
Microstructure and Indentation Properties of Single-Roll and Twin-Roll Casting of a Quasicrystal-Forming Al-Mn-Cu-Be Alloy


1
Faculty of Mechanical Engineering, University of Maribor, Smetanova Ulica 17, SI-2000 Maribor, Slovenia
2
Srednja Tehniška in Poklicna Šola Trbovlje, Šuštarjeva Kolonija 7a, SI-1420 Trbovlje, Slovenia
3
Material Processing Lab., Osaka Institute of Technology, 5-16-1 Omiya Asahiku, Osaka 535-8585, Japan
*
Author to whom correspondence should be addressed.
Metals 2022, 12(2), 187; https://doi.org/10.3390/met12020187
Submission received: 15 December 2021
/
Revised: 10 January 2022
/
Accepted: 18 January 2022
/
Published: 20 January 2022
(This article belongs to the Special Issue Structure and Properties of Aluminium Alloys 2023)
Abstract
:In this investigation, strips of an experimental Al-Mn-Cu-Be alloy were manufactured by high-speed single-roll and twin-roll casting to stimulate the formation of a quasicrystalline phase during solidification. The strips were characterised by light microscopy, scanning and transmission electron microscopy, microchemical analysis, and X-ray diffraction. Indentation testing was used to determine the mechanical responses of the strips in different areas. A smooth surface was achieved on both sides of the twin-roll-cast strip, while the free surface of the single-roll-cast strip was rough. The microstructures in both strips consisted of an Al-rich solid solution matrix embedding several intermetallic phases Θ-Al2Cu, Be4Al (Mn, Cu), Al15Mn3Be2 and icosahedral quasicrystalline phase (IQC). The microstructure of the single-roll-cast strip was more uniform than that of the twin-roll-cast strip. Coarse Al15Mn3Be2 particles appeared in both alloys, especially at the centre of the twin-roll strip. These coarse particles adversely affected the strength and ductility. Nevertheless, both casting methods provided high-cooling rates, enabling the formation of metastable phases, such as quasicrystals. However, improvements in alloy composition and casting procedure are required to obtain enhanced microstructures and properties.
1. Introduction
Quasicrystals belong to crystals having long-range order without periodicity [1]. Generally, they are hard and brittle at room temperature. They can enormously enhance the mechanical properties when incorporated into a ductile metallic matrix [2,3,4,5]. Aluminium quasicrystal-strengthened alloys possess a periodic aluminium-rich matrix with a dispersed quasicrystalline phase [6,7].
There are several manufacturing routes for producing quasicrystal-reinforced Al alloys [4]. Quasicrystals are metastable in numerous Al alloys and can predominantly be obtained by rapid solidification. Nevertheless, the quasicrystals can be formed at much lower cooling rates in some alloys [8,9]. Song et al. [10] discovered that the addition of Be sharply reduced the critical cooling rate for the formation of quasicrystals during solidification and the required Mn content in Al-Mn alloys. They established that quasicrystals could be formed using conventional casting methods, e.g., by die-casting. Improved versions of their alloys were developed by Rozman et al. [11]. They found that combined additions of Be and Cu, in particular, were helpful in the formation of quasicrystals during gravitational casting. These alloys can form primary icosahedral quasicrystals (IQC) in a dendritic or polygonal shape, and quasicrystals are also formed during the final stages of solidification as a binary (α-Al + IQC) eutectic [12,13]. The Al-Mn-Cu-Be alloy is still experimental. It was found that it can be also precipitation hardened with IQC precipitates, which gave the material improved high-temperature stability [14]. Thus, this alloy can be used as a fire-resistant construction material or as parts exposed to elevated temperatures. One of the prerequisites for its application is developing an appropriate manufacturing method for high-volume production.
Twin-roll casting is widely used in the aluminium industry. One drawback is that centreline segregations frequently occur during solidification [15,16,17,18,19]. The segregation can be significantly reduced by the application of a magnetic field, as was shown by Su et al. [20] for the 7075 alloy sheet. It was also observed that the properties can enormously exceed those obtained by direct-chill (DC) casting. Zhao et al. [21] observed the formation of a heterogeneous microstructure and texture along the thickness direction of the Al-Mn strip, forming a ‘hard shell–soft core’ structure. This heterogeneous structure enabled the twin-roll-cast strip to be plastically deformed to a total elongation >30% prior to fracture, while in the DC strip, the uniform elongation was close to zero. Kuang et al. [22] found that the Al-Mn-Fe-Si strip possessed a much better thermal resistivity than the DC strip. These examples show the high potential of the twin-roll casting in improving the properties of different Al alloys. Nevertheless, classical twin-roll casting is relatively slow, since the casting speeds can achieve only a few m min−1. Haga et al. developed high-speed single-roll [23,24] and twin-roll casting [25]. They were able to produce wrought [26] and cast [27] aluminium alloys, as well as clad strips consisting of two or three tightly bonded layers, with casting speeds of up to 60 m min−1 [24].
Manufacturing large quantities of quasicrystal-strengthened Al alloys is one of the prerequisites to their commercial application. Therefore, the use of high-speed single- and twin-roll casting may have great potential, because it provides higher cooling rates (up to 2000 °C s−1 [24]), promoting the formation of quasicrystals in Al alloys with increased quasicrystal forming ability. Thus, this work aims to verify the viability of producing quasicrystal-strengthened Al alloy strips using high-speed single-roll and twin-roll casting. To do this, an Al-Mn-Cu-Be alloy with an improved tendency to form quasicrystals was selected [12].
2. Materials and Methods
The composition of the alloy is given in Table 1. The manganese is required to form icosahedral quasicrystalline phases or other intermetallic phases. The addition of Be enables the formation of quasicrystals by solidification with lower cooling rates, while the addition of copper allows the formation of ternary Al-Mn-Cu phases and allows artificial and natural ageing.
About 5 kg of the alloy was synthesised from Al99.89, AlMn10, AlCu50, AlBe5.5, AlSc2, AlZr10, AlCr10 and AlV5 alloys. The main impurities were iron and silicon, but their cumulative content in the final alloy composition did not exceed 0.05 wt.%. The alloys were melted in a salamander crucible in a vacuum induction furnace and cast into bars 50 mm in diameter and 500 mm in length. Before casting, they were melted in an electric resistance furnace and cast using high-speed single-roll and twin-roll casting methods according to the procedures given in Figure 1. More details about high-speed casting can be found in Refs. [23,24,25,28]; here, some specifics are given regarding the casting of the investigated alloy.
The liquidus temperature of the investigated alloy was 706 °C, and for the single-roll casting a casting temperature of 735 °C was selected. This procedure led to an appropriate microstructure, but the free surface of the single-roll-cast strip was rather rough, which will be shown in the Results section. The diameter of the copper roll was 300 mm. The same casting parameters led to the formation of highly coarse primary phases with twin-roll casting. The preheating of the alloy to 800 °C for 30 min considerably decreased the size of the primary phases. The diameter of the larger copper roll was 300 mm, and the smaller was 100 mm in diameter. The casting speed was 30 m min−1 in both cases. The strip thickness was 1.5–3 mm, and the strip width was about 90–100 mm in single-roll and 50 mm in twin-roll casting.
The samples for the light (LM) and scanning electron (SEM) microscopy were mechanically ground and polished. After final polishing using a 3 µm diamond paste, the microstructure was revealed by chemical etching with Weck’s reagent (2 g KMnO4 1 g NaOH (Merck KGaA, Darmstadt, Germany) and 50 mL of distilled water). The samples were then examined using a light microscope Nikon EPIPHOT 300 (Nikon, Tokyo, Japan) and scanning electron microscopes (SEM) Sirion 400 NC and Quanta 200 (FEI, Eindhoven, The Netherlands). In SEM, we also performed microchemical analysis using energy-dispersive spectroscopy—EDS (Oxford Analytical, Bicester, UK). The volume fractions and particle sizes were determined using ImageJ (https://imagej.nih.gov/ij/, accessed on 9 January 2022).
Lamellae for transmission electron microscopy (TEM) were prepared using a focused ion beam in a Helios microscope (FEI, Eindhoven, The Netherlands) for the twin-roll-cast sample. High-resolution TEM (HR-TEM) and energy-dispersive spectroscopy (EDS) were carried out in a Titan 80–300 image corrected electron microscope (FEI, Eindhoven, The Netherlands).
X-ray diffraction was performed at synchrotron Elettra (Elettra, Trieste, Italy), using X-rays with a wavelength of 0.0999996 nm. XRD images were taken in transmission mode at 24 °C. The samples were in the form of thin plates with thicknesses of 200–300 µm. The sampling area was 500 m × 500 µm. The 2D images were collected using Dectris Pilatus 2M camera (Dectris Ltd., Baden-Daettwil, Switzerland) at a working distance of 100 mm. LaB6 powder was used for calibrating the image. The 2D images were transformed to X-ray patterns: intensity I versus diffraction angle 2Θ by using software Fit2D V12.097 (ESFR, Grenoble, France). Programs CrystalMaker 9.2.8 (CrystalMaker Software Ltd., Oxfordshire, UK) and CheckCell (Jean Laugier & Bernard Bochu, Saint-Martin-d’Hères, France) were used for the data processing and analysis of the results.
Indentation tests were carried out using a Nano Test Vantage (Micro Materials Limited, Wrexham, UK). The indentation load was provided with an electromagnetic force (resolution 3 nN), and the indentation displacement was measured by the change in the capacitance (resolution 0.002 nm). A Vickers indenter (Micro Materials Limited, Wrexham, UK) was used to measure hardness along a strip height (maximum load 500–1000 mN, loading, holding at the maximum load and unloading lasted each 10 s).
3. Results
3.1. The Surfaces of the Cast Strips
Figure 2 shows the surfaces of the cast strips. The surfaces formed in contact with the rolls were relatively smooth, with lines parallel to the casting direction (Figure 2b). No differences were observed between the surfaces of the twin-roll-cast strip and single-roll-cast strip. On the other hand, the free surface of the single-roll-cast strip was rougher, especially in the central part (Figure 2a). A scraper is typically used to make the free surface smoother [29].
The electron micrograph of the free surface in Region A indicated in Figure 2a shows the surface asperity (Figure 3a). The asperity peaks appeared mainly at the positions where large intermetallic particles were present. The backscattered electron micrograph (Figure 3b) reveals the grain structure and distribution of phases on the free surface of the single-roll strip (area C in Figure 3a). Figure 3c shows the grain structure and distribution of phases on the roll side of the single-roll-cast strip. The image was taken in region B, indicated in Figure 2b. The particles on the roll side were arranged both along the grain boundaries and at the grain interiors. The size of these discrete particles was 1.01 ± 0.41 µm, and their volume fraction was 4–5%. It should be stressed that both surfaces of the twin-roll-cast strip were the same as that shown in Figure 3c. The volume fraction of particles on the air side was three to four times higher, and many were interconnected.
3.2. Macrostructure of the Strips
Figure 4 shows the macrostructure of both strips. Large intermetallic particles were present in the Al-rich matrix in both cases (brighter areas in Figure 4a and darker areas in Figure 4b). The number density of larger phases close to the roll side was low in the single-roll-cast strip (Figure 4a) and increased towards the air side. The larger particles were dispersed throughout the thickness of the twin-roll-cast strip; however, they were more abundant at the centre. The distribution of large particles strongly affected the hardness measurements (Figure 5). The hardness was rather uniform in the single-roll-cast strip; only close to the free surface did the hardness jump to a high level, because the indenter hit a large intermetallic particle. On the other hand, the hardness jumped up and down in the twin-roll-cast strip due to the numerous intermetallic particles distributed throughout the cross-section. The background hardness was, in both cases, somewhat similar, at around 1000 MPa.
3.3. Microstructures of the Strips
Detailed information about the single-roll and twin-roll-cast strips is given in Figure 6, Figure 7 and Figure 8 (microstructures, 2D-XRD and indentation hardness). Hardness values in the areas indicated in Figure 4 are depicted in Figure 8, while the corresponding X-ray diffraction patterns from the same areas are illustrated in Figure 9.
The phases were identified by the combination of the results obtained by EDS in SEM (Table 2) and X-ray diffraction (Figure 9). There were four intermetallic phases identified in the matrix Al-rich solid solution α-Al, tetragonal Θ-Al2Cu, icosahedral quasicrystalline phase IQC, cubic Be4Al (Mn, Cu) and hexagonal quasicrystalline approximant Al15Mn3Be2 (Figure 6). The Al2Cu phase appeared brightest in all electron-backscattered micrographs due to the high atomic number of copper, while the Be4Al (Mn, Cu) phase was darkest because of the high atomic fraction of light beryllium atoms. It should be stressed that EDS did not allow quantitative identification of Be. Similar alloys were studied in detail in Refs. [11,30] using methods that also detected Be. The IQC and Al15Mn3Be2 phases had almost the same grey colour because their composition was rather similar (Table 2). IQC phase studied in other alloys contained about 10 at.% Be, slightly less than Al15Mn3Be2 [30]. Al15Mn3Be2 was present predominantly as coarse particles (longest dimension from 5 µm to more than 100 µm) that formed in the liquid prior to crystallisation of α-Al. IQC is formed during the final stages of solidification in the intercellular or interdendritic regions. It was principally present as a coral-like phase in the binary (α-Al + IQC) eutectic and was mainly of sub-micrometre size. The presence of phases was different in both strips and varied according to the distance from the rolls.
The microstructure constituents gradually coarsen from the roll to the air side in the single-roll-cast strip (Figure 6). At the roll side, outer equiaxed zone formed, which was followed by directional grow of columnar α-Al perpendicular to the roll up to approximately 500 µm from the roll side (area SR-A). In this area, cooling rates up to 2000 °C s−1 are expected [24]. These α-Al grains grew with the cellular interface morphology [31]. In the intercellular regions, discrete IQC and Al2Cu particles formed. The particle sizes in this area were 1.22 ± 0.72 µm. In addition to discrete particles, circular (α-Al + Θ-Al2Cu) and (α-Al + IQC) islands emerged within the larger interdendritic spaces. The particles sizes were not uniform, and their sizes increased by about 50% (1.82 ± 1.57 µm). The Al15Mn3Be2 particles were relatively rare and often present within the asperities at the strip air side (Figure 6a). The volume fraction of particles in the regions without larger particles were about 10%.
Additional information can be obtained from the 2D-XRD images (Figure 7). The labels 1–5 indicate the reflection positions for (111), (200), (220), (311) and (222) α-Al planes. The discrete diffraction spots, one spot in each image, is pointed to by the arrow, indicating that only a small number of α-Al grains are diffracted. Thus, large grains of α-Al were present in both areas, with minute differences from one another (they have elongated shape with sizes 164 ± 44 µm × 62 ± 21 µm). Other rings were continuous, signifying that other phases were present as small and randomly oriented particles. Their positions corresponded to Θ-Al2Cu and IQC (Figure 9). The IQC peaks are rather broad. Broad peaks are caused by small particles and the presence of many structural defects, which is typical for metastable IQC phase in Al alloys [32]. The peaks of Al15Mn3Be2 were not observed in the diffraction patterns, presumably due to their too low volume fraction. This was in accordance with the observed microstructures. The hardness in the areas free of large particles did not differ much in areas SR-A and SR-B (Figure 8).
The variations in microstructure were more pronounced in the twin-roll-cast strip (Figure 6d–f). The microstructure at the roll side was (TR-A) was similar to the microstructure in SR-A. However, Al15Mn3Be2 particles were present more regularly. The volume fraction of particles was about 15%, and their sizes were 0.92 ± 0.63 µm. The large areas of interconnected (α-Al + IQC) eutectic occupied the interdendritic regions in the area TR-B. At the centre (TR-C), large Al15Mn3Be2 were agglomerated into a central belt, often incorporating Be4Al (Mn, Cu) particles, their volume fraction was close to 20%. In this region, small α-Al grains were present (linear intercept length was 7.3 ± 1.3 µm). On the other hand, the crystal grains in the other regions were much larger (238 ± 80 µm × 63 ± 27 µm).
The peaks of the Al15Mn3Be2 phase were present on all X-ray diffraction patterns (Figure 9). They were extremely high in the area TR-C. On the other hand, the peaks of IQC were only identified in the area TR-B, in which highest quantities of (α-Al + IQC) eutectic were noted (around 15%). XRD also revealed that the grain sizes were larger in the area TR-B than in the area TR-A, which was consistent with the microstructure. At the centre (TR-C), the continuous rings belonging to α-Al were observed instead of the separated diffraction spots, confirming the presence of tiny, randomly distributed α-Al grains, which were observed in the microstructure (Figure 7e).
The hardness in the area TR-A was harder than in both areas in the SR strip, probably due to smaller crystal grains of α-Al. The hardness in the region TR-B was similar to that in SR strip. The small grains at the centre of the TR strip (area TR-C) possessed the lowest hardness because only low fractions of IQC and Θ-Al2Cu were present at the grain boundaries.
3.4. TEM Investigation of the Icosahedral Quasicrystalline Phase IQC and the Quasicrystalline Approximant Phase Al15Mn3Be2
Figure 10 and Figure 11 display the TEM micrographs of the icosahedral quasicrystalline phase and Al15Mn3Cu2 phase with high-resolution images (HR-TEM) and Fast Fourier Transforms (FFT). The investigated IQC particle was in the interdendritic region (Figure 10a). The HR-TEM image of IQC shows the structure taken along a fivefold symmetry axis. The FFT shows the fivefold diffraction pattern, which is typical for the icosahedral quasicrystals. Namely, the diffraction spots form five sets of virtual parallel lines with a mutual orientation of 72°. The distance between diffraction spots increased with τ (golden mean ≈ 1.618), which is also typical for quasicrystals.
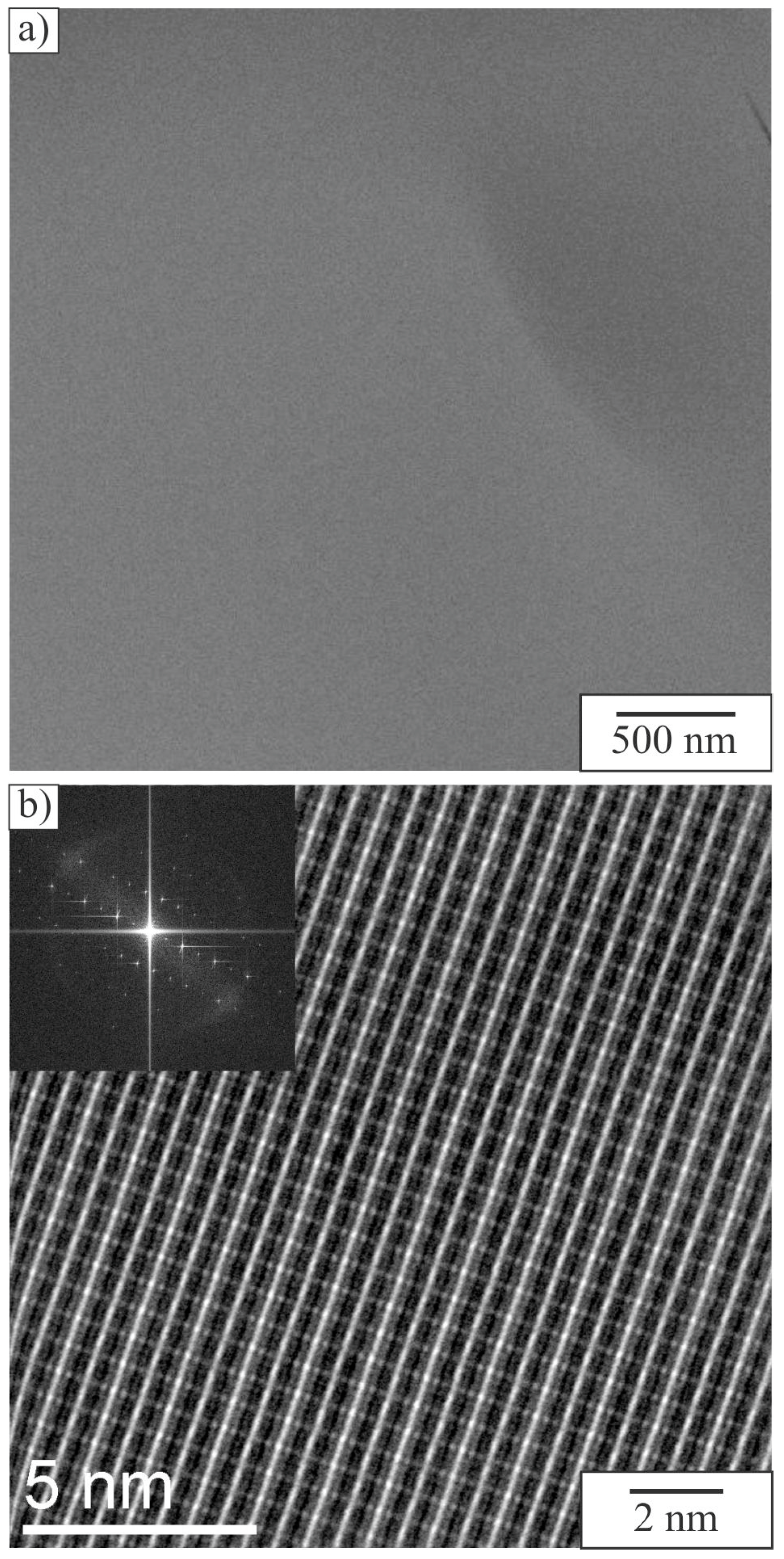
The quasicrystalline approximant particles Al15Mn3Be2 were huge, so the investigated lamella was just a part of a single particle (Figure 11a). The HR-TEM image was taken along a twofold zone axis. Fast Fourier transform revealed a hexagonal structure, and XRD analysis give a unit cell with the lattice parameters of a = 1.227 ± 0.003 nm and c = 2.453 ± 0.008 nm.
4. Discussion
New high-speed single- and twin-roll casters allow casting speed in the range of several tens of metres per minute; casting speeds of up to 60 m min−1 are pretty frequent. The melt solidifies on the rotating copper rolls enabling rapid heat extraction, achieving cooling rates above 2000 °C/s [24]. Such cooling rates can greatly refine the microstructure and improve the mechanical properties of many standard aluminium alloys. Additionally, high cooling rates make it possible to cast alloys with novel metastable microstructures, such as quasicrystal-strengthened Al alloys.
Under thermodynamically stable conditions, the investigated alloy consists of α-Al, Be4Al(Mn, Cu), Θ-Al2Cu and τ1-Al29Mn6Cu4 [11]. The orthorhombic phase τ1-Al29Mn6Cu4, which arises from the ternary Al-Mn-Cu diagram [33], rarely occurs during solidification of this kind of alloy, even at cooling rates as low as 10 °C min−1. It usually appears after prolonged holding in the mushy zone or just under the solidus temperature [11].
The addition of Mn and, especially, Be enhance icosahedral short-range order (ISRO) in the aluminium melt [9], which seems to play an essential role in other aluminium alloys, too [34,35]. At higher cooling rates, the primary IQC phase can form [11]. At somewhat lower cooling rates also a decagonal quasicrystalline phase (DQC) [13,36] or a quasicrystalline approximant Al15Mn3Be2 can form [9,11,13]. The main point is that all three phases IQC, DQC and Al15Mn3Be2, consist of icosahedral clusters. The main difference is the three-dimensional quasiperiodic order in IQC and the two-dimensional quasiperiodic order in DQC. On the other hand, the icosahedral clusters are arranged periodically in a hexagonal lattice within the quasicrystalline approximant phase Al15Mn3Be2.
During SR and TR casting, the cooling rate between the liquidus temperature and the formation temperature of α-Al was too long, and thus predominantly Al15Mn3Be2 phase formed in the liquid with the ISRO. However, this time was longer by TR casting, resulting in plentiful coarse Al15Mn3Be2 particles.
The formation of α-Al on the Cu roll is connected with a high heat extraction rate, causing the formation of α-Al that at the beginning, growing with a cellular morphology approximately perpendicular to the roll surface. After nearly 500 µm, the cellular morphology changes to an equiaxed one during SR casting. In the TR strip, the cellular morphology turns dendritic. The melt in the intercellular and interdendritic regions becomes supersaturated with Cu because its partition coefficient is lower than one. As a result, the individual Θ-Al2Cu particles may grow, or the islands of the (α-Al + Θ-Al2Cu) binary eutectic can be formed, depending on the size of interdendritic regions. The structure of the remaining melt still possesses ISRO, and coupled with a sufficient undercooling (below 625 °C [37]), the IQC can form, mainly growing as a coral-like eutectic phase (α-Al + IQC).
During growth, α-Al crystals can entrap primary Al15Mn3Be2 particles or push them in front of them. This can explain the high number of these particles on the air side of the SR strip and at the centre of the TR strip. Due to the higher Be content, Be4Al (Mn, Cu) may also form [38,39].
In the cast strips, hard IQC and Al15Mn3Be2 particles can improve the alloy’s wear resistance, but the strips are less appropriate for applications with high tensile loads and dynamic loading because of coarse intermetallic phases. Initial tensile tests showed inferior tensile properties (tensile strengths below 200 MPa and elongations at fracture below 1%). These values could be enhanced by improved alloy design, such as that presented in [40].
5. Conclusions
The results of this study lead us to the following conclusions.
- The microstructure consisted of Al-rich solid solution matrix and four intermetallic phases (IQC, Al15Mn3Be2, Θ-Al2Cu and Be4Al (Mn, Cu)) with variable distribution throughout the cross-section.
- The microstructure of the single-roll-cast strip was more uniform than the microstructure of the twin-roll-cast strip.
- The primary icosahedral phase did not form during solidification but a quasicrystalline approximant Al15Mn3Be2.
- The morphology of the α-Al was cellular at the roll side and changed to dendritic at larger distances from the roll side. At the centre of the twin-roll-cast strip, randomly oriented equiaxed grains were present.
- IQC formed mainly in the interdendritic region and was present as a binary (α-Al + IQC) eutectic.
- The manufacturing of the high-volume of quasicrystal-strengthened Al alloys is viable through high-speed single-roll and twin-roll casting. Nevertheless, improvements in alloy compositions are required, and the optimisation of the casting parameters to improve uniformity of microstructure and increase mechanical properties.
Author Contributions
Conceptualization, F.Z. and T.B.; methodology, F.Z. and T.B.; validation, T.B., T.H.; formal analysis, F.Z., T.B., T.H., M.M.; investigation, F.Z., T.B., T.H. and M.M.; resources, F.Z. and T.B.; data curation, M.M.; writing—original draft preparation, F.Z.; writing—review and editing, F.Z., M.M. and T.B.; visualisation, F.Z.; supervision, T.B. and T.H.; project administration, T.B.; funding acquisition, F.Z. and T.B. All authors have read and agreed to the published version of the manuscript.
Funding
The XRD investigations were carried out at Elettra, Sincrotrone Trieste, Italy, in the framework of Proposal 20205071. The TEM investigations at TU Graz were enabled by the ESTEEM 2 Project, which has received funding from the European Union’s Seventh Framework program under Grant Agreement No. 312483. The authors acknowledge the financial support from the Slovenian Research Agency (research core funding No. P2-0120 and I0-0029).
Acknowledgments
We thank Luisa Barba for support by XRD experiments at Elettra, and Christian Gspan for TEM investigations. The authors acknowledge the use of research equipment Nano Test Vantage indentation tester, procured within the project “Upgrading national research infrastructures—RIUM”, which was co-financed by the Republic of Slovenia, the Ministry of Education, Science and Sport and the European Union from the European Regional Development Fund.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shechtman, D.; Blech, I.; Gratias, D.; Cahn, J.W. Metallic phase with long-range orientational order and no translational symmetry. Phys. Rev. Lett. 1984, 53, 1951–1953. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Hou, H.; Zhao, Y.H.; Yang, X.M. Microstructure and Mechanical Properties of Squeeze Casting Quasicrystal Reinforced AZ91D Magnesium Matrix Composites. Rare Met. Mat. Eng. 2016, 45, 1978–1982. [Google Scholar] [CrossRef] [Green Version]
- Yang, L.; Hou, H.; Zhao, Y.H.; Yang, X.M. Effect of applied pressure on microstructure and mechanical properties of Mg-Zn-Y quasicrystal-reinforced AZ91D magnesium matrix composites prepared by squeeze casting. Trans. Nonferrous Met. Soc. China 2015, 25, 3936–3943. [Google Scholar] [CrossRef]
- Wolf, W.; Bolfarini, C.; Kiminami, C.S.; Botta, W.J. Recent developments on fabrication of Al-matrix composites reinforced with quasicrystals: From metastable to conventional processing. J. Mater. Res. 2021, 36, 281–297. [Google Scholar] [CrossRef]
- Xu, M.; Teng, X.Y.; Geng, J.W. Effect of cooling rates on solidification and microstructure of rapidly solidified Mg57Zn37Y6 quasicrystal alloy. J. Mater. Res. 2015, 30, 3324–3330. [Google Scholar] [CrossRef]
- Stan-Glowinska, K.; Litynska-Dobrzynska, L.; Morgiel, J.; Goral, A.; Gordillo, M.A.; Wiezorek, J.M. Enhanced thermal stability of a quasicrystalline phase in rapidly solidified Al-Mn-Fe-X alloys. J. Alloys Compd. 2017, 702, 216–228. [Google Scholar] [CrossRef]
- Yuan, Y.; Hou, H.; Zhao, Y.; Yan, F. Characterisation of aluminium matrix composites reinforced by Al-Cu-Fe-Cr quasicrystalline particles. Mater. Res. Express 2019, 6, 76544. [Google Scholar] [CrossRef]
- Schurack, F.; Eckert, J.; Schultz, L. Synthesis and mechanical properties of cast quasicrystal-reinforced Al-alloys. Acta Mater. 2001, 49, 1351–1361. [Google Scholar] [CrossRef]
- Kim, S.H.; Song, G.S.; Fleury, E.; Chattopadhyay, K.; Kim, W.T.; Kim, D.H. Icosahedral quasicrystalline and hexagonal approximant phases in the Al-Mn-Be alloy system. Philos. Mag. A-Phys. Condens. Matter Struct. Defect Mech. Prop. 2002, 82, 1495–1508. [Google Scholar] [CrossRef]
- Song, G.S.; Fleury, E.; Kim, S.H.; Kim, W.T.; Kim, D.H. Formation and stability of quasicrystalline and hexagonal approximant phases in an Al-Mn-Be alloy. J. Mater. Res. 2002, 17, 1671–1677. [Google Scholar] [CrossRef]
- Rozman, N.; Medved, J.; Zupanic, F. Microstructural evolution in Al-Mn-Cu-(Be) alloys. Philos. Mag. 2011, 91, 4230–4246. [Google Scholar] [CrossRef] [Green Version]
- Zupanic, F.; Boncina, T.; Rozman, N.; Anzel, I.; Grogger, W.; Gspan, C.; Hofer, F.; Markoli, B. Development of an Al-Mn-Be-Cu alloy with improved quasicrystalline forming ability. Z. Kristall. 2008, 223, 735–738. [Google Scholar] [CrossRef] [Green Version]
- Strekelj, N.; Naglic, I.; Klancnik, G.; Nagode, A.; Markoli, B. Microstructural changes in quasicrystalline Al–Mn–Be–Cu alloy after various heat treatments. Int. J. Mater. Res. 2015, 106, 342–351. [Google Scholar] [CrossRef]
- Bončina, T.; Albu, M.; Zupanič, F. Ageing of Al-Mn-Cu-Be Alloys for Stimulating Precipitation of Icosahedral Quasicrystals. Metals 2020, 10, 937. [Google Scholar] [CrossRef]
- Chen, G.; Li, J.T.; Yin, Z.K.; Xu, G.M. Improvement of microstructure and properties in twin-roll casting 7075 sheet by lower casting speed and compound field. Mater. Charact. 2017, 127, 325–332. [Google Scholar] [CrossRef] [Green Version]
- Bajtosova, L.; Slapakova, M.; Bajer, J.; Krivska, B.; Grydin, O.; Stolbchenko, M.; Zaunschirm, S.; Kastner, J.; Cieslar, M. Impurities segregation in twin-roll cast Al-Mg-Sc-Zr material. In Proceedings of the 27th International Conference on Metallurgy and Materials (METAL), Brno, Czech Republic, 23–25 May 2018; pp. 1455–1459. [Google Scholar]
- Wang, X.; Ma, P.K.; Meng, Z.Y.; Zhang, S.Y.; Liu, X.; Wang, C.; Wang, H.Y. Effect of trace Cr alloying on centerline segregations in sub-rapid solidified Al-Mg-Si (AA6061) alloys fabricated by twin-roll casting. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Processing 2021, 825, 141896. [Google Scholar] [CrossRef]
- Liu, X.; Wang, C.; Zhang, S.Y.; Song, J.W.; Zhou, X.L.; Zha, M.; Wang, H.Y. Fe-bearing phase formation, microstructure evolution, and mechanical properties of Al-Mg-Si-Fe alloy fabricated by the twin-roll casting process. J. Alloys Compd. 2021, 886, 161202. [Google Scholar] [CrossRef]
- Sun, K.M.; Li, L.; Chen, S.D.; Xu, G.M.; Chen, G.; Misra, R.D.K.; Zhang, G. A new approach to control centerline macrosegregation in Al-Mg-Si alloys during twin roll continuous casting. Mater. Lett. 2017, 190, 205–208. [Google Scholar] [CrossRef]
- Su, X.; Xu, G.M.; Jiang, D.H. Abatement of segregation with the electro and static magnetic field during twin-roll casting of 7075 alloy sheet. Mater. Sci. Eng. A 2014, 599, 279–285. [Google Scholar] [CrossRef]
- Zhao, X.L.; Kuang, J.; Shi, K.K.; Zhang, P.; Xue, H.; Zhang, J.Y.; Liu, G.; Sun, J.; Xu, G.M.; Wang, Z.D. Heterogeneous microstructure-mediated ductilse fracture of twin-roll cast Al–Mn strip. Mater. Sci. Eng. A 2020, 783, 139222. [Google Scholar] [CrossRef]
- Kuang, J.; Zhao, X.; Zhang, Y.; Zhang, J.; Liu, G.; Sun, J.; Xu, G.; Wang, Z. Impact of thermal exposure on the microstructure and mechanical properties of a twin-roll cast Al-Mn-Fe-Si strip. J. Mater. Sci. Technol. 2022, 107, 183–196. [Google Scholar] [CrossRef]
- Haga, T.; Suzuki, S. Single roll method for foil casting of the aluminum alloy. J. Mater. Processing Technol. 2003, 137, 86–91. [Google Scholar] [CrossRef]
- Haga, T. High Speed Roll Caster for Aluminum Alloy. Metals 2021, 11, 520. [Google Scholar] [CrossRef]
- Haga, T. Twin Roll Caster for Clad Strip. Metals 2021, 11, 776. [Google Scholar] [CrossRef]
- Haga, T.; Ikawa, M.; Wtari, H.; Kumai, S. 6111 Aluminium alloy strip casting using an unequal diameter twin roll caster. J. Mater. Processing Technol. 2006, 172, 271–276. [Google Scholar] [CrossRef]
- Haga, T.; Inui, H.; Watari, H.; Kumai, S. Casting of Al-Si hypereutectic aluminum alloy strip using an unequal diameter twin roll caster. J. Mater. Processing Technol. 2007, 191, 238–241. [Google Scholar] [CrossRef]
- Haga, I.; Suzuki, S. A twin-roll caster to cast clad strip. J. Mater. Processing Technol. 2003, 138, 366–371. [Google Scholar] [CrossRef]
- Haga, T.; Akitsu, K.; Kamakura, K.; Kumai, S.; Watari, H. Single Roll Caster Equipped With a Scraper. In Proceedings of the 15th Conference of the European Scientific Association on Material Forming, (ESAFORM 2012), Erlangen, Germany, 14–16 March 2012; p. 1243. [Google Scholar]
- Zupanic, F.; Markoli, B.; Naglic, I.; Weingartner, T.; Meden, A.; Boncina, T. Phases in the Al-Corner of the Al-Mn-Be System. Microsc. Microanal. 2013, 19, 1308–1316. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 3rd ed.; Trans Tech Publications Ltd.: Aedermansdorf, Switherland, 1992. [Google Scholar]
- Tsai, A.P. Icosahedral clusters, icosaheral order and stability of quasicrystals—A view of metallurgy. Sci. Technol. Adv. Mater. 2008, 9, 013008. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lukas, H.L. Al-Cu-Mn (Aluminium-Copper-Manganese). In Landolt-Börnstein-Group IV Physical Chemistry, Numerical Data and Functional Relationships in Science and Technology; Effenberg, G., Ilyenko, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Jarry, P.; Rappaz, M. Recent advances in the metallurgy of aluminium alloys. Part I: Solidification and casting. C. R. Phys. 2018, 19, 672–687. [Google Scholar] [CrossRef]
- Rappaz, M.; Jarry, P.H.; Kurtuldu, G.; Zollinger, J. Solidification of Metallic Alloys: Does the Structure of the Liquid Matter? Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2020, 51, 2651–2664. [Google Scholar] [CrossRef]
- Stan-Glowinska, K.; Rogal, L.; Goral, A.; Wierzbicka-Miernik, A.; Wojewoda-Budka, J.; Schell, N.; Litynska-Dobrzynska, L. Formation of a quasicrystalline phase in Al-Mn base alloys cast at intermediate cooling rates. J. Mater. Sci. 2017, 52, 7794–7807. [Google Scholar] [CrossRef] [Green Version]
- Zupanic, F.; Rozman, N. Temperature measurement in thin-wall sections of casting. Livar. Vestn. 2012, 59, 80–89. [Google Scholar]
- Stiltz, S. Aluminum-Beryllium-Manganese. In Ternary Alloys: A Comprehensive Compendium of Evaluated Constitutional Data and Phase Diagrams; Petzow, G., Effenberg, G., Eds.; VCH Verlagsgesellschaft mbH: Weinheim, Germany; Basel, Switzerland; Cambridge, UK; New York, NY, USA, 1990; Volume 3, pp. 361–362. [Google Scholar]
- Ghosh, G.; Lukas, H.L.; Effenberg, G.; Bernd, G. Al-Be-Cu (Aluminium-Beryllium-Copper). In Landolt-Börnstein-Group IV Physical Chemistry, Numerical Data and Functional Relationships in Science and Technology; Effenberg, G., Ilyenko, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2004. [Google Scholar]
- Zupanič, F.; Bončina, T. Manufacturing of High Strength and Heat Resistant Aluminium Alloys Strengthened by Dual Precipitates. European Patent No. EP 3456853, 19 February 2020. Available online: https://data.epo.org/gpi/EP3456853A1-MANUFACTURING-OF-HIGH-STRENGTH-AND-HEAT-RESISTANT-ALUMINIUM-ALLOYS-STRENGTHENED-BY-DUAL-PRECIPITATES (accessed on 1 January 2022).
Figure 1.
Schematic presentation of casting methods and melting and casting procedures for (a) single-roll casting and (b) twin-roll casting.
Figure 1.
Schematic presentation of casting methods and melting and casting procedures for (a) single-roll casting and (b) twin-roll casting.

Figure 2.
Photographs of the surfaces of the cast strips. (a) The free surface of the single-roll-cast strip, (b) a typical surface formed on a roll (on one side of the single-roll-cast strips and both sides of the twin-roll-cast strips).
Figure 2.
Photographs of the surfaces of the cast strips. (a) The free surface of the single-roll-cast strip, (b) a typical surface formed on a roll (on one side of the single-roll-cast strips and both sides of the twin-roll-cast strips).

Figure 3.
Surfaces of the single-roll-cast strips. (a) Secondary electron image (SEM) of the free surface with asperities (Area A in Figure 2a). (b) Backscattered electron image of the free surface with asperities (SEM) (Area C in Figure 3a). (c) Backscattered electron image (SEM) of the surface in contact with the roll (area B Figure 2b).
Figure 3.
Surfaces of the single-roll-cast strips. (a) Secondary electron image (SEM) of the free surface with asperities (Area A in Figure 2a). (b) Backscattered electron image of the free surface with asperities (SEM) (Area C in Figure 3a). (c) Backscattered electron image (SEM) of the surface in contact with the roll (area B Figure 2b).
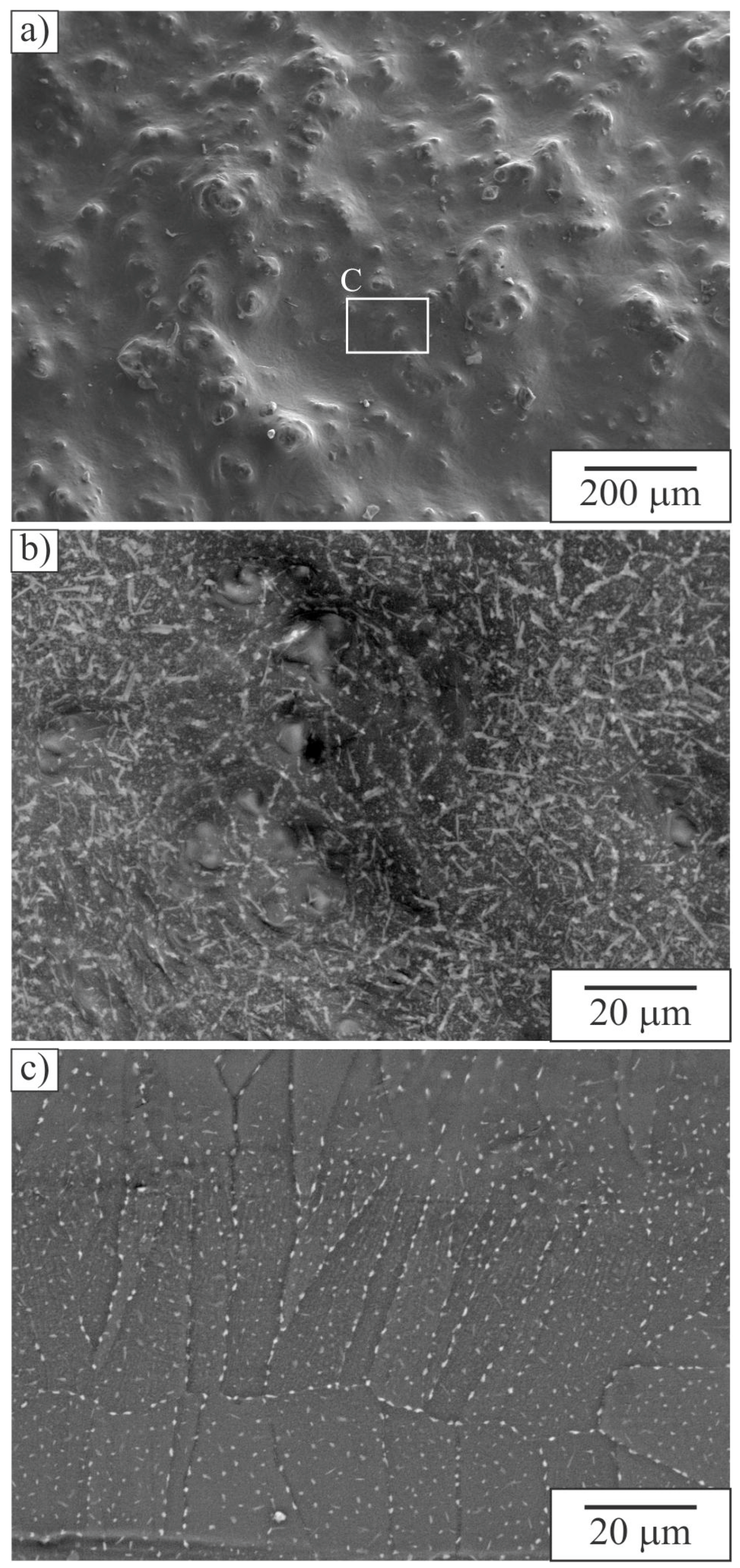
Figure 4.
The low magnification images of the Al-Mn-Cu-Be alloy: (a) single-roll-cast strip (SEM backscattered electron image) and (b) twin-roll (TR) casting (LM). Brighter areas in Figure 4a and darker areas in Figure 4b represent coarser intermetallic particles. The indicated regions SR-A, SR-B, TR-A, TR-B and TR-C were analysed in details, and are explained in the text.
Figure 4.
The low magnification images of the Al-Mn-Cu-Be alloy: (a) single-roll-cast strip (SEM backscattered electron image) and (b) twin-roll (TR) casting (LM). Brighter areas in Figure 4a and darker areas in Figure 4b represent coarser intermetallic particles. The indicated regions SR-A, SR-B, TR-A, TR-B and TR-C were analysed in details, and are explained in the text.

Figure 5.
The indentation hardness (Vickers pyramid, maximum load 1000 mN, distance between indents 100 µm) in the strip manufactured by (a) single-roll (underlying SEM micrograph) and (b) twin-roll casting (underlying LM micrograph).
Figure 5.
The indentation hardness (Vickers pyramid, maximum load 1000 mN, distance between indents 100 µm) in the strip manufactured by (a) single-roll (underlying SEM micrograph) and (b) twin-roll casting (underlying LM micrograph).
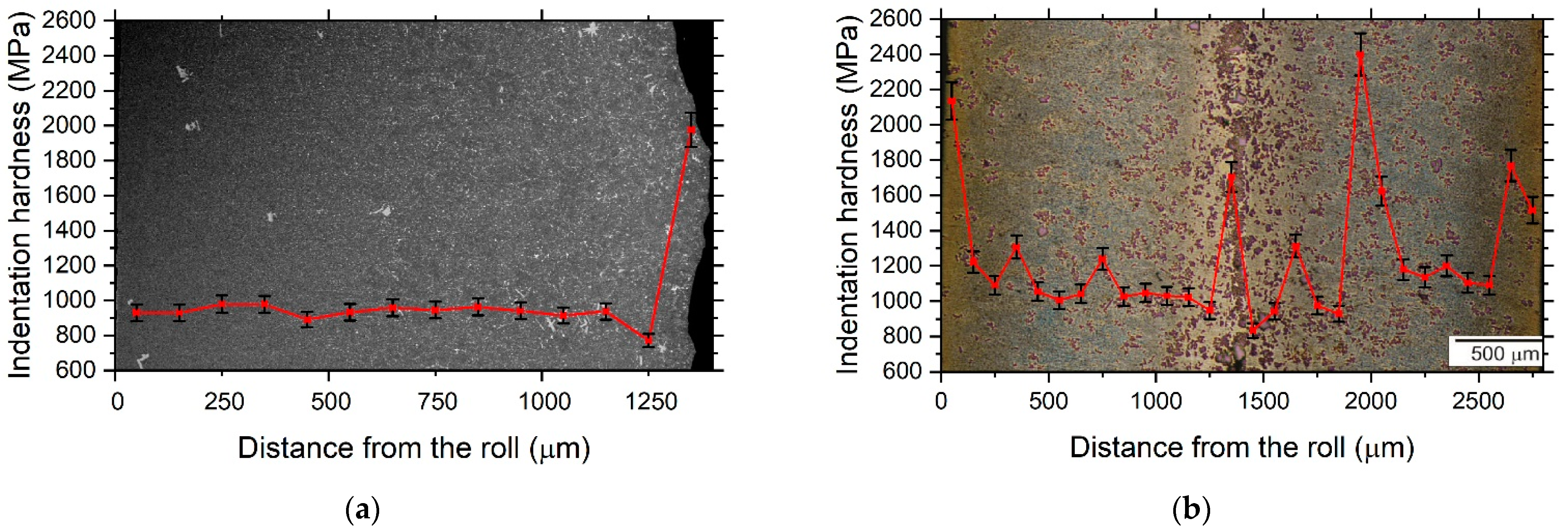
Figure 6.
The backscattered electron micrographs (SEM) of different areas in the single-roll-cast strip: (a) area at the asperity, (b) area SR-B in Figure 4a, (c) area SR-A in Figure 4a. The backscattered electron micrographs (SEM) of the areas indicated in Figure 4b: (d) area TR-A, close to the surface, contact with a roll during casting, (e) area TR-B, between the surface and the centre, (f) area TR-C, at the centre.
Figure 6.
The backscattered electron micrographs (SEM) of different areas in the single-roll-cast strip: (a) area at the asperity, (b) area SR-B in Figure 4a, (c) area SR-A in Figure 4a. The backscattered electron micrographs (SEM) of the areas indicated in Figure 4b: (d) area TR-A, close to the surface, contact with a roll during casting, (e) area TR-B, between the surface and the centre, (f) area TR-C, at the centre.

Figure 7.
The 2D-XRD images of a single-roll-cast strip (a) in the region SR-A, and (b) in the region SR-B, and the 2D-XRD images of twin-roll-cast strip (c) in the region TR-A, (d) in the region TR-B and (e) in the region TR-C. Numbers 1–5 indicate aluminium planes (111), (200), (220), (311) and (222).
Figure 7.
The 2D-XRD images of a single-roll-cast strip (a) in the region SR-A, and (b) in the region SR-B, and the 2D-XRD images of twin-roll-cast strip (c) in the region TR-A, (d) in the region TR-B and (e) in the region TR-C. Numbers 1–5 indicate aluminium planes (111), (200), (220), (311) and (222).
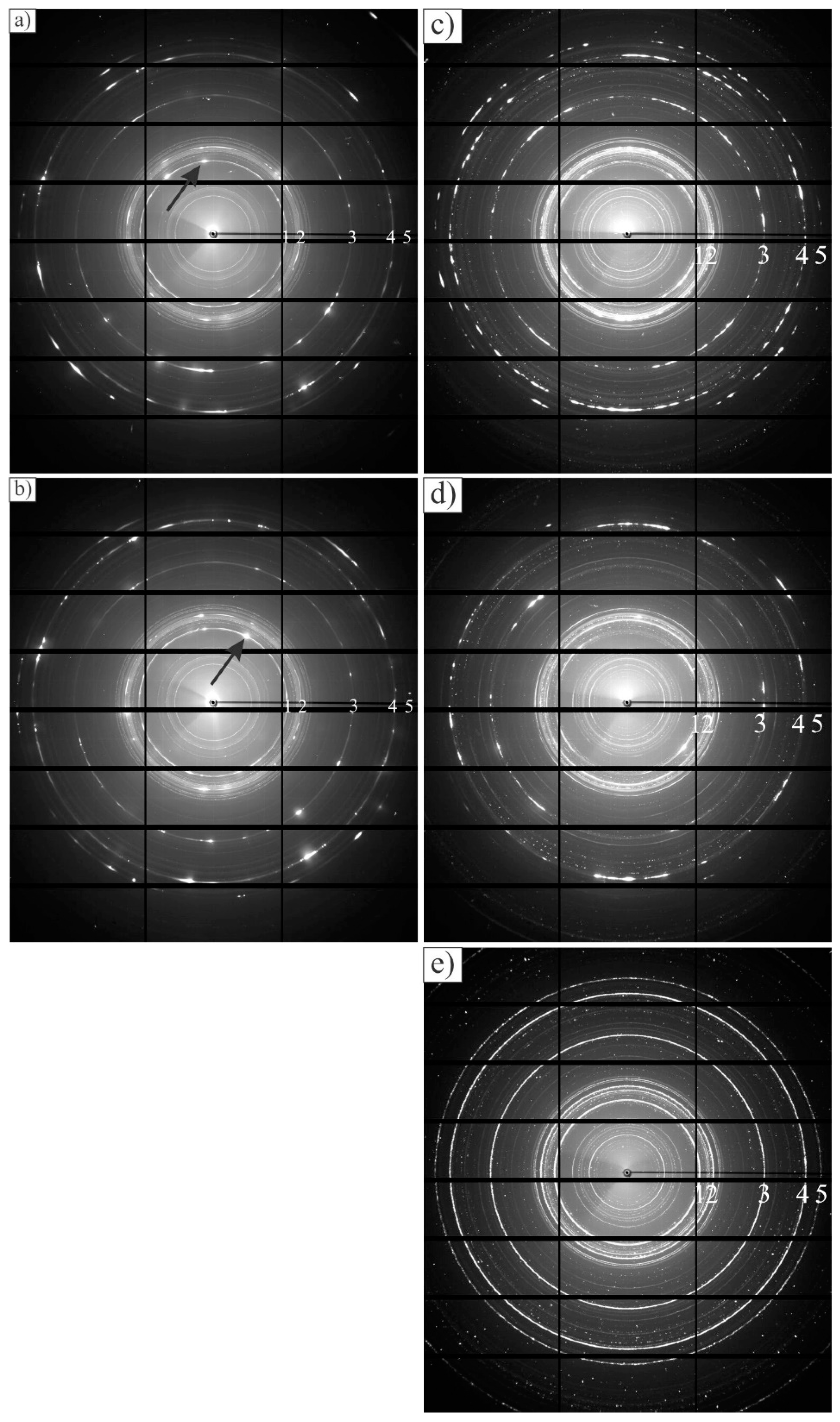
Figure 8.
Indentation hardness in different areas indicated in Figure 4 (15 measurements for each point, maximum load 1000 mN).
Figure 8.
Indentation hardness in different areas indicated in Figure 4 (15 measurements for each point, maximum load 1000 mN).
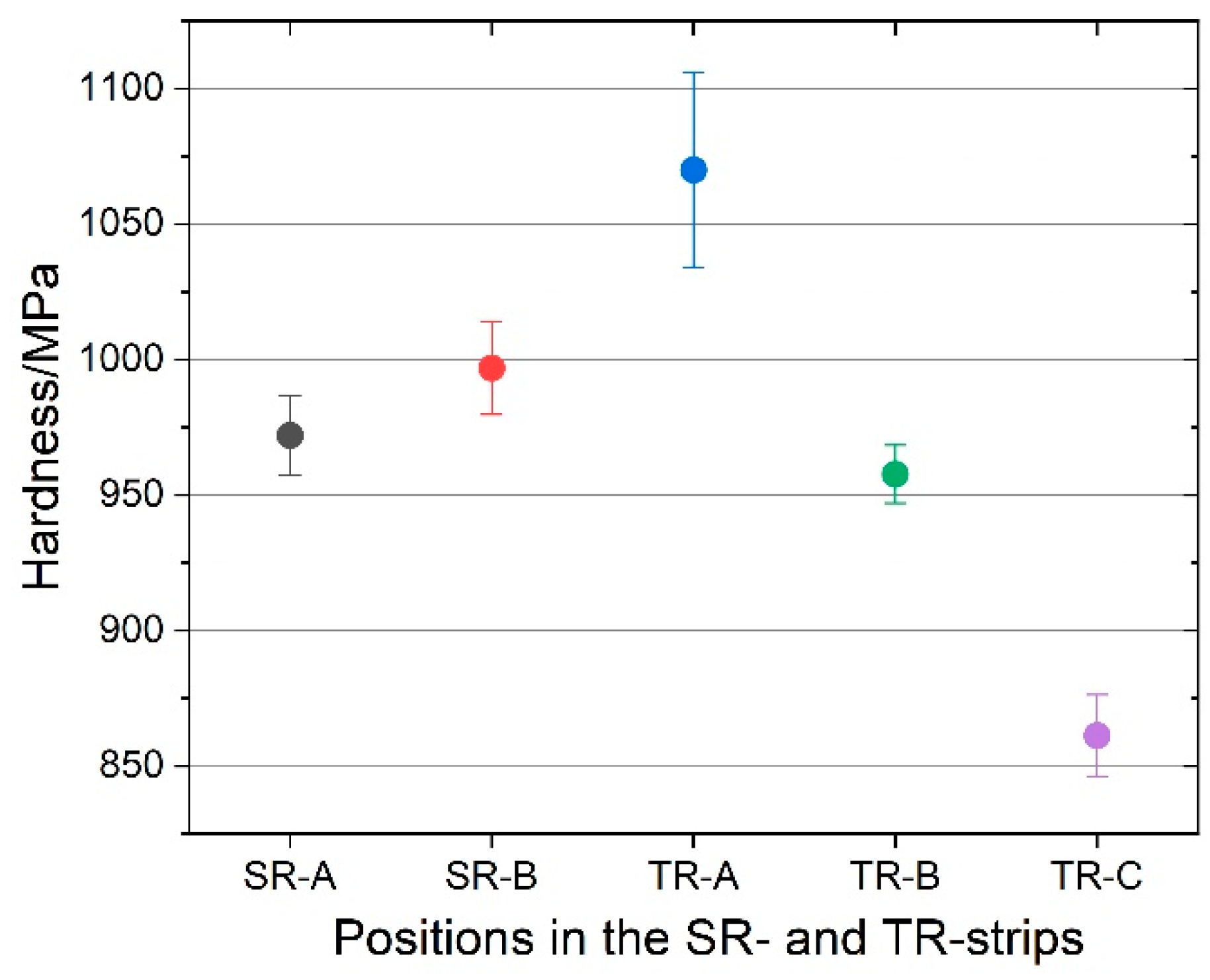
Figure 9.
Diffraction patterns at different positions of the single- and twin-roll-cast strips as shown in Figure 4. Only a low-angle region is shown, where the peaks of phases with large unit cells can be better resolved.
Figure 9.
Diffraction patterns at different positions of the single- and twin-roll-cast strips as shown in Figure 4. Only a low-angle region is shown, where the peaks of phases with large unit cells can be better resolved.
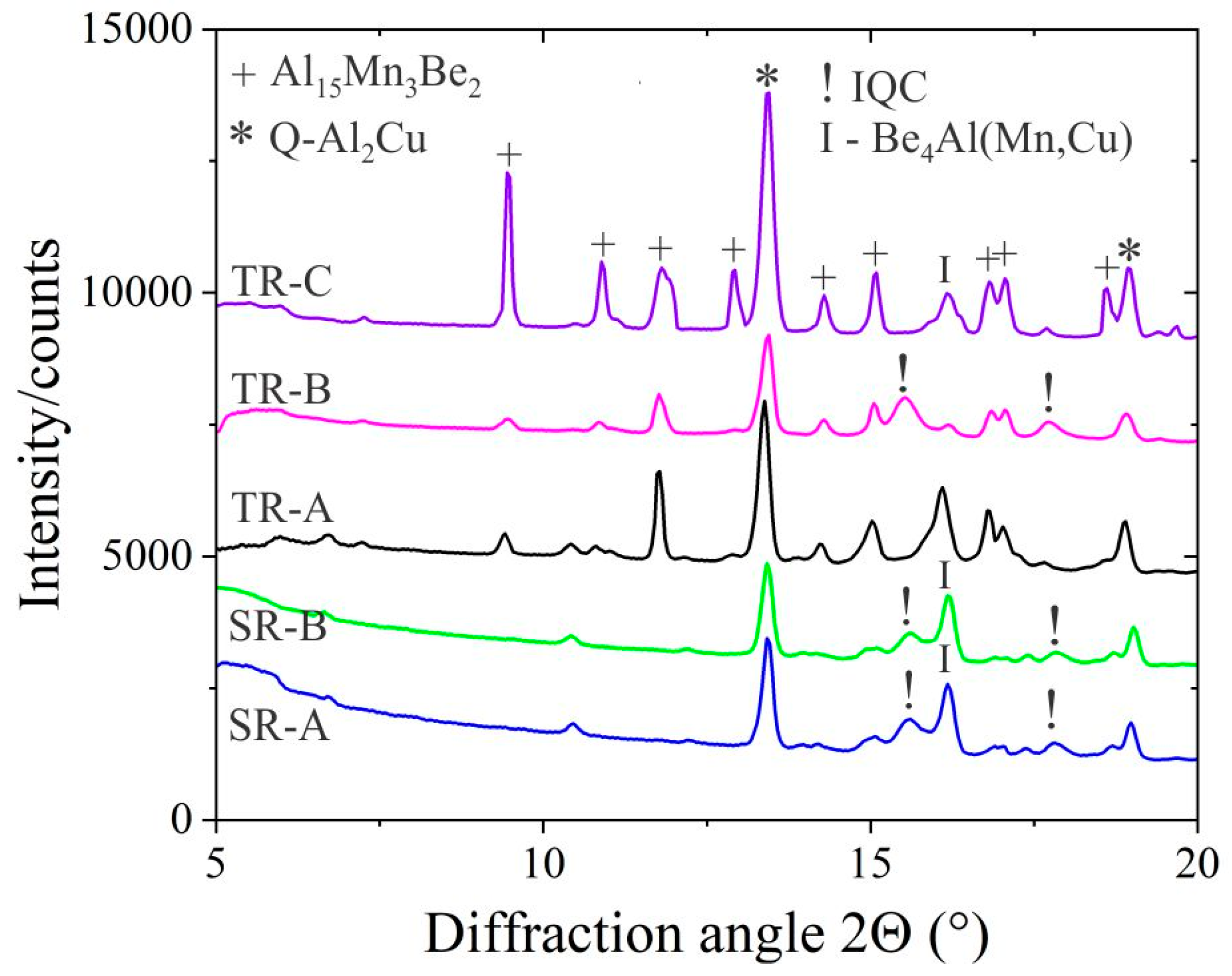
Figure 10.
TEM micrographs of the IQC phase in TR-cast strip. (a) High-angle annular dark field (HAADF) image, (b) High-resolution HAADF image of the particle indicated by HRTEM in (a) with an inserted fast Fourier transform image taken along an IQC fivefold axis.
Figure 10.
TEM micrographs of the IQC phase in TR-cast strip. (a) High-angle annular dark field (HAADF) image, (b) High-resolution HAADF image of the particle indicated by HRTEM in (a) with an inserted fast Fourier transform image taken along an IQC fivefold axis.
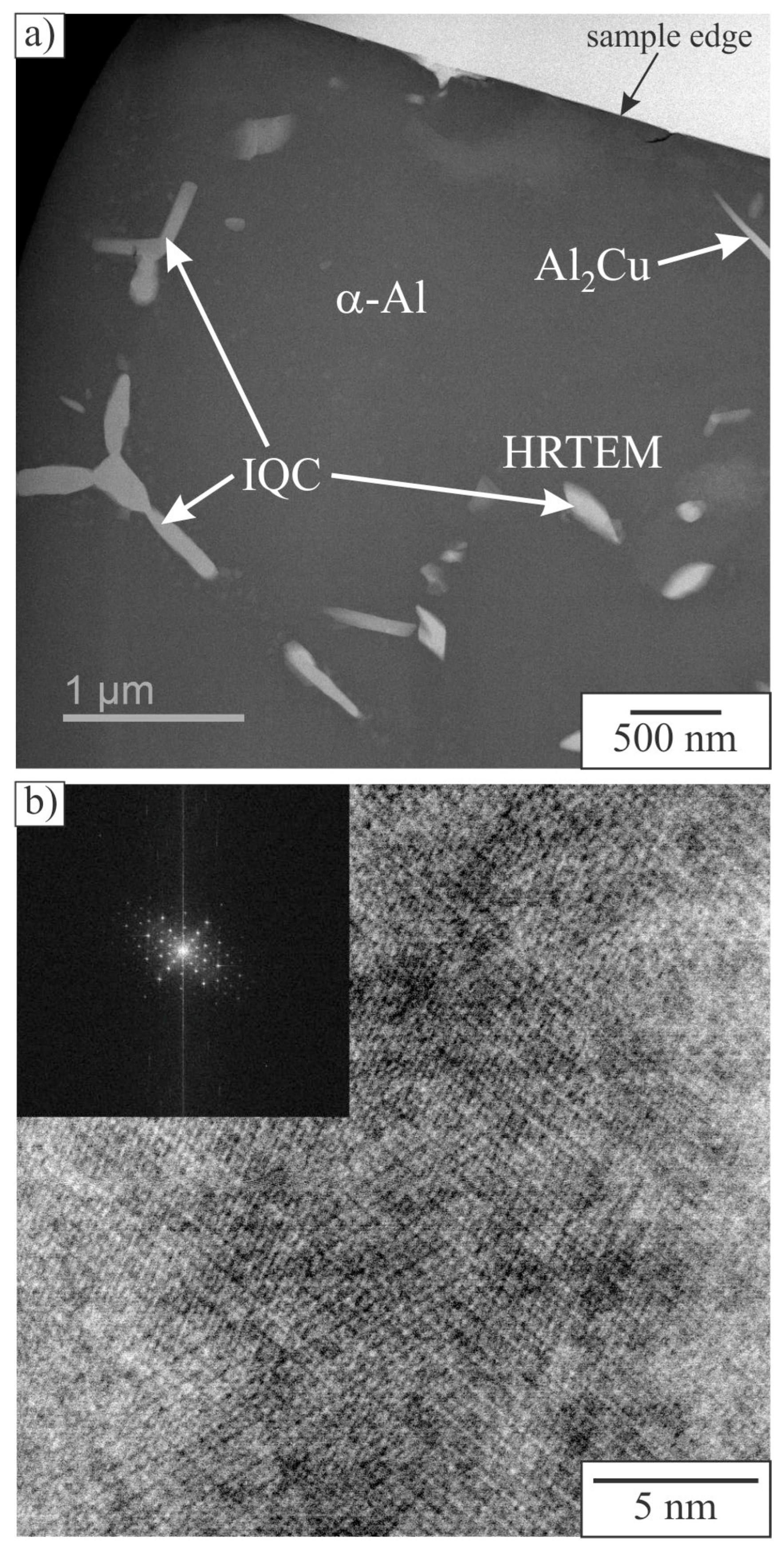
Figure 11.
TEM micrographs of the Al15Mn3Cu2-phase in the TR-cast strip. (a) High-angle annular dark field (HAADF) image, (b) high-resolution HAADF image of the particle in (a) with an inserted fast Fourier transform image taken along a twofold axis .
Figure 11.
TEM micrographs of the Al15Mn3Cu2-phase in the TR-cast strip. (a) High-angle annular dark field (HAADF) image, (b) high-resolution HAADF image of the particle in (a) with an inserted fast Fourier transform image taken along a twofold axis .

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The chemical composition of the investigated alloy that was determined using AES-ICP (atomic emission spectroscopy–inductively coupled plasma).
Table 1.
The chemical composition of the investigated alloy that was determined using AES-ICP (atomic emission spectroscopy–inductively coupled plasma).
| Element | Wt.% | At.% |
|---|---|---|
| Mn | 4.21 | 2.14 |
| Cu | 4.26 | 1.87 |
| Be | 0.696 | 2.15 |
| Si | 0.02 | 0.02 |
| Fe | 0.03 | 0.02 |
| Al | Remaining | Remaining |
Table 2.
The chemical composition of phases in both strips determined using EDS (10 kV accelerating voltage, 5 analysed sites). It was not possible to quantitatively determine Be using EDS.
Table 2.
The chemical composition of phases in both strips determined using EDS (10 kV accelerating voltage, 5 analysed sites). It was not possible to quantitatively determine Be using EDS.
| Phase | Al | Mn | Cu |
|---|---|---|---|
| α-Al | 98.1 ± 0.7 | 0.9 ± 0.3 | 1.0 ± 0.3 |
| Be4Al (Mn, Cu) | 58.2 ± 1.5 | 38.7 ± 0.7 | 3.1 ± 0.4 |
| Al15Mn3Be2 | 79.0 ± 1.2 | 19.4 ± 0.6 | 1.6 ± 0.2 |
| Al2Cu | 68.7 ± 1.1 | - | 31.3 ± 0.7 |
| IQC | 74.6 ± 3.1 | 14.9 ± 0.9 | 10.5 ± 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zupanič, F.; Macerl, M.; Haga, T.; Bončina, T. Microstructure and Indentation Properties of Single-Roll and Twin-Roll Casting of a Quasicrystal-Forming Al-Mn-Cu-Be Alloy. Metals 2022, 12, 187. https://doi.org/10.3390/met12020187
AMA Style
Zupanič F, Macerl M, Haga T, Bončina T. Microstructure and Indentation Properties of Single-Roll and Twin-Roll Casting of a Quasicrystal-Forming Al-Mn-Cu-Be Alloy. Metals. 2022; 12(2):187. https://doi.org/10.3390/met12020187
Chicago/Turabian StyleZupanič, Franc, Matjaž Macerl, Toshio Haga, and Tonica Bončina. 2022. "Microstructure and Indentation Properties of Single-Roll and Twin-Roll Casting of a Quasicrystal-Forming Al-Mn-Cu-Be Alloy" Metals 12, no. 2: 187. https://doi.org/10.3390/met12020187
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.