3.2. Experimental and Plant Engineering-Based Influences on Product Qualities and Transfer Coefficients
The decisive factor for a successful future upscaling of the InduRed reactor concept towards industrial scale is a high product quality of the solid fraction and a maximum output of Li from the reactor. At this point, from a process-engineering point of view and as an understanding of the overall concept, it is crucial to take a closer look at the reactions that are likely to take place. At this point, it should be mentioned again that in the InduRed reactor concept, and consequently also in the InduMelt system presented here, a high CO/CO2 value and low pO2 partial pressure prevail due to the high C content and the resulting reactions.
Windisch-Kern et al. [
28] argued, on thermokinetic studies by Kwon and Sohn [
37], that the reaction of lithium metal oxide in the presence of C produces lithium carbonate, as presented in Equation (1).
Considering the results of the transfer coefficients shown in
Figure 6, it can be seen that more than 85% Li cannot be found in the fractions investigated anymore in comparison to the input amount. Based on this finding, a discharge via the gas phase is likely. This is also underlined by the presence of Li in the gas scrubbing liquid. Suppose the cross-reactions of the impurity elements are disregarded and a simplified consideration of the existing lithium carbonate is made. In that case, a possible reaction sequence to gaseous lithium can be derived from the experimental determination by Abegg et al. [
38], demonstrated in Equations (2) and (3).
In addition to the stochiometric, necessary amount of carbon added to the cathode materials, the graphite bed ensures a huge excess supply of carbon at any time, as mentioned before. Therefore, the formation of Li2C2 is enabled according to Equation (2). Li2C2 is subsequently decomposed (Equation (3)) into its elements at the prevalent temperatures, with Li being transferred to the gaseous state. This provides a unique opportunity to separate Li from the other metals, limiting its slagging while recovering it. In addition, the reactor’s low pO2 and high CO/CO2 value allow the assumption that reoxidation of the Li can probably only be expected outside this zone. As a result of this process of lithium removal, due to its known reactivity and oxygen affinity, the earliest possible removal of the gas from the reactor must occur to increase the removal rate.
To complete the reaction sequence, the reactions of the possible direct or indirect reduction of the metal oxide follow in Equations (4) and (5) [
28,
39].
To determine the successful implementation of this Li removal and identify the composition of other possible adhesions on and in the crucible material, the crucibles used were analyzed before and after the experiment.
Table 11 illustrates the individual reactor weight before and after the test, as well as the resulting difference. It can be seen that the weight of the MgO crucible increases in all experiments, suggesting that packing has occurred. The mentioned adhesion comprises sample material that cannot be separated from the reactor wall by diffusion or clogging to the wall, but also residues from the structure, such as incompletely separated insulation material. In order to obtain a more precise statement about the distribution of the individual elements in and on the crucible, the reactor was analyzed by ICP-OES. To simplify the presentation, the analyses in mg/kg are converted to percentages and multiplied by the mass of the crucible. In turn, the mass of the individual elements is calculated from this. It should be mentioned that the following results have been corrected for the value of the original composition of the crucible. Including the weight, it was consequently possible to determine the proportion of the individual elements to the entire crucible.
In the beginning, the influence of double use of the crucible with different cathode materials was considered. For this purpose, the first test was performed with LFP (LFP V1). In the experiment LFP V2, the crucible was previously used in the LCO V2 test.
Table 14 illustrates the values for Fe and P. The reason for not showing Li is that a clear allocation of Li in the LFP V2 experiment to LFP is not possible, since this could theoretically also originate entirely from the first experiment with LCO. The mass of Fe was significantly reduced by more than 85%, that of P by almost 76%. Taking the findings of the weighing from
Table 15 into account, it can be seen that between the tests with one-time and two-time use of the crucible, the mass increase during the test was reduced by half. This result suggests that some sort of passivation layer reduces both the accumulation of Fe on the crucible and the increase in total weight by a preliminary test.
This finding was subsequently extended to include whether such passivation is also successful with the same cathode material. For this purpose, the nickel-rich materials NCA and NMC622 were examined in more detail.
Table 16 shows the results from the test series with NCA. As with the tests with LFP, it can be concluded here that the deposition of the metals can be reduced when the crucible is used several times. In this case, there is more than 65% less adhesion of Ni in the second test than in the first, and no adherence of Co. However, a disadvantage is undoubtably that, from these results, the assumption can also be made that Li diffuses into the reactor material or adheres to it, even if the crucible is used repeatedly. However, it is worth mentioning here that from the analysis results in
Section 3.1.3,
Table 10, it was clarified that the removal of Li from the reactor in the first and second experiments was much worse than in the third experiment. Suggesting that due to the reduced removal of the gas flow from the reactor, it accumulated in the reactor chamber, favoring diffusion or adhesion to the crucible and thus affecting the result in
Table 16. However, the lower mass gains in the second trial compared to the first trial is already evident with the inclusion of
Table 15. The finding of this effect from the experimental series with LFP, as mentioned earlier, can therefore also be confirmed.
For the continuous process, the question now arises as to whether a kind of saturation state of Li occurs at a certain point, and the removal of this can be increased via the gas flow.
The results presented in
Table 17 show those from the test series with NMC622. Compared with those from the NCA trials, a similar percentage difference for Li of just over 60% can be seen. A significant difference in comparison with the test series with LFP and NCA are the results of the other metals, which are the main components of the solid fraction. It is evident that there is no reduction, but rather a massive increase in diffusion or adhesion. The line of argument can be continued in parallel, as before, when including the higher Li yield in the third experiment to the other two from
Section 3.1.4,
Table 13. Even if, in principle, the proportion of the masses of Co, Ni, and Mn is negligible concerning the feed quantity of 550 g, these adhesions must be taken into account, especially for further development into a continuous process. In the future, this can lead to a successive reduction in the size of the reactor chamber. This can cause, in addition to reduced product output, also problems in terms of plant engineering.
Especially as a knowledge base for the plant design of the continuous concept, the location of these processes in the reactor or distribution of the elements over the crucible height is of particular interest in connection with the diffusion and adhesion of the sample material. For this purpose, the crucibles were divided into three sub-areas, each after the corresponding tests during sampling and analyzed by ICP-MS after weighing the individual fractions.
Figure 7 shows the reactor from the LFP V2 experiment during this process as a representative example for all experiments. The end of the measuring tape in
Figure 7a marks the dividing line between the base and the middle section, since, at this point, a higher packing was found to merge into the base area. The second dividing line between the middle and upper parts was selected 9 cm above it. This can be explained by the optical difference between these parts, i.e., a brown–black or greenish area. In
Figure 7b–d, the appearance of the divided sectors can be seen.
Figure 7b illustrates the upper sector, where only a thin area on the inside of the crucible shows a color change indicating a reaction with the sample material. The situation is different in
Figure 7c, which symbolizes the middle section as an example. Here, a massive diffusion of the samples into the crucible material is evident. In
Figure 7d, a part of the bottom is shown in which, in addition to a recognizable diffusion, a massive adhesion to the inside of the reactor can be seen.
Of particular interest was the distribution of the individual elements over the height of the reactor, but also the differences between using the crucibles once or twice. This was implemented graphically in
Figure 8. It should be mentioned here that the analyses of the crucible areas were corrected for the composition of the crucible before the test to obtain a veritable result. The diffused and adhering mass of the individual elements was divided up as a percentage over the height according to the analyses of the particular areas.
Figure 8a shows the results of the series of experiments with LFP. As mentioned earlier, a crucible was used for LFP V2, which was previously used for the LCO V2 experiment. For this reason, its results are also shown for the sake of completeness in the area of the elements Li and Co. If the results from
Section 3.1.2 are also taken into account, the increased proportion of Li removal from the solid fractions in the first test may indicate the increased entry of gaseous Li into the crucible wall. Since a relatively large proportion is found in the lower region of the crucible, it is reasonable to assume that a considerable amount of the Li diffused into the crucible instead of migrating through the bed into the gas space above it and then leaving the reactor chamber via the gas outlet. Comparing the experiments from LFP with already used or new reactor material, it can be seen that the entry of Li in the second experiment moves in the direction of higher layers. This, in turn, leads to the assumption that the motivation of the Li here was on the side of migration through the packed bed and possibly saturation of the crucible material occurred in the first experiment, or some passivation occurred by the Co from the first experiment with this crucible. The accumulation of Fe in the lower region can be argued to be due to the surfaces of the crucible in contact with the sample material.
Following this explanation, the P also tends to be removed via the gas stream, which is also supported by the results of the exhaust gas analysis in
Section 3.1.2. However, for continuous operation, careful consideration of the P take-off in the plant design must be carried out, in any case, to keep the contact between liquid Fe and gaseous P as low as possible and thus suppress the undesirable iron phosphide formation [
40].
The insertion of NCA elements over the crucible height shown in
Figure 8b can again be explained by the results from
Section 3.1.3. The columns numbered 1 indicate the results after a single use. In this case NCA V3, the numbering represents the results after two tests, i.e., NCA V1 and NCA V2 combined. The higher removal of Li from both the solid fractions and the reactor setup also argues for this element’s presence, especially in the upper crucible region. The poorer removal in V1 and V2 also explains why the Li fraction is found in the middle to lower region compared when using the crucible twice. The Co and Ni content in the lower range can be attributed to their physical properties.
The results from
Figure 8c, in contrast to the others in this section, do not allow for such a simple explanation. In the single test with the crucible in NMC V3 (numbering 1), lithium is primarily found in the middle area; double use with NMC V1 and NMC V2 tends to shift towards the bottom. This can be attributed to the poorer recovery, as seen in
Section 3.1.4, from the solid fraction and the presence in the gas scrubber. However, the fact that Li was not found in the upper section can be argued following the previous correction of the results for the crucible input analysis that there may not only be Li transport into the crucible material, but also out of it. Further argumentation must be elicited in more detail in subsequent investigations. The position of the other elements in the lower to the middle range can again be attributed to the contact surface with the crucible or its physical properties.
Combining the findings from the analyses of the products in
Section 3.1 and those of the crucibles, the transfer coefficient of Li can be considered one level deeper.
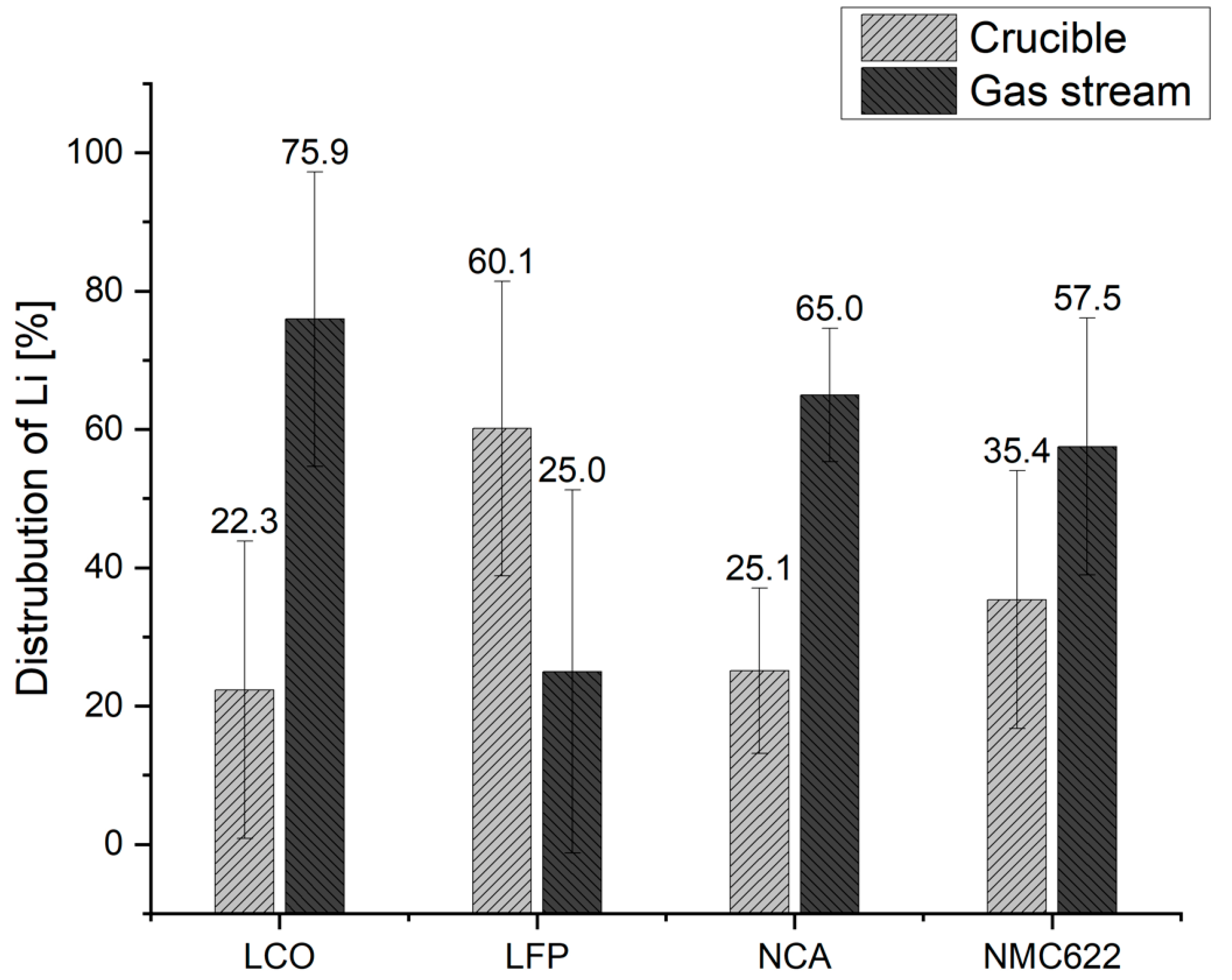
Figure 9 shows the distribution of Li in the reactor and the gas stream. It should be said in advance that an average value of the results was also formed here, and the fluctuation range of this average value is shown with error bars. It can be seen that, apart from the test series with LFP, the majority of the Li could be removed via the gas flow for all other cathode materials. In the result of the LFP test series, the parallel removal of Li and P from the reactor should be emphasized. In Holzer et al. [
26], experiments in a similar setup showed the formation of a flame from the exhaust tube, which was attributed to the reaction of elemental phosphorus with atmospheric oxygen. Possibly, the resulting increase in flow velocity allows a correlation to be found that explains the higher amount of Li in the reactor. Although the results of the other cathode materials are fundamentally better, to achieve the highest and most efficient output of Li from the process, the amount in the reactor must be kept to an absolute minimum in the future. Nevertheless, these results also underline the possible reactions in Equations (2) and (3) for conversion to gaseous lithium leaving the reactor chamber.
3.3 Discussion and Comparison with Previous Experiments
As mentioned above, detailed investigations of the process have already been carried out in another reactor design, discussed in detail in Holzer et al. [
26] and Windisch-Kern et al. [
28,
41]. The reactor design was an Al
2O
3 ceramic ring attached to a refractory concrete floor with a refractory mortar. The system with the graphite filling and the basic plant design was identical to the one used in the test described in this paper.
Figure 10 shows the results of lithium removal from the solid fractions in the different reactor designs using distinct cathode materials. It should be mentioned that neither the crucible material in contact with the cathode material nor, to some extent, the refractory mortar were analyzed during the tests in the setup with the Al
2O
3 design. Thus, no statement can be made as to what percentage of the Li removed from the solid fraction could be removed from the reactor or was deposited in the reactor components. Therefore, the experimental data and results from Windisch-Kern et al. [
26,
30] and Holzer et al. [
23] were supplemented by those extensive considerations, as described in the
Section 3.1 InduMelt experiments and inserted into the following plot.
Nevertheless, the trend of high lithium removal from the solid products shown in
Figure 6 is confirmed by the results in the other publications. While the results for LCO and NMC622 are consistently above 90%, and similar values for both the Al
2O
3 build-up and the MgO design, there are several percentage points in between for LFP and NCA. However, for the latter cathode materials, the difference shows a positive trend toward even higher removal rates, which is an interesting finding, especially for the further development of the reactor design toward the continuous process. In this first development step, which essentially consists of a fitting with fewer components in contact with the cathode material, an improvement in lithium removal could already be achieved.
In the following, the targets for Li recovery of 35% by 2025 and 70% by 2030 published in the 2020 proposal for the amendment of battery regulation EU Directive 2006/66/EC [
12] are included in the consideration. These goals are not only achieved in all tests, but, in some cases, could have been far exceeded. However, further influencing factors must be included in interpreting these results to ensure the final comparability of the results achieved in the tests with the EU specifications.
Let the most important point be taken as a starting point: We are not talking about an industrial process with the InduMelt system presented here, but about a pre-pilot system in batch operation. This fact must always be taken into account when considering the results demonstrated. Compared to a continuous process, the refractory material’s limited thermomechanical properties only allow low heating rates of the cathode material. On an industrial scale, running in a batch process is not feasible, and continuous feeding is indispensable. Continuous operation automatically implies that the waste stream is fed onto the hot bed, which is why the reactions, depending on the process control, may possibly already lead to partial outgassing of elements at this point due to accelerated kinetics. Therefore, the positioning of the gas vent and optimized temperature control can have a significantly favorable effect on more efficient Li removal from the reactor. The same is applicable for an adequate position of the P removal. As shown in
Section 3.2, the Li reaction route is highly likely to be argued from LiMeO
2 to Li
2CO
3 and, due to the excess C, to Li
2C
2. Latter consequently dissociates to gaseous Li and solid C. Taking into account the boiling point of elemental Li of 1342 °C [
42], it can be assumed with the knowledge provided in the Materials and Methods section that the estimated 1550 °C process temperature for the liquefaction of the metals Co and Ni is not necessary for the recovery of Li. This subsequently influences the process design of the continuous reactor setup. In this respect, a multi-zone system with different temperature profiles can be considered for energy-efficient operation.
However, the results of this series of experiments, whereby diffusion of Li into the crucible material has occurred, have additionally shown that the selection of the crucible material contributes significantly to Lithium’s output rate. Even though the results in the MgO crucible largely showed higher potential than in the Al2O3 crucible, the high degree of diffusion of different elements from the battery material into the crucible wall means that this reactor material should not be used for a continuous process. An adequate choice of crucible constituents should be made in the subsequent research activities, for example, through intensive trials with different crucible materials. In this respect, other points of research activity are the behavior of crucible materials under continuous loading and the influence of coatings on the crucible surface. This research must subsequently also consider the caking on the crucible, which was consistently observed in these test series and may gradually reduce the reactor diameter in continuous operation. Another possible approach to avoid packing, but also to reduce the contact area between waste gases and the refractory and thus prevent the above-mentioned diffusion of Li into the reactor, is the ratio of the reactor diameter to the material feed area.
Referring to the results in the presence of P in LFP, for the continuous process, care should be taken to minimize the contact time or area between iron and phosphorus to prevent iron phosphide formation, as previously described by Ponak [
32]. The migration of the gas through the packed bed and the sample material must be prevented. In this case, gas removal close to the point of origin would be appropriate.
Beyond these plant engineering improvements, the post-treatment of the removed gas stream is of crucial importance from an overall process perspective. The future design of this process step is essential for the efficient recovery of Li and, subsequently, the balance concerning the actual recovery rate of Li from the overall process. However, this requires in-depth experimental research steps to describe the kinetics of the reaction mechanisms of complex lithium metal oxides that actually take place. From the point of view of a future industrial application, additional attention must be paid to safety aspects, such as possible toxicity or corrosive properties. Especially due to the large number of additional elements in a waste stream from spent LIB compared to the pure cathode material used here, this issue is of immense importance for all further development steps. In this context, especially noted must be aluminum from the conductor foils. Due to the ignoble properties of Al, oxidation of Al happens once a contact between the metal and oxygen occurs. Since the active material mainly consists of metal oxides, it is very likely that Al is either oxidized or not being reduced and, therefore, slagged. This mechanism’s highly exothermic property, called aluminothermic reaction, is a safety issue and thermodynamic limitation. Thus, the process is capped to a specific amount of Al [
43]. This critical category of future research topics also includes the post-treatment route of the resulting solid fraction, preferably the metal alloy, and the slag phase’s separated treatment. The removal of oxygen, lithium, and carbon during the reduction process results in a mass loss of up to 50%. Thus, the described pyrometallurgical process significantly lowers the number of intermediate products (i.e., the metal alloy) and, consequently, also the effort in downstream hydrometallurgical refining processes. This, in turn, conserves resources and increases the efficiency of the entire recycling process.
As can be seen from these explanations, many research questions need to be solved before the system is ready for industrial use, which are only the most obvious ones at this point, and others will be added in the course of the ongoing R&D work. Due to TRL3, the results presented here cannot be used as comparative data with industrial plants. Particularly noteworthy is the current relatively high fluctuation range of the results in the repeat tests. On the one hand, there are a lot of adjustment screws up to TRL9, but above all, the continuous feeding and dimensional scaling will provide more stable results over a more extensive flow rate range. Nevertheless, as mentioned previously, it was qualitatively established at this point over several trials and different cathode materials that Li and P can be extracted via the gas phase, and low lithium and low phosphorus alloy can be obtained.
In general, a special requirement for the overall process’s design process chain, but also as an issue in the further development of the InduMelt plant, is the waste stream, which fluctuates in its composition. In detail, this involves how the recycling process, i.e., from collection to metallurgy, must be designed and interconnected to deal with the different battery types. As in many metallurgical processes, the more homogeneous the input stream, the easier an optimum product quality can be achieved. In this respect, the sorting of the different types already sets the course for how the downstream steps must look and what compositions they must be able to handle. For this reason, a key success factor in designing an efficient recycling system is that the individual process steps are coordinated at each stage of further engineering. In the future, this will be one of the primary considerations in developing the InduMelt plant.
Finally, it should be noted that for future comparison of the achieved recovery with the EU requirements, such issues as the technical implementation of a post-treatment route have to be clarified. The resulting products are only comparable after implementing the pyrometallurgical process used here into an overall strategy.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}