
Spark Plasma Sintering of Copper-Niobium-Graphite Composites, and the Investigations of Their Microstructure and Properties

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methodology
2.1. Materials
2.2. Methodology
2.2.1. Samples Preparations
2.2.2. Spark Plasma Sintering
2.2.3. Wear Study
2.2.4. Thermal Diffusivity Study
2.2.5. Corrosion Study
3. Results and Discussions
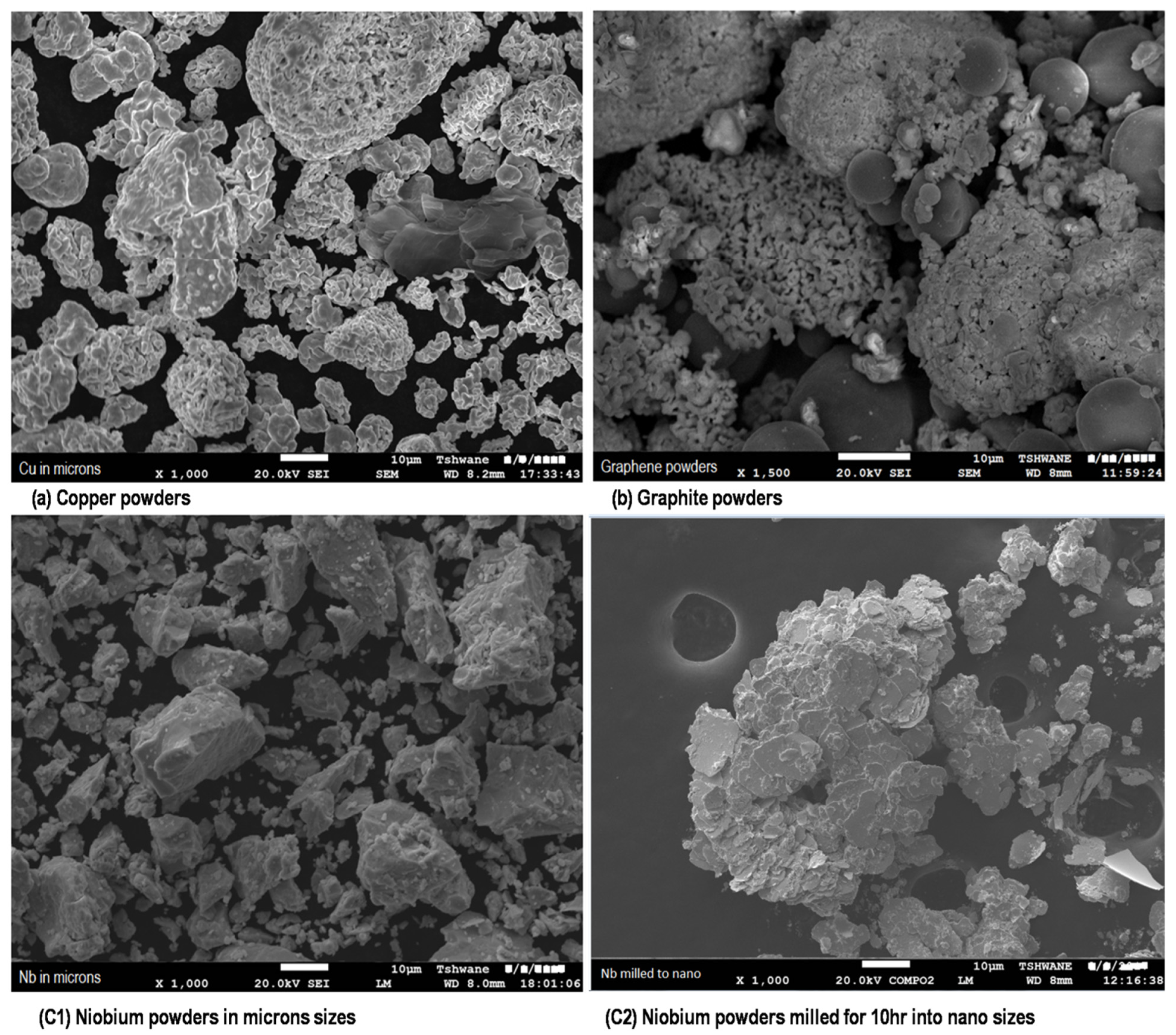
3.1. Scanning Electron Microscopy of the Starting Materials
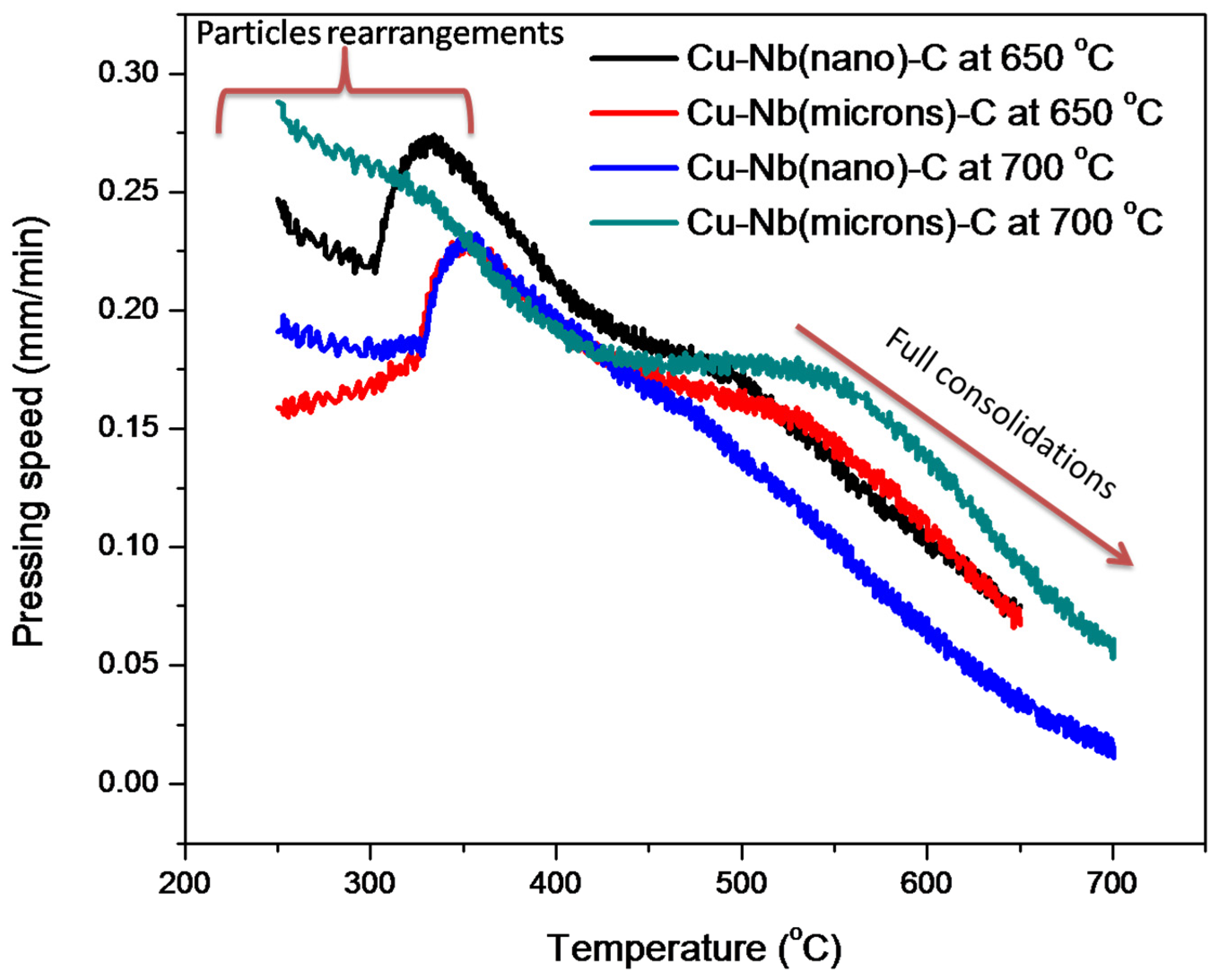
3.2. Sintering Behaviors of the Composites
3.3. Scanning Electron Microscopy and Energy Dispersive X-ray Spectrometer of the Sintered Composites
- Cu—lighter black;
- Nb—white;
- C—tick black.
3.4. Thermal Diffusivity Property of the Sintered Composites
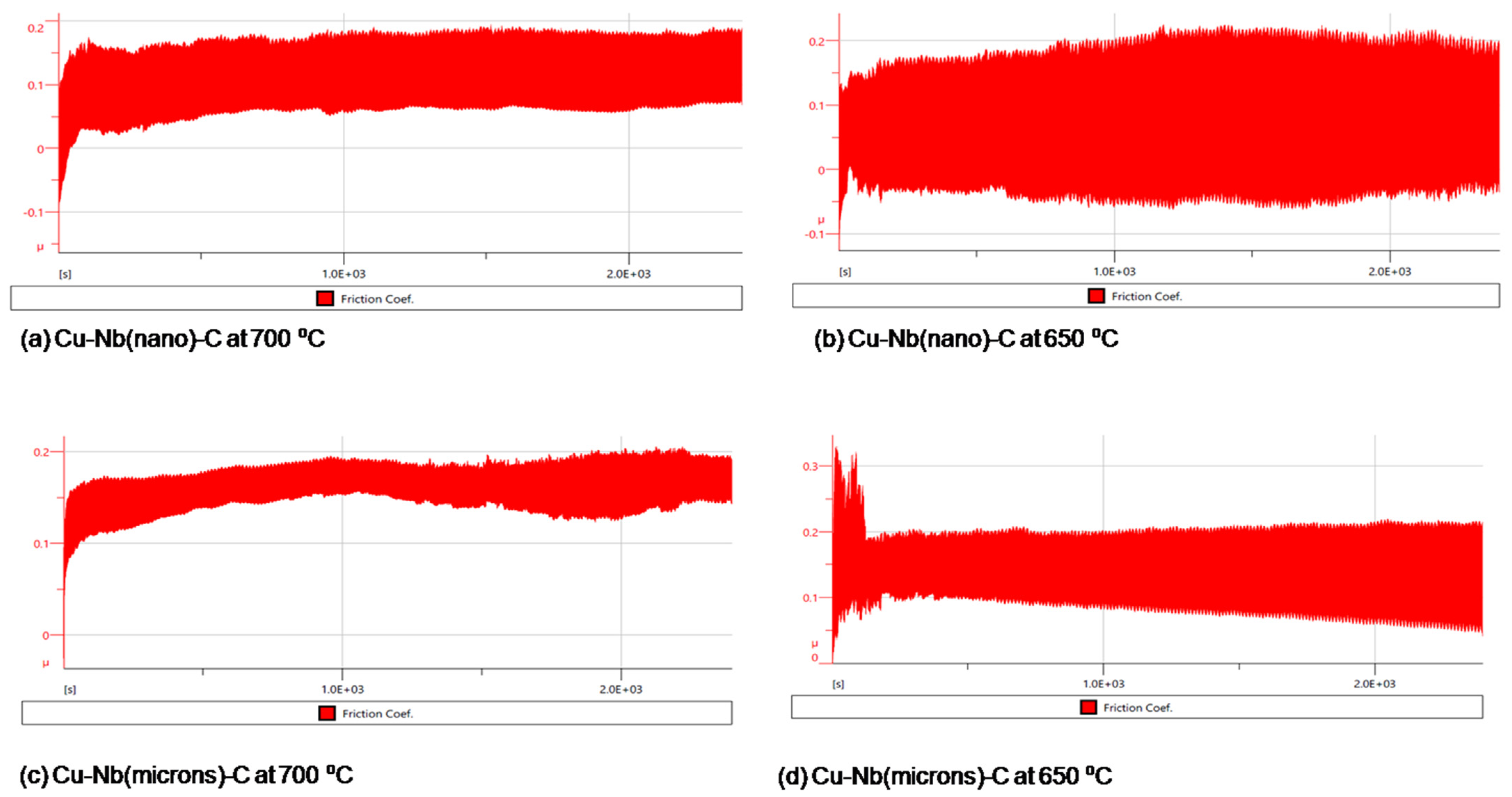
3.5. Tribological Behaviors of the Composites
3.6. Corrosion Test (Polarization Test) of the Composites
4. Conclusions
- (1)
- The microstructures of the composites with nanoparticles of niobium showed agglomeration of niobium and graphite and were largely precipitated in the matrix of copper at sintering temperatures of 650 and 700 °C (Figure 4a,b);
- (2)
- The composites with nanoparticles of niobium recorded the highest thermal diffusivity irrespective of their sintered temperatures. This was as a result of a large area of contacts of nanoparticles which granted high thermal diffusivity in the composites;
- (3)
- The composites sintered at 700 °C recorded the lowest coefficient of friction values over the composites sintered at 650 °C. Composites with nanoparticles of niobium sintered at 700 °C recorded the lowest coefficient of friction. The reason could be the result of the high precipitation of niobium particles, which helped the composite to withstand the abrasion effect when it was subjected to wear. The large precipitation of niobium in the matrix of the composite can be seen in the microstructure of the composite (Figure 4a,c);
- (4)
- The composite Cu-Nb(nano)-C sintered at 650 °C had an outstanding passivity characteristic than the other composites. This could be attributed to the microstructure of the composite, which revealed large precipitations of niobium (Figure 4b). In addition, the passivity nature could be evidence of the existence of nano oxide layers of niobium in the composite.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.; Sun, K.; Zeng, L.; Wang, J.; Xiao, X.; Liu, J.; Guo, C.; Ding, Y. Microstructure and Properties of Copper–Graphite Composites Fabricated by Spark Plasma Sintering Based on Two-Step Mixing. Metals 2020, 10, 1506. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, L.; Wei, D.; Wu, P.; Cao, J.; Shijia, C.; Qu, X.; Fu, K. Effect of graphite type on the contact plateaus and friction properties of copper-based friction material for high-speed railway train. Wear 2019, 432, 202927. [Google Scholar] [CrossRef]
- Anil Kumar, R.; Krishna Kumar, R.; Radhika, N. Mechanical and wear properties of functionally graded Cu-11Ni-4Si/graphite composite. Silicon 2019, 11, 2613–2624. [Google Scholar] [CrossRef]
- Nageswaran, G.; Natarajan, S.; Ramkumar, K. Synthesis, structural characterization, mechanical and wear behaviour of Cu-TiO2-Gr hybrid composite through stir casting technique. J. Alloys Compd. 2018, 768, 733–741. [Google Scholar] [CrossRef]
- Singh, M.K.; Gautam, R.K. Mechanical and electrical behaviour of developed copper based hybrid composites. Mater. Today Proc. 2018, 5, 5692–5700. [Google Scholar] [CrossRef]
- Abad, M.; Parker, S.; Kiener, D.; Primorac, M.-M.; Hosemann, P. Microstructure and mechanical properties of CuxNb1−x alloys prepared by ball milling and high pressure torsion compacting. J. Alloys Compd. 2015, 630, 117–125. [Google Scholar] [CrossRef]
- Banerjee, R.; Bose, S.; Genc, A.; Ayyub, P. The microstructure and electrical transport properties of immiscible copper-niobium alloy thin films. J. Appl. Phys. 2008, 103, 033511. [Google Scholar] [CrossRef]
- Botcharova, E.; Heilmaier, M.; Freudenberger, J.; Drew, G.; Kudashow, D.; Martin, U.; Schultz, L. Supersaturated solid solution of niobium in copper by mechanical alloying. J. Alloys Compd. 2003, 351, 119–125. [Google Scholar] [CrossRef]
- Deng, L.; Han, K.; Hartwig, K.T.; Siegrist, T.M.; Dong, L.; Sun, Z.; Yang, X.; Liu, Q. Hardness, electrical resistivity, and modeling of in situ Cu–Nbmicrocomposites. J. Alloys Compd. 2014, 602, 331–338. [Google Scholar] [CrossRef]
- Deng, L.; Han, K.; Wang, B.; Yang, X.; Liu, Q. Thermal stability of Cu–Nbmicrocomposite wires. Acta Mater. 2015, 101, 181–188. [Google Scholar] [CrossRef]
- Deng, L.; Yang, X.; Han, K.; Lu, Y.; Liang, M.; Liu, Q. Microstructure and texture evolution of Cu–Nb composite wires. Mater. Charact. 2013, 81, 124–133. [Google Scholar] [CrossRef]
- Eze, A.; Jamiru, T.; Sadiku, E.R.; Diouf, S.; Durowoju, M.O.; Ibrahim, I.; Kupolati, W.K. Electrical conductivity of Cu and Cu-2vol.% Nb powders and the effect of varying sintering temperatures on their mechanical properties using spark plasma sintering. Silicon 2017, 9, 855–865. [Google Scholar] [CrossRef]
- Eze, A.A. Production of Binary Copper-Titanium and Copper-Niobium Alloys for Trolley Wire Applications Using Spark Plasma Sintering Techniques Spark Plasma Sintering Techniques; Tshwane University of Technology: Pretoria, South Africa, 2016. [Google Scholar]
- Eze, A.A. Development of a New Copper-niobium Based Composite Trolley Cable for Electric Trains. Ph.D. Thesis, Tshwane University of Technology, Pretoria, South Africa, 2019. [Google Scholar]
- Eze, A.A.; Jamiru, T.; Sadiku, E.R.; Durowoju, M.O.; Kupolati, W.K.; Ibrahim, I.D. Considering the use of niobium and titanium to enhance electrical and mechanical properties of copper at higher operational temperature application. SN Appl. Sci. 2019, 1, 74. [Google Scholar] [CrossRef] [Green Version]
- Głuchowski, W.; Rdzawski, Z.; Stobrawa, J.; Marszowski, K. Microstructure and properties of Cu-Nb wire composites. Arch. Metall. Mater. 2014, 59, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Gu, T.; Medy, J.-R.; Volpi, F.; Castelnau, O.; Forest, S.; Hervé-Luanco, E.; Lecouturier, F.; Proudhon, H.; Renault, P.-O.; Thilly, L. Multiscale modeling of the anisotropic electrical conductivity of architectured and nanostructured Cu-Nb composite wires and experimental comparison. Acta Mater. 2017, 141, 131–141. [Google Scholar] [CrossRef] [Green Version]
- Lei, R.; Wang, M.; Li, Z.; Wei, H.; Yang, W.; Jia, Y.; Gong, S. Structure evolution and solid solubility extension of copper–niobium powders during mechanical alloying. Mater. Sci. Eng. A 2011, 528, 4475–4481. [Google Scholar] [CrossRef]
- Lei, R.-S.; Wang, M.-P.; Guo, M.-X.; Li, Z.; Dong, Q.-Y. Microstructure evolution and thermal stability of nanocrystalline Cu-Nb alloys during heat treatment. Trans. Nonferrous Met. Soc. China 2009, 19, 272–276. [Google Scholar] [CrossRef]
- Li, D.; Robinson, M.; Rathz, T.; Williams, G. Liquidus temperatures and solidification behavior in the copper–niobium system. Acta Mater. 1998, 46, 3849–3855. [Google Scholar] [CrossRef]
- Liang, M.; Lu, Y.; Sun, L.; Xu, X.; Wang, P.; Liu, G.; Li, C. Investigation on recrystallization of Cu-Nb micro-composites by the method of resistance. Phys. Procedia 2013, 45, 105–108. [Google Scholar] [CrossRef] [Green Version]
- Mitchell, T.E.; Lu, Y.C.; Griffin, A.J., Jr.; Nastasi, M.; Kung, H. Structure and mechanical properties of copper/niobium multilayers. J. Am. Ceram. Soc. 1997, 80, 1673–1676. [Google Scholar] [CrossRef]
- Munitz, A.; Bamberger, M.; Venkert, A.; Landau, P.; Abbaschian, R. Phase selection in supercooled Cu–Nb alloys. J. Mater. Sci. 2009, 44, 64. [Google Scholar] [CrossRef]
- Schelle, R.F. Phase Relationships in the Copper-Niobium Alloy System; Ames Lab.: Ames, IA, USA, 1971. [Google Scholar]
- Sharma, I.; Chakraborty, S.; Majumdar, S.; Bidaye, A.; Suri, A. A study on preparation of copper–niobium composite by aluminothermic reduction of mixed oxides. J. Alloys Compd. 2002, 336, 247–252. [Google Scholar] [CrossRef]
- Shikov, A.; Pantsyrnyi, V.I.; Vorob’Eva, A.E.; Sud’Ev, S.V.; Khlebova, N.E.; Silaev, A.K.; Belyakov, N.A. Copper-niobium high-strength and high-conductivity winding wires for pulsed magnets. Met. Sci. Heat Treat. 2002, 44, 491–495. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Agari, Y. Trend of the development of metal-based heat dissipative materials. Microelectron. Reliab. 2017, 79, 5–19. [Google Scholar] [CrossRef]
- Ghayebloo, M.; Alizadeh, P.; Melo, R. Fabrication of ZrO2-Bearing lithium-silicate glass-ceramics by pressureless sintering and spark plasma sintering. J. Mech. Behav. Biomed. Mater. 2020, 105, 103709. [Google Scholar] [CrossRef] [PubMed]
- Ogunbiyi, O.; Jamiru, T.; Sadiku, R.; Adesina, O.; Beneke, L.; Adegbola, T.A. Spark plasma sintering of nickel and nickel based alloys: A Review. Procedia Manuf. 2019, 35, 1324–1329. [Google Scholar] [CrossRef]
- Shkodich, N.; Spasova, M.; Farle, M.; Kovalev, D.; Nepapushev, A.; Kuskov, K.; Vergunova, Y.; Scheck, Y.; Rogachev, A. Structural evolution and magnetic properties of high-entropy CuCrFeTiNi alloys prepared by high-energy ball milling and spark plasma sintering. J. Alloys Compd. 2020, 816, 152611. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, Y.; Jiang, Y.; Zhou, R. Mechanical behaviors of porous Ti with high porosity and large pore size prepared by one-step spark plasma sintering technique. Vacuum 2015, 122, 187–194. [Google Scholar] [CrossRef]
- Dash, K.; Ray, B.C.; Chaira, D. Synthesis and characterization of copper–alumina metal matrix composite by conventional and spark plasma sintering. J. Alloys Compd. 2012, 516, 78–84. [Google Scholar] [CrossRef]
- Chen, F.; Ying, J.M.; Wang, Y.F.; Du, S.Y.; Liu, Z.P.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eze, A.A.; Sadiku, E.R.; Kupolati, W.K.; Ndambuki, J.M.; Snyman, J.; Ibrahim, I.D. Spark Plasma Sintering of Copper-Niobium-Graphite Composites, and the Investigations of Their Microstructure and Properties. Metals 2022, 12, 574. https://doi.org/10.3390/met12040574
Eze AA, Sadiku ER, Kupolati WK, Ndambuki JM, Snyman J, Ibrahim ID. Spark Plasma Sintering of Copper-Niobium-Graphite Composites, and the Investigations of Their Microstructure and Properties. Metals. 2022; 12(4):574. https://doi.org/10.3390/met12040574
Chicago/Turabian StyleEze, Azunna Agwo, Emmanuel Rotimi Sadiku, Williams Kehinde Kupolati, Julius Musyoka Ndambuki, Jacques Snyman, and Idowu David Ibrahim. 2022. "Spark Plasma Sintering of Copper-Niobium-Graphite Composites, and the Investigations of Their Microstructure and Properties" Metals 12, no. 4: 574. https://doi.org/10.3390/met12040574