
Effect of Diffusion on Dissimilar Welded Joint between Al0.8CoCrFeNi High-Entropy Alloy and S235JR Structural Steel

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- -
- Base material: structural nonalloyed steel (S235JR-AR, EN 10025) with C = 0.26 wt.%; Si = 0.90 wt.%; Mn = 1.10 wt.%; S, P = 0.43 wt.%; Fe = balance;
- -
- Base material: experimental alloy Al0.8CoCrFeNi whose chemical composition is presented in Table 1;
- -
- Filler metal: (Ni, Fe)-rich rod with Ni = 56.4 wt.%; Fe = 25 wt.%; Cr = 7.6 wt.%; Co = 7.8 wt.%; Al = 3.2 wt.% (composition determined by EDS analysis).
2.2. Methods
- -
- Extra soft steel trademark MK3: C = 0.02%; Si = 0.04%; Mn = 0.21%; S = 0.02%; P = 0.015%; Ni = 0.2%; Cr = 0.15%; Mo = 0.07%; Cu = 0.14%; Al = 0.12%; Fe = balance.
- -
- Cr metal: 99%;
- -
- Electrolytic Al: 98.5%;
- -
- Electrolytic Ni: 99.5%.
2.3. Welding Process
2.4. Testing Methods
3. Results and Discussions
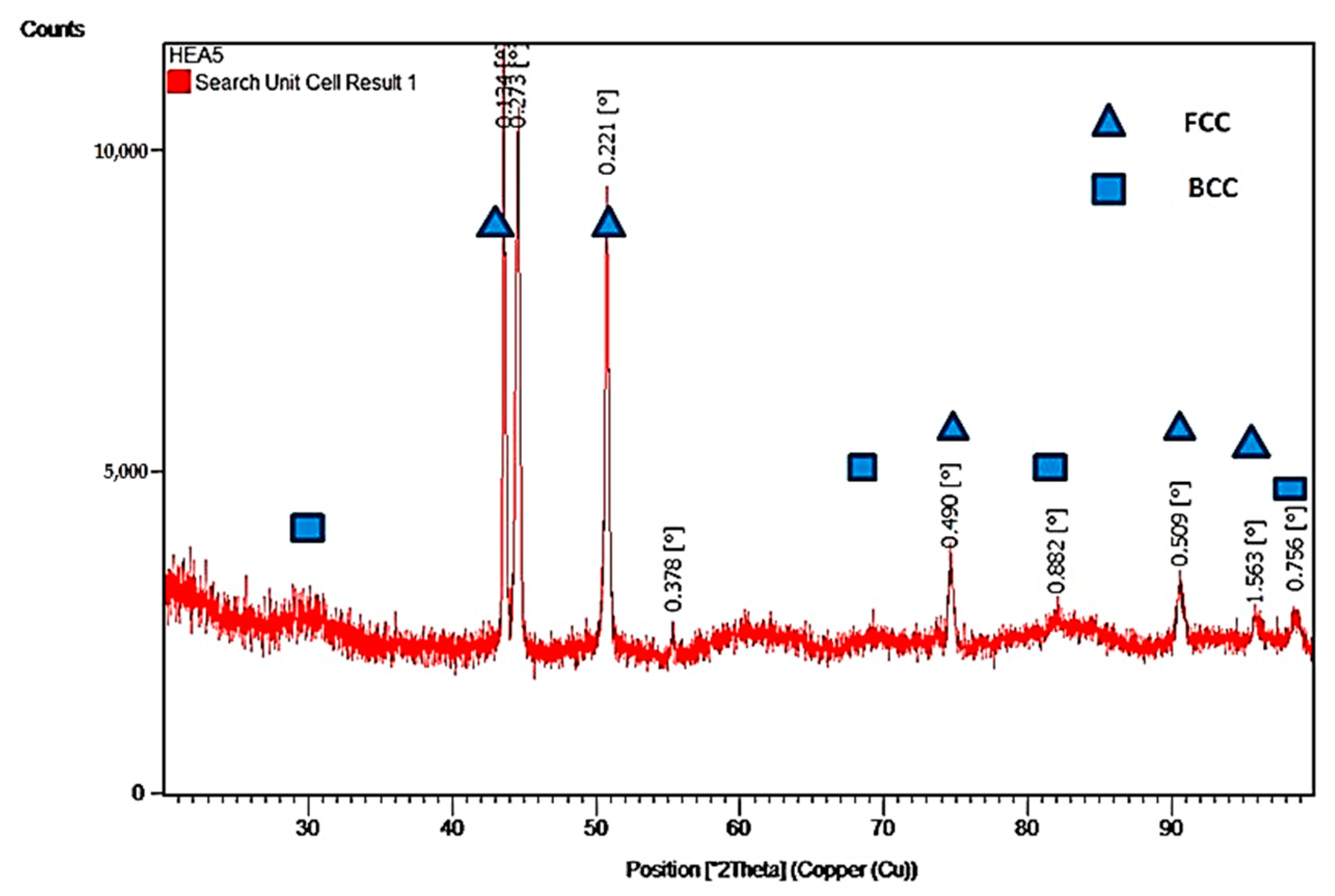
3.1. Microstructure and XRD Analysis
Nie = %Ni + 30%C + 0.5%Mn
Nie = %Ni + 30%C + 30%N + 0.5%Mn
Nie = %Ni + 35%C + 20%N + 0.25%Cu
3.2. Hardness
4. Conclusions
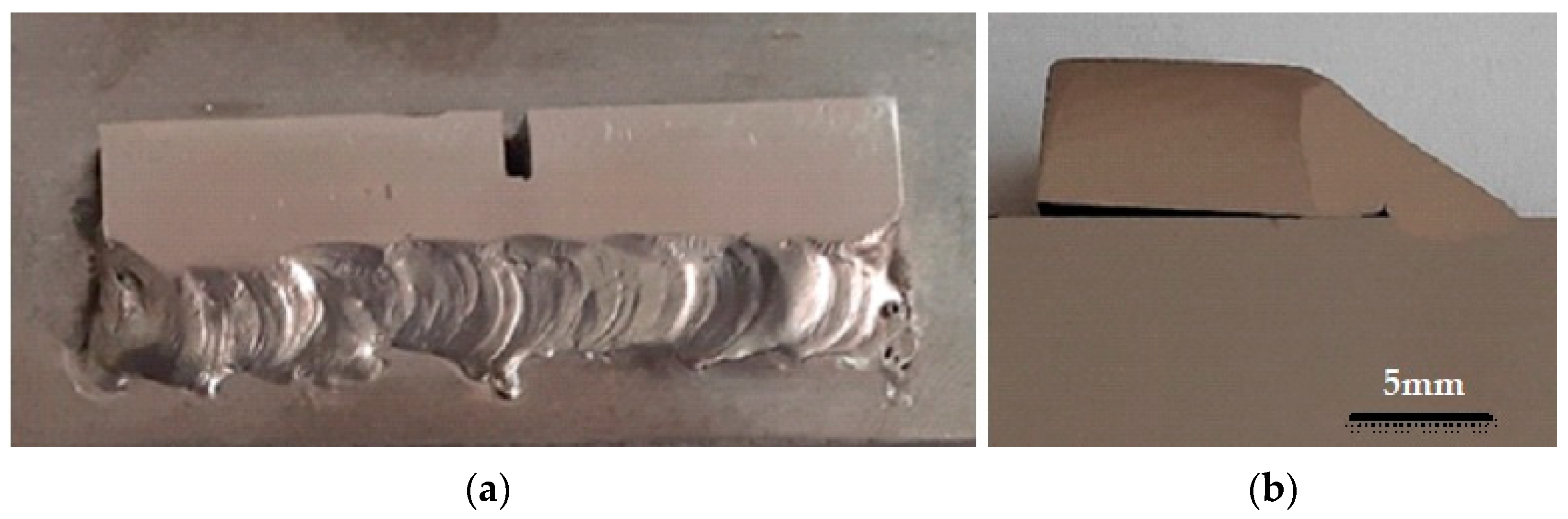
- A good metallurgical compatibility between base materials and filler metal, demonstrated by lack of defects, was noticed.
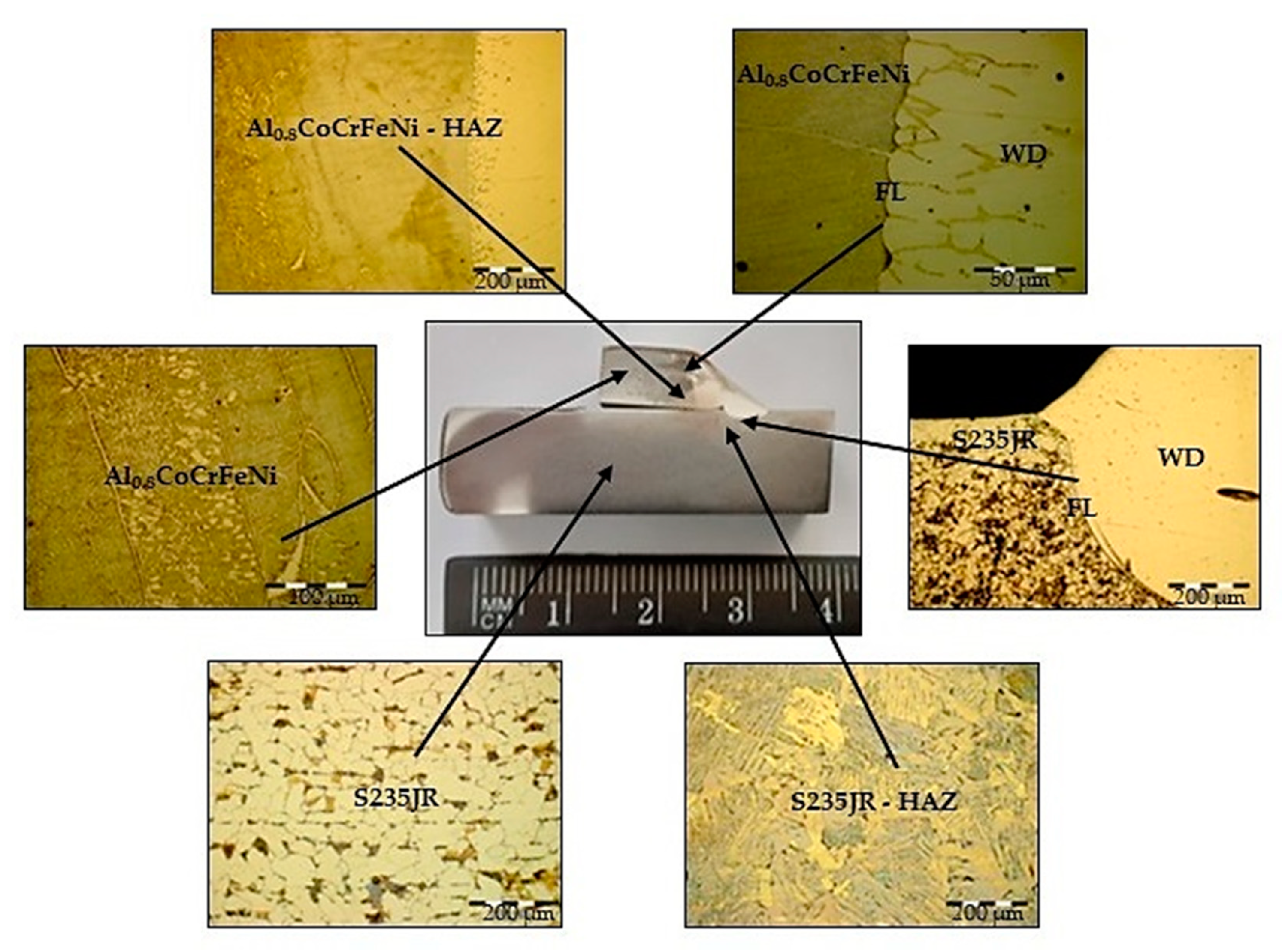
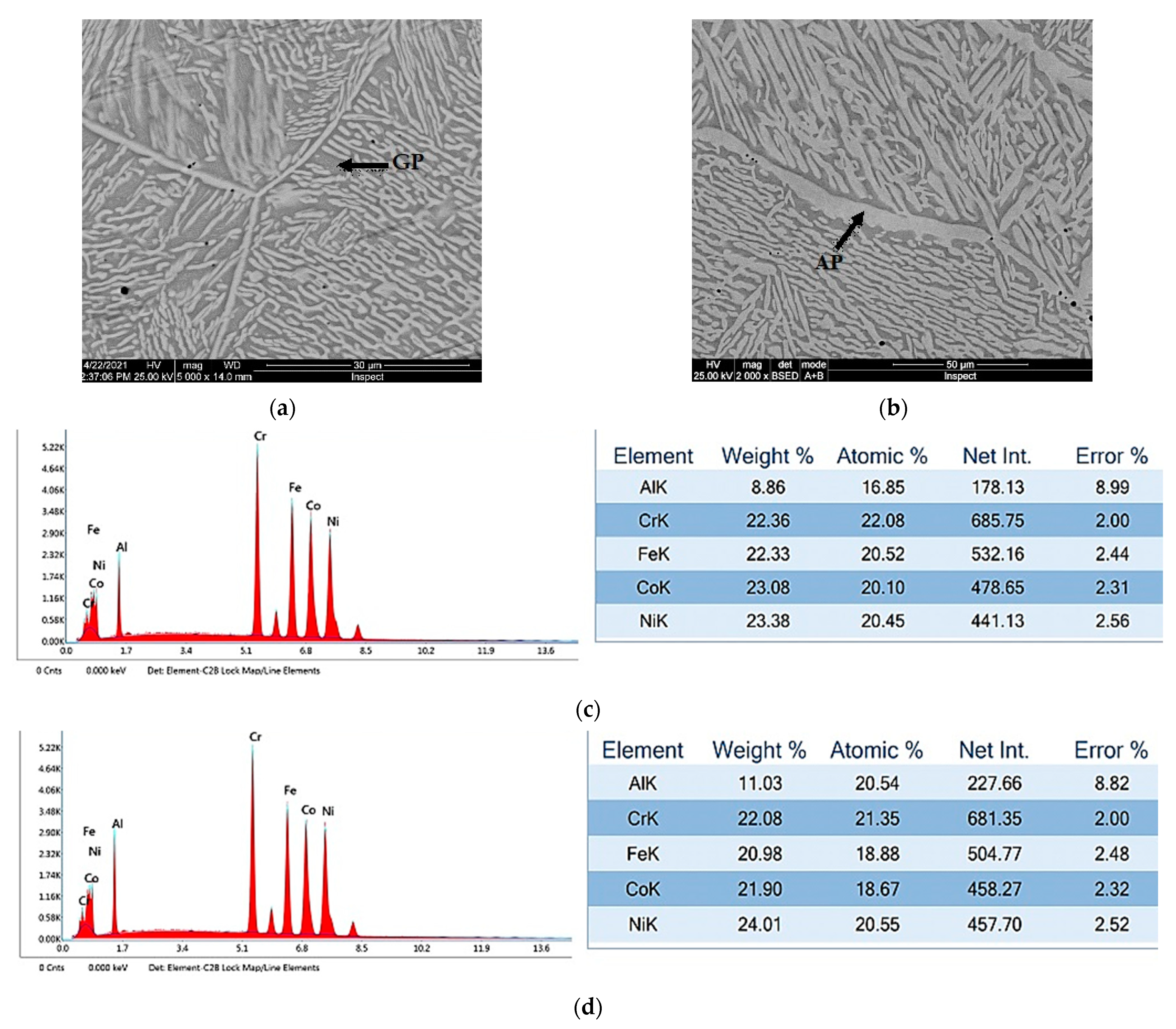
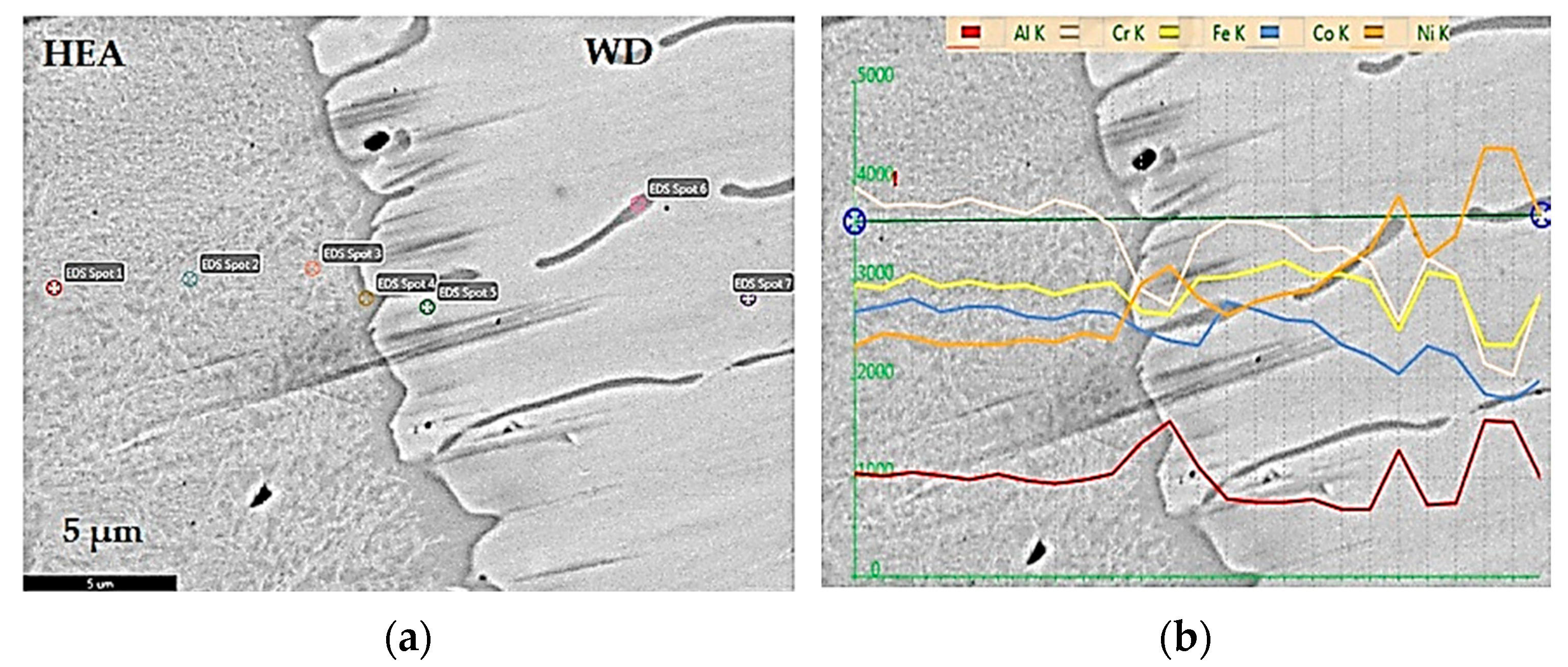
- Close to the HEA and the weld interface, Ni- and Al-rich intermetallic phases developed and increased, as dendrites, from the fusion line to the weld.
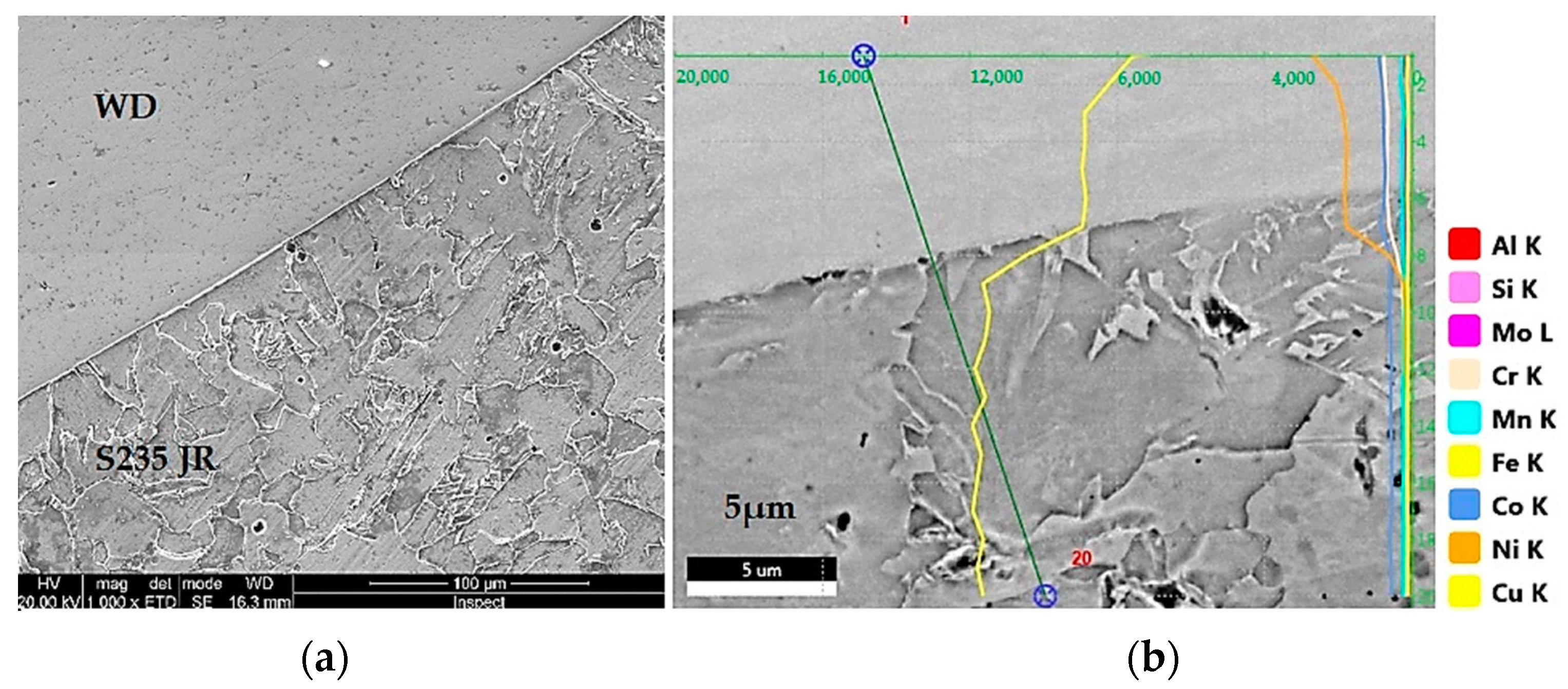
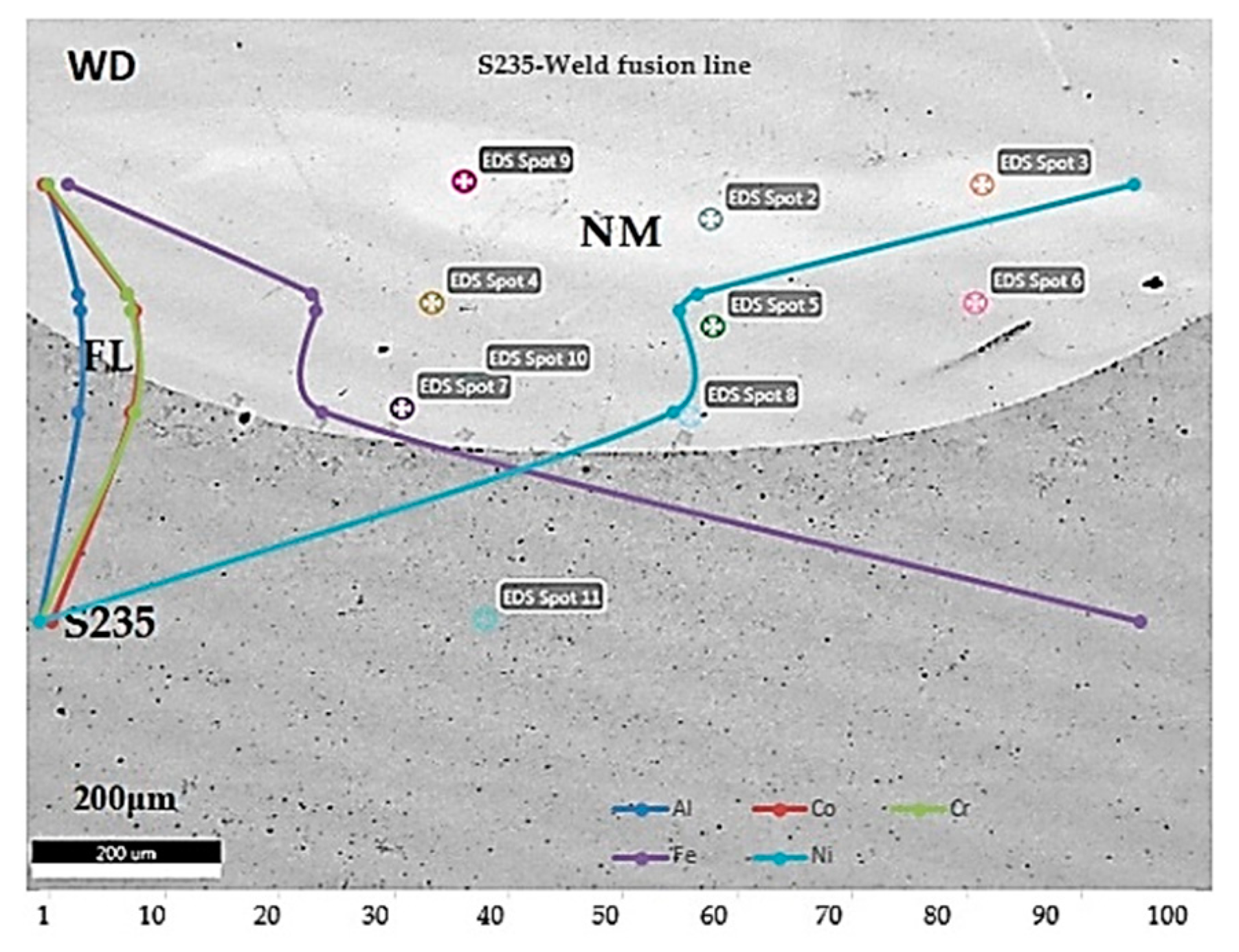
- Close to the unalloyed steel and the weld interface, a nonmixing zone, located at about 200 μm from fusion line, was found. In this narrow zone that has about a 100 μm width, due to the high Ni concentration (over 99%), the diffusion of chemical elements to the steel substrate was blocked. Below the weld deposit, to the fusion line, the concentration of other chemical elements in the deposited metal was almost similar to the nominal values contained by the filler metal.
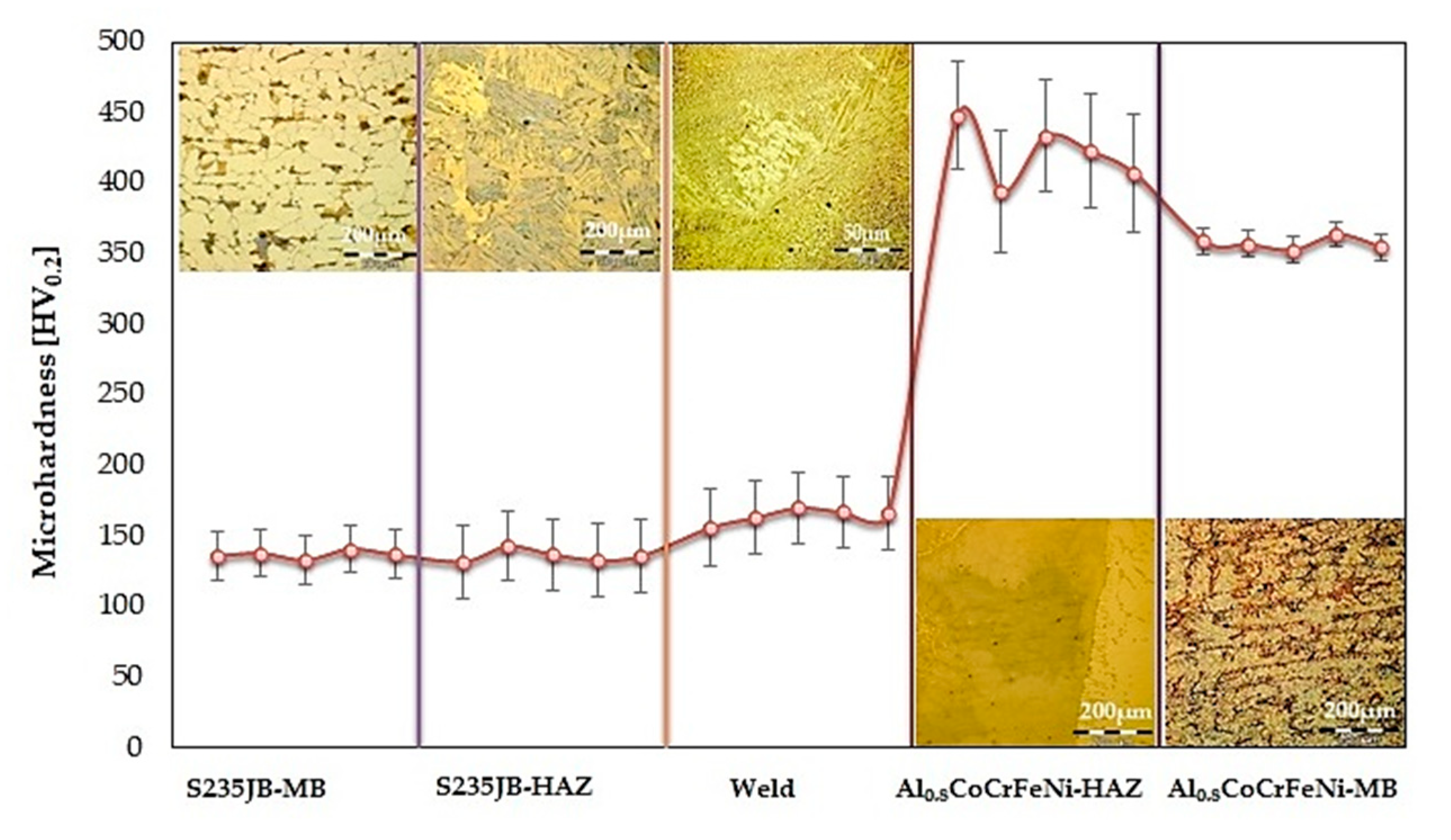
- The hardness values matched the usual limits, specific to the materials investigated. The maximum average hardness (448 HV0.2) was found in the HAZ of HEA that is usually characterized by an average hardness of 358 HV0.2. This hardness increase was caused by the formation of Ni3Al and NiAl intermetallic phases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ye, Y.F.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-entropy alloy: Challenges and prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Zhang, Y. High-Entropy Materials. A Brief Introduction; Springer Nature: Cham, Switzerland, 2019; pp. 1–33. [Google Scholar]
- Cao, L.; Wang, X.; Wang, Y.; Zhang, Y.; Yang, Y.; Liu, F.; Cui, Y. Microstructural evolution, phase formation and mechanical properties of multi-component AlCoCrFeNix alloys. Appl. Phys. A 2019, 125, 699. [Google Scholar] [CrossRef]
- Kao, Y.F.; Chen, T.J.; Chen, S.K.; Yeh, J.W. Microstructure and mechanical property of as-cast, -homogenized, and -deformed AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. J. Alloys Compd. 2009, 488, 57–64. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.; Tsau, C.-H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375, 213–218. [Google Scholar] [CrossRef]
- Miracle, D.B.; Miller, J.D.; Senkov, O.N.; Woodward, C.; Uchic, M.D.; Tiley, J. Exploration and Development of High Entropy Alloys for Structural Applications. Entropy 2014, 16, 494–525. [Google Scholar] [CrossRef]
- Wang, Y.P.; Li, B.S.; Ren, M.X.; Yang, C.; Fu, H.Z. Microstructure and compressive properties of AlCrFeCoNi high entropy alloy. Mater. Sci. Eng. A 2008, 491, 154–158. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Wang, W.-R.; Wang, W.-L.; Wang, S.-C.; Tsai, Y.-C.; Lai, C.-H.; Yeh, J.-W. Effects of Al addition on the microstructure and mechanical property of AlxCoCrFeNi high-entropy alloys. Intermetallics 2012, 26, 44–51. [Google Scholar] [CrossRef]
- Tokarewicz, M.; Gradzka-Dahlke, M. Review of recent research on AlCoCrFeNi high-entropy alloy, Review. Metals 2021, 11, 1302. [Google Scholar] [CrossRef]
- Lopez Rios, M.; Perdomo, P.P.S.; Voiculescu, I.; Geanta, V.; Rosca, J.C.M. Effects of nickel content on the microstructure, microhardness and corrosion behavior of high-entropy AlCoCrFeNix alloys. Sci. Rep. 2020, 10, 21119. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.; Yang, B.; Liaw, P.K. Corrosion-Resistant High-Entropy Alloys: A Review. Metals 2017, 7, 43. [Google Scholar] [CrossRef] [Green Version]
- Tang, Z.; Huang, L.; He, W.; Liaw, P.K. Alloying and Processing Effects on the Aqueous Corrosion Behavior of High-Entropy Alloys. Entropy 2014, 16, 895–911. [Google Scholar] [CrossRef]
- Chou, H.-P.; Chang, Y.-S.; Chen, S.-K.; Yeh, J.-W. Microstructure, thermophysical and electrical properties in AlxCoCrFeNi (0 ≤ x ≤ 2) high-entropy alloys. Mater. Sci. Eng. B 2009, 163, 184–189. [Google Scholar] [CrossRef]
- Li, A.; Zhang, X. Thermodynamic analysis of the simple microstructure of AlCrFeNiCu high-entropy alloy with multi-principal elements. Acta Metall. Sin. (Engl. Lett.) 2009, 22, 219–224. [Google Scholar] [CrossRef] [Green Version]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Murty, B.S.; Yeh, J.W.; Ranganathan, S.; Bhattacharjee, P.P. High-Entropy Alloys, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Miracle, D.B. Critical assessment 14: High entropy alloys and their development as structural materials. Mater. Sci. Technol. 2015, 31, 1142–1147. [Google Scholar] [CrossRef] [Green Version]
- Hsieh, K.C.; Yu, C.F.; Hsieh, W.T.; Chiang, W.R. The microstructure and phase equilibrium of new high performance high-entropy alloys. J. Alloys Compd. 2009, 483, 209–212. [Google Scholar] [CrossRef]
- Voiculescu, I.; Geanta, V.; Stefanoiu, R.; Patroi, D.; Binchiciu, H. Influence of the Chemical Composition on the Microstructure and Microhardness of AlCrFeCoNi High Entropy Alloy. Rev. Chim. 2014, 64, 1441–1444. [Google Scholar]
- Geanta, V.; Chereches, T.; Lixandru, P.; Voiculescu, I.; Stefanoiu, R.; Dragnea, D.; Zecheru, T.; Matache, L. Virtual Testing of Composite Structures Made of High Entropy Alloys and Steel. Metals 2017, 7, 496. [Google Scholar] [CrossRef] [Green Version]
- Munitz, A.; Salhov, S.; Guttmann, G.; Derimow, N.; Nahmany, M. Heat treatment influence on the microstructure and mechanical properties of AlCrFeNiTi0.5 high entropy alloys. J. Mater. Sci. Eng. A 2019, 742, 1–14. [Google Scholar] [CrossRef]
- Munitz, A.; Salhov, S.; Hayun, S.; Frage, N. Heat treatment impacts the micro-structure and mechanical properties of AlCoCrFeNi high entropy alloy. J. Alloys Compd. 2016, 683, 221–230. [Google Scholar] [CrossRef]
- Wang, W.R.; Wang, W.L.; Yeh, J.W. Phases, microstructure and mechanical properties of AlxCoCrFeNi high-entropy alloys at elevated temperatures. J. Alloys Compd. 2014, 589, 143–152. [Google Scholar] [CrossRef]
- Tsai, M.H.; Yeh, J.W. High-entropy alloys: A critical review. Mater. Res. Lett. 2014, 2, 107–123. [Google Scholar] [CrossRef]
- Guo, J.; Tang, C.; Rothwell, G.; Li, L.; Wang, Y.C.; Yang, Q.; Ren, X. Welding of High Entropy Alloys—A Review. Entropy 2019, 21, 431. [Google Scholar] [CrossRef] [Green Version]
- Scutelnicu, E.; Simion, G.; Rusu, C.C.; Gheonea, M.C.; Voiculescu, I.; Geanta, V. Review of High Entropy Alloys Behaviour during Welding. Rev. Chim. 2020, 71, 219–233. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, X.; Fang, Y.; Fang, Y.; Liu, B.; Sun, H.; Shao, Z.; Song, T. Research and development of welding methods and welding mechanism of high-entropy alloys: A review. Mater. Today Commun. 2021, 28, 102503. [Google Scholar] [CrossRef]
- Voiculescu, I.; Geanta, V.; Vasile, I.M.; Stefanoiu, R.; Tonoiu, M. Characterisation of weld deposits using as filler metal a high entropy alloy. J. Optoelectron. Adv. Mater. 2013, 15, 650–654. [Google Scholar]
- Zhang, G.J.; Tian, Q.W.; Yin, K.X.; Niu, S.Q.; Wu, M.H.; Wang, W.W.; Wang, Y.N.; Huang, J.C. Effect of Fe on microstructure and properties of AlCoCrFexNi (x=1.5, 2.5) high entropy alloy coatings prepared by laser cladding. Intermetallics 2020, 119, 106722. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Muthupandi, V.; Sivaprasad, K.; Prashanth, K.G. Dissimilar welding of Al0.1CoCrFeNi high-entropy alloy and AISI304 stainless steel. J. Mater. Res. 2019, 34, 2683–2694. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Mastanaiah, P.; Muthupandi, V.; Sivaprasad, K.; Prashanth, K.G. Electron-beam welding of high-entropy alloy and stainless steel: Microstructure and mechanical properties. Mater. Manuf. Process. 2020, 35, 1885–1894. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Sivaprasad, K.; Muthupandi, V. Welding of High Entropy Alloys. Techniques, Advantages, and Applications: A Review. In Welding of High Entropy Alloys. Techniques, Advantages, and Applications, 1st ed.; Srivatsan, T.S., Gupta, M., Eds.; CRC Press: Boca Raton, FL, USA, 2020; pp. 597–651. [Google Scholar]
- Constantin, G.; Balan, E.; Voiculescu, I.; Geanta, V.; Craciun, V. Cutting behavior of Al0.6CoCrFeNi High Entropy Alloy. Materials 2020, 13, 4181. [Google Scholar] [CrossRef] [PubMed]
- Hsu, C.Y.; Sheu, T.S.; Yeh, J.W.; Chen, S.K. Effect of iron content on wear behavior of AlCoCrFexMo0.5Ni high-entropy alloys. Wear 2010, 268, 653–659. [Google Scholar] [CrossRef]
- Shun, T.T.; Hung, C.H.; Lee, C.F. The effects of secondary elemental Mo or Ti addition in Al0.3CoCrFeNi high-entropy alloy on age hardening at 700 °C. J. Alloys Compd. 2010, 495, 55–58. [Google Scholar] [CrossRef]
- Manzoni, A.; Daoud, H.; Volkl, R.; Glatzel, U.; Wanderka, N. Phase separation in equiatomic AlCoCrFeNi high-entropy alloy. Ultramicroscopy 2013, 132, 212–215. [Google Scholar] [CrossRef]
- Qin, G.; Xue, W.; Fan, C.; Chen, R.; Wang, L.; Su, Y.; Ding, H.; Guo, J. Effect of Co content on phase formation and mechanical properties of (AlCoCrFeNi)100-xCox high-entropy alloys. Mater. Sci. Eng. A 2018, 710, 200–205. [Google Scholar] [CrossRef]
- Kumar, S.; Patnaik, A.; Pradhan, A.K.; Kumar, V. Effect of Cobalt content on thermal, mechanical, and microstructural properties of Al0.4FeCrNiCox (x = 0, 0.25, 0.5, 1.0 mol) high-entropy alloys. J. Mater. Eng. Perform. 2019, 28, 4111–4119. [Google Scholar] [CrossRef]
- Tsai, M.H.; Yuan, H.; Cheng, G.; Xu, W.; Jian, W.W.; Chuang, M.H.; Juan, C.C.; Yeh, A.C.; Lin, S.J.; Zhu, Y. Significant hardening due to the formation of a sigma phase matrix in a high entropy alloy. Intermetallics 2013, 33, 81–86. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, D.; He, L.; Ye, X.; Zhang, W. Laser beam welding of AlCoCrFeNi2.1 eutectic high-entropy alloy. Mater. Lett. 2021, 308, 131137. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Mishra, S.; Cheethirala, S.R.; Muthupandi, V.; Sivaprasad, K. Enhanced Relative Slip Distance in Gas-Tungsten-Arc-Welded Al0.5CoCrFeNi High-Entropy Alloy. Met. Mater. Trans. A Phys. Metall. Mater. Sci. 2017, 48, 3630–3634. [Google Scholar] [CrossRef]
- Sokkalingam, R.; Sivaprasad, K.; Duraiselvam, M.; Muthupandi, V.; Prashanth, K.G. Novel welding of Al0.5CoCrFeNi high-entropy alloy: Corrosion behavior. J. Alloys Compd. 2020, 817, 153163. [Google Scholar] [CrossRef]
- Rhode, M.; Richter, T.; Schroepfer, D.; Manzoni, A.M.; Schneider, M.; Laplanche, G. Welding of high-entropy alloys and compositionally complex alloys—An overview. Weld. World 2021, 65, 1645–1659. [Google Scholar] [CrossRef]
- Nahmany, M.; Hooper, Z.; Stern, A.; Geanta, V.; Voiculescu, I. AlxCrFeCoNi high-entropy alloys: Surface modification by electron beam bead-on-plate melting. Metallogr. Microstruct. Anal. 2016, 5, 229–240. [Google Scholar] [CrossRef]
- Martin, A.C.; Oliveira, J.P.; Fink, C. Elemental effects on weld cracking susceptibility in AlxCoCrCuyFeNi high-entropy alloy. Met. Mater Trans. A 2019, 51A, 778–787. [Google Scholar]
- Arab, A.; Guo, Y.; Zhou, Q.; Chen, P. Joining AlCoCrFeNi high entropy alloys and Al-6061 by explosive welding method. Vacuum 2020, 174, 109221. [Google Scholar] [CrossRef]
- Li, P.; Sun, H.; Wang, S.; Hao, X.; Dong, H. Rotary friction welding of AlCoCrFeNi2.1 eutectic high entropy alloy. J. Alloys Compd. 2020, 814, 152322. [Google Scholar] [CrossRef]
- Li, P.; Wang, S.; Xia, y.; Hao, X.; Dong, H. Diffusion bonding of AlCoCrFeNi2.1 eutectic high entropy alloy to TiAl alloy. J. Mater. Sci. Technol. 2020, 45, 59–69. [Google Scholar] [CrossRef]
- Kral, M.V. Phase Transformations in Steels. Fundamentals and Diffusion-Controlled Transformations; Woodhead Publishing Series in Metals and Surface Engineering: Cambridge, UK, 2012; Volume 1, pp. 225–275. [Google Scholar]
- Ali, A.; Bhadeshia, H.K.D.H. Microstructure of high strength steel refined with intergranulary nucleated Widmanstatten ferrite. Mater. Sci. Technol. 1991, 7, 895–903. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, F.; Diao, H.; Gao, M.C.; Tang, Z.; Poplawsky, J.D.; Liaw, P.K. Understanding phase stability of Al-Co-Cr-Fe-Ni high entropy alloys. Mater. Des. 2016, 109, 425–433. [Google Scholar] [CrossRef] [Green Version]
- Geanta, V.; Voiculescu, I.; Miloșan, I.; Istrate, B.; Mateş, I.M. Chemical Composition Influence on Microhardness, Microstructure and Phases Morphology of AlxCrFeCoNi High Entropy Alloys. Rev. Chim. 2018, 69, 798–801. [Google Scholar] [CrossRef]
- Chen, C.; Pang, S.; Cheng, Y.; Zhang, T. Microstructure and mechanical properties of Al20−xCr20+0.5xFe20Co20Ni20+0.5x high entropy alloys. J. Alloys Compd. 2016, 659, 279–287. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Otto, F.; Pharr, G.M.; George, E.P. Recovery, recrystallization, grain growth and phase stability of a family of FCC-structured multi-component equiatomic solid solution alloys. Intermetallics 2014, 46, 121–140. [Google Scholar] [CrossRef]
- Jasiewicz, K.; Cieslak, J.; Kaprzyk, S.; Tobola, J. Relative crystal stability of AlxFeNiCrCo high entropy alloys from XRD analysis and formation energy calculation. J. Alloys Compd. 2015, 648, 307–312. [Google Scholar] [CrossRef]
- Dabrowa, J.; Danielewski, M. State-of-the-Art Diffusion Studies in the High Entropy Alloys. Metals 2020, 347, 347. [Google Scholar] [CrossRef] [Green Version]
- Kotecki, D.J.; Siewert, T.A. WRC-1992 Constitution Diagram for Stainless Steel Weld Metals: A Modification of the WRC-1988 Diagram. Weld. Res. Suppl. 1992, 71, 171–178. [Google Scholar]
- Kwiecien, I.; Bobrowski, P.; Wierzbicka-Miernik, A.; Litynska-Dobrzynska, L.; Wojewoda-Budka, J. Growth Kinetics of the Selected Intermetallic Phases in Ni/Al/Ni System with Various Nickel Substrate Microstructure. Nanomaterials 2019, 9, 134. [Google Scholar] [CrossRef] [PubMed] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al0.8CoCrFeNi Alloy | Chemical Elements, wt.% | ||||
|---|---|---|---|---|---|
| Al | Co | Cr | Fe | Ni | |
| Designed | 8.72 | 21 | 22.61 | 23.82 | 23.85 |
| Spark-spectrometer | 9.28 | 21.12 | 22.58 | 23.60 | 23.42 |
| Spectrolab M10 | 9.52 | 21.08 | 22.05 | 23.22 | 24.13 |
| Measuring Spot | Measuring Zone | Chemical Element Concentration, wt.% | ||||
|---|---|---|---|---|---|---|
| Al | Co | Cr | Fe | Ni | ||
| Spot 1 | HEA–HAZ | 8.32 | 23.68 | 22.76 | 23.13 | 22.11 |
| Spot 2 | 9.10 | 25.55 | 24.16 | 25.42 | 15.77 | |
| Spot 3 | 9.45 | 24.91 | 24.85 | 25.11 | 15.68 | |
| Spot 4 | FL | 10.32 | 22.06 | 21.52 | 21.92 | 24.17 |
| Spot 5 | FL near to WD | 9.08 | 21.44 | 20.78 | 23.63 | 25.07 |
| Spot 6 | Ni3Al | 13.95 | 14.63 | 12.51 | 17.06 | 41.85 |
| Spot 7 | WD | 6.24 | 20.21 | 19.7 | 23.80 | 30.05 |
| Spot | Zone | Al | Co | Cr | Fe | Ni | Other Elements |
|---|---|---|---|---|---|---|---|
| Spot 9 | NM | 0.60 | - | 0.28 | 0.79 | 98.33 | |
| Spot 2 | 1.24 | 1.07 | 1.36 | 4.42 | 91.91 | ||
| Spot 3 | 0.7 | - | 0.59 | 2.18 | 96.53 | ||
| Spot 4 | WD | 3.42 | 7.59 | 7.70 | 23.78 | 57.51 | |
| Spot 5 | near FL | 3.54 | 7.95 | 7.82 | 24.40 | 56.29 | |
| Spot 6 | 3.60 | 8.74 | 8.34 | 23.91 | 55.41 | ||
| Spot 7 | FL | 3.39 | 7.59 | 7.88 | 26.63 | 54.52 | |
| Spot 8 | 3.60 | 8.57 | 8.70 | 22.80 | 56.33 | ||
| Spot 11 | S235JR | 0.69 | 1.08 | - | 96.19 | - | Si 0.67; Mn 0.76; Cu 0.61 |
| Zone | Microhardness | Average Value | Coefficient of Variation |
|---|---|---|---|
| S235JR | 136, 138, 133, 141, 137 | 137 | 2.13 |
| HEA | 359, 357, 353, 364, 355 | 358 | 1.18 |
| WD | 156, 163, 170, 167, 166 | 164 | 3.24 |
| HAZ of HEA | 448, 394, 434, 423, 407 | 421 | 5.07 |
| HAZ of S235JR | 132, 143, 137, 133, 136 | 136 | 3.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Voiculescu, I.; Geanta, V.; Stefanescu, E.V.; Simion, G.; Scutelnicu, E. Effect of Diffusion on Dissimilar Welded Joint between Al0.8CoCrFeNi High-Entropy Alloy and S235JR Structural Steel. Metals 2022, 12, 548. https://doi.org/10.3390/met12040548
Voiculescu I, Geanta V, Stefanescu EV, Simion G, Scutelnicu E. Effect of Diffusion on Dissimilar Welded Joint between Al0.8CoCrFeNi High-Entropy Alloy and S235JR Structural Steel. Metals. 2022; 12(4):548. https://doi.org/10.3390/met12040548
Chicago/Turabian StyleVoiculescu, Ionelia, Victor Geanta, Elena Violeta Stefanescu, George Simion, and Elena Scutelnicu. 2022. "Effect of Diffusion on Dissimilar Welded Joint between Al0.8CoCrFeNi High-Entropy Alloy and S235JR Structural Steel" Metals 12, no. 4: 548. https://doi.org/10.3390/met12040548