
A Review of Corrosion under Insulation: A Critical Issue in the Oil and Gas Industry


Abstract
:1. Introduction
2. Corrosion of Piping System under Insulation
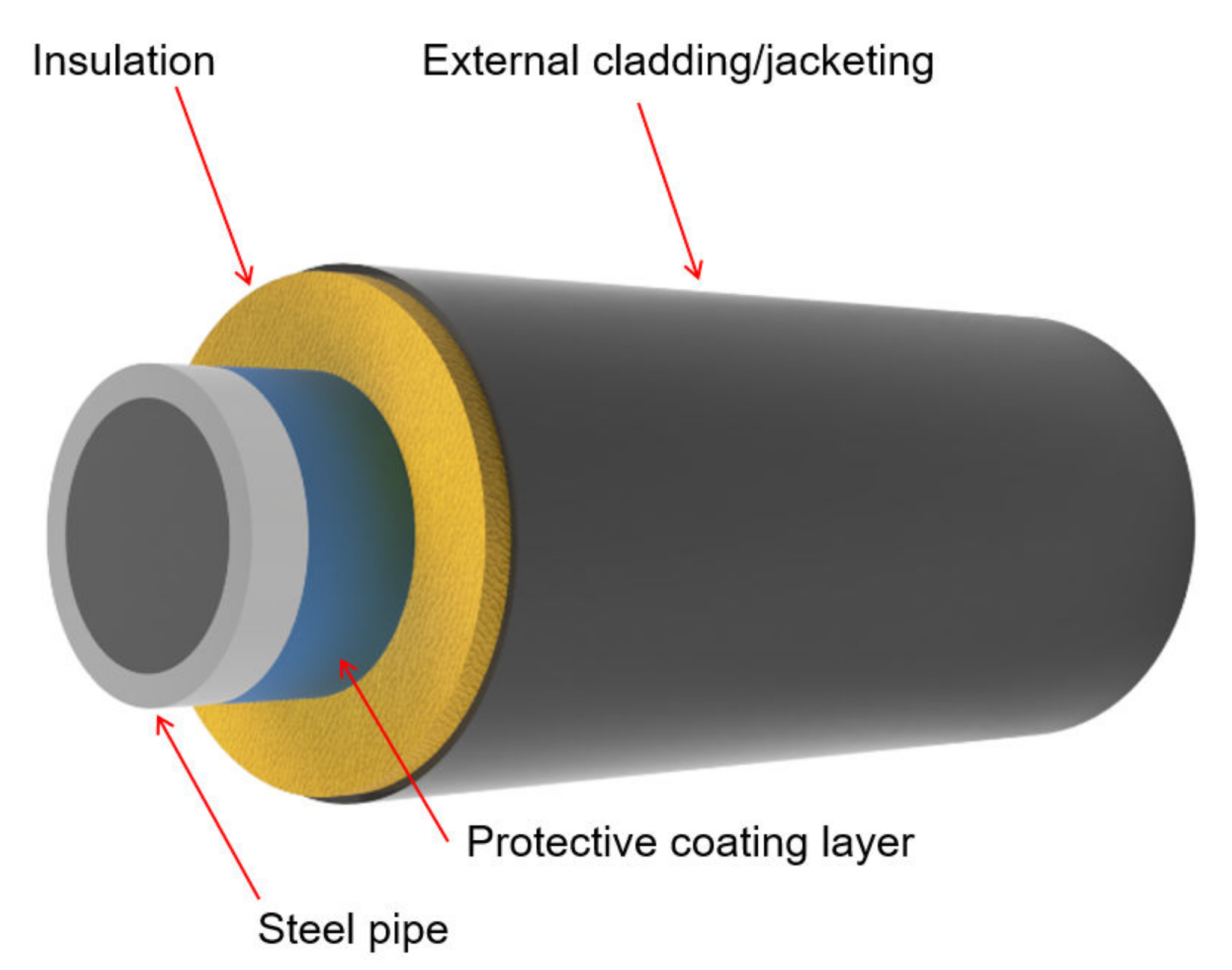
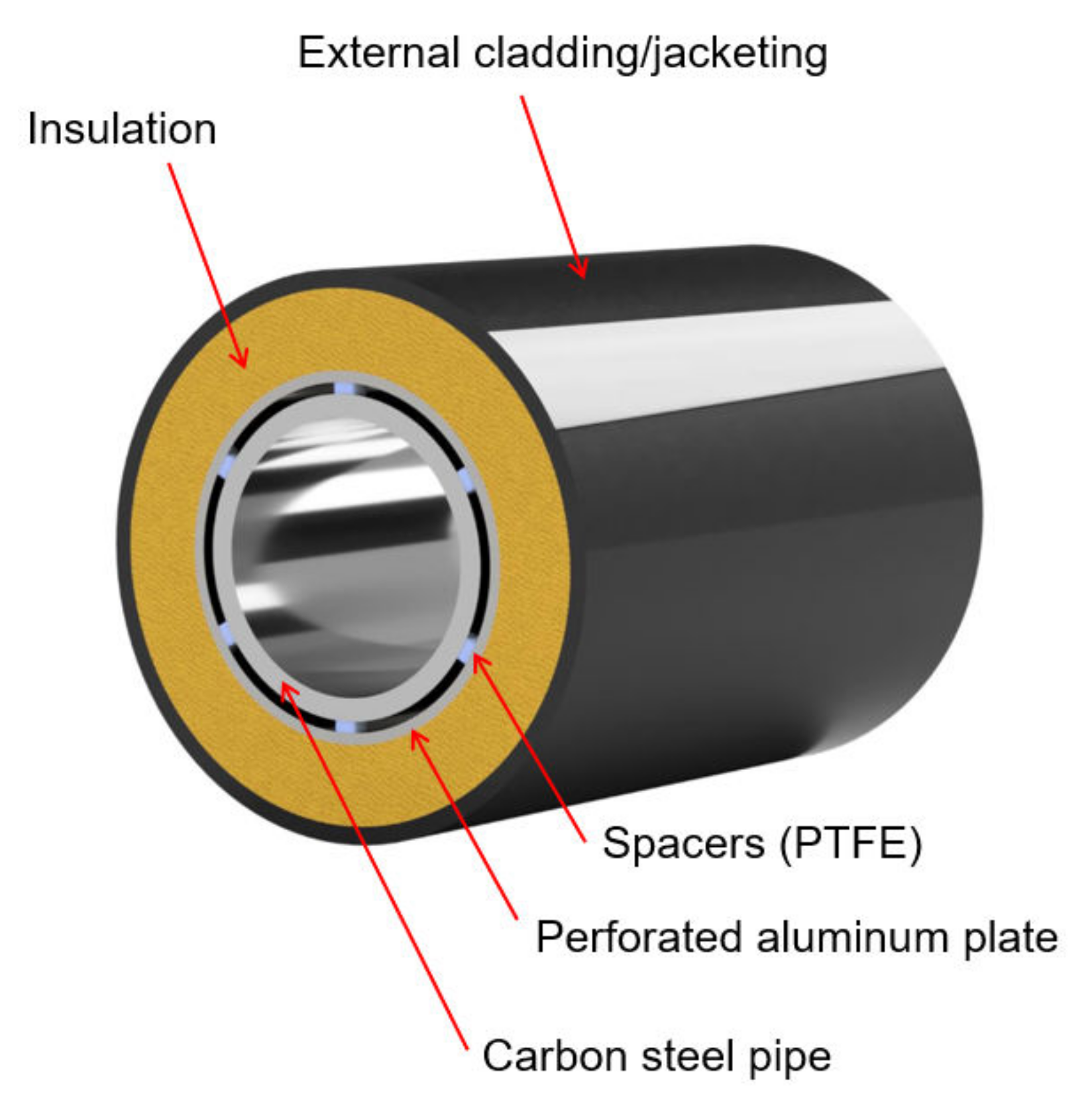
2.1. External Jacketing/Cladding
2.2. Insulation Materials
2.3. Design and Installation Deficiencies
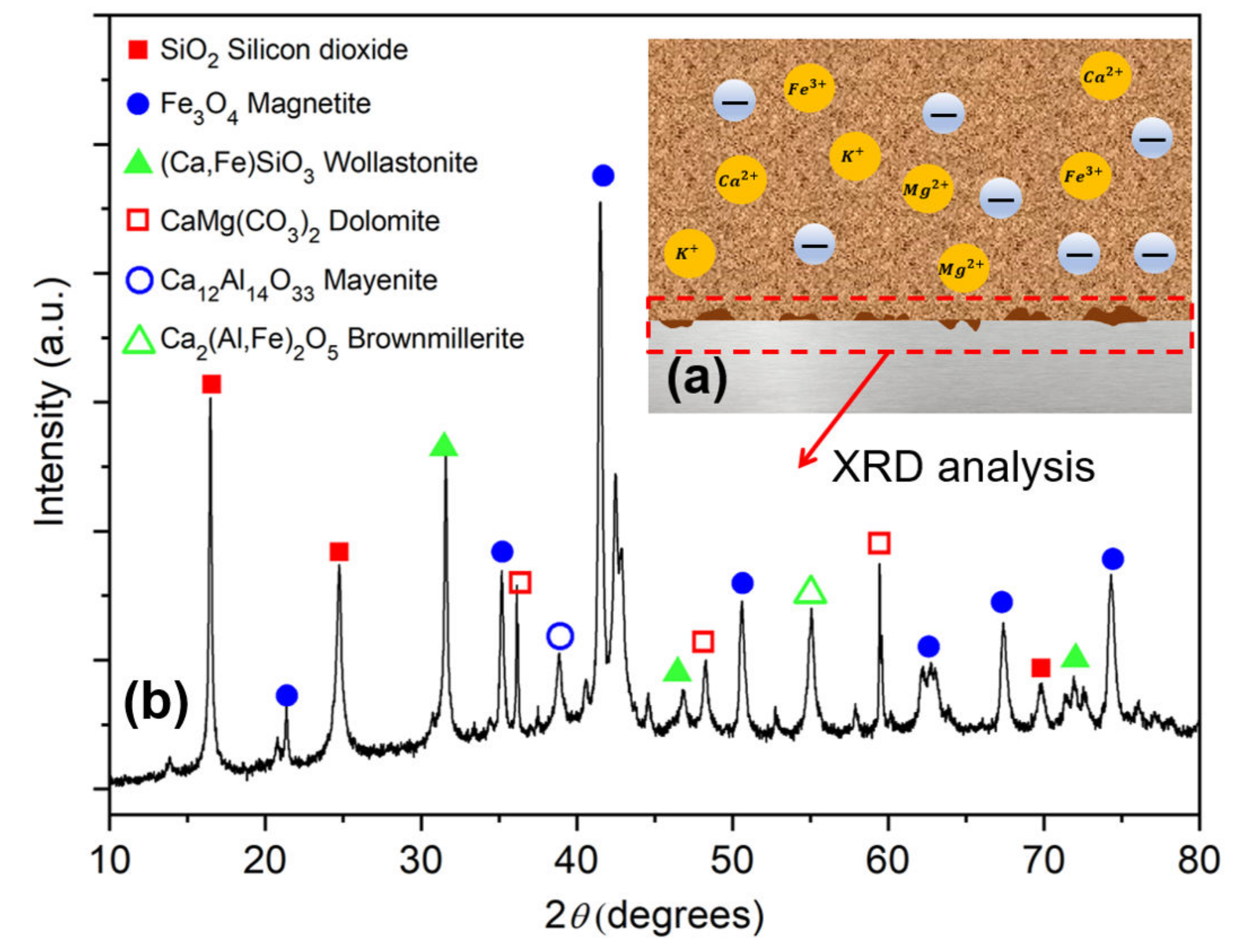
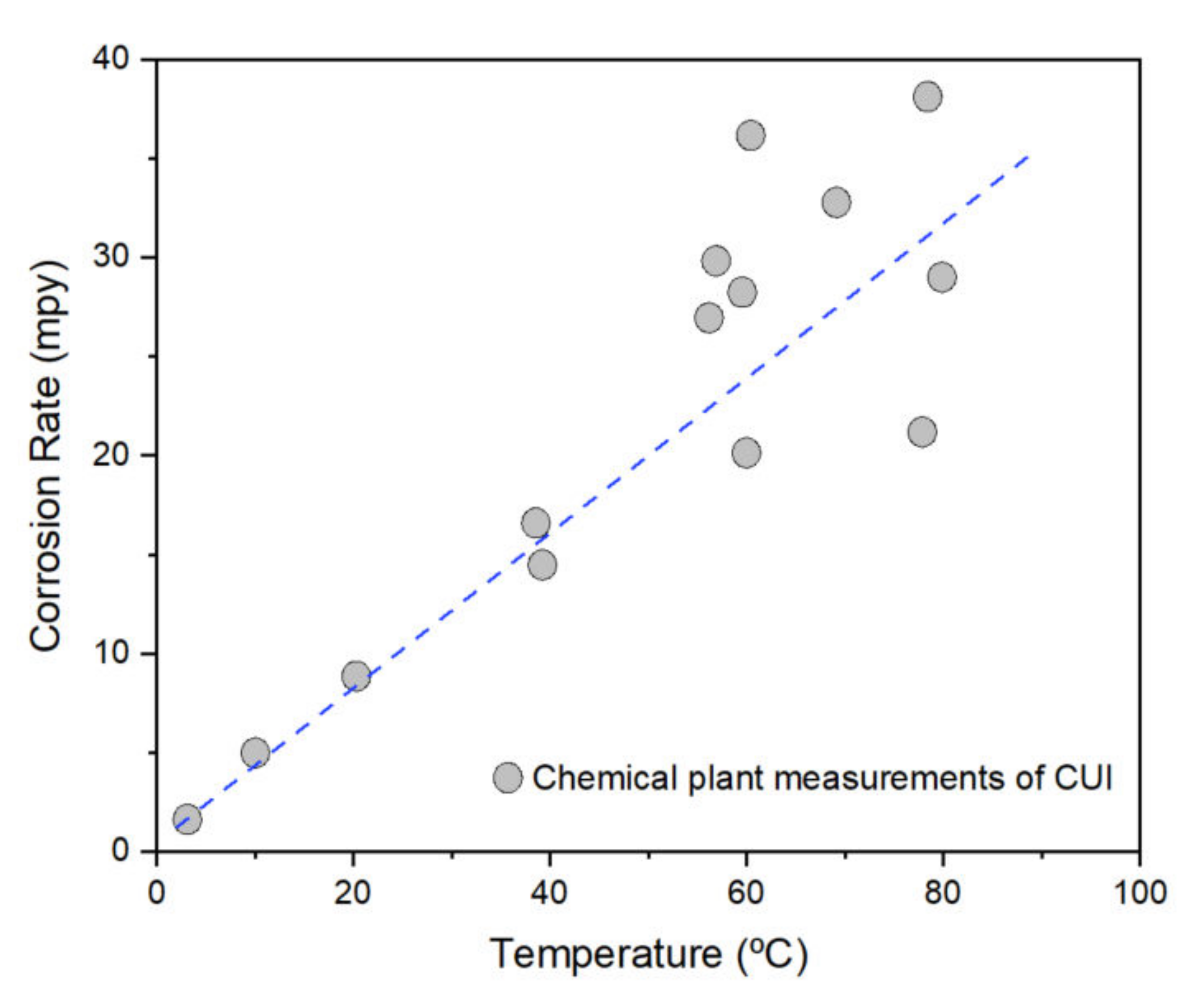
2.4. Environmental Impacts on CUI
3. CUI Inspection and Monitoring
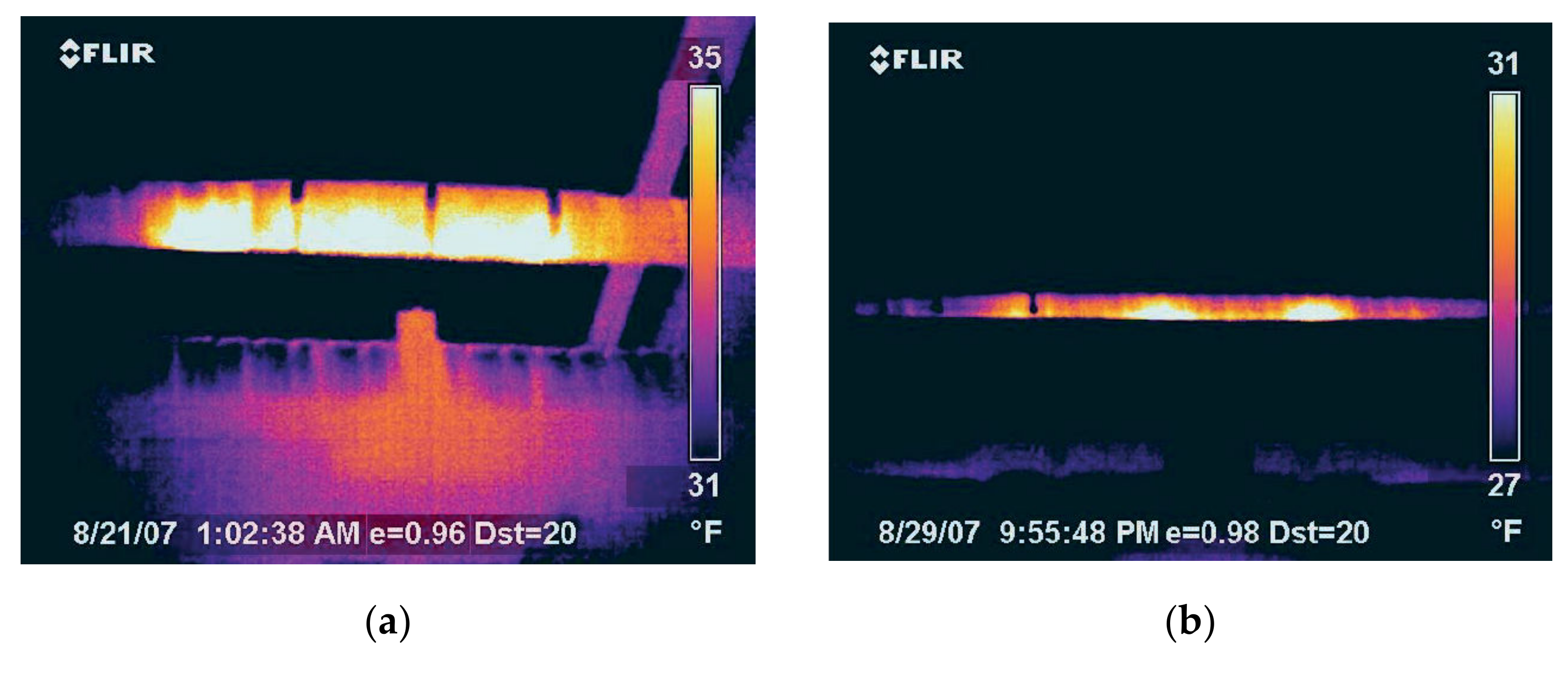
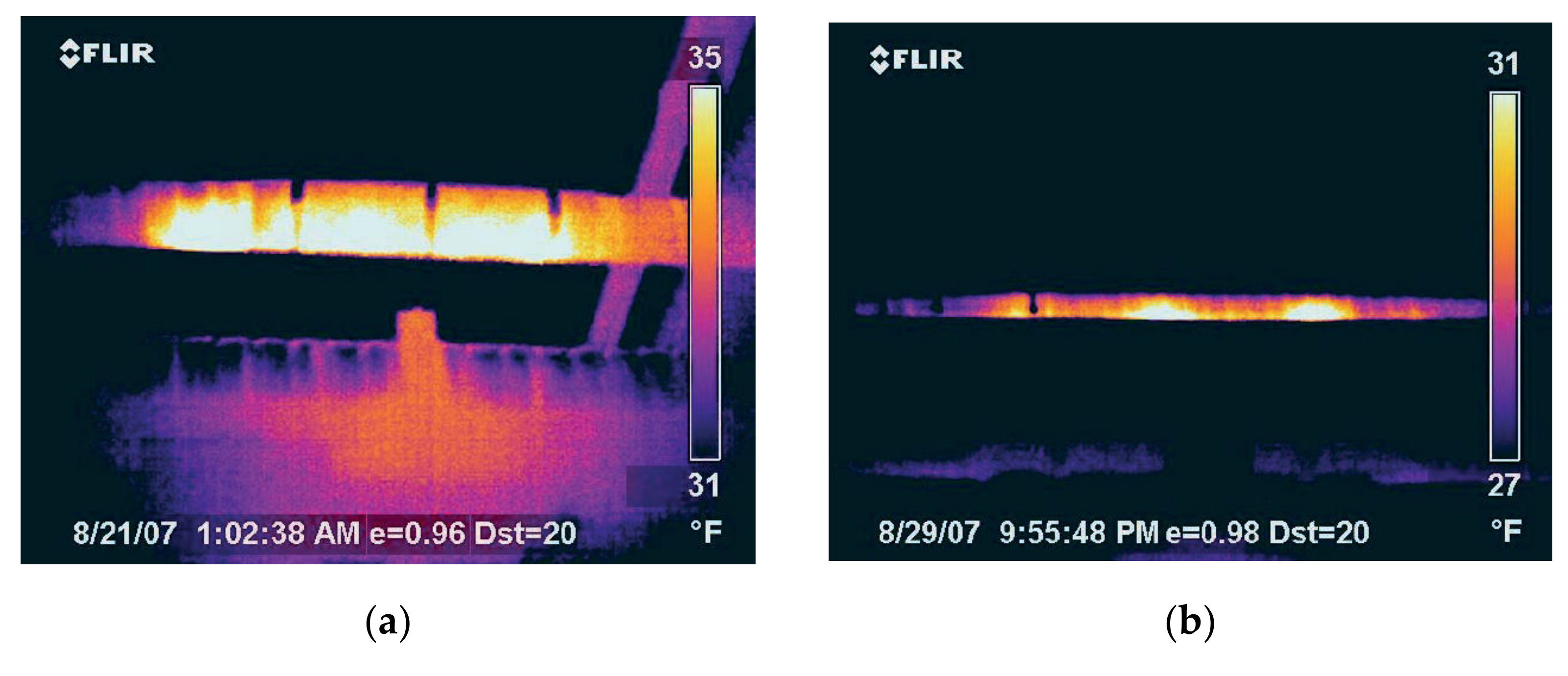
3.1. Infrared (IR) Thermography
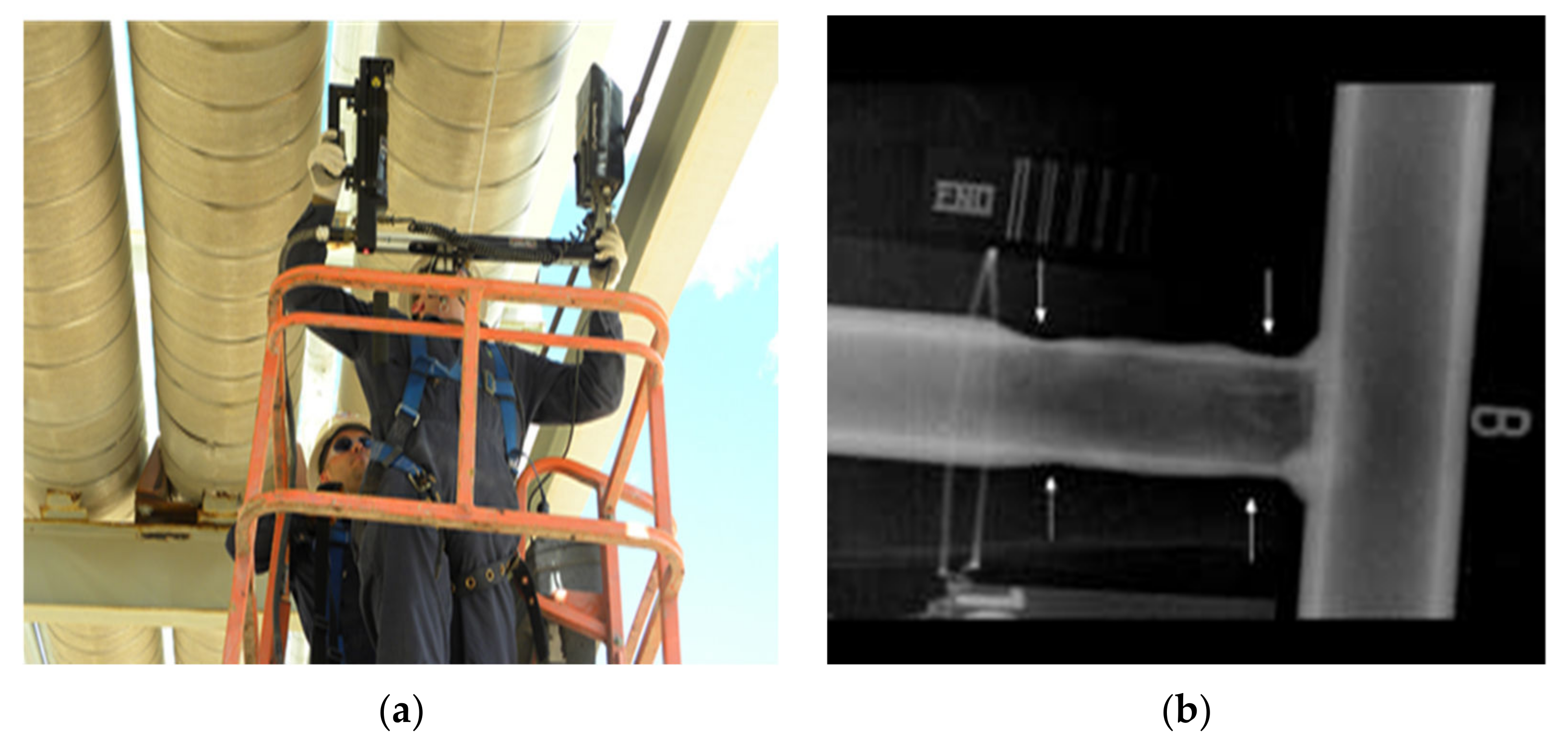
3.2. Radiography Examinations
3.3. Ultrasonic Inspection
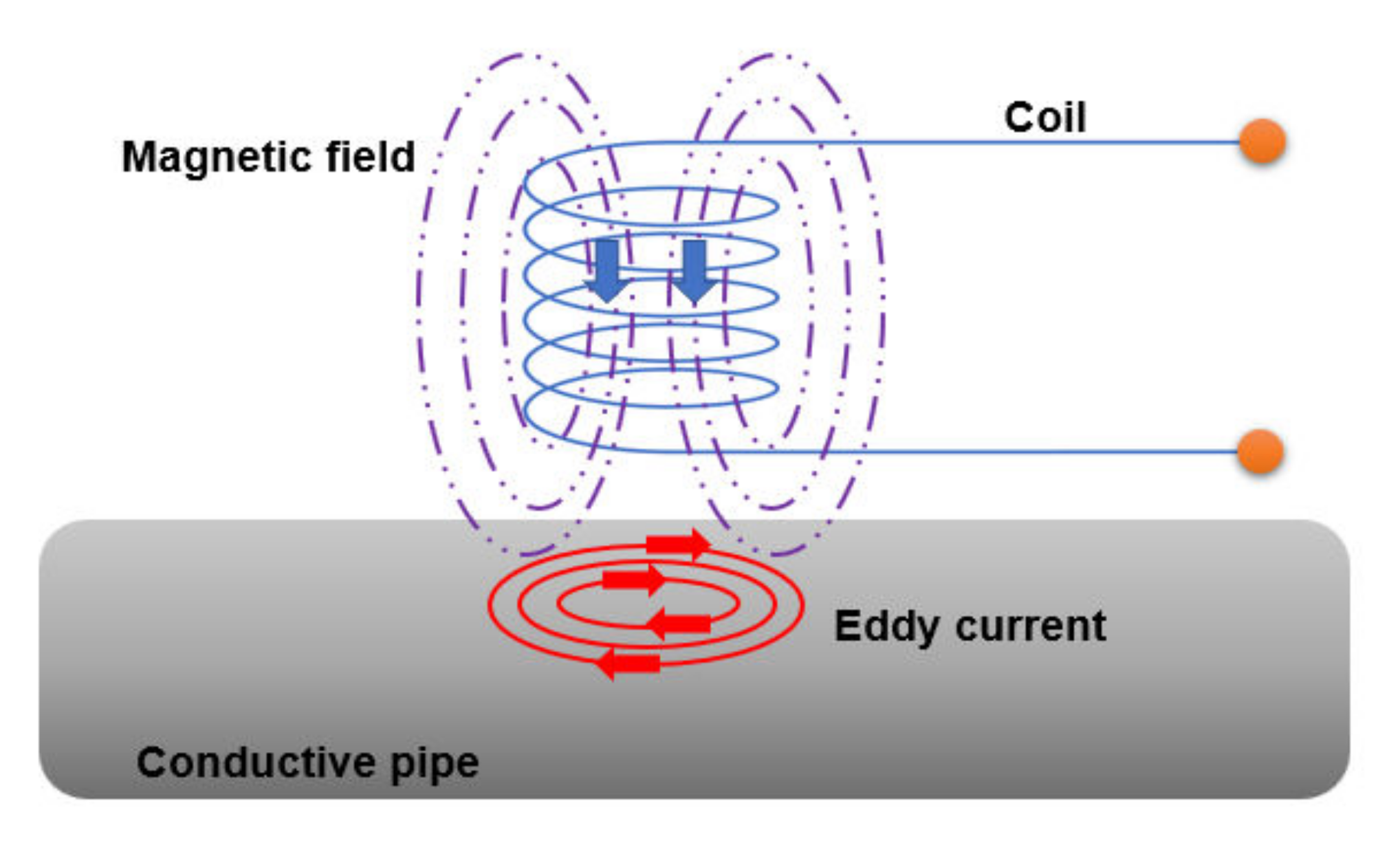
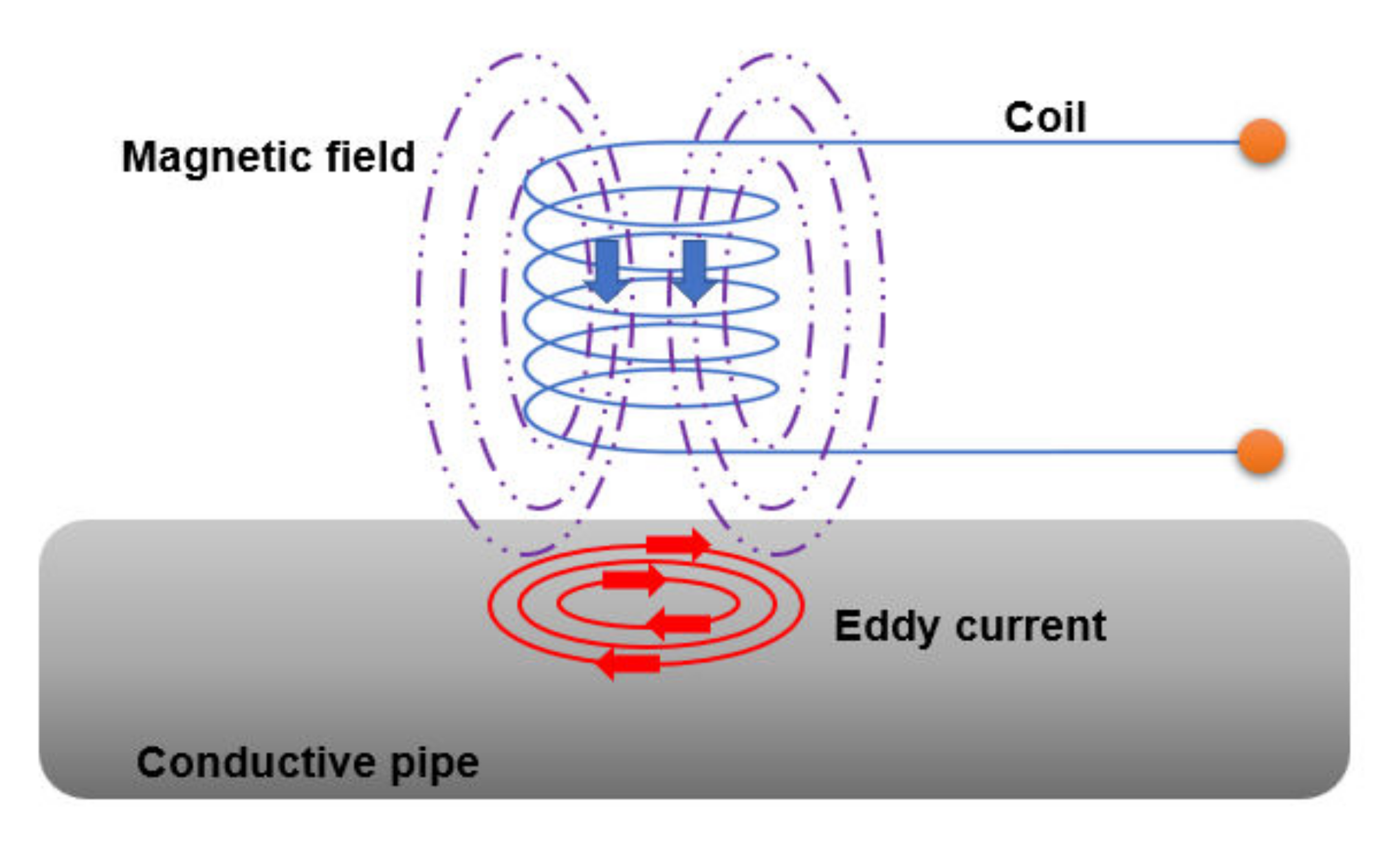
3.4. Pulsed Eddy Current
3.5. Neutron Backscatter
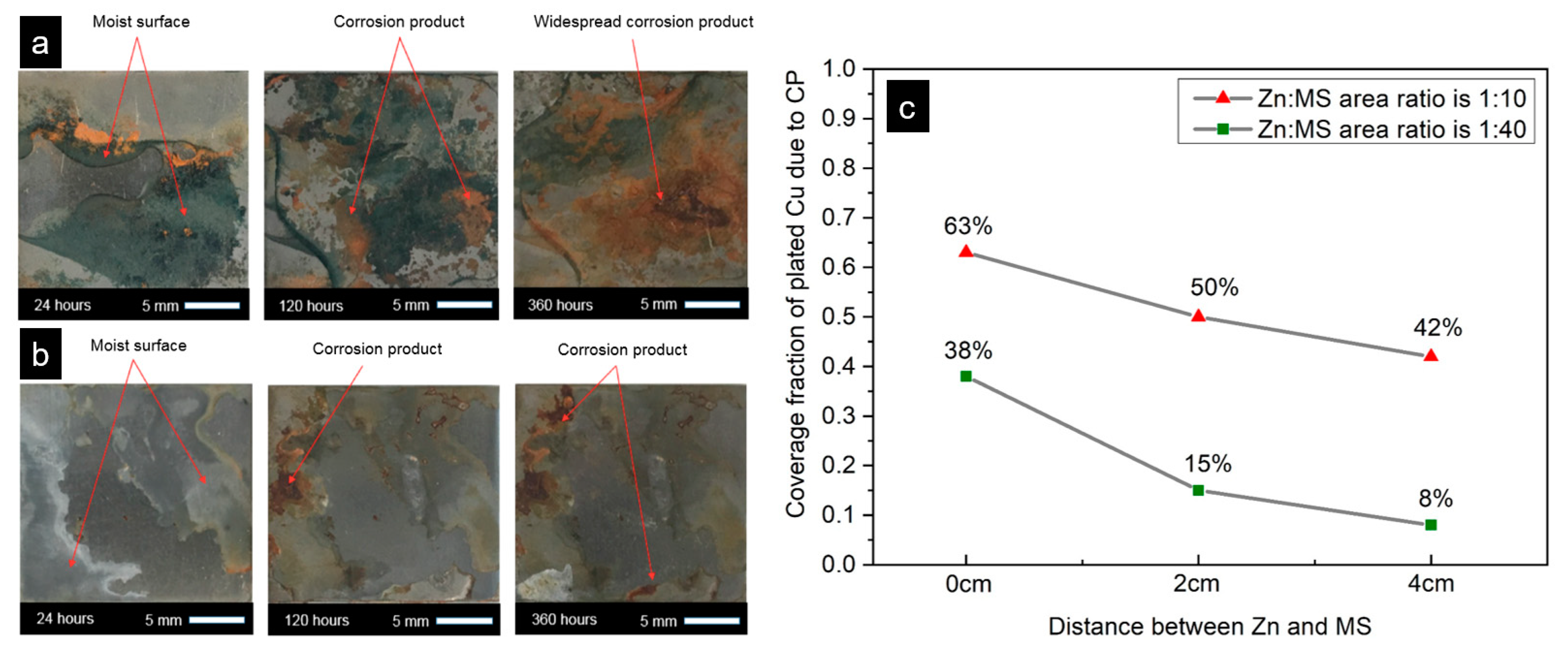
3.6. Electrochemical and Electrical Methods
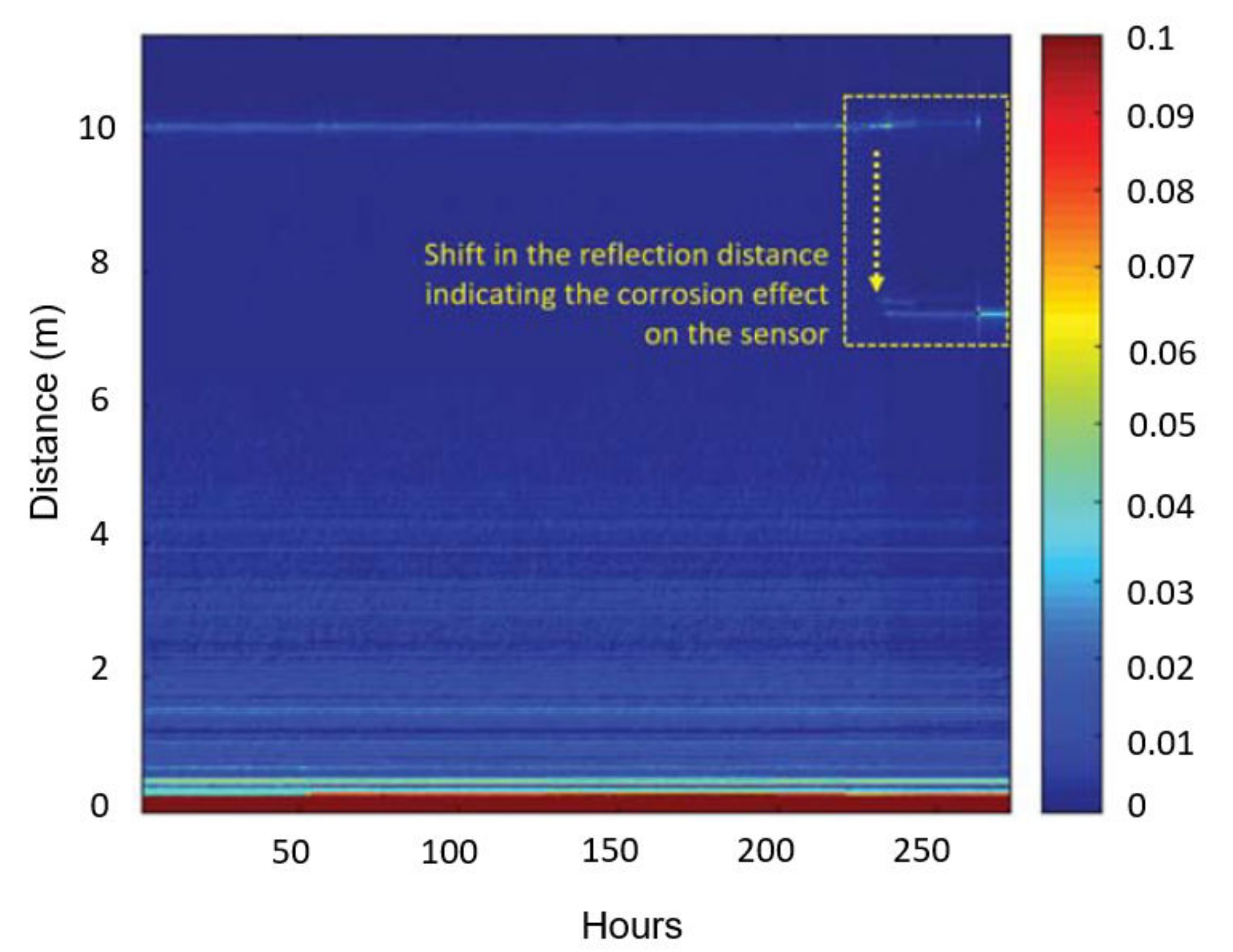
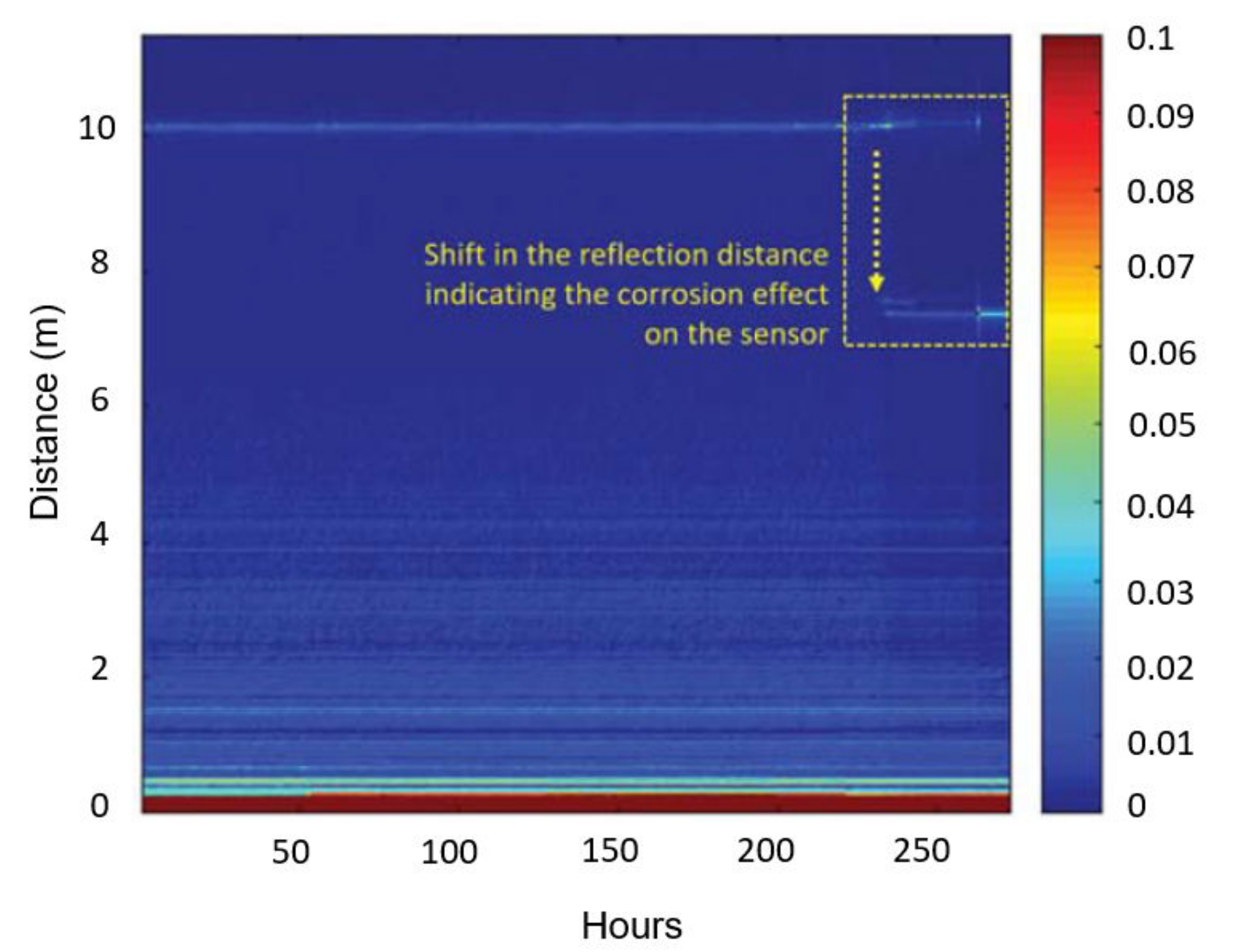
3.7. Water Sensing Technology
3.8. CUI Prediction Modelling
3.9. Recently Patented CUI Detection Techniques
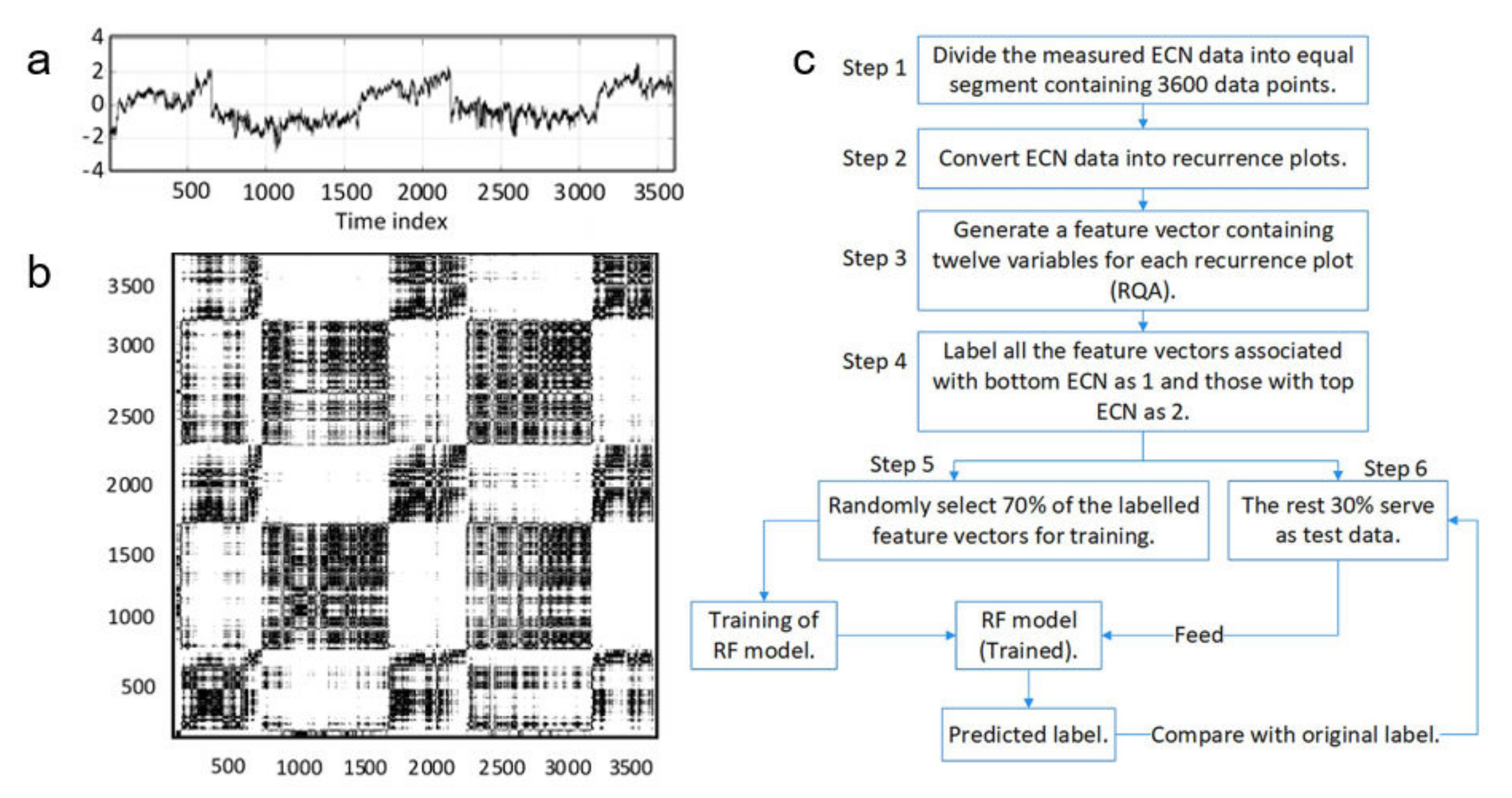
3.9.1. Thermography and Machine Learning to Detect CUI
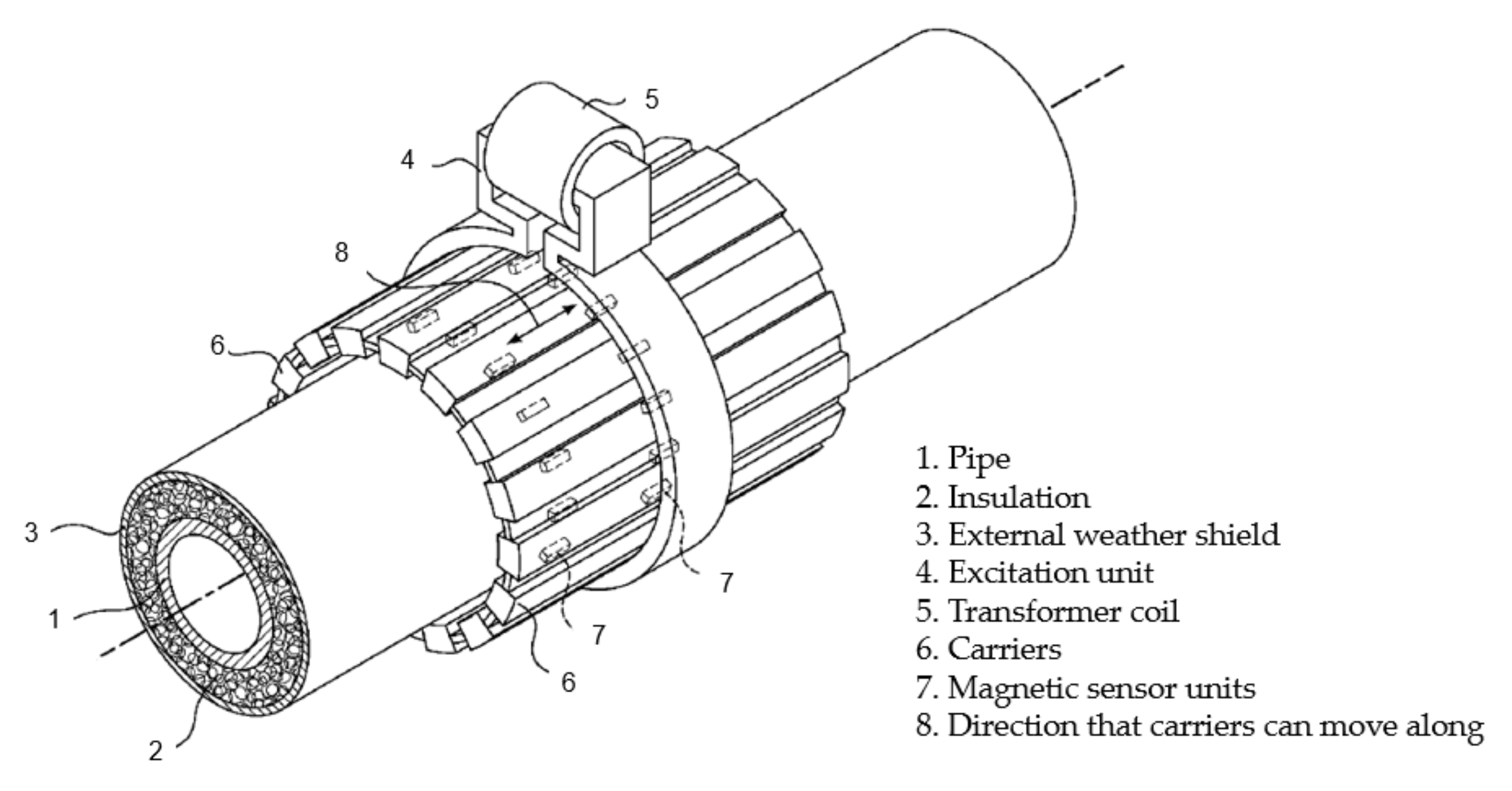
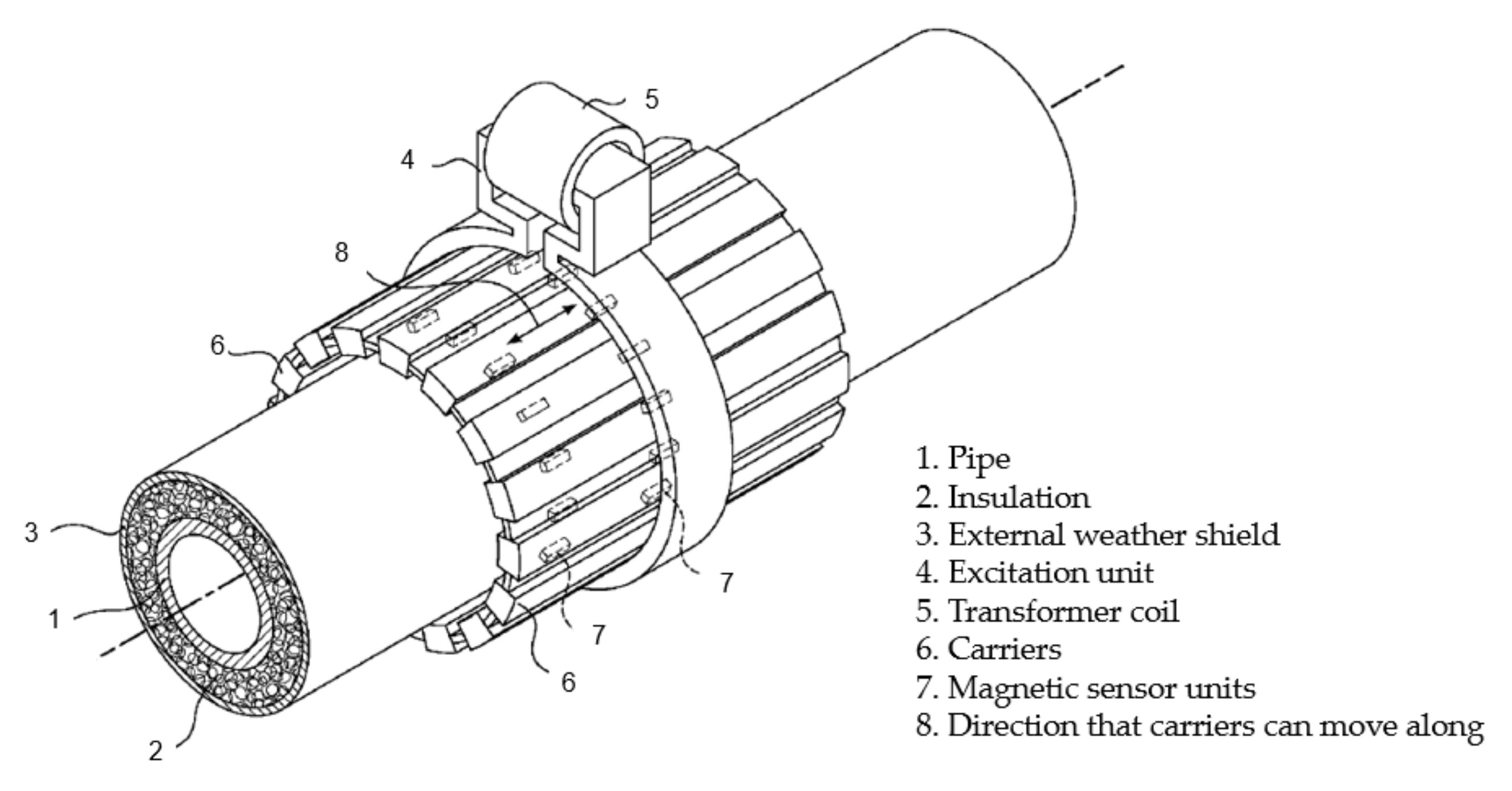
3.9.2. Excitation Methodology to Detect CUI
4. CUI Mitigation
4.1. Coatings
4.2. Risk-Based Inspection
4.3. Other Solutions for CUI Mitigation
5. Conclusions
- Corrosion under insulation is caused by the penetration of moisture/water through jacketing and insulation, causing final direct contact with the underlying metallic substrate. A variety of environmental factors can influence the rate of CUI, which include operating temperature, solution pH, and contaminants, etc.
- At present, the only method that ensures the effective screening of CUI is to remove external jacketing/cladding and inspect piping conditions visually. NDT is an economical and efficient corrosion detection technique that can be employed without damaging pristine materials. Each type of NDT technique has its own advantages and drawbacks. Radiography and ultrasonic techniques are widely used to detect CUI. A recent trend is the use of an electrochemical probe to detect local corrosion, and the employment of modelling to predict CUI. Machine learning has been developed to collect data and train the model for better accuracy.
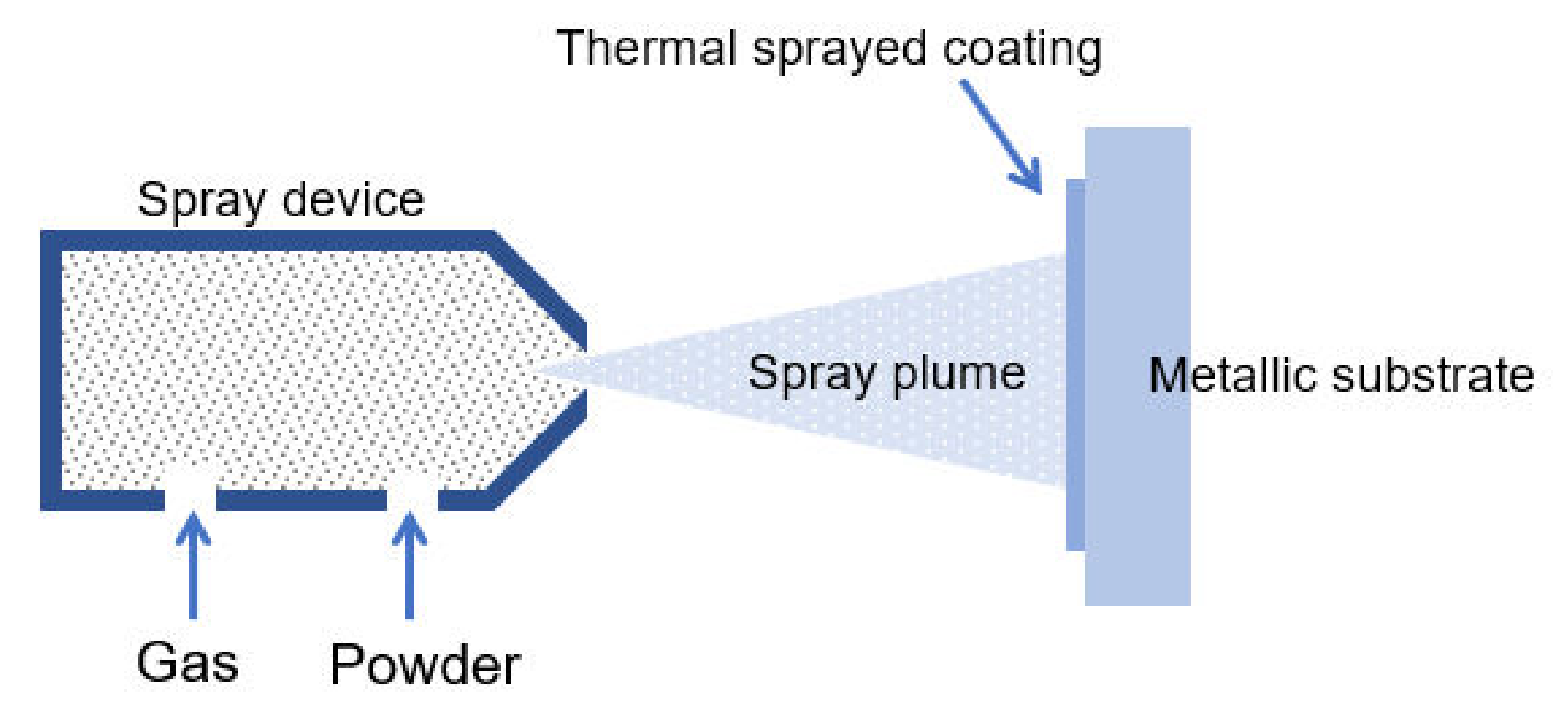
- Protective coating, either metallic or organic, is the last barrier to prevent and inhibit the metallic piping substrate from external corrosion attacks. Thermal sprayed aluminium and epoxy-phenolics are commonly used in oil and gas piping due to their versatile temperature tolerance and outstanding service life. Recently, new generations of thermal insulation coating (i.e., polysiloxane-based) are recommended as advanced coating systems to alleviate CUI effectively. Any coatings will degrade over time, and therefore, coating materials with exceptional resistance to corrosion, chemical, and weathering processes are promptly required.
- Risk-based inspection is a widely sought-after methodology for CUI prediction and mitigation; however, in sectors where there are severe consequences for corrosion failure, RBI may not be sufficiently reliable.
- Drain holes can be implemented at the bottom of a pipe to release water retained within the insulation and hence reduce CUI.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Winnik, S. Corrosion Under Insulation (CUI) Guidelines, 2nd ed.; Elsevier: Cambridge, UK, 2015. [Google Scholar]
- Delahunt, J.F. Corrosion Under Thermal Insulation and Fireproofing—An Overview. In Proceedings of the Corrosion 2003, San Diego, CA, USA, 16–20 March 2003. [Google Scholar]
- Yang, Y.; Bodington, A.B.; Chang, B.T.A. Evaluation of protective coatings to mitigate corrosion under insulation. In Proceedings of the Corrosion 2016, Vancouver, BC, Canada, 6–10 March 2016. [Google Scholar]
- Hoffman, A. Moisture as a cause of CUI. Corros. Mater. 2017, 42, 46–47. [Google Scholar]
- Swift, M. Corrosion under insulation on industrial piping—A holistic approach to insulation system design. In Proceedings of the Corrosion 2019, Nashville, TN, USA, 24–28 March 2019. [Google Scholar]
- NACE Standard SP0198; Control of Corrosion under Thermal Insulation and Fire Proofing Materials—A Systems Approach. NACE: Houston, TX, USA, 2017.
- Koch, G.; Varney, J.; Thompson, N.; Moghissi, O. International measures of prevention, application, and economics of corrosion technologies study. NACE Int. Impact Rep. 2016, 216, 2–3. [Google Scholar]
- Anderson, S.A. Out of sight, out of mind. Hydrocarb. Eng. 2010, 15, 64–69. [Google Scholar]
- Wilds, N. Corrosion under insulation. Trends Oil Gas Corros. Res. Technol. Prod. Transm. 2017, 17, 409–429. [Google Scholar]
- Abayarathna, D.; Ashbaugh, W.G.; Kane, R.D.; McGowan, N.; Heimann, B. Measurement of corrosion under insulation and effectiveness of protective coatings. In Proceedings of the Corrosion 97, New Orleans, LA, USA, 9–14 March 1997. [Google Scholar]
- NACE Standard RP0198; The Control of Corrosion Under Thermal Insulation and Fireproofing Materials—A Systems Approach. NACE: Houston, TX, USA, 1998.
- NACE Standard RP0198; The Control of Corrosion Under Thermal Insulation and Fireproofing Materials—A Systems Approach. NACE: Houston, TX, USA, 2004.
- NACE Standard RP0198; The Control of Corrosion Under Thermal Insulation and Fireproofing Materials—A Systems Approach. NACE: Houston, TX, USA, 2010.
- Geary, W.; Parrott, R. Two corrosion under insulation case studies. Loss Prev. Bull. 2016, 250, 2–6. [Google Scholar]
- Chao, Q.; Cruz, V.; Thomas, S.; Birbilis, N.; Collins, P.; Taylor, A.; Hodgson, P.D.; Fabijanic, D. On the enhanced corrosion resistance of a selective laser melted austenitic stainless steel. Scr. Mater. 2017, 141, 94–98. [Google Scholar] [CrossRef]
- Sedriks, A.J. Corrosion of Stainless Steel, 2nd ed.; Wiley-Interscience: New York, NY, USA, 1996. [Google Scholar]
- Jiang, D.; Gao, X.; Zhu, Y.; Hutchinson, C.; Huang, A. In-situ duplex structure formation and high tensile strength of super duplex stainless steel produced by directed laser deposition. Mater. Sci. Eng. A 2021, 833, 142557. [Google Scholar] [CrossRef]
- Olsson, J.; Snis, M. Duplex—A new generation of stainless steels for desalination plants. Desalination 2007, 205, 104–113. [Google Scholar] [CrossRef]
- Eltai, E.; Alkhalifa, K.; Al-Rayashi, A.; Mahdi, E.; Hamouda, A.M.S. Investigating the corrosion under insulation (CUI) on steel pipe exposed to Arabian gulf sea water drops. Key Eng. Mater. 2016, 689, 148–153. [Google Scholar] [CrossRef]
- Caines, S.; Khan, F.; Shirokoff, J.; Qiu, W. Experimental design to study corrosion under insulation in harsh marine environments. J. Loss Prev. Process Ind. 2015, 33, 39–51. [Google Scholar] [CrossRef]
- Liss, V.M. Preventing corrosion under insulation. Natl. Board Boil. Press. Vessel Insp. 1998, 94, 97–98. [Google Scholar]
- Fruge, D.; Bishop, K. Corrosion under Insulation. In Proceedings of the 20th Annual Ethylene Producers Conference, New Orleans, LA, USA, 7–10 April 2008. [Google Scholar]
- Geary, W. Analysis of a corrosion under insulation failure in a carbon steel refinery hydrocarbon line. Case Stud. Eng. Fail. Anal. 2013, 1, 249–256. [Google Scholar] [CrossRef] [Green Version]
- API RP 583; Corrosion Under Insulation and Fireproofing. American Petroleum Institute: Washington, DC, USA, 2021.
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy; ASM International: Novelty, OH, USA, 1984. [Google Scholar]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Novelty, OH, USA, 1993. [Google Scholar]
- Ashkenazi, D. How aluminum changed the world: A metallurgical revolution through technological and cultural perspectives. Technol. Forecast. Soc. Chang. 2019, 143, 101–113. [Google Scholar] [CrossRef]
- Mohammed, A.A.; Manalo, A.C.; Ferdous, W.; Zhuge, Y.; Vijay, P.V.; Alkinani, A.Q.; Fam, A. State-of-the-art of prefabricated FRP composite jackets for structural repair. Eng. Sci. Technol. Int. J. 2020, 23, 1244–1258. [Google Scholar] [CrossRef]
- Mahdi, E.; Eltai, E. Development of cost-effective composite repair system for oil/gas pipelines. Compos. Struct. 2018, 202, 802–806. [Google Scholar] [CrossRef]
- Vrána, T. Impact of Moisture on Long Term Performance of Insulating Products Based on Stone Wool. Licentiate Thesis, KTH Royal Institute of Technology, Stockholm, Sweden, 2007. [Google Scholar]
- Denniel, S.; Blair, C. Aerogel insulation for deepwater reelable pipe-in-pipe. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 3–6 May 2004. [Google Scholar]
- ASTM C1696; Standard Guide for Industrial Thermal Insulation Systems. ASTM International: West Conshohocken, PA, USA, 2020.
- Turner, W.C.; Malloy, J.F. Handbook of Thermal Insulation Design Economics for Pipes and Equipment; Krieger Pub Co.: Malabar, FL, USA, 1980. [Google Scholar]
- Kelly, M. Insulation—Terms, Definitions & Formula. Trade Ind. Insul. 2014, 4, 3–12. [Google Scholar]
- Wang, S.; Qiu, J. Enhancing thermal conductivity of glass fiber/polymer composites through carbon nanotubes incorporation. Compos. Part B Eng. 2010, 41, 533–536. [Google Scholar] [CrossRef]
- Cellular Glass—Foam Glass—Thermal Insulation. 2020. Available online: https://www.nuclear-power.net/nuclear-engineering/heat-transfer/heat-losses/insulation-materials/foam-glass-cellular-glass/ (accessed on 24 December 2021).
- Thermal Conductivity of Polyurethane Foam. 2020. Available online: https://www.nuclear-power.net/nuclear-engineering/heat-transfer/heat-losses/insulation-materials/thermal-conductivity-of-polyurethane-foam/ (accessed on 23 December 2021).
- Insulating Materials Thermal Properties. 2020. Available online: https://www.engineersedge.com/heat_transfer/insulating_materials_13858.htm (accessed on 24 December 2021).
- Herrmann, G.; Iden, R.; Mielke, M.; Teich, F.; Ziegler, B. On the way to commercial production of silica aerogel. J. Non. Cryst. Solids 1995, 186, 380–387. [Google Scholar] [CrossRef]
- Nash, A. Permeability of Common Building Material to Water Vapor. 2017. Available online: http://cespubs.uaf.edu/index.php/download_file/1012/ (accessed on 6 January 2022).
- ASTM C1511; Standard Test Method for Determining the Water Retention (Repellency) Characteristics of Fibrous Glass Insulation (Aircraft Type). ASTM International: Houston, TX, USA, 2015.
- Williams, O.E.J. The influence of insulation materials on corrosion under insulation. In Proceedings of the 2010 NACE Northern Area Western Conference: Going for Gold in Corrosion Prevention, Calgary, AB, Canada, 15–18 February 2010. [Google Scholar]
- Fesmire, J.E.; Ancipink, J.B.; Swanger, A.M.; White, S.; Yarbrough, D. Thermal conductivity of aerogel blanket insulation under cryogenic-vacuum conditions in different gas environments. IOP Conf. Ser. Mater. Sci. Eng. 2017, 278, 1–9. [Google Scholar] [CrossRef]
- Cohen, E.; Glicksman, L. Thermal Properties of Silica Aerogel Formula. J. Heat Transfer. 2015, 137, 081601. [Google Scholar] [CrossRef] [Green Version]
- KISTLER, S.S. Coherent expanded aerogels and jellies. Nature 1931, 127, 741. [Google Scholar] [CrossRef]
- Miros, A.; Psiuk, B.; Szpikowska-Sroka, B. Aerogel insulation materials for industrial installation: Properties and structure of new factory-made products. J. Sol-Gel Sci. Technol. 2017, 84, 496–506. [Google Scholar] [CrossRef] [Green Version]
- Haraldsen, K. Corrosion under insulation—Testing of protective systems at high temperatures. In Proceedings of the Corrosion 2010, San Antonio, TX, USA, 14–18 March 2010. [Google Scholar]
- ASTM C795-08; Standard Specification for Thermal Insulation for Use in Contact with Austenitic Stainless Steel. ASTM International: West Conshohocken, PA, USA, 2013.
- Cao, Q.; Esmaily, M.; Liu, R.L.; Birbilis, N.; Thomas, S. Corrosion of mild steel under insulation—The effect of dissolved metal ions. Corros. Eng. Sci. Technol. 2020, 55, 322–330. [Google Scholar] [CrossRef]
- Javaherdashti, R. Corrosion under insulation (CUI): A review of essential knowledge and practice. J. Mater. Sci. Surf. Eng. 2014, 1, 36–43. [Google Scholar]
- Bock, P. Service life, reliability and reparability of systems for preventing corrosion under insulation. In Proceedings of the Corrosion 2012, Salt Lake City, UT, USA, 11–15 March 2012. [Google Scholar]
- Mohsin, K.M.; Mokhtar, A.A.; Tse, P.W. A fuzzy logic method: Predicting corrosion under insulation of piping systems with modelling of CUI 3D surfaces. Int. J. Press. Vessel. Pip. 2019, 175, 103929. [Google Scholar] [CrossRef]
- Dey, P. A risk-based model for inspection and maintenance of cross-country petroleum pipeline. J. Qual. Maint. Eng. 2001, 7, 25–43. [Google Scholar] [CrossRef]
- Mitchell, M.J. Corrosion under insulation—New approaches to coating and insulation materials. In Proceedings of the Corrosion 2003, San Diego, CA, USA, 16–20 March 2003. [Google Scholar]
- ASTM G189; Standard Guide for Laboratory Simulation of Corrosion Under Insulation. ASTM International: Houston, TX, USA, 2013.
- Pojtanabuntoeng, T.; Machuca, L.L.; Salasi, M.; Kinsella, B.; Cooper, M. Influence of drain holes in jacketing on corrosion under thermal insulation. Corrosion 2015, 71, 1511–1520. [Google Scholar] [CrossRef]
- Matsuda, H.; Ichi Sakai, J. Application of effective maintenance for CUI (Corrosion Under Insulation) of pipes in chemical plants. In Proceedings of the Corrosion 2015, Dallas, TX, USA, 15–19 March 2015. [Google Scholar]
- Pechacek, R.W. NDT inspection of insulated vessels and piping for interior corrosion and corrosion under insulation. Mater. Perform. 2004, 43, 28–32. [Google Scholar]
- Prawoto, Y.; Ibrahim, K.; Wan Nik, W.B. Effect of pH and chloride concentration on the corrosion of duplex stainless steel. Arab. J. Sci. Eng. 2009, 34, 116–127. [Google Scholar]
- Dillmann, P.; Mazaudier, F.; Hœrlé, S. Advances in understanding atmospheric corrosion of iron. I. Rust characterisation of ancient ferrous artefacts exposed to indoor atmospheric corrosion. Corros. Sci. 2004, 46, 1401–1429. [Google Scholar]
- Abdel-Karim, R.; Nabil, M.; Reda, Y.; El-Raghy, S. Corrosion Characteristics of ASTM A106 Grade B Carbon Steel Pipelines Exposed to Sodium Sulfate Solutions; ASTM International: Houston, TX, USA, 2018; Volume 7. [Google Scholar]
- Mueller, A.P. Corrosion-Inhibiting Thermal Insulation for Stainless Steel. U.S. Patent 3,639,276, 1 February 1972. [Google Scholar]
- Armstrong, R.D.; Zhou, S. The corrosion inhibition of iron by silicate related materials. Corros. Sci. 1988, 28, 1177–1181. [Google Scholar] [CrossRef]
- Amer, A.; Cunningham, V.; Alshehri, A.; Al-Taie, I. Inspection challenges for detecting corrosion under insulation (CUI) in the oil and gas industry. In Proceedings of the 17th Middle East Corrosion Conference and Exhibition (MECC), Al Khobar, Saudi Arabia, 30 September–3 October 2018. [Google Scholar]
- Cadelano, G.; Bortolin, A.; Ferrarini, G.; Agnellini, B.M.; Giantin, D.; Zonta, P.P.; Bison, P. Corrosion detection in pipelines using infrared thermography: Experiments and data processing methods. J. Nondestruct. Eval. 2016, 35, 1–11. [Google Scholar] [CrossRef]
- Burleigh, D.; Sanders, H. Infrared evaluation of insulated pipelines to detect water that could cause corrosion under insulation (CUI). Int. Soc. Opt. Eng. 2012, 8354, 21. [Google Scholar]
- Maldague, X. Introduction to NDT by active infrared thermography. Mater. Eval. 2002, 60, 1060–1073. [Google Scholar]
- Subramainam, B.; Lahiri, B.B.; Saravanan, T.; Philip, J.; Jayakumar, T. Infrared thermography for condition monitoring—A review. Infrared Phys. Technol. 2013, 60, 35–55. [Google Scholar]
- Amer, A.; Shehri, A. Two-Stage Corrosion under Insulation Detection Methodology and Modular Vehicle with Dual Locomotion Sensory Systems. U.S. Patent 10,139,372, 27 November 2019. [Google Scholar]
- Higgins, J. Corrosion under Insulation Detection Methods and Inspection; NACE International: Orlando, FL, USA, 2013. [Google Scholar]
- Callister, W.C. Profile radiography by gamma rays. Non-Destr. Test. 1972, 5, 214–219. [Google Scholar] [CrossRef]
- Pechacek, R.W. Advanced NDE methods of inspecting insulated vessels and piping for ID corrosion and corrosion under insulation (CUI). In Proceedings of the Corrosion 2003, San Diego, CA, USA, 16–20 March 2003. [Google Scholar]
- Rowlands, J.A. The physics of computed radiography. Phys. Med. Biol. 2002, 47, 123–166. [Google Scholar] [CrossRef]
- Samei, E.; Seibert, J.A.; Willis, C.E.; Flynn, M.J.; Mah, E.; Junck, K.L. Performance evaluation of computed radiography systems. Med. Phys. 2001, 28, 361–371. [Google Scholar] [CrossRef]
- Lee, D.L.Y.; Cheung, L.K.; Jeromin, L.S. New digital detector for projection radiography. In Proceedings of the SPIE 2432, Medical Imaging 1995: Physics of Medical Imaging, San Diego, CA, USA, 8 May 1995; pp. 237–249. [Google Scholar]
- Bray, A.V.; Corley, C.J.; Fischer, R.B.; Rose, J.L.; Quarry, M.J. Development of guided wave ultrasonic techniques for detection of corrosion under insulation in metal pipe. In Proceedings of the 1998 ASME Energy Sources Technology Conference, Houston, TX, USA, 2–4 February 1998; pp. 1–3. [Google Scholar]
- Jones, R.; Simonetti, F.; Lowe, M.; Bradley, I. Use of microwaves for the detection of corrosion under insulation: A sensitivity study. AIP Conf. Proc. 2011, 1335, 1714–1721. [Google Scholar]
- Krautkrämer, J.; Krautkrämer, H. Ultrasonic testing by determination of material properties. In Ultrasonic Testing of Materials; Springer: Berlin/Heidelberg, Germany, 1990; pp. 528–550. [Google Scholar]
- Lohr, K.R.; Rose, J.L. Ultrasonic guided wave and acoustic impact methods for pipe fouling detection. J. Food Eng. 2003, 56, 315–324. [Google Scholar] [CrossRef]
- Zhu, W.; Rose, J.L.; Barshinger, J.N.; Agarwala, V.S. Ultrasonic guided wave NDT for hidden corrosion detection. J. Res. Nondestruct. Eval. 1998, 10, 205–225. [Google Scholar] [CrossRef]
- Singh, R. Ultrasonic testing. Appl. Weld. Eng. 2012, 6, 293–304. [Google Scholar]
- Demers-Carpentier, V. Corrosion Under Insulation: The 7 Inspection Methods You Must Know About. 3 April 2016. Available online: https://blog.eddyfi.com/en/corrosion-under-insulation-the-7-inspection-methods-you-must-know-about/ (accessed on 23 December 2021).
- Burke, S.K.; Hugo, G.R.; Harrison, D.J. Transient eddy-current NDE for hidden corrosion in multilayer structures. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1998; pp. 307–314. [Google Scholar]
- Sophian, A.; Fan, M. Pulsed eddy current non-destructive testing and evaluation: A review. Chinese J. Mech. Eng. 2017, 30, 1474. [Google Scholar] [CrossRef]
- Cheng, W.; Komura, I. Pulsed eddy current testing of a carbon steel pipe’s wall-thinning through insulation and cladding. J. Nondestruct. Eval. 2012, 31, 215–224. [Google Scholar]
- Brett, C.R.; Raad, J.A. Validation of a pulsed eddy current system for measuring wall thinning through insulation. Proc. SPIE. 1996, 2947, 211–222. [Google Scholar]
- Angani, C.S.; Park, D.G.; Kim, C.G.; Leela, P.; Kollu, P.; Cheong, Y.M. The pulsed eddy current differential probe to detect a thickness variation in an insulated stainless steel. J. Nondestruct. Eval. 2010, 29, 248–252. [Google Scholar] [CrossRef]
- Lenka, S. Corrosion under insulation (CUI)-inspection technique and prevention. Non-Destr. Eval. 2017, 6, 97–103. [Google Scholar]
- Hart, T. Neutron Backscatter versus Gamma Transmission Analysis for Coke Drum Applications. Available online: https://tools.thermofisher.com/content/sfs/brochures/EPM-ANCoker-0215.pdf (accessed on 20 December 2021).
- Eltai, E.O.; Musharavati, F.; Mahdi, E. Severity of corrosion under insulation (CUI) to structures and strategies to detect it. Corros. Rev. 2018, 37, 553–564. [Google Scholar] [CrossRef]
- Aung, N.; Wai, W.; Tan, Y.-J. A novel electrochemical method for monitoring corrosion under insulation. Anti-Corros. Methods Mater. 2006, 53, 175–179. [Google Scholar] [CrossRef]
- Hladky, K.; Dawson, J.L. The measurement of localized corrosion using electrochemical noise. Corros. Sci. 1981, 21, 317–322. [Google Scholar] [CrossRef]
- Kiwilszo, M.; Smulko, J. Pitting corrosion characterization by electrochemical noise measurements on asymmetric electrodes. J. Solid State Electrochem. 2009, 13, 1681–1686. [Google Scholar] [CrossRef]
- Hou, Y.; Pojtanabuntoeng, T.; Iannuzzi, M. Use of electrochemical current noise method to monitor carbon steel corrosion under mineral wool insulation. Npj Mater. Degrad. 2020, 4, 39. [Google Scholar] [CrossRef]
- Metal Samples Electrochemcial Resistance (ER) Monitoring. 2021. Available online: https://www.alspi.com/erintro.htm (accessed on 20 December 2021).
- Alwis, L.; Sun, T.; Grattan, K.T.V. Optical fibre-based sensor technology for humidity and moisture measurement: Review of recent progress. Measurement 2013, 46, 4052–4074. [Google Scholar] [CrossRef]
- Thomas, P.J.; Hellevang, J.O. A distributed fibre optic approach for providing early warning of Corrosion Under Insulation (CUI). J. Loss Prev. Process Ind. 2020, 64, 104060. [Google Scholar] [CrossRef]
- CorrosionRADAR Ltd. CorrosionRadar-CUI Monitoring System. Materials Performance 2019 Award Nomination. 25 March 2019. Available online: http://resources.nace.org/pdfs/mp-awards/CorrosionRADAR-CUI-Monitoring-System.pdf (accessed on 6 January 2022).
- Burhani, N.R.A.; Muhammad, M.; Rosli, N.S. Combined experimental and field data sources in a prediction model for corrosion rate under insulation. Sustainability 2019, 11, 6853. [Google Scholar] [CrossRef] [Green Version]
- Burhani, N.R.A.; Muhammad, M.; Mokhtar, A.A.; Ismail, M.C. Application of logistic regression in resolving influential risk factors subject to corrosion under insulation. In Proceedings of the 2016 International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 8–10 March 2016; pp. 8–10. [Google Scholar]
- Kumar, N.K.; Mackenzie, B.; Løken, K.H. Using advanced analytics to identify the most probable locations of corrosion under insulation. In Proceedings of the SPE Offshore Europe Conference and Exhibition, Aberdeen, UK, 3–9 September 2019; pp. 3–9. [Google Scholar]
- Venkateswaran, S.P.; Desjarlais, A.O.; Shrestha, S.S.; Bieri, T. Use of hygrothermal models for understanding water transport in corrosion under insulation applications. Paper presented at the Corrosion 2019, Nashville, TN, USA, 24–28 March 2019. [Google Scholar]
- Hou, Y.; Pojtanabuntoeng, T. Prediction of corrosion under insulation: A review. Corros. Prev. 2021, 1–11. [Google Scholar]
- Amer, A.A.; Shehri, A.; Parrott, B. Thermography Image Processing with Neural Networks to Identify Corrosion under Insulation (CUI). U.S. Patent 10,551,297, 4 February 2020. [Google Scholar]
- Bondurant, P.D.; Mactutis, A.; Hunze, A.; Bailey, J. Excitation and Sensing Systems and Methods for Detecting Corrosion under Insulation. U.S. Patent 16/071,892, 31 January 2019. [Google Scholar]
- Shrestha, S.; Sturgeon, A. Characteristics and electrochemical corrosion behaviour of thermal sprayed aluminium (TSA) coatings prepared by various wire thermal spray processes. EUROCORR 2005, 1–8. [Google Scholar]
- Galedari, S.A.; Mahdavi, A.; Azarmi, F.; Huang, Y.; McDonald, A. A comprehensive review of corrosion resistance of thermally-sprayed and thermally-diffused protective coatings on steel structures. J. Therm. Spray Technol. 2019, 28, 645–677. [Google Scholar] [CrossRef]
- Reynolds, J.; Bock, P. Third generation polysiloxane coatings for CUI mitigation. In Proceedings of the Corrosion 2018, Phoenix, AZ, USA, 15–19 April 2018. [Google Scholar]
- Ifezue, D.; Tobins, F.H.; Nettikaden, V.C. CUI failure of a hot oil line due to intermittent operations. J. Fail. Anal. Prev. 2014, 14, 13–16. [Google Scholar] [CrossRef] [Green Version]
- Halliday, M. Development & testing of new generation high temperature corrosion resistant coatings. In Proceedings of the Corrosion 2005, Houston, TX, USA, 3–7 April 2005. [Google Scholar]
- Chang, B.T.A.; Moosavi, A.N. Critical pre-qualification test protocol for external high temperature pipeline coatings. In Proceedings of the Corrosion 2014, San Antonio, TX, USA, 9–13 March 2014. [Google Scholar]
- Korobov, Y.; Moore, D.P. Performance testing methods for offshore coatings: Cyclic, EIS and stress. In Proceedings of the Corrosion 2004, New Orleans, LA, USA, 28 March–1 April 2004. [Google Scholar]
- ASTM D5894; Standard Practice for Cyclic Salt Fog/UV Exposure of Painted Metal, (Alternating Exposures in a Fog/Dry Cabinet and a UV/Condensation Cabinet). ASTM International: West Conshohocken, PA, USA, 2016.
- ISO Standard 12944; Paints and Varnishes—Corrosion Protection of Steel Structures by Protective Paint Systems—Part 9: Protective Paint Systems and Laboratory Performance Test Methods for Offshore and Related Structures. ISO: Geneva, Switzerland, 2018.
- NACE TM-0184; Accelerated Test Procedures for Screening Atmospheric Surface Coating Systems for Offshore Platforms and Equipment. NACE International: Houston, TX, USA, 1994.
- Wiggen, F.; Justnes, M.; Espeland, S. Risk Based Management of Corrosion Under Insulation. In Proceedings of the SPE International Oilfield Corrosion Conference and Exhibition, Virtual, 16–17 June 2021. [Google Scholar]
- Rachman, A.; Ratnayake, R.M.C. Machine learning approach for risk-based inspection screening assessment. Reliab. Eng. Syst. Saf. 2019, 185, 518–532. [Google Scholar] [CrossRef]
- Tien, S.-W.; Hwang, W.-T.; Tsai, C.-H. Study of a risk-based piping inspection guideline system. ISA Trans. 2007, 46, 119–126. [Google Scholar] [CrossRef] [PubMed]
- Erickson, T.H.; Dash, L.C.; Murali, J.J.; Ayers, R. Predicting the progression of wetness and corrosion under insulation damage in aboveground pipelines. In Proceedings of the Corrosion 2010, San Antonio, TX, USA, 14–18 March 2010. [Google Scholar]
- Pojtanabuntoeng, T.; Ehsani, H.; Kinsella, B.; Brameld, M. Comparison of insulation materials and their roles on corrosion under insulation. In Proceedings of the Corrosion 2017, New Orleans, LA, USA, 26–30 March 2017. [Google Scholar]
- Cao, Q.; Brameld, M.; Birbilis, N.; Thomas, S. On the mitigation of corrosion under insulation (CUI) of mild steel using local cathodic protection. Corrosion 2019, 75, 1541–1551. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Insulation Material | K Value (W/m·K) |
|---|---|
| Mineral wool | 0.037–0.111 [1] |
| Glass fibre | ~0.05 [35] |
| Calcium silicate | 0.055–0.092 [1] |
| Cellular glass | 0.038–0.055 [36] |
| Polyurethane foam | 0.022–0.035 [37] |
| Perlite | 0.039–0.045 [38] |
| Aerogel | ~0.016 [39] |
| CUI Monitoring Techniques | Advantages | Limitations |
|---|---|---|
| Visual inspection | It can achieve 100% screening at locations where cladding and insulation are stripped off. | Time-consuming, limited window for inspection usually during shutdown, associated enormous collateral costs. |
| Infrared thermography | Remote control, comparatively easy data interpretation. | Sensitive to the atmospheric conditions, i.e., temperature, wind speed, insulation materials, pipe diameter, etc. |
| Radiography | High-quality images and able to provide information on wall thickness reduction, good accuracy, fast analysis. | Complex operation process, labour-intensive, radiation impact, limited to pipes with small diameter. |
| Ultrasonic inspection | Long-range coverage, wall thickness measurement capability. | Complicated data interpretation, not suitable to examine parts with rough surface. |
| Pulsed eddy current | High efficiency and reduced occupational hazard risk. | Inadequate in terms of localised corrosion detection. |
| Neutron backscatter | High sensitivity, quantitative analysis to determine water content within the insulation, easy to operate. | Cannot detect or measure corrosion rates, limited to small areas of measurement. |
| Electrochemical and electrical resistance | Fast detection, easy data interpretation. | Mostly for lab-based applications, electrochemical noise measurement is sensitive to external noise. |
| Water indicator | Drain plug: low cost, easy installation process. Sensor wires: remotely controlled, high sensitivity, | Drain plug: limited to localised corrosion detection, cannot determine corrosion rates. Sensor wires: need to be installed under the insulation, cannot determine corrosion rates. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Q.; Pojtanabuntoeng, T.; Esmaily, M.; Thomas, S.; Brameld, M.; Amer, A.; Birbilis, N. A Review of Corrosion under Insulation: A Critical Issue in the Oil and Gas Industry. Metals 2022, 12, 561. https://doi.org/10.3390/met12040561
Cao Q, Pojtanabuntoeng T, Esmaily M, Thomas S, Brameld M, Amer A, Birbilis N. A Review of Corrosion under Insulation: A Critical Issue in the Oil and Gas Industry. Metals. 2022; 12(4):561. https://doi.org/10.3390/met12040561
Chicago/Turabian StyleCao, Qing, Thunyaluk Pojtanabuntoeng, Marco Esmaily, Sebastian Thomas, Michael Brameld, Ayman Amer, and Nick Birbilis. 2022. "A Review of Corrosion under Insulation: A Critical Issue in the Oil and Gas Industry" Metals 12, no. 4: 561. https://doi.org/10.3390/met12040561
APA StyleCao, Q., Pojtanabuntoeng, T., Esmaily, M., Thomas, S., Brameld, M., Amer, A., & Birbilis, N. (2022). A Review of Corrosion under Insulation: A Critical Issue in the Oil and Gas Industry. Metals, 12(4), 561. https://doi.org/10.3390/met12040561