
Preheating Behaviors of Iron Ore Pellets with Humic Substance-Based Binder


School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China
*
Authors to whom correspondence should be addressed.
Metals 2022, 12(4), 570; https://doi.org/10.3390/met12040570
Submission received: 23 February 2022
/
Revised: 17 March 2022
/
Accepted: 23 March 2022
/
Published: 28 March 2022
(This article belongs to the Topic Advances in Sintering and Pellet Technology)
Abstract
:Humic substance-based binder (HB) has been found to be an effective substitution for bentonite in the production of iron ore pellets. In this study, it was found that the preheating time needed to be prolonged during the pelletization processing which is a remarkable feature of pellets with HB instead of bentonite. As far as the oxidation behaviors were concerned, a manifest oxidation hysteresis platform was observed in the FeO content vs. preheating time curve during the second minute in the preheating process, which implied that the emission of humic substance noticeably interfered with oxidation process pellets. Consequently, in contrast to bentonite, the magnetite phase could not be completely transformed into hematite until the preheating time reached 16 min. Meanwhile, the SEM-EDS analysis showed that the crystal grains of preheated pellets with HB were well interconnected when the preheating time was 16 min. This also verified that the optimal preheating time of pellets with HB (16 min) was longer than that of pellets with bentonite (10 min).
1. Introduction
Vanadium titanomagnetite (VTM) is a complex polymetallic iron ore that is widely used in steel manufacturing and advanced materials fields [1,2]. According to statistics, the vanadium titanomagnetite reserves in China account for approximately ten billion tons and are mainly distributed in the Panxi region [3,4,5]. At present, the blast furnace process is the only way to smelt VTM in industry in China. Additionally, with the rapid development of the iron and steel industry, the proportion of oxidation pellets, as one of the ideal feeds in burden structure for blast furnaces, is gradually increasing [6]. Notably, VTM concentrates should be prepared into pellets with certain desired properties to ensure subsequent transport and metallurgy processes [7].
A binder is necessary for balling of iron ores to make green balls in pellet preparation [8,9]. Since bentonite has excellent water adsorption capacity, it readily absorbs water to expand and spreads among the iron oxide particles to bind them together [9]. Therefore, bentonite is the most commonly and classically used binder applied in iron ore pelletization because of its good performance in bonding and water resistance. In addition, bentonite not only ensures favorable green ball properties but also serves to improve the subsequent preheating and roasting processes to achieve higher strengths [9,10,11]. However, a remarkable disadvantage for bentonite that is widely known is that its high firing residue rate inevitably degrades the final pellet products, which negatively impacts the productivity and energy consumption indexes in the subsequent blast furnace process. This is as Kawatra et al. [12] said, that an ideal binder not only has the advantage of small dosage, but also contains minimal undesirable impurities such as sulfur, phosphorus and silicon, which can replace bentonite binder well. Therefore, many efforts have been made to search for alternative binders with less residue after firing.
Since organic binders mainly contain carbon-based polymeric compounds that tend to burn into emission during the firing process, the iron content in finished pellets can be favorably maintained with little residual contaminant [9,13]. Common organic binders involved in studies on alternative bentonite binder mainly include modified starch, carboxymethyl cellulose (CMC), sodium lignosulfonate and humic substance [9,14]. Moraes et al. [15] studied the effectiveness of organic binder based on the carboxymethyl cellulose (CMC) structure and found that particle–binder interaction is connected to the characteristics of iron ore, depending on the number of -OH groups present in the surface of iron ores. Zhang et al. [16] investigated the thermal behavior of specularite pellets with modified humic substance (MHA) binder, including roasting behavior and consolidation mechanism, at different oxygen atmospheres, in which an acceptable consolidation effect was achieved even for pellets of the generally known refractory iron ore–specularite under adequate oxidizing conditions. Bai et al. [17] further investigated the preparation of oxidation pellets of specularite concentrates using MHA organic binders and concluded that, when the dosage of MHA binder was 1%, qualified green balls could be obtained and the compressive strength of the roasted pellets reached 2747 N/P (Newton/pellets) under the optimal preheating and roasting parameters, which acceptably met with the requirement for blast furnace ironmaking. Meanwhile, it is noteworthy that the strength of oxidation pellets using MHA binders was somewhat lower than that of bentonite pellets in the same conditions and a little more preheating time was needed to attain comparable strength.
It seems reasonable that the firing behavior is a limitation for pellets with organic binders because organic binders burn into emission, so their binding effects diminish or even vanish during the preheating process. Furthermore, the emission of organic binders inevitably leaves interspaces among particles in pellets, which makes it more difficult for the particles to connect, so more preheating time is needed [9,12,18,19]. Additionally, few gangue species remained in pellets, which is useful for maintaining the iron grade in pellets, but may result in poor effects of gangue components, mainly SiO2, on the interfusion among particles which is known as a positive effect for bentonite as a pellet binder [20,21,22]. Therefore, since the benefit of little residue is introduced to keep the iron grades in pellets that have been achieved with efforts in the former ore dressing process, the influence of organic binders on pellet firing is worthy of being studied and described by searching for effective techniques. However, the consideration on whether there are other reasons besides the previously mentioned one for the influence of organic binders on pellet firing calls for more detailed studies. Some have indicated that the emission from organic binders may interfere with the oxidation of pellets when studying the thermal behavior of organic binders [16], but there are few reports on their detailed influence on the pellet oxidizing process in terms of the evolution of oxidation rate during the firing process, especially the preheating process.
In this paper, a vanadium titanomagnetite is introduced in experiments with consideration of its refractoriness on oxidation and the study was focused on the oxidization evolution of pellets with humic substance-based binder during the preheating process by examining the change in FeO with preheating time. On this basis, the transformations of phase and microstructure are analyzed by X-ray diffraction (XRD) and scanning electron microscopy and energy dispersive spectroscopy (SEM-EDS) for further insight on oxidation and consolidation mechanisms in pellets with organic binders.
2. Experimental
2.1. Materials
2.1.1. Ore Materials
A vanadium titanomagnetite concentrate was taken from Panzhihua city in western China for this study. The sample was characterized using chemical composition analysis, X-ray diffraction (XRD) and laser diffraction particle size analysis. The results are given in Table 1 and Figure 1 and Figure 2, respectively. In addition, the chemical composition of bentonite is also demonstrated in Table 2.
As shown in Table 1, the components of the VTM concentrate were 54.47% TFe, 28.57% FeO, 7.84% TiO2, 0.43% V2O5, 3.09% Al2O3, 4.48% SiO2 and 0.43% MgO. The bentonite used as a conventional binder consists of 64.01 wt% SiO2, 13.47 wt% Al2O3, 0.85% Na2O and 2.26% CaO. In addition, combined with the X-ray diffraction analysis and the laser diffraction particle size analysis, it can be seen that the particle size of the sample was fine (D50 = 18.698 um), which more easily formed pellets, and the sample contains mainly minerals of hematite, magnetite, titanomagnetite and ilmenite.
2.1.2. Humic Substance-Based Binder
The humic substance-based binder used in this study was extracted from lignite in Zunyi, China. Specifically, sodium hydroxide solution was stirred and mixed with lignite, and the extraction experiments were carried out under a suitable liquid–solid ratio, extraction time and extraction temperature. Its proximate analysis results and ash chemical composition are shown in Table 2.
It can be seen from Table 2 that the ash content of the humic substance-based binder was 39.77 wt%, indicating that had fewer residues than bentonite in pellets. The main components of the binder ash were SiO2, Al2O3 and Na2O, which were 57.23 wt%, 23.46 wt% and 6.53 wt% of the binder ash, respectively, showing similar composition to bentonite except for the higher Na2O that was introduced for the extraction of humic substance.
As is well known, the thermal behavior of additives such as binder is of great significance in recognizing its performance in the high-temperature roasting of pellets as well as its influence on pellet properties [23]. Therefore, it was necessary to investigate the thermal behavior of the humic substance-based binder. The thermogravimetric and differential scanning calorimetry (TG-DSC) curves of the humic substance-based binder are presented in Figure 3.
From Figure 3, there were three distinct mass loss stages during the roasting process in which the total weight loss of the binder was 60.47%. Correspondingly, two endothermic peaks and one exothermic peak appeared in the DSC curve. Firstly, an endothermic peak that appeared at 83.7 °C was ascribed to the dehydration process associated with a weight loss of 14.32 wt%. When the temperature was increased in the range of 200 to 700 °C, a rapid mass loss of 42.39% occurred corresponding to the distinct and sharp exothermic peak at 509.3 °C. This was due to the thermal decomposition and pyrolysis of the organic constituents. Furthermore, a mass loss peak at 1079.8 °C, representing a mass loss of 3.73%, was attributed to condensation polymerization. The residual quantity of the binder was approximately 39.53 wt.% by weight, being in good accordance with the Aad content presented in Table 2.
Figure 4 shows the Fourier transform infrared (FTIR) spectra of the humic substance-based binder. The peak at 3421.13 cm−1 was attributed to the stretching vibration of –OH associated with hydrogen bonding, and the peak at 1585.16 cm−1 was attributed to the vibration of C=C bonds in aromatic rings. The stretching vibrations of –OHph or C–H in aliphatic hydrocarbons resulted in a peak at 1385.64 cm−1. In addition, a peak at 1034.61 cm−1 representing the stretching vibration of Si–O was also detected. Based on these results, it was determined that the organic compounds in the binder were mainly carboxyl groups, hydroxyl groups, aromatic rings and aliphatic hydrocarbons.
2.2. Methods and Equipment
2.2.1. Preparation of Green Balls
Before starting the experiments, the VTM concentrate was ground to 84.95 wt% of minus 74 μm to improve its balling property. Meanwhile, the moisture content of VTM concentrate was adjusted to 7.0~7.5 wt%. During the balling experiments, a certain amount of humic substance-based binder (0.6%) was added to the moist VTM concentrate followed by blending into a mixture [18,24]. The mixture was then successively added to a disc pelletizer (diameter 1000 mm, inclination angle 45°, rotational speed 25 rpm, Zhongyuan Machinery Equipment Co., Ltd., Zhengzhou, Henan, China,) along with a spray of water to prepare green balls until the diameter of green balls reached 10~16 mm. The green balls from each batch were randomly taken to test their compressive strength, drop strength and shock temperature. The same qualified green balls were used for the subsequent preheating and roasting tests. In particularly, these qualified green balls have a drop strength > 5.0 times/0.5 m, a compressive strength > 16 N/P and a burst temperature > 400 °C under suitable pelletizing parameters.
2.2.2. Preheating and Roasting Tests
Batch-scale preheating and roasting experiments were carried out in a laboratory batch horizontal electrically heated tube furnace (GSL-1400X, Hefei Kejing Co., Ltd., Hefei, Anhui, China,) in which two heating zones were separately set for preheating and roasting tests in sequence, as presented in Figure 5. During the experiments, the firing system was heated to a predetermined temperature value for both zones, and the qualified dried balls of 10~16 mm were put into a corundum crucible and slowly pushed into the preheating zone according to a certain increasing temperature value to preheat for a given time and then into the roasting zone. After roasting for a given time, the roasted pellets were pulled out from the furnace and cooled to room temperature in air for strength tests and chemical analysis. Meanwhile, the preheating tests were parallelly conducted for evaluation of the preheated pellets by directly pulling out the corundum crucible after the preheating process. The compression strengths of the preheated and roasted pellets were measured by a universal material experimental machine (ZNLBS-I-1KG, Lian Instrument Equipment Co., Ltd., Jinan, Shandong, China). The compressive strength of the tested pellets was evaluated in terms of the average value of all the pellets in each test [16,25].
2.2.3. Phase and Microstructure Analysis
An X-ray diffraction (XRD) analyzer (Bruker D8 advance, Seqi Technology Co., Ltd., Beijing, China) was used to analyze the phase compositions of the pellets under the set conditions. Its working parameters were Cu Kα target radiation, nickel filter, solid detector, scanning rate of 10° min−1 from 10° to 80° and tube voltage and current of 40 kV and 40 mA, respectively. The X’pert high-score plus was used for XRD data analysis. Scanning electron microscopy and energy dispersive spectroscopy (SEM-EDS) were employed to detect the microstructure and composition of microscopic regions of pellets (TESCAN MIRA3 LMH, Keshida Electronic Technology Co., Ltd., Shenzhen, Guangdong, China). Its main operating parameters were as follows: (1) resolution: 1.0 nm/30 kV, 3.5 nm/1 kV; (2) acceleration voltage: 20 V~30 kV; and (3) magnification: 2~1 million times.
3. Results and Discussion
3.1. Firing Conditions of Pellets with Humic Substance-Based Binder
3.1.1. Effects of Preheating Conditions
The effects of preheating conditions on the compressive strengths of fired pellets with humic substance-based binder (HB) were studied in contrast to those with bentonite binder under the conditions of roasting temperature of 1250 °C, roasting time of 12 min for HB pellets and roasting time of 10 min for bentonite pellets, HB dosage of 0.6 wt% and bentonite binder dosage of 0.8%. The results are expressed in Figure 6 and Figure 7, respectively.
Figure 6 demonstrates that increasing the preheating temperature in the range of 860~950 °C was beneficial to improving the compressive strengths of the fired pellets (preheated pellets and roasted pellets) for both binders. It is also noticed that the preheating effectiveness determined not only the strength of preheated pellets but also roasted pellets. Furthermore, the strengths of fired pellets of HB are distinctly lower than that of bentonite so a higher preheating temperature was needed for pellets of HB to acquire acceptable roasted pellet strength. In terms of fired pellets with HB, when the temperature increased to 920 °C and 950 °C, the compressive strength of preheated pellets increased to 380 N/P and 432 N/P and that of roasted pellets increased to 1956 N/P and 2042 N/P, respectively. However, for fired pellets with bentonite, the strengths of preheated pellets and roasted pellets reached 418 N/P and 2086 N/P, respectively, only when the temperature was 890 °C Therefore, for humic substance-based binder, the heating temperature should be as high as 950 °C to acquire roasted pellet strength of >2000 N/P, which was reached at only 890 °C for pellets with bentonite even in a shorter (by 4 min) preheating time and a shorter (by 2 min) roast time.
Figure 7 illustrates that the increase in preheating time acted as another effective way to raise the compressive strengths of fired pellets. For the fired pellets with HB, when the preheating time increased from 10 to 14 min, the compressive strengths of the preheated pellets and roasted pellets were raised from 302 N/P and 1736 N/P to 380 N/P (<400 N/P) and 1956 N/P (<2000 N/P), respectively. Notably, only when the time was further increased to 16 min did the strengths of preheated pellets and roasted pellets reach 446 N/P and 2256 N/P, being acceptable for industrial requirements of >400 N/P for grate-rotary kiln pellet production technology and >2000 N/P for the involved blast furnaces, respectively. Meanwhile, the roasted pellet strength for bentonite reached a relevant value of 2292 N/P at only 10 min of preheating time, indicating that pellets with HB need a preheating time of 6 min longer than bentonite pellets. In addition, for pellets with HB, the strength of roasted pellets preheated at 920 °C for 16 min was manifestly higher by 214 N/P than those preheated at 950 °C for 14 min, which means that based on preheating at 920 °C for 14 min, a longer preheating time of 16 min (in Figure 7) might be more effective than a higher preheating temperature of 950 °C (in Figure 6) for the strength of roasted pellets with HB.
Generally, the distinct character of fired pellet strengths is dominantly attributed to the difference in preheating effect between the binders. Furthermore, it is inferred that the usage of organic HB essentially causes some novel preheating behaviors in pellets that differ from conventional bentonite pellets to a considerable extent. Notably, from Figure 7, although the strength of preheated pellets with HB preheated at 920 °C for 16 min (446 N/P) was a little more than those with bentonite preheated at 920 °C for 12 min (407 N/P) and 14 min (433 N/P), the roasted pellet strength (2256 N/P) was markedly less than the latter two (2423 N/P and 2647 N/P). This means that the effect of preheating on the strength of roasted pellets with HB may be related to something else in preheating behavior than preheated pellet strength itself. Therefore, the preheating behavior of pellets with HB is highly worthy of further studies.
3.1.2. Effects of Roasting Conditions
The effects of roasting conditions on the compressive strengths of roasted pellets with humic substance-based binder (HB) were studied in contrast to those with bentonite binder under the conditions of preheating temperature of 920 °C, preheating time of 16 min for HB roasted pellets and 10 min for bentonite roasted pellets, HB dosage of 0.6 wt% and bentonite dosage of 0.8%. The results are expressed in Figure 8.
Figure 8a shows that with the increase in roasting temperature, the compressive strength of the roasted pellets with the binders reached an extreme point at 1250 °C, above which the strengths decreased slightly. In contrast to bentonite pellets whose strength rose to >2000 N/P at 1220 °C, HB pellets needed a higher roasting temperature of 1250 °C to gain strengths above 2000 N/P. As far as the roasting time was concerned, as illustrated in Figure 8b, the compressive strength of the roasted pellets with the binders was significantly increased with the roasting time being prolonged in the range of 8~12 min and the increasing magnitude became lower. Accordingly, HB pellets needed 12 min of roasting time to obtain strengths above 2000 N/P while bentonite pellets needed 8 min, showing a disparity of 4 min, which probably implies that the interspaces left by the emission of organic species made interparticle diffusion more difficult and it needed more time to occur.
3.1.3. Effect of Humic Substance-Based Binder Dosage
Since the usage of humic substance-based binder (HB) affected the firing parameters and the compressive strengths of the fired pellets, it is necessary to evaluate the effect of its dosage on the strength of fired pellets as well as green balls. Therefore, the effect of HB dosage on the compressive strengths of fired pellets was further investigated (preheating parameters of 920 °C and 16 min, roasting parameters of 1250 °C and 12 min). The result is shown in Figure 9.
Figure 9 shows that with the increase in dosage of humic substance-based binder (HB), the compressive strengths of fired pellets showed a trend of gradually decreasing. When the amount of HB increased from 0.4% to 0.6%, the compressive strengths of fired pellets decreased slightly from 462 N/P and 2336 N/P to 446 N/P and 2283 N/P, which met the requirement for industrial production. However, when the binder dosage was further increased to 0.8%, the compressive strength of fired pellets sharply decreased, and the strengths of fired pellets were 386 N/P and 1966 N/P, respectively. This may be because when the amount of HB was excessive (>0.6%), there were interspaces left by the emission of organic species, and it was difficult to restore the connections of particles by increasing firing temperature and firing time.
3.2. Oxidation Behaviors of Pellets with HB during Preheating Process
As is well known, humic substance-based binder contains flammable hydrocarbons, which were mainly thermally decomposed during the preheating process. Additionally, the emission of organic species has an important influence on the oxidation of HB preheated pellets, and the firing behavior of HB pellets occurs simultaneously with the oxidation of iron in the pellets. Therefore, the oxidation behaviors of HB pellets were systematically studied during the preheating process by examining the variation in oxidation degree, phase composition and microstructure of HB pellets.
3.2.1. Oxidation Degree of Pellets at Different Preheating Times
In this section, the oxidation degree of preheated pellets is investigated in detail in the preheating process in terms of the decrease in FeO content with preheating time. The result is shown in Figure 10 under a preheating temperature of 920 °C and the suitable dosage of the binders is 0.6% HB and 0.8% bentonite.
From Figure 10, in the case of pellets with bentonite, the FeO content gradually decreased in a relatively smooth trend with an increase in preheating time. In contrast, the FeO decreasing process in HB pellets experienced a remarkable small hysteresis platform, or even a rather slight increase. In the period of 1~2 min, the FeO content decreased in the first minute to 17.10% and then slightly increased to 17.33% in the second minute before going on to decrease in a similar relatively smooth line. This is because at the beginning of the oxidation reaction (920 °C), the organic species of HB were rapidly decomposed by pyrolysis to produce reducing gases, which led to the reduction of iron oxides (Fe2O3 and Fe3O4) resulting in a slightly increase in the content of FeO. When the preheating time was between 2 and 14 min, the oxidation effect was stronger than the reduction effect, making the content of FeO gradually decrease. Even so, it was still higher than the content of FeO in bentonite preheated pellets.
Notably, this oxidation hysteresis did not disappear until 14 min. Further extending the preheating time to 16 min, the contents of FeO in preheated pellets with HB were lower than in the bentonite pellets. This is due to the fact that preheated pellets with HB not only occurred with oxidation hysteresis but the internal porosity of the HB pellets also increased. Meanwhile, this type of pore structure is beneficial to improving the diffusion rate of O2, which makes the pellets have better heat and mass transfer. Consequently, the oxidation rate of HB pellets was higher than that of bentonite pellets in the middle and late stages of the preheating process. On the other hand, the strength of HB pellets with a preheating time of 16 min was equivalent to that of bentonite pellets with a preheating time of 10 min. However, the content of FeO was clearly different between the preheated pellets (Figure 10), resulting in a higher oxidation degree being required to compensate for the effect of the oxidation hysteresis of the HB pellets. Therefore, the preheating time of HB pellets was increased to 16 min to achieve the same consolidation strength as that of bentonite pellets.
3.2.2. Phase Compositions of Preheated Pellets at Different Preheating Times
As mentioned in the previous section, along with the variation in FeO content of preheated pellets with the binders, the phase composition of preheated pellets changed. Hence, X-ray diffraction (XRD) analysis was carried out on pellets with the binders at different preheating times (preheating temperature 920 °C). The results are shown in Figure 11.
Figure 11a shows that with increasing preheating time, the magnetite phase gradually transformed into the hematite phase, resulting in the continuous enhancing of the diffraction peaks of hematite. Meanwhile, the diffraction peaks of ilmenite and titanomagnetite were weakened slightly when the preheating time increased from 0 to 10 min. In contrast to 16 min, the number of magnetite diffraction peaks was still large, indicating that the oxidation degree of HB pellets was still relatively low at 10 min. When further prolonged to 16 min, magnetite was oxidized continuously to hematite, resulting in the diffraction peaks of magnetite disappearing completely at certain positions, indicating that the oxidation degree of HB pellets was at a high level at this time. Therefore, the above phenomenon demonstrated that only if the preheating time reached 16 min could the magnetite in the preheated pellets with HB be fully oxidized to hematite, resulting in a high level of oxidation degree in the HB pellets.
Similarly, Figure 11b illustrates that when the preheating time was increased from 0 to 10 min, the number of magnetite diffraction peaks constantly decreased, and the main phases of the preheated pellets with bentonite were hematite, magnetite, ilmentite and titanomagnetite. In contrast to HB pellets, the magnetite in the bentonite pellets was mostly oxidized to hematite when the preheating time was only 10 min. In addition, when the preheating time was 10 min, the oxidation degree of bentonite pellets was higher than that of the HB (Figure 11a), due to the disappearing diffraction peaks of magnetite in bentonite pellets at certain positions (Figure 11b). Extending the preheating time to 16 min, the iron phase of bentonite pellets was consistent with that of HB, indicating that the oxidation degree was also similar for preheated pellets with both binder. Notably, bentonite pellets can be obtained with good consolidation at only 10 min, due to the oxidation hysteresis not occurring during the firing process.
3.2.3. Microstructure of Preheated Pellets at Different Preheating Times
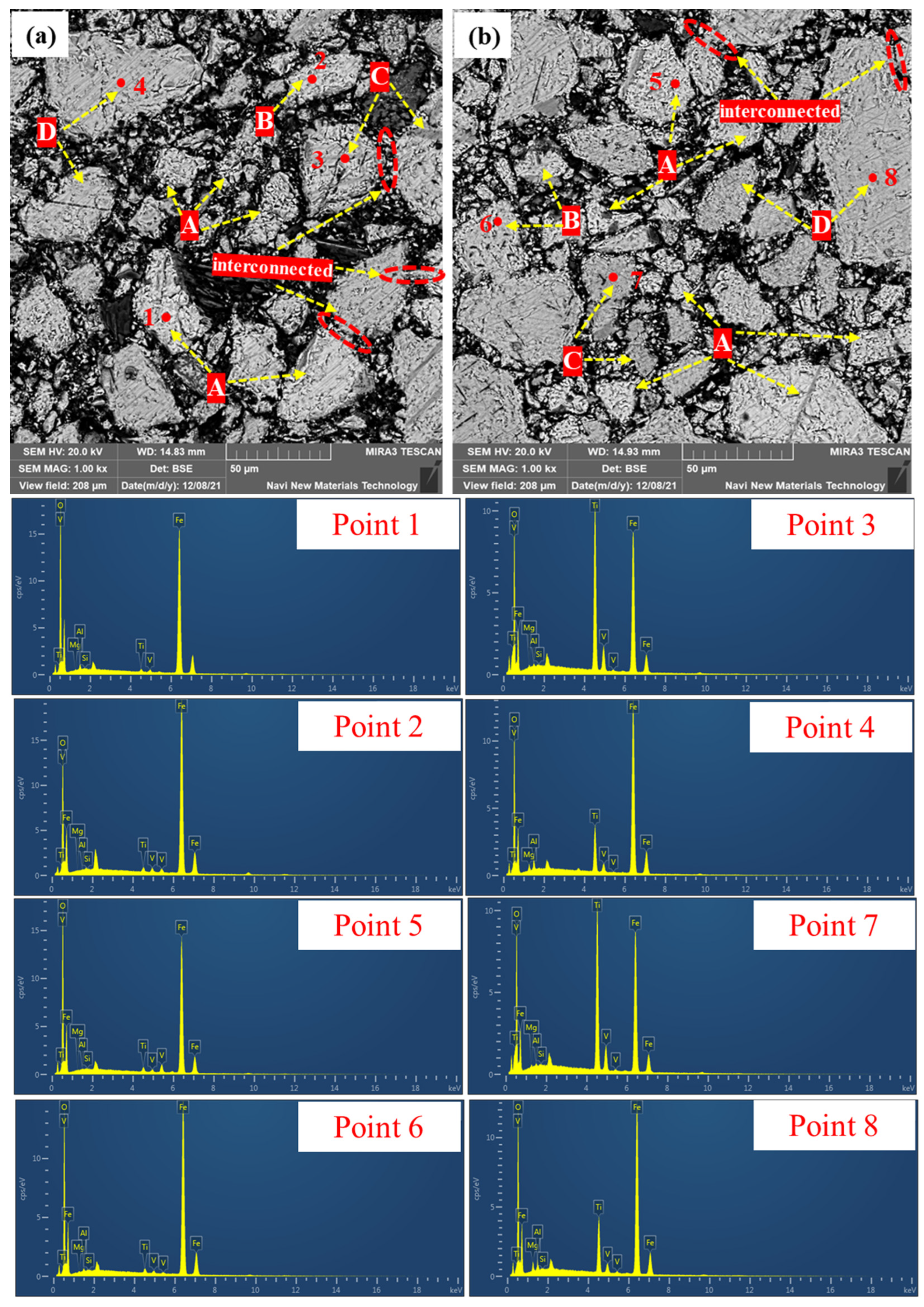
The preheated pellets with the binders were analyzed by scanning electron microscopy and energy dispersive spectroscopy (SEM–EDS) under different preheating times (preheating temperature 920 °C). The results are presented in Figure 12 and Figure 13.
As mentioned before, with the extension of preheating time, magnetite was gradually oxidized to hematite, which makes the oxidation degree of HB preheated pellets increase continuously. Figure 12 shows that the internal morphology and microregional composition of the HB preheated pellets at preheating times of 10 and 16 min were different. When the preheating time was 10 min (Figure 12a), magnetite was uniformly distributed inside the preheated pellets and closely symbiotic with titanomagnetite and ilmenite. Meanwhile, the reducing gases (CO, H2) generated by the thermal decomposition of HB hindered the oxidation reaction, resulting in a relatively low oxidation degree at this moment. Additionally, the emission of organic binders inevitably left interspaces among particles in preheated pellets, which made it more difficult for the particles to connect, so a longer preheating time is needed to compensate for this oxidation hysteresis in order to achieve a good consolidation effect. Therefore, when preheating time was 16 min, a large amount of hematite existed in the preheated pellets, indicating that the oxidation degree of HB pellets reached the requirement, obtaining fired pellets of qualified strength (Figure 12b). Additionally, the distribution position and content of ilmenite and titanomagnetite in the HB preheated pellets remained almost unchanged, which were always close and symbiotic. It was noteworthy that the gaps between the newly generated Fe2O3 crystal grains were gradually shortened, and the crystal particles began to interconnect and aggregate. Additionally, these newly generated Fe2O3 crystal grains were highly reactive and well recrystallized, which was conducive to improving the consolidation strength of HB pellets [26]. Therefore, the HB pellets can reach a higher oxidation degree only when the preheating time is 16 min, obtaining acceptable consolidation effects.
Figure 13 illustrates the microstructure and microregional composition of the preheated pellets with bentonite at preheating times of 10 and 16 min. In contrast to the HB preheated pellets, the magnetite in the bentonite preheated pellets was mostly oxidized to hematite when the preheating time was 10 min. Meanwhile, at this moment, the newly generated Fe2O3 was recrystallized, which made the crystal particles grow and interconnect. In addition, when the preheating time was continuously extended to 16 min, there were no obvious variations in the microscopic morphology or mineral composition inside the bentonite preheated pellets. Therefore, according to the above analysis, a good consolidation effect of bentonite preheated pellets can be achieved with only 10 min of preheating, since no oxidation hysteresis occurred in the preheating process. In conclusion, the above analysis was consistent with the variation in oxidation degree and the transformation of the iron-containing phases in the pellets with the binders at different preheating times (Figure 9, Figure 10 and Figure 11).
4. Conclusions
The preheating behaviors of iron pellets with humic substance-based binder were analyzed in this study. The major conclusions are summarized as follows:
(1) In contrast to bentonite pellets, the effect of humic substance-based binder on the compressive strength of pellets is dominated by the preheating behavior of HB pellets. Since the emission of organic species hindered the oxidation of pellets, it is necessary to increase the preheating temperature or preheating time to restore the interparticle connections to obtain good consolidation effects. Notably, it is more effective to prolong the preheating time than to increase the preheating temperature to obtain qualified compressive strength which can meet the requirement of iron making.
(2) The oxidation degree of preheated pellets with HB indicated that with increased preheating time, the FeO decreasing process in HB pellets experienced a remarkable small hysteresis platform, or even a slight increase. This is because the organic species of HB were rapidly decomposed by pyrolysis to produce reducing gases, which promotes the reduction of iron oxides and causes oxidation hysteresis of HB pellets during the preheating process. Therefore, the HB pellets can reach a higher oxidation degree only when the preheating time is 16 min, obtaining acceptable consolidation effects.
(3) The phase composition analysis of pellets with the binders under different preheating times showed that when increasing preheating time, the magnetite phase gradually transformed into the hematite phase. In contrast to bentonite pellets, in order to enable the full oxidation of magnetite to hematite, resulting in a high level of oxidation degree of HB pellets, the preheating time is required to be 16 min. Simultaneously, the SEM–EDS analysis showed that the emission of organic binders inevitably left interspaces among particles in HB preheated pellets, which made it more difficult for the particles to connect. Therefore, it is necessary to extend the preheating time to 16 min to compensate for the oxidation hysteresis of HB pellets in order to achieve a good consolidation effect.
Author Contributions
F.M., Y.Y. and Q.Z. conceived and designed the experiments; F.M. and Y.O. performed the experiments; Y.Y. and F.M. analyzed the data; T.J., Q.L. and K.L. contributed reagents, materials and analysis tools; F.M. and Y.O. wrote the paper; Y.Y. reviewed it before submission. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Key Research & Development Program of China (No. 2020YFC1909805), the Hunan Provincial Key Research and Development Program (No. 2022NK2057), the Hunan Provincial Natural Science Foundation of China (No. 2021JJ40776).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that supports the findings of this study are available within the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sui, Y.; Guo, Y.; Jiang, T.; Qiu, G.-Z. Separation and recovery of iron and titanium from oxidized vanadium titano-magnetite by gas-based reduction roasting and magnetic separation. J. Mater. Res. Technol. 2019, 8, 3036–3043. [Google Scholar] [CrossRef]
- Wang, S.; Guo, Y.; Jiang, T.; Yang, L.; Chen, F.; Zheng, F.; Xie, X.; Tang, M. Reduction Behaviors of Iron, Vanadium and Titanium Oxides in Smelting of Vanadium Titanomagnetite Metallized Pellets. JOM 2017, 69, 1646–1653. [Google Scholar] [CrossRef]
- Sui, Y.L.; Guo, Y.F.; Jiang, T.; Xie, X.L.; Wang, S.; Zheng, F.Q. Gas-based reduction of vanadium titano-magnetite concentrate: Behavior and mechanisms. Int. J. Miner. Metall. Mater. 2017, 24, 10–17. [Google Scholar] [CrossRef]
- Yu, J.; Hu, N.; Xiao, H.; Gao, P.; Sun, Y. Reduction behaviors of vanadium-titanium magnetite with H2 via a fluidized bed. Powder Technol. 2021, 385, 83–91. [Google Scholar] [CrossRef]
- Tan, P.; Hui-Ping, H.U.; Zhang, L. Effects of mechanical activation and oxidation-reduction on hydrochloric acid leaching of Panxi ilmenite concentration. Trans. Nonferrous Met. Soc. China 2011, 21, 1414–1421. [Google Scholar] [CrossRef]
- Xing, Z.; Cheng, G.; Gao, Z.; Yang, H.; Xue, X. Optimization of experimental conditions on preparation of oxidized pellets with New Zealand sea sand ore. Metall. Res. Technol. 2020, 117, 411. [Google Scholar] [CrossRef]
- Qiu, G.; Jiang, T.; Li, H.; Wang, D. Functions and molecular structure of organic binders for iron ore pelletization. Colloids Surf. A Physicochem. Eng. Asp. 2003, 224, 11–22. [Google Scholar] [CrossRef]
- Moraes, S.; Kawatra, S.K. Laboratory study of an organic binder for pelletization of a magnetite concentrate. Min. Met. Explor. 2010, 27, 148–153. [Google Scholar] [CrossRef]
- Srivastava, U.; Kawatra, K.; Eisele, T.C. Study of Organic and Inorganic Binders on Strength of Iron Oxide Pellets. Metall. Mater. Trans. B 2013, 44, 1000–1009. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Shalabi, M.E.H.; El-Hussiny, N.A.; Khedr, M.H.; Mostafa, F. The role of normal and activated bentonite on the pelletization of barite iron ore concentrate and the quality of pellets. Powder Technol. 2003, 130, 277–282. [Google Scholar] [CrossRef]
- Sivrikaya, O.; Arol, A.I.; Eisele, T.; Kawatra, S.K. The Effect of Calcined Colemanite Addition on the Mechanical Strength of Magnetite Pellets Produced with Organic Binders. Miner. Process. Extr. Metall. Rev. 2013, 34, 210–222. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Claremboux, V. Iron Ore Pelletization: Part I. Fundamentals. Miner. Process. Extr. Metall. Rev. 2021, 1–16. Available online: https://www.tandfonline.com/doi/abs/10.1080/08827508.2021.1897586 (accessed on 1 February 2022).
- Zhou, Y.L.; Kawatra, S.K. Humic Substance-based Binder In Iron Ore Pelletization: A Review. Miner. Process. Extr. Metall. Rev. 2017, 38, 321–337. [Google Scholar] [CrossRef]
- Tao, J.; Han, G.; Zhang, Y.; Li, G.; Huang, Y. A further study on the interaction between one of organic active fractions of the MHA binder and iron ore surface. Int. J. Miner. Process. 2011, 100, 172–178. [Google Scholar]
- Moraes, S.L.; de Lima, J.R.B.; Neto, J.B.F.; Fredericci, C.; Saccoccio, E.M. Binding Mechanism in Green Iron Ore Pellets with an Organic Binder. Miner. Process. Extr. Metall. Rev. 2020, 41, 247–254. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.; Liu, B.; Li, G.; Jiang, T. Roasting characteristics of specularite pellets with modified humic acid based (MHA) binder under different oxygen atmospheres. Powder Technol. 2014, 261, 279–287. [Google Scholar] [CrossRef]
- Bai, G.H.; Zhang, D.Y.; Zhang, Y.B.; Han, G.H.; Su, Z.J. Oxidized Pellet Preparation from Refractory Specularite Concentrates Using Modified Humic Acid (MHA) Binders. In Proceedings of the 2nd International Symposium on High-Temperature Metallurgical Processing, San Diego, CA, USA, 27 February–3 March 2011; pp. 299–305. [Google Scholar]
- Zhou, Y.; Kawatra, S.K. Pelletization Using Humic Substance-based Binder. Miner. Process. Extr. Metall. Rev. 2017, 38, 83–91. [Google Scholar] [CrossRef]
- Halt, J.A.; Kawatra, S.K. Review of organic binders for iron ore concentrate agglomeration. Miner. Metall. Process. 2014, 31, 73–94. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Claremboux, V. Iron Ore Pelletization: Part II. Inorganic Binders. Miner. Process. Extr. Metall. Rev. 2021, 1–20. Available online: https://www.tandfonline.com/doi/abs/10.1080/08827508.2021.1947269 (accessed on 1 February 2022).
- Kawatra, S.K.; Ripke, S.J. Laboratory studies for improving green ball strength in bentonite-bonded magnetite concentrate pellets. Int. J. Miner. Process. 2003, 72, 429–441. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Ripke, S.J. Developing and understanding the bentonite fiber bonding mechanism. Miner. Eng. 2001, 14, 647–659. [Google Scholar] [CrossRef]
- Qiu, G.; Jiang, T.; Fa, K.; Zhu, D.; Wang, D. Interfacial characterizations of iron ore concentrates affected by binders. Powder Technol. 2004, 139, 1–6. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, M.; Su, Z.; Wang, J.; Tu, Y.; Chen, X.; Cao, C.; Gu, F.; Liu, S.; Jiang, T. Interfacial reaction between humic acid and Ca-Montmorillonite: Application in the preparation of a novel pellet binder. Appl. Clay Sci. 2019, 180, 105177. [Google Scholar] [CrossRef]
- Jiang, T.; Zhang, Y.B.; Huang, Z.C.; Li, G.H.; Fan, X.H. Preheating and roasting characteristics of hematite-magnetite (H-M) concentrate pellets. Ironmak. Steelmak. 2008, 35, 21–26. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Zhang, Y.B.; Jiang, T.; Li, G.H.; Zhang, D.Y. Effects of MHA binder on roasting behaviors of oxidized pellets from specularite concentrate. In Proceedings of the 3rd International Symposium on High-Temperature Metallurgical Processing, Conference Proceeding, Hoboken, NJ, USA, 11–15 March 2012; pp. 507–514. [Google Scholar]
Figure 1.
XRD pattern of the vanadium titanomagnetite.
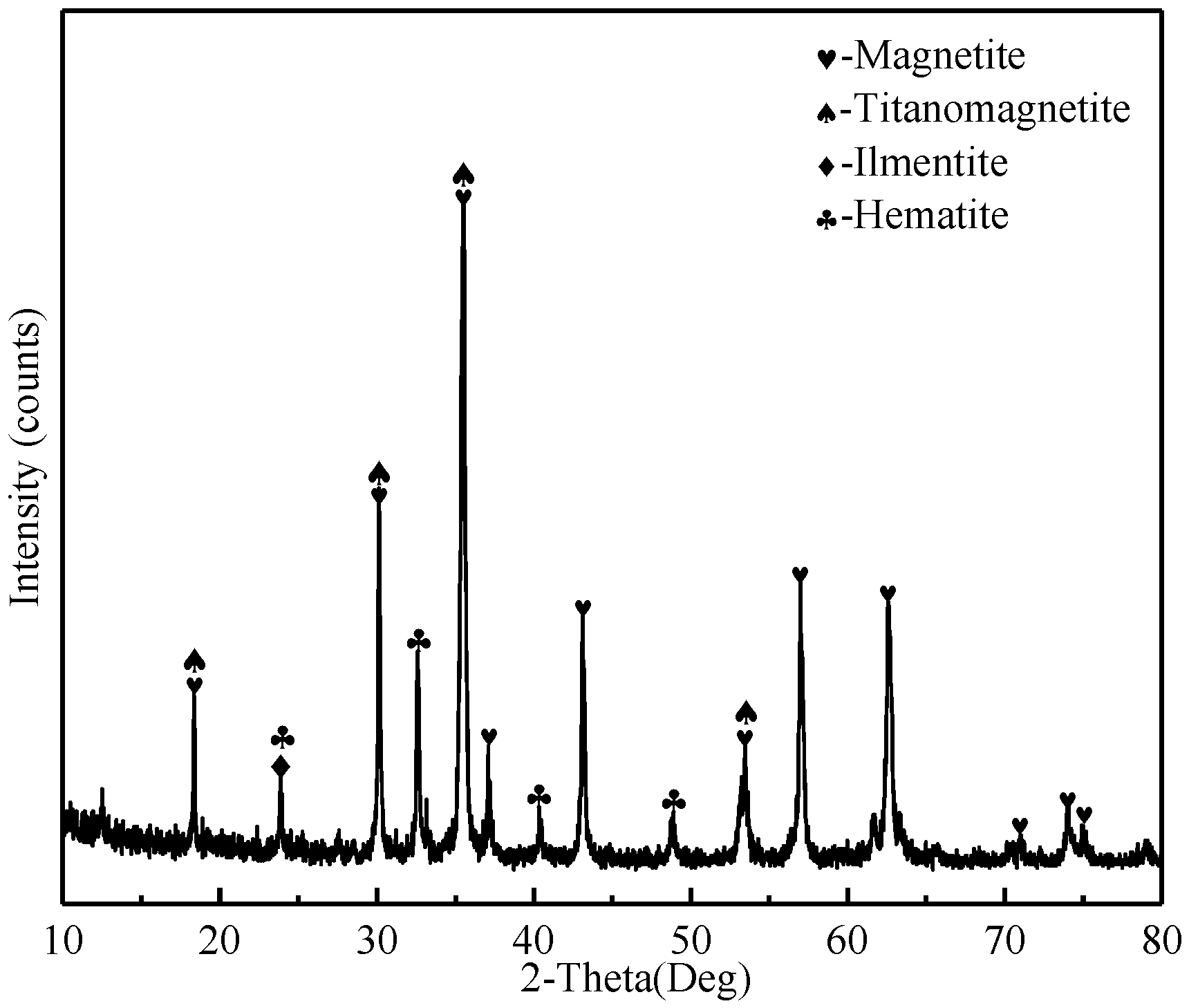
Figure 2.
The laser diffraction particle size analysis of the vanadium titanomagnetite.
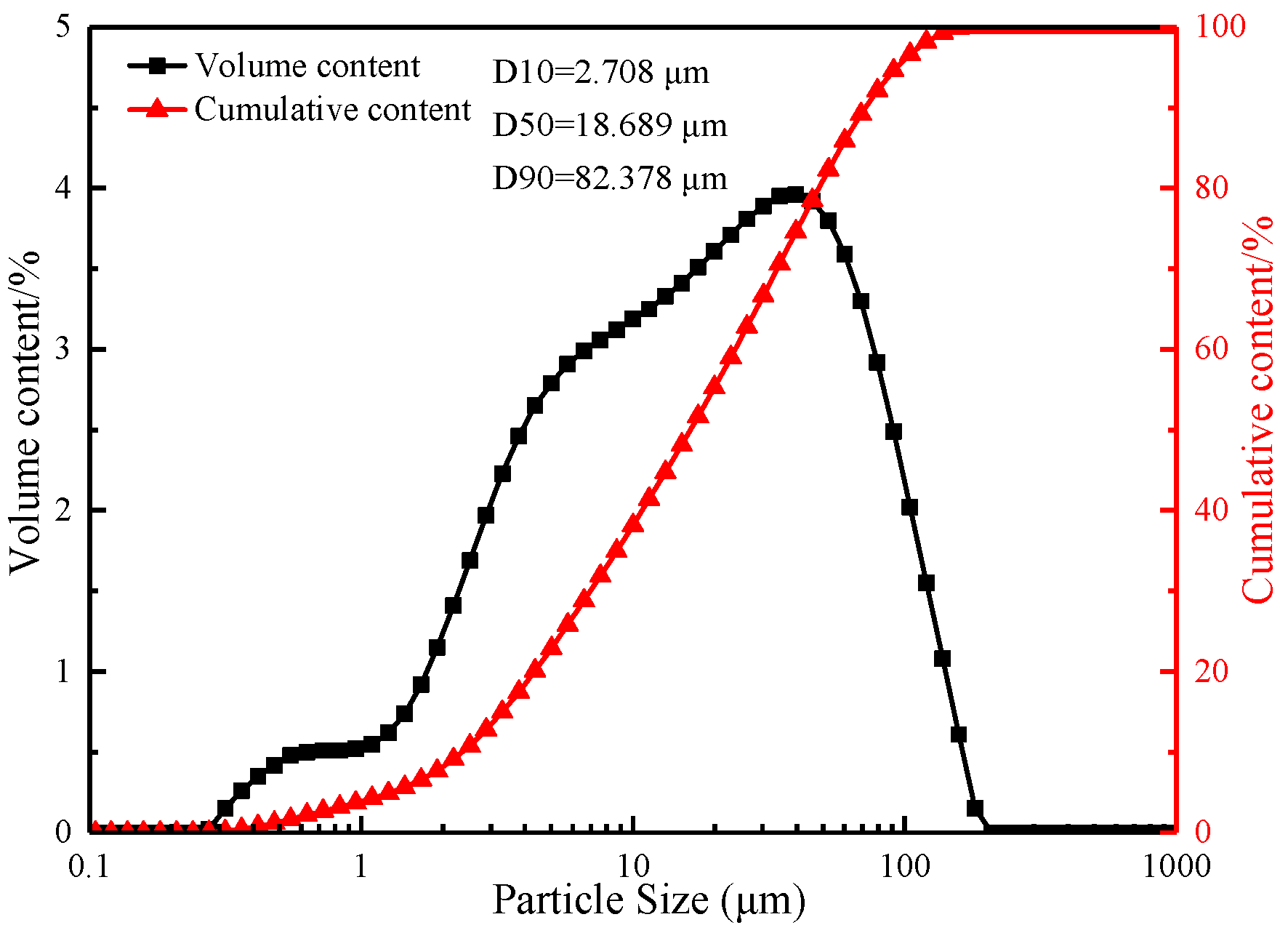
Figure 3.
TG-DSC curves of humic substance-based binder.
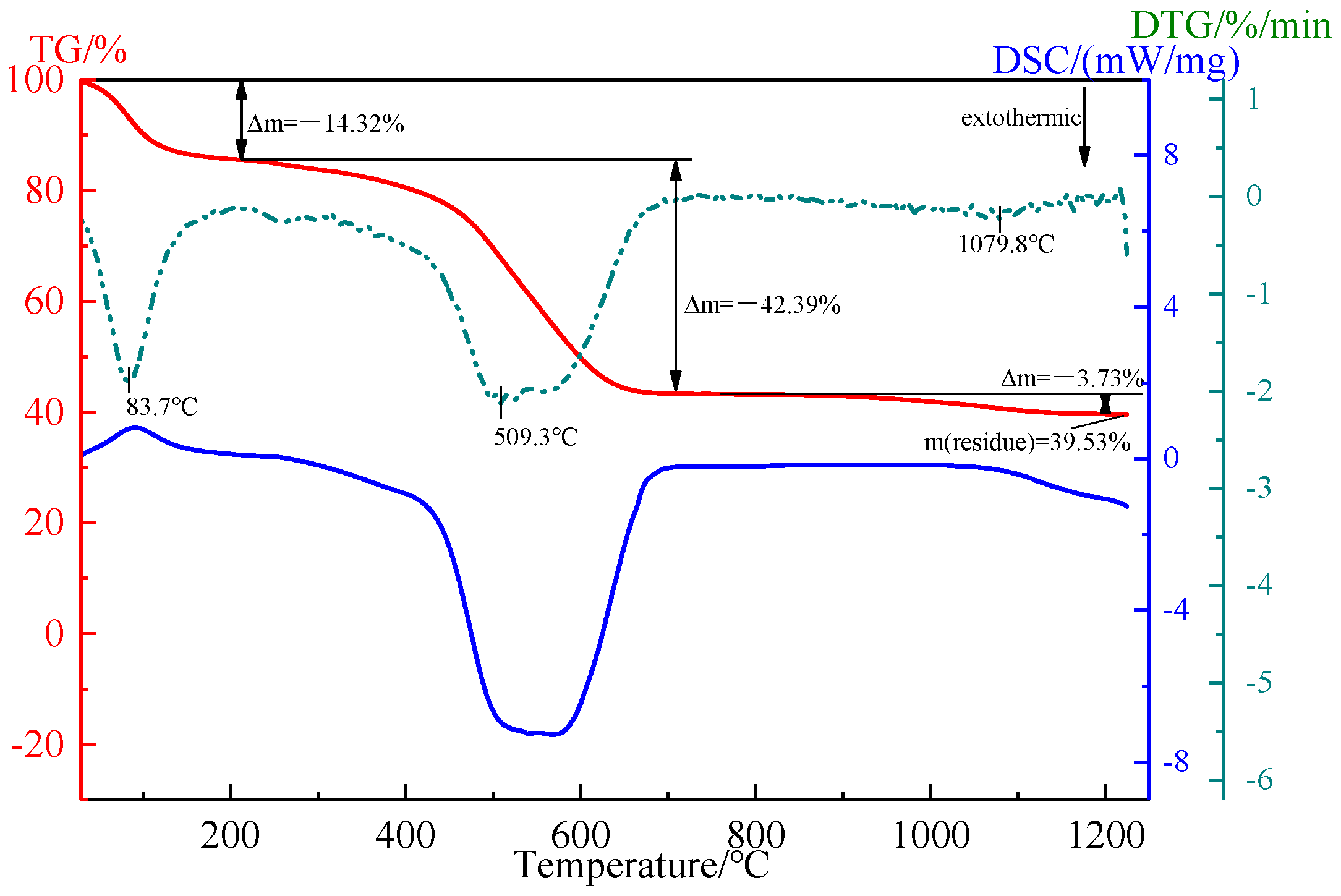
Figure 4.
FTIR curves of humic substance-based binder.
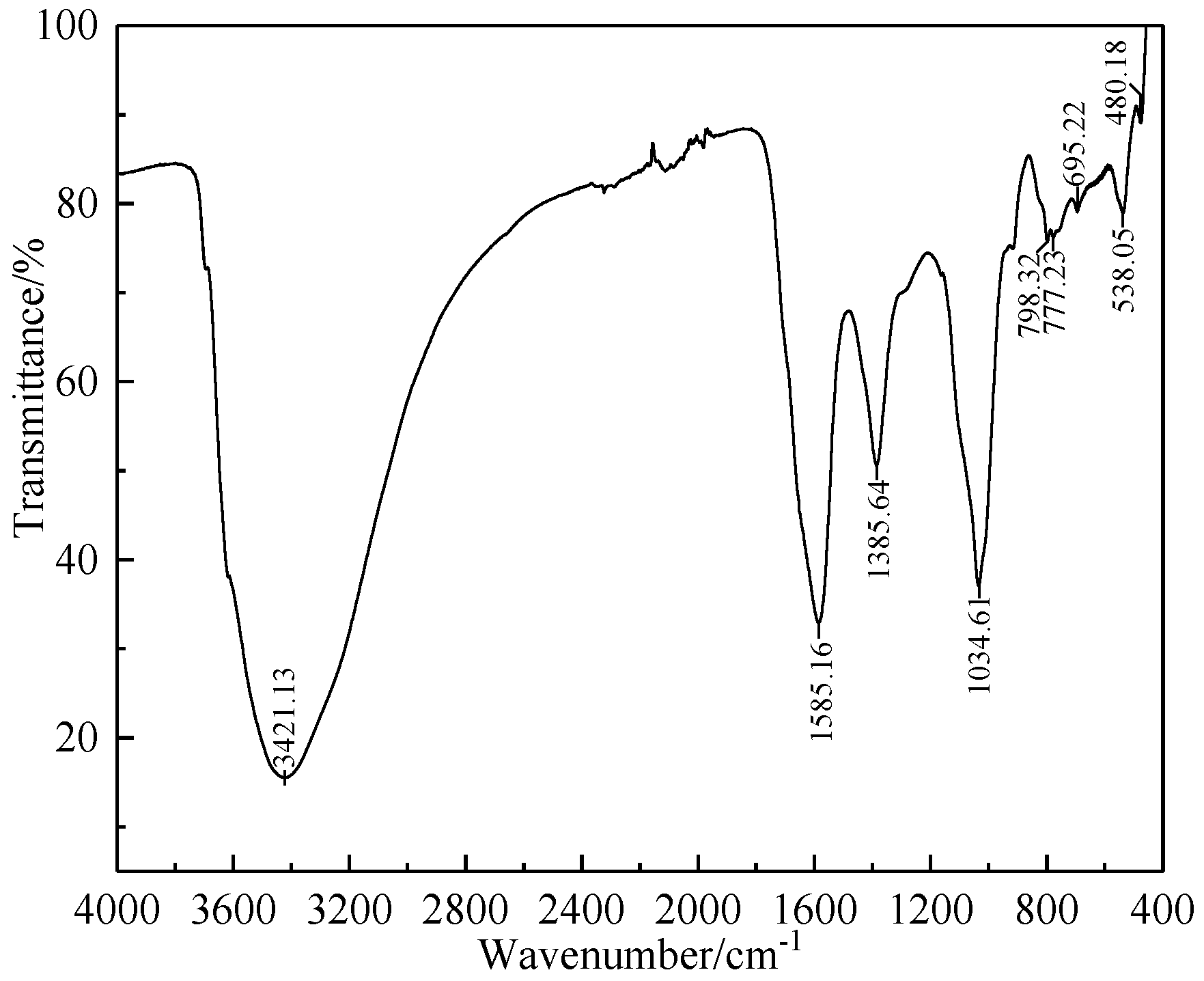
Figure 5.
Schematic diagram of preheating and roasting equipment.

Figure 6.
Effects of preheating temperature on the compressive strengths of pellets with binders, preheating time 14 min for humic substance-based binder (HB), preheating time 10 min for bentonite.
Figure 6.
Effects of preheating temperature on the compressive strengths of pellets with binders, preheating time 14 min for humic substance-based binder (HB), preheating time 10 min for bentonite.

Figure 7.
Effects of preheating time on the compressive strengths of pellets with binders, preheating temperature 920 °C for humic substance-based binder (HB) and bentonite.
Figure 7.
Effects of preheating time on the compressive strengths of pellets with binders, preheating temperature 920 °C for humic substance-based binder (HB) and bentonite.
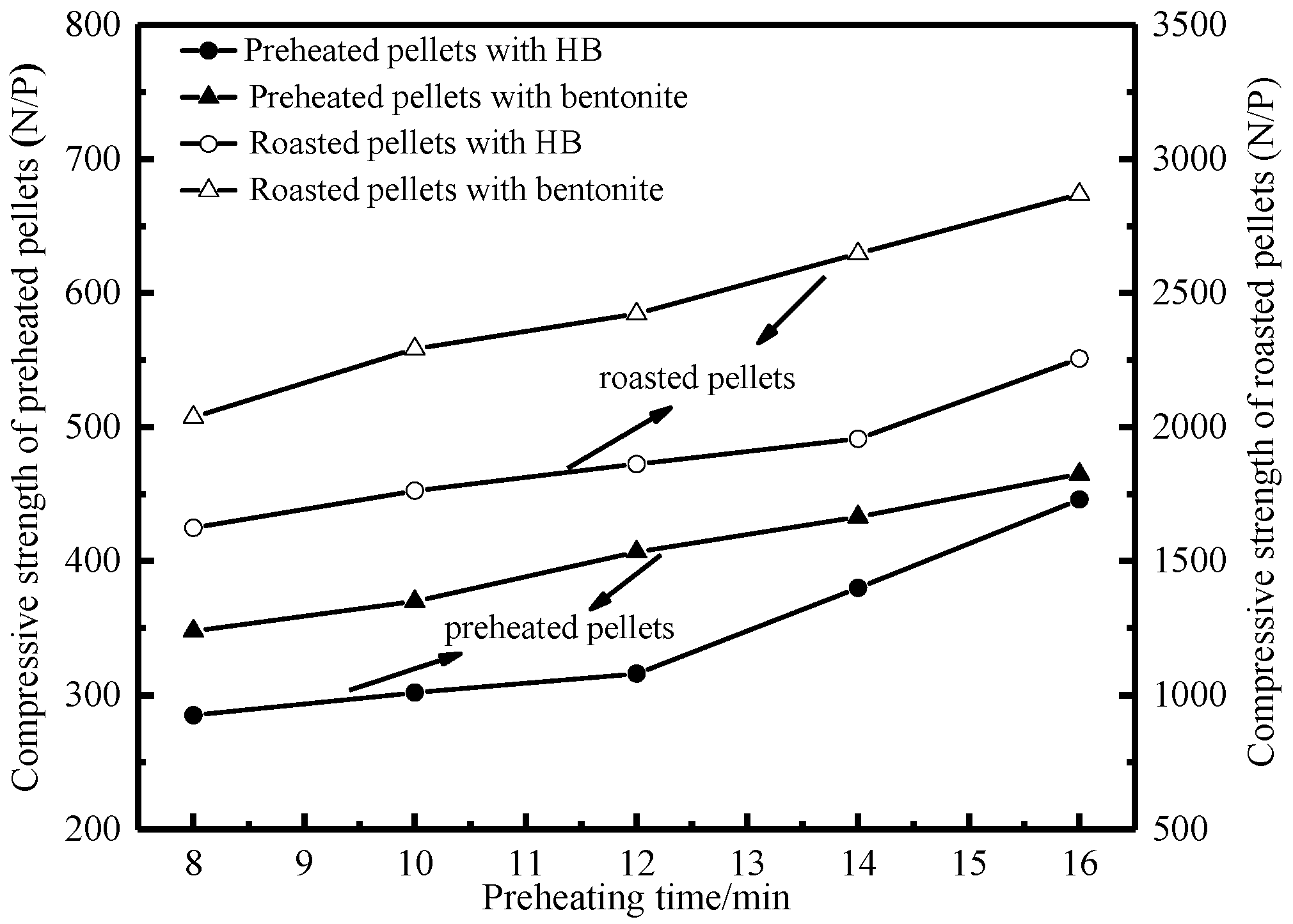
Figure 8.
Effects of roasting parameters on the compressive strengths of roasted pellets; (a) roasting time 12 min; (b) roasting temperature 1250 °C.
Figure 8.
Effects of roasting parameters on the compressive strengths of roasted pellets; (a) roasting time 12 min; (b) roasting temperature 1250 °C.
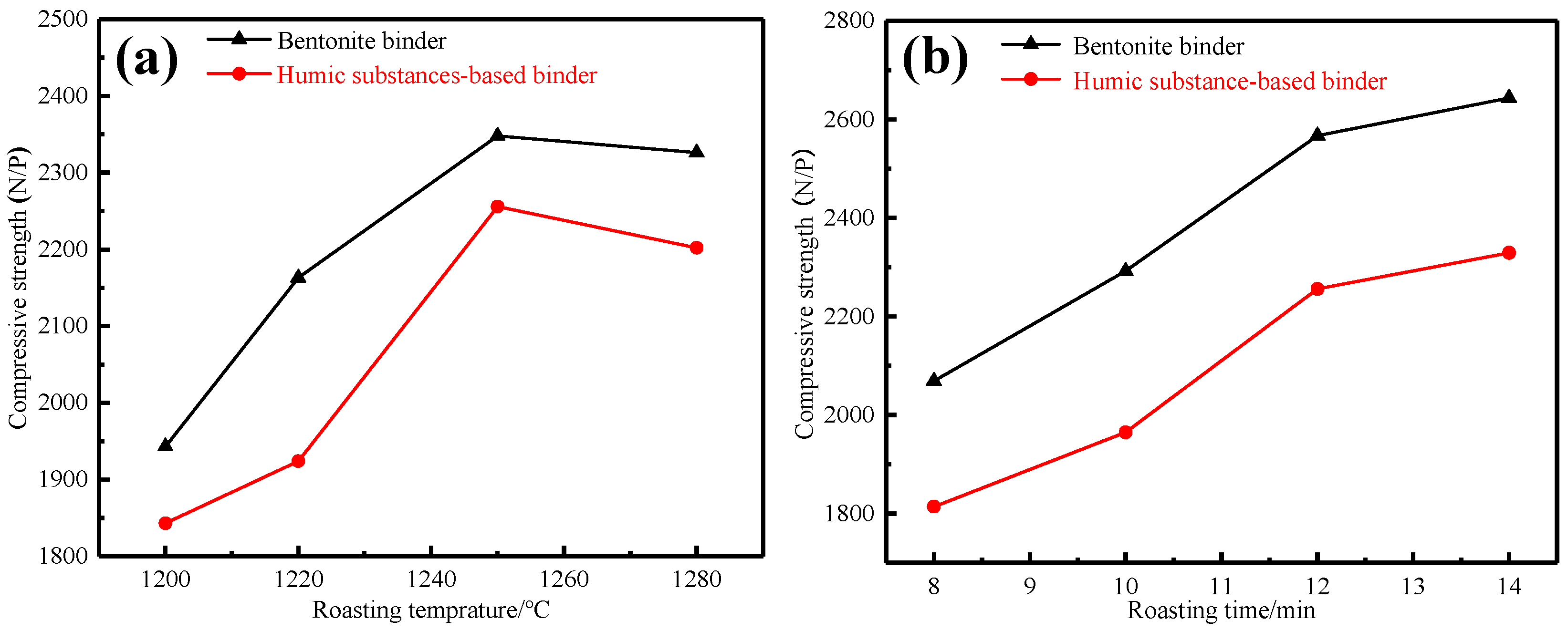
Figure 9.
Effects of dosages on the compressive strengths of fired pellets.

Figure 10.
Effects of preheating time on FeO content.
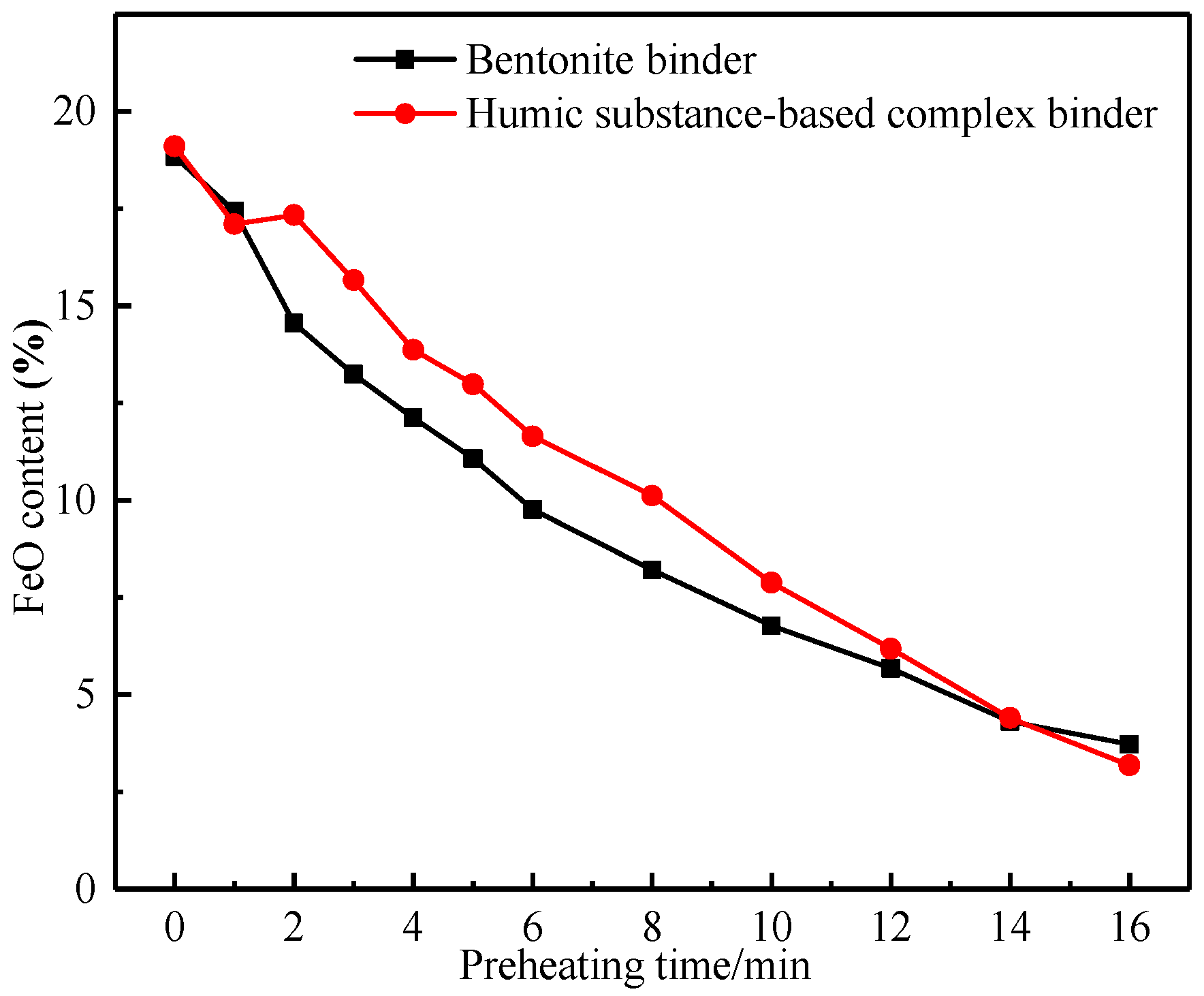
Figure 11.
XRD patterns of pellets with the binders at different preheating times. (a) HB binder; (b) bentonite binder.
Figure 11.
XRD patterns of pellets with the binders at different preheating times. (a) HB binder; (b) bentonite binder.
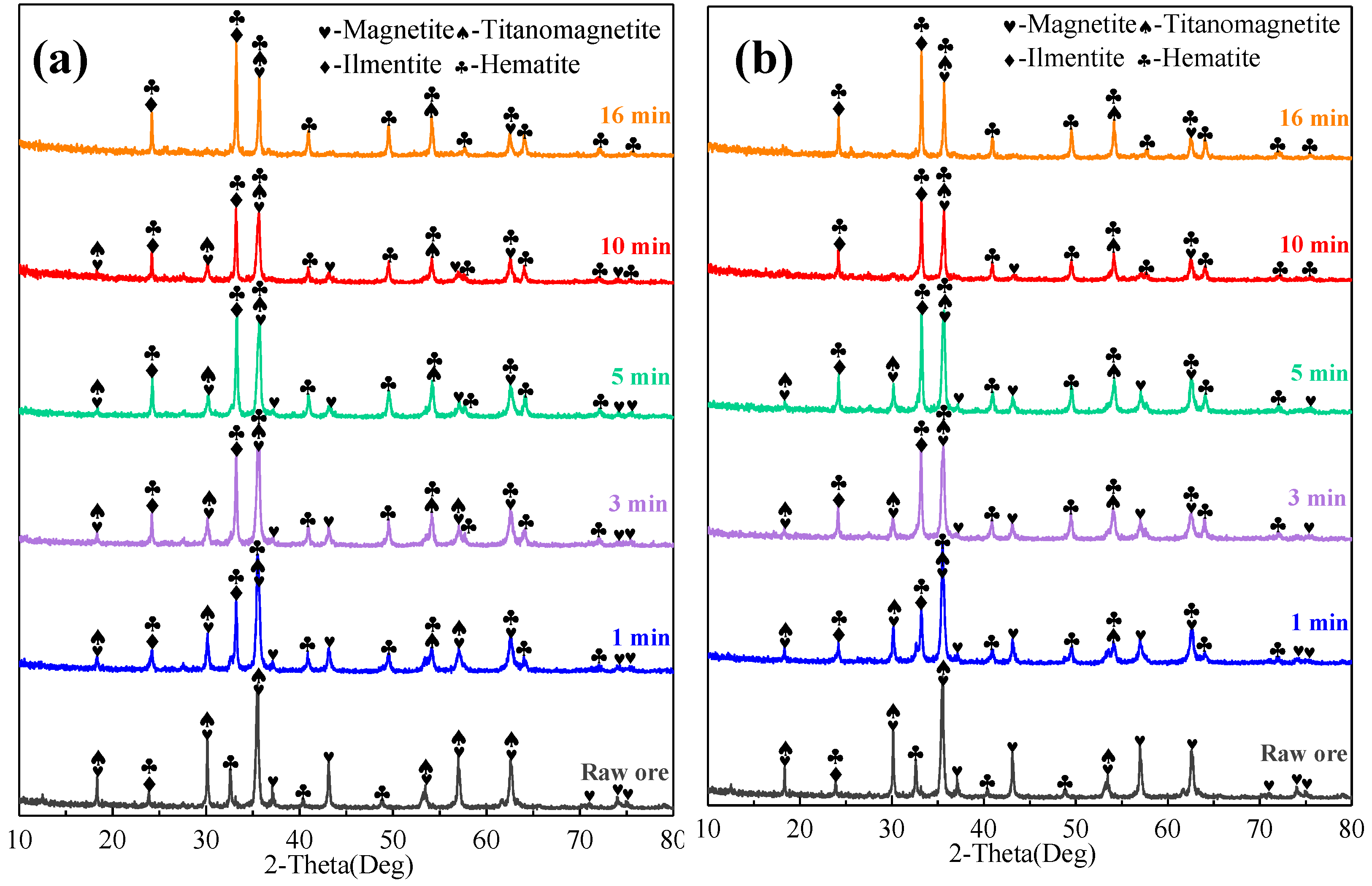
Figure 12.
SEM–EDS spectra of the HB preheated pellets at different preheating times ((a) 10 min; (b) 16 min). A—hematite; B—magnetite; C—ilmenite; D—titanomagnetite.
Figure 12.
SEM–EDS spectra of the HB preheated pellets at different preheating times ((a) 10 min; (b) 16 min). A—hematite; B—magnetite; C—ilmenite; D—titanomagnetite.
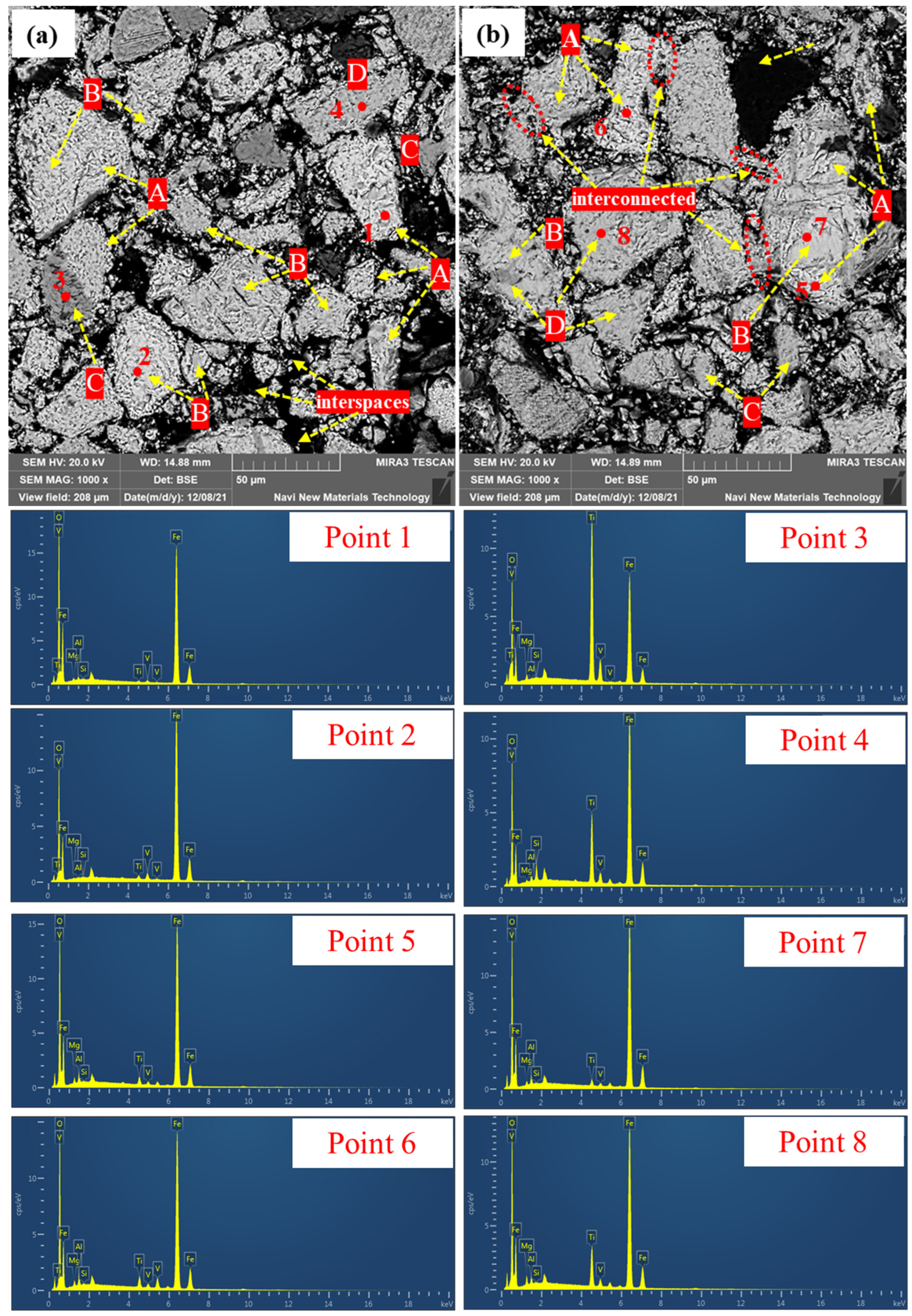
Figure 13.
SEM–EDS spectra of the bentonite preheated pellets at different preheating times ((a) 10 min; (b) 16 min). A—hematite; B—magnetite; C—ilmenite; D—titanomagnetite.
Figure 13.
SEM–EDS spectra of the bentonite preheated pellets at different preheating times ((a) 10 min; (b) 16 min). A—hematite; B—magnetite; C—ilmenite; D—titanomagnetite.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of VTM and bentonite/wt%.
| Component | TFe | FeO | TiO2 | V2O5 | SiO2 | Al2O3 | CaO | MgO | K2O | Na2O |
|---|---|---|---|---|---|---|---|---|---|---|
| VTM | 54.47 | 28.57 | 7.84 | 0.43 | 4.48 | 3.09 | 1.27 | 0.43 | 0.03 | 0.07 |
| Bentonite | 1.76 | - | - | - | 64.01 | 13.47 | 2.26 | 1.81 | 0.45 | 0.85 |
Table 2.
Proximate analysis of humic substance-based binder and the chemical composition of the binder ash/wt%.
Table 2.
Proximate analysis of humic substance-based binder and the chemical composition of the binder ash/wt%.
| Component | Mad | Aad | Vad | FCad | Ash Chemical Composition/wt% | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| TFe | SiO2 | Al2O3 | CaO | K2O | Na2O | |||||
| Content | 18.14 | 39.77 | 18.75 | 23.34 | 2.74 | 57.23 | 23.46 | 0.63 | 3.42 | 6.53 |
Mad: the moisture, Aad: the ash content, Vad: the volatiles, FCad: the fixed carbon, TFe: total Fe.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Meng, F.; Ou, Y.; Li, K.; Yang, Y.; Zhong, Q.; Li, Q.; Jiang, T. Preheating Behaviors of Iron Ore Pellets with Humic Substance-Based Binder. Metals 2022, 12, 570. https://doi.org/10.3390/met12040570
AMA Style
Meng F, Ou Y, Li K, Yang Y, Zhong Q, Li Q, Jiang T. Preheating Behaviors of Iron Ore Pellets with Humic Substance-Based Binder. Metals. 2022; 12(4):570. https://doi.org/10.3390/met12040570
Chicago/Turabian StyleMeng, Feiyu, Yang Ou, Ke Li, Yongbin Yang, Qiang Zhong, Qian Li, and Tao Jiang. 2022. "Preheating Behaviors of Iron Ore Pellets with Humic Substance-Based Binder" Metals 12, no. 4: 570. https://doi.org/10.3390/met12040570
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.