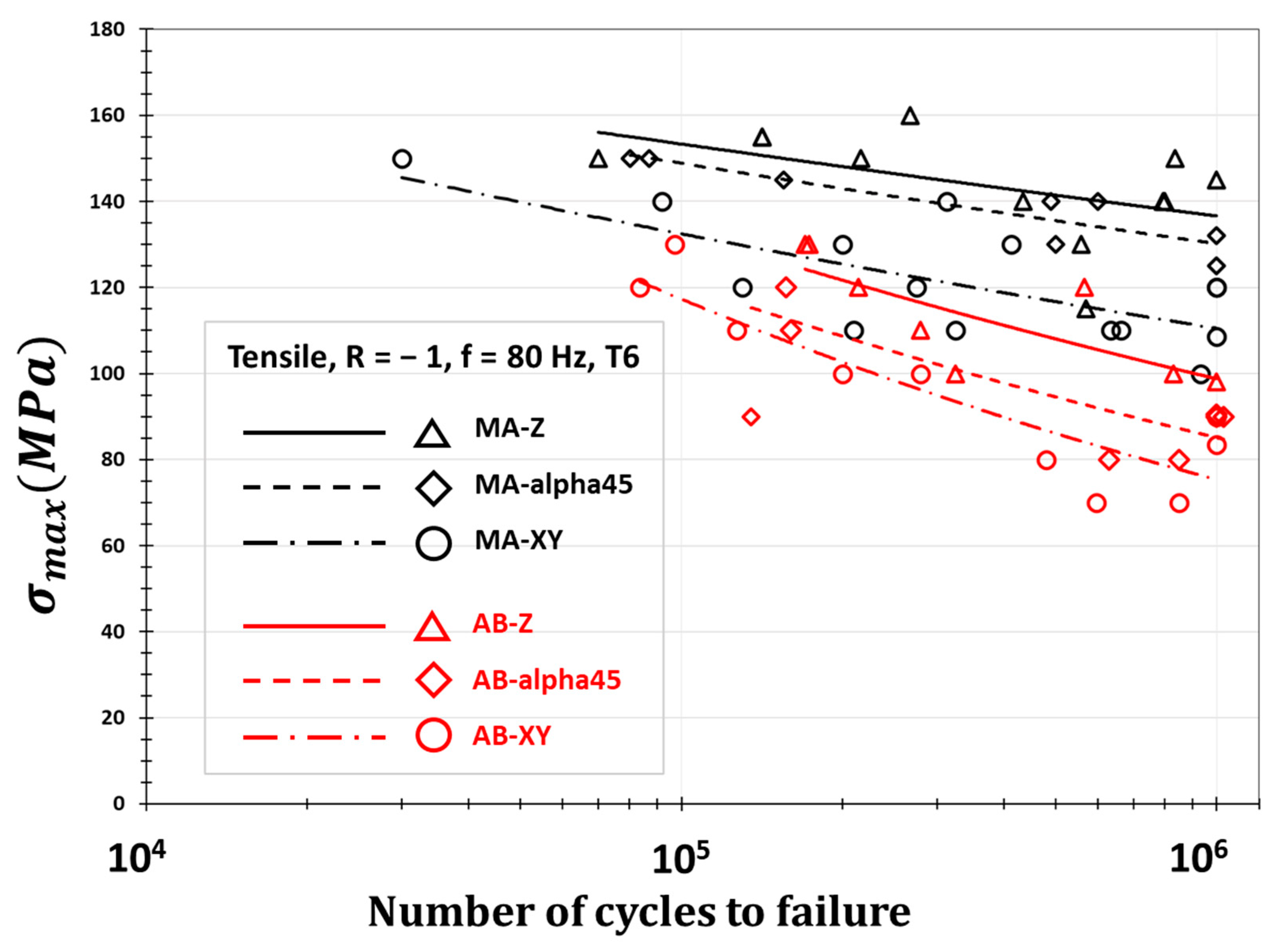
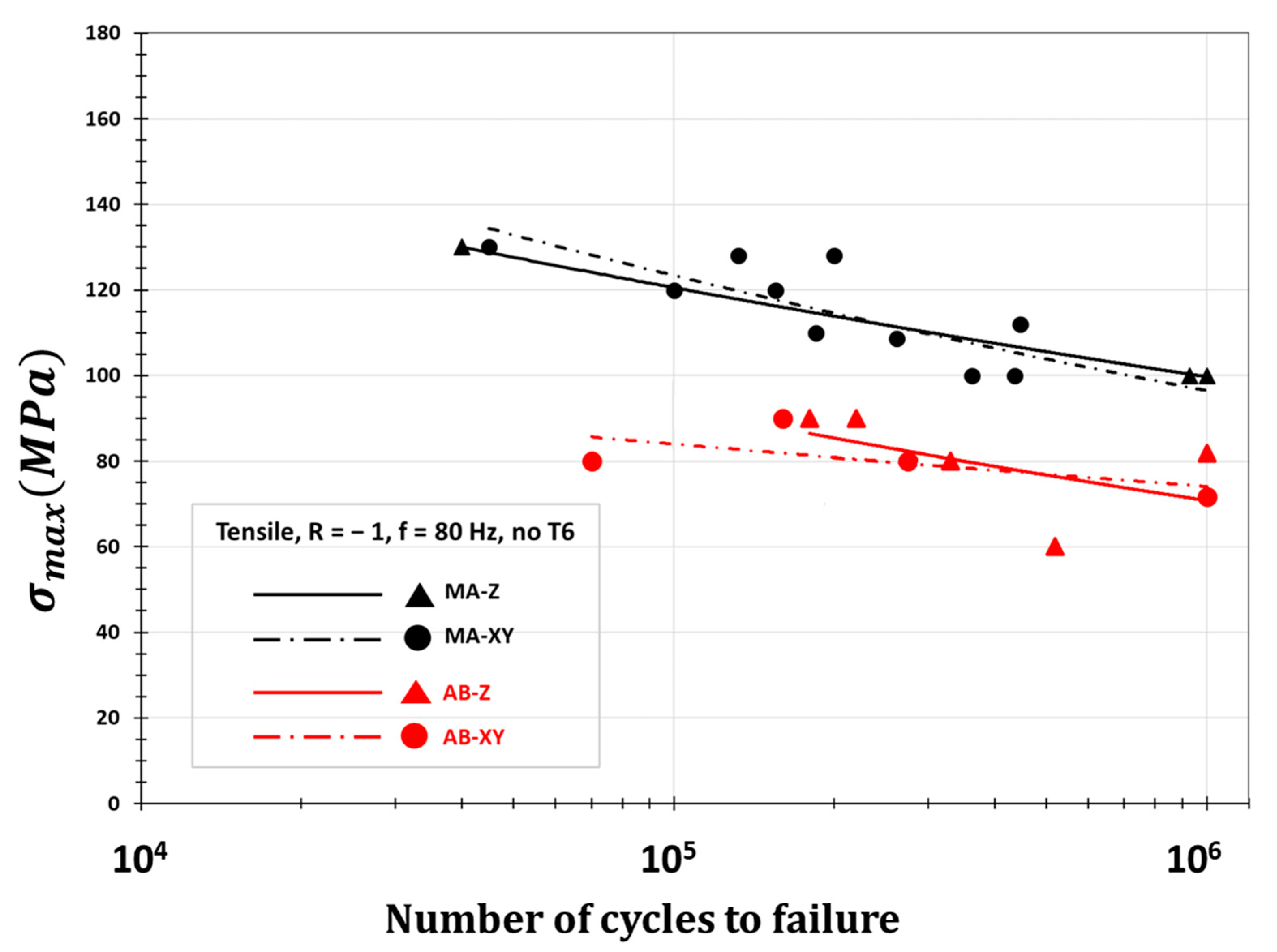
3.2. Influence of Building Direction
4. Analysis and Discussion
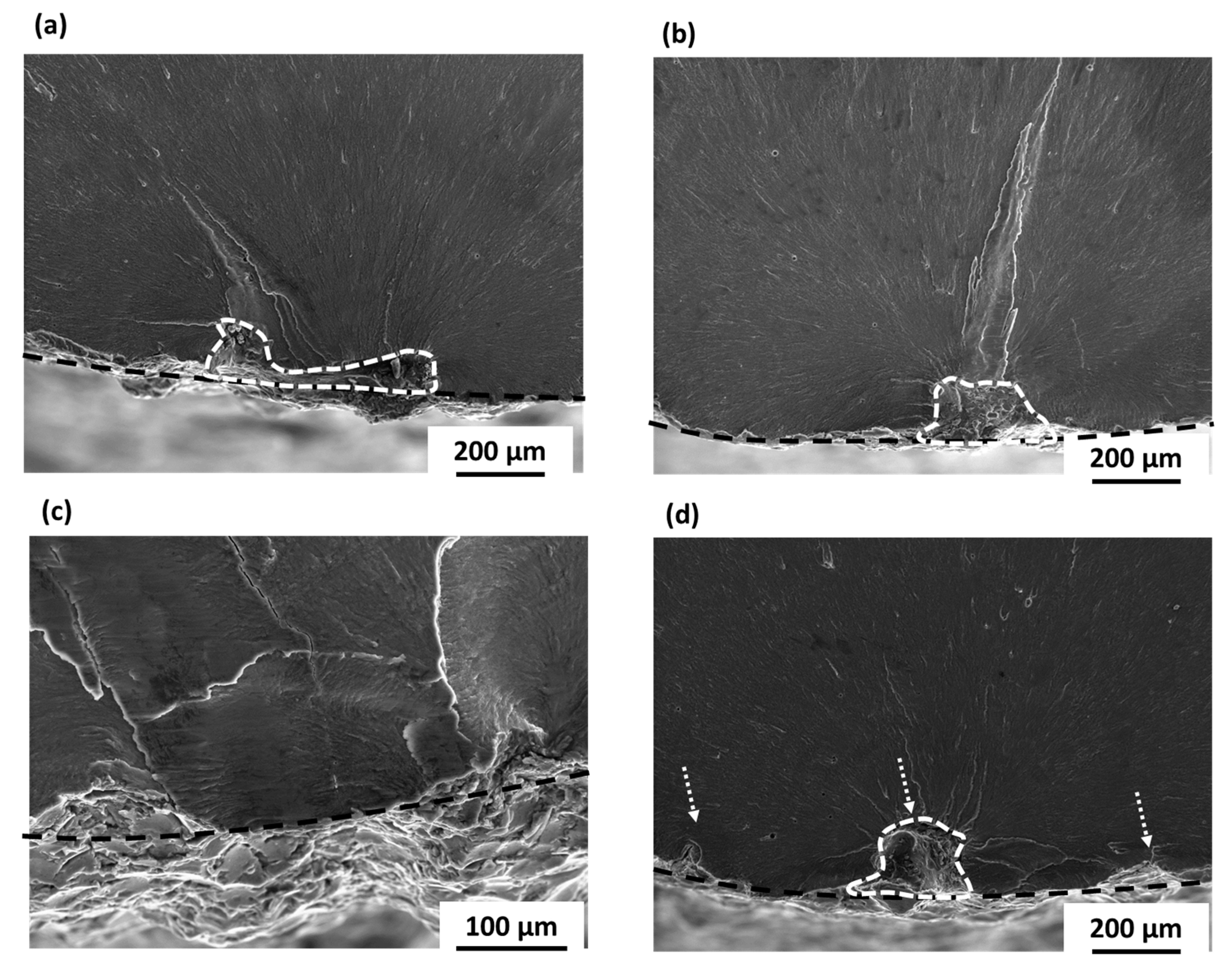
4.1. Fracture Surface Analysis
4.2. Kitagawa-Type Diagram
5. Conclusions
- -
- The influence of ground surfaces, related to the removal of supports, is similar to the one of as-built surfaces on fatigue life.
- -
- T6 treatment improves the fatigue properties for as-built surfaces, similarly to the results obtained on machined surfaces.
- -
- The orientation of the sample has an effect on the fatigue strength for both as-built and machined material, with the Z orientation exhibiting a superior resistance to the 45°, which in turn is superior to XY.
- -
- As long as the present data are concerned, it is not possible to correlate the fatigue limit of the as-built material with the roughness of the as-built surface.
- -
- When initiation is due to an isolated defect close to the as-built surface, it was not possible to account for the result by using Kitagawa diagrams established on machined samples. This result suggests that microstructure, residual stresses, or multiple initiation sites should be further analysed to receive a comprehensive description of fatigue failure in ALM parts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| length of the ligament between a subsurface defect and the free surface [µm] | |
| energy density involved in powder melting [MJ/mm3] | |
| diameter of the laser spot [µm] | |
| Hd | hatching distance [µm] |
| P | laser power [W] |
| number of cycles to failure | |
| R | load ratio R = σmin/σmax |
| Ra | average roughness [µm] |
| Rv | deepest valley with respect to a neutral line, respectively [µm] |
| S | scanning speed [mm/s] |
| defect size defined as the square root of the area of the defect perpendicular to the direction of the maximum principal stress [µm] | |
| fatigue limit at 1 million cycles, under tensile loading and R = −1 [MPa] | |
| applied stress at step to failure n [MPa] | |
| applied stress at step just before to failure n−1 [MPa] | |
| t | layer thickness [µm] |
References
- Eyers, D.R.; Potter, A.T. Industrial Additive Manufacturing: A manufacturing systems perspective. Comput. Ind. 2017, 92, 208–218. [Google Scholar] [CrossRef]
- Romano, S.; Brandão, A.; Gumpinger, J.; Gschweitl, M.; Beretta, S. Qualification of AM parts: Extreme value statistics applied to tomographic measurements. Mater. Des. 2017, 131, 32–48. [Google Scholar] [CrossRef] [Green Version]
- Marchesi, T.R.; Lahuerta, R.D.; Emlio, C.; Barari, A.; Wood, I. Topologically Optimized Diesel Engine Support Manufactured Additive Support Manufactured with Additive Manufacturing. IFAC-PapersOnLine 2015, 48, 2333–2338. [Google Scholar] [CrossRef]
- Chalvin, M.; Campocasso, S.; Hugel, V.; Baizeau, T. Layer-by-layer generation of optimized joint trajectory for multi-axis robotized additive manufacturing of parts of revolution. Robot. Comput.-Integr. Manuf. 2020, 65, 101960. [Google Scholar] [CrossRef]
- Gardan, N.; Schneider, A. Topological optimization of internal patterns and support in additive manufacturing. J. Manuf. Syst. 2015, 37, 417–425. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Seifi, M.; Dahar, M.; Aman, R.; Harrysson, O.; Beuth, J.; Lewandowski, J.J. Correction to: Evaluation of Orientation Dependence of Fracture Toughness and Fatigue Crack Propagation Behavior of As-Deposited ARCAM EBM Ti-6Al-4V. Jom 2015, 67, 597–607. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Ming, T. Inclusion, porosity, and Fatigue of AlSi10Mg Parts Produced by Selective Laser Melting. Ph.D. Thesis, Canergie Melon University Pittsburg, Pittsburgh, PA, USA, 2017. [Google Scholar]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C.A. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloy. Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Kang, N.; Coddet, P.; Ammar, M.R.; Liao, H.; Coddet, C. Characterization of the microstructure of a selective laser melting processed Al-50Si alloy: Effect of heat treatments. Mater. Charact. 2017, 130, 243–249. [Google Scholar] [CrossRef]
- Hao, W.; Nadot, Y.; Foley, M.; Ridosz, L.; Proust, G.; Cairney, J.M. Factors that a ff ect the properties of additively-manufactured AlSi10Mg: Porosity versus microstructure. Addit. Manuf. 2019, 29, 100805. [Google Scholar]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar] [CrossRef]
- Ngnekou, J.N.D.; Nadot, Y.; Henaff, G.; Nicolai, J.; Kan, W.H.; Cairney, J.; Ridosz, L. Fatigue properties of AlSi10Mg produced by Additive Layer Manufacturing. Int. J. Fatigue 2018, 119, 160–172. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.M.; Read, N.; Reimers, W.; Attallah, M.M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef] [Green Version]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Takata, N.; Kodaira, H.; Sekizawa, K.; Suzuki, A.; Kobashi, M. Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments. Mater. Sci. Eng. A 2017, 704, 218–228. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Laurençon, M.; de Rességuier, T.; Loison, D.; Baillargeat, J.; Ngnekou, J.N.D.; Nadot, Y. Materials Science & Engineering A effects of additive manufacturing on the dynamic response of AlSi10Mg to laser shock loading. Mater. Sci. Eng. A 2019, 748, 407–417. [Google Scholar]
- Maskery, I.; Aboulkhair, N.T.; Tuck, C.; Wildman, R.D.; Ashcroft, I.A.; Everitt, N.M.; Hague, R.J.M. Fatigue performance enhancement of selectively laser melted aluminium alloy by heat treatment. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 1017–1025. [Google Scholar]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N. Improving the fatigue behaviour of a selectively laser melted aluminium alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Ngnekou, J.N.D.; Henaff, G.; Nadot, Y.; Nicolai, J.; Ridosz, L. Fatigue resistance of selectively laser melted aluminum alloy under T6 heat treatment. Procedia Eng. 2018, 213, 79–88. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2017, 187, 165–189. [Google Scholar] [CrossRef]
- Beretta, S.; Romano, S. A comparison of fatigue strength sensitivity to defects for materials manufactured by AM or traditional processes. Int. J. Fatigue 2017, 94, 178–191. [Google Scholar] [CrossRef]
- Gianni, N. Influence of rough as-built surfaces on smooth and notched fatigue behavior of L-PBF AlSi10Mg. Addit. Manuf. 2020, 34, 101251. [Google Scholar]
- Yang, K.V.; Rometsch, P.; Jarvis, T.; Rao, J.; Cao, S.; Davies, C.; Wu, X. Porosity formation mechanisms and fatigue response in Al-Si-Mg alloys made by selective laser melting. Mater. Sci. Eng. A 2018, 712, 166–174. [Google Scholar] [CrossRef]
- Houria, M.I.; Nadot, Y.; Fathallah, R.; Roy, M.; Maijer, D.M. Influence of casting defect and SDAS on the multiaxial fatigue behaviour of A356-T6 alloy including mean stress effect. Int. J. Fatigue 2015, 80, 90–102. [Google Scholar] [CrossRef]
- Rotella, A.; Nadot, Y.; Piellard, M.; Augustin, R. Influence of natural defects on the fatigue limit of a cast Al-Si alloy. Procedia Struct. Integr. 2017, 7, 513–520. [Google Scholar] [CrossRef]
- Roy, M.; Nadot, Y.; Nadot-Martin, C.; Bardin, P.-G.; Maijer, D. Multiaxial Kitagawa analysis of A356-T6. Int. J. Fatigue 2011, 33, 823–832. [Google Scholar] [CrossRef] [Green Version]
- Maxwell, D.C.; Nicholas, T. A rapid method for generation of a Haigh diagram for high cycle fatigue. In Fatigue and Fracture Mechanics; Panontin, T.L., Sheppard, S.D., Eds.; ASTM STP 1332; ASTM International: West Conshohocken, PA, USA, 1999; pp. 626–641. [Google Scholar]
- Nadot, Y.; Mendez, J.; Ranganathan, N. Influence of casting defects on the fatigue limit of nodular cast iron. Int. J. Fatigue 2004, 26, 311–319. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of defects, inclusions and inhomogeneities on fatigue strength. Int. J. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Interior | Contours | |||||
|---|---|---|---|---|---|---|---|
| Upskin Set 1 | Upskin Set 2 | Down-Skin Set 1 | Down-Skin Set 2 | Standard Set 1 | Standard Set 2 | ||
| P (W) | 370 | 80 | 85 | 60 | 70 | 80 | 85 |
| 80 | |||||||
| S (mm/s) | 1300 | 900 | 900 | 500 | 400 | 900 | 900 |
| Hd (µm) | 190 | 20 | |||||
| t (µm) | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
| Ev (MJ/mm3) | 119 | 37 | 39 | 50 | 73 | 37 | 39 |
| Steps | Temperature (°C) | Duration (h) | Environment |
|---|---|---|---|
| Solid solution | 540 | 8 | Air |
| Quenching | 20 | - | Water |
| Tempering 1 | 20 | 24 | Air |
| Tempering 2 Cooling to room temperature | 160 | 10 | Air |
| Type of Surface | Orientation | Ra (µm) | Rv,max (µm) |
|---|---|---|---|
| Machined surface | XY, Z, Alpha45 | 0.7 to 1.2 | 2 to 4 |
As-built surface | Z | 19 | 80 |
| XY, side | 25 | 80 | |
| XY, top | 16 | 60 | |
| alpha45, upskin | 22 | 90 | |
| Alpha45, downskin | 22 | 82 |
| Heat Treatment | Critical Defect Size in µm and Type (Natural or Artificial) | Artificial Defect (Size in µm) | |
|---|---|---|---|
| T6 | 37 | 290 µm, Natural | ~370 |
| 59 | 196 µm, Artificial | 196 | |
| 71 | 322 µm, Natural | Not quantified | |
| No T6 | <30 | 367 µm, Artificial | 367 |
| 60 | 198 µm, Natural | ~200 | |
| 53 | 247 µm, Natural | Not quantified |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Domfang Ngnekou, J.N.; Nadot, Y.; Henaff, G.; Nicolai, J.; Ridosz, L. Effect of As-Built and Ground Surfaces on the Fatigue Properties of AlSi10Mg Alloy Produced by Additive Manufacturing. Metals 2021, 11, 1432. https://doi.org/10.3390/met11091432
Domfang Ngnekou JN, Nadot Y, Henaff G, Nicolai J, Ridosz L. Effect of As-Built and Ground Surfaces on the Fatigue Properties of AlSi10Mg Alloy Produced by Additive Manufacturing. Metals. 2021; 11(9):1432. https://doi.org/10.3390/met11091432
Chicago/Turabian StyleDomfang Ngnekou, Julius Noel, Yves Nadot, Gilbert Henaff, Julien Nicolai, and Lionel Ridosz. 2021. "Effect of As-Built and Ground Surfaces on the Fatigue Properties of AlSi10Mg Alloy Produced by Additive Manufacturing" Metals 11, no. 9: 1432. https://doi.org/10.3390/met11091432