
Influence of Tool and Welding Parameters on the Risk of Wormhole Defect in Aluminum Magnesium Alloy Welded by Bobbin Tool FSW

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
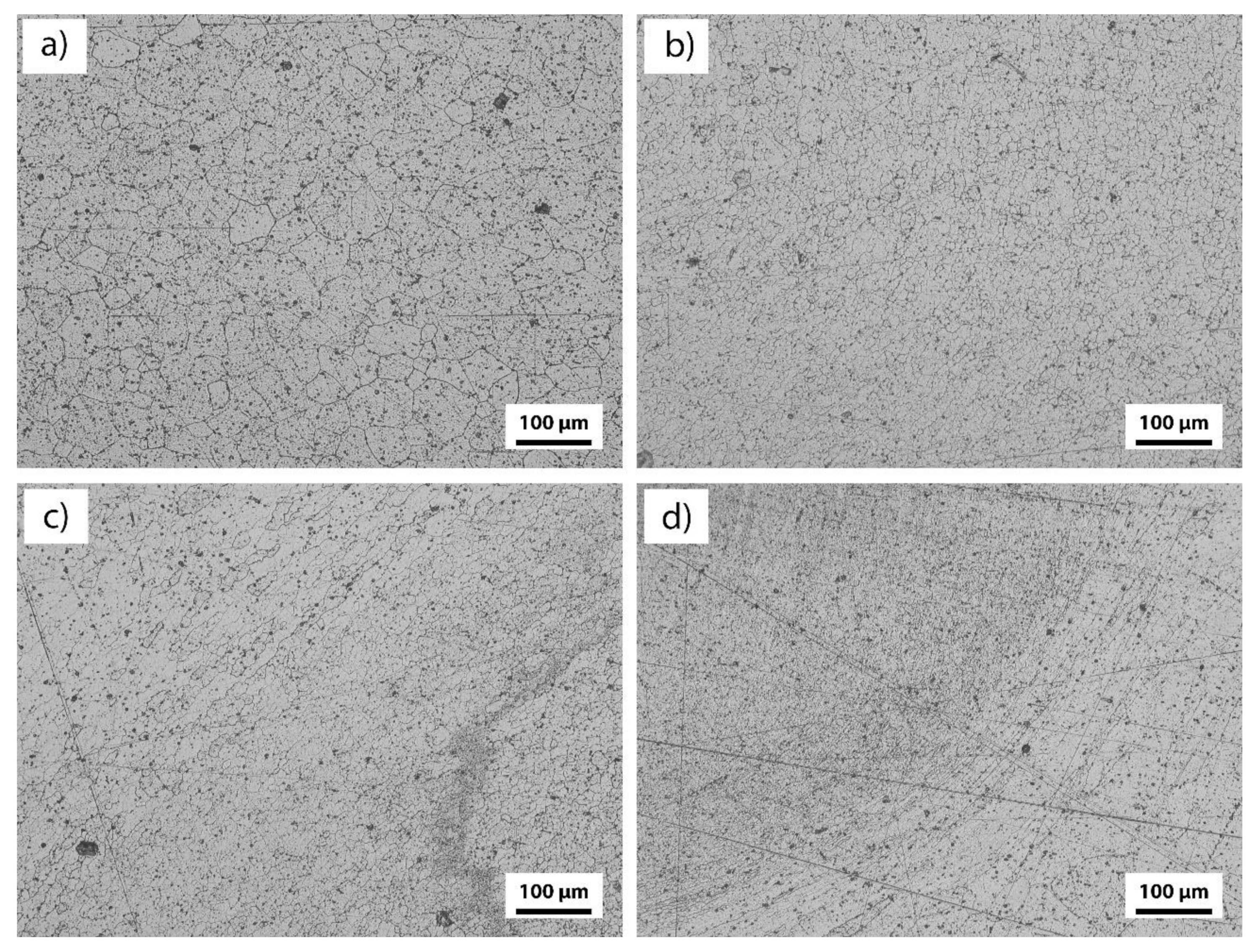
3.1. Metallographic Examinations
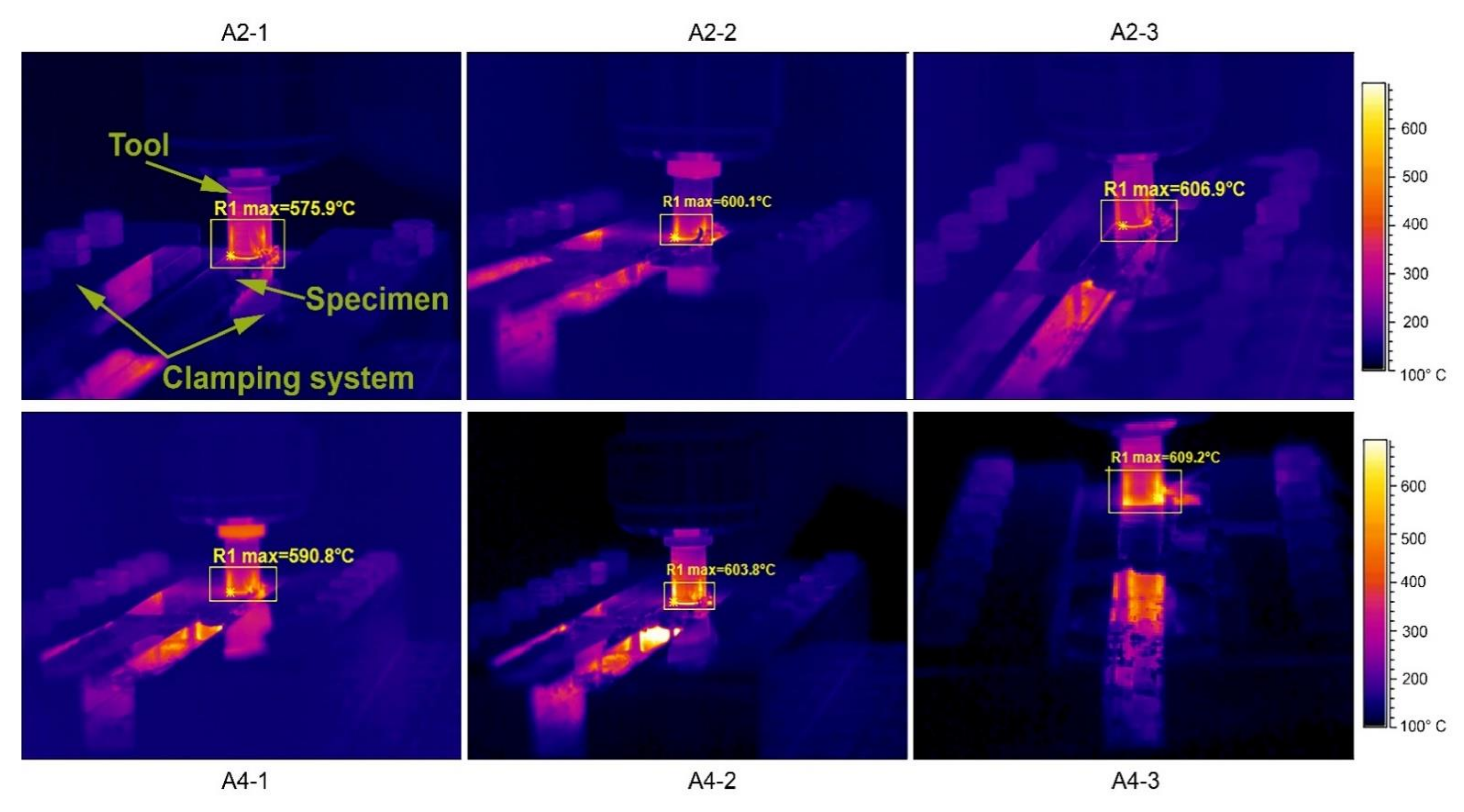
3.2. IR Thermography
3.3. Tensile Testing Results
3.4. Bend Test
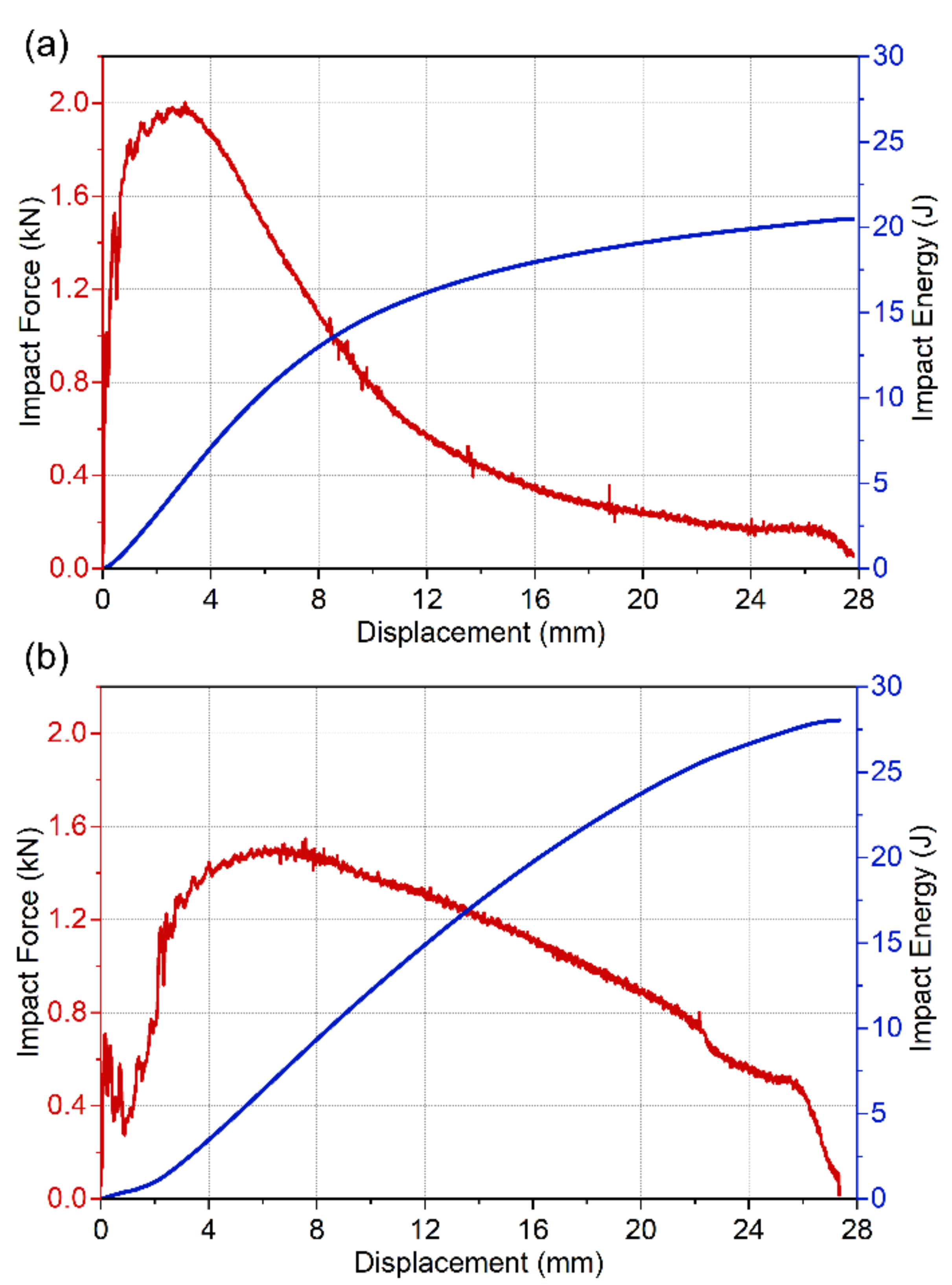
3.5. Charpy Impact Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- ESAB. ESAB Technical Hand Book: Friction Stir Welding; ESAB: Göteborg, Sweden, 2009; pp. 1–45. Available online: https://assets.esab.com/assetbank-esab/assetfile/12296.pdf (accessed on 18 February 2022).
- Chaudhary, S.S.; Bhavsar, K.H. A Review of Bobbin Tool Friction Stir Welding (FSW) Process. Int. J. Sci. Technol. Eng. 2016, 2, 630–633. [Google Scholar]
- Substitution of Critical Raw Materials on Aluminium Alloys for Electrical Vehicles|SALEMA Project|H2020|CORDIS|European Commission. Available online: https://cordis.europa.eu/project/id/101003785 (accessed on 31 August 2021).
- Bauxite Recognised as “Critical Raw Material”. Available online: https://aluminiumtoday.com/news/bauxite-recognised-as-critical-raw-material (accessed on 31 August 2021).
- Critical Raw Materials|Internal Market, Industry, Entrepreneurship and SMEs. Available online: https://ec.europa.eu/growth/sectors/raw-materials/specific-interest/critical_en (accessed on 29 August 2021).
- Fuse, K.; Badheka, V. Bobbin Tool Friction Stir Welding: A Review. Sci. Technol. Weld. Join. 2019, 24, 277–304. [Google Scholar] [CrossRef]
- Alamdari, H. Aluminium Production Process: Challenges and Opportunities. Metals 2017, 7, 5–7. [Google Scholar] [CrossRef] [Green Version]
- Aluminium Production & Environmental Impact. Available online: https://www.greenspec.co.uk/building-design/aluminium-production-environmental-impact/ (accessed on 22 December 2021).
- Sued, M.K.; Pons, D.; Lavroff, J.; Wong, E.H. Design Features for Bobbin Friction Stir Welding Tools: Development of a Conceptual Model Linking the Underlying Physics to the Production Process. Mater. Des. 2014, 54, 632–643. [Google Scholar] [CrossRef]
- Kumbhar, N.T.; Bhanumurthy, K. Friction Stir Welding of Al 5052 with Al 6061 Alloys. J. Metall. 2012, 2012, 303756. [Google Scholar] [CrossRef] [Green Version]
- Pecanac, M.; Balos, S. Influence of Tool Shoulder Geomerty on Weld Properties Obtained with Friction Stir Welding. Materials 2021, 14, 1157. [Google Scholar]
- Kumar, N.; Yuan, W.; Mishra, R.S. Friction Stir Welding of Dissimilar Alloys and Materials; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 9780128024188. [Google Scholar]
- Boumerzoug, Z. Joining of Dissimilar Materials by Friction Stir Welding. In Proceedings of the International Conference on Modern Trends in Manufacturing Technologies and Equipment (ICMTMTE 2018), Sevastopol, Russia, 10–14 September 2018; Volume 224. [Google Scholar] [CrossRef]
- Masoudian, A.; Tahaei, A.; Shakiba, A.; Sharifianjazi, F.; Mohandesi, J.A. Microstructure and Mechanical Properties of Friction Stir Weld of Dissimilar AZ31-O Magnesium Alloy to 6061-T6 Aluminum Alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 1317–1322. [Google Scholar] [CrossRef]
- Prasad Mahto, R.; Pal, S.K. Friction Stir Welding of Dissimilar Materials: An Investigation of Microstructure and Nano-Indentation Study. J. Manuf. Process. 2020, 55, 103–118. [Google Scholar] [CrossRef]
- Kumar, K.N.; Raju, P.R. Dissimilar Materials of Friction Stir Welding Overview. Int. J. Eng. Trends Technol. 2017, 44, 116–122. [Google Scholar] [CrossRef]
- Labus Zlatanovic, D.; Balos, S.; Bergmann, J.P.; Köhler, T.; Grätzel, M.; Sidjanin, L.; Goel, S. An Experimental Study on Lap Joining of Multiple Sheets of Aluminium Alloy (AA 5754) Using Friction Stir Spot Welding. Int. J. Adv. Manuf. Technol. 2020, 107, 3093–3107. [Google Scholar] [CrossRef]
- Mishra, R.S.; Murray, W.M. Friction Stir Welding and Processing; Mishra, R.S., Murray, W.M., Eds.; ASM International: Almere, The Netherlands, 2007. [Google Scholar]
- Fuller, C.B.; Company, R.S. Friction Stir Tooling: Tool Materials and Designs. In Friction Stir Welding and Processing; ASM International: Almere, The Netherlands, 2007; p. 333. [Google Scholar]
- Meilinger, A.; Torok, I. The Importance of Friction Stir Welding Tool. Prod. Process. Syst. 2013, 6, 25–34. [Google Scholar]
- Balos, S.; Sidjanin, L.; Dramicanin, M.; Zlatanovic, D.L.; Antic, A. FSW Welding of Al-Mg Alloy Plates with Increased Edge Roughness Using Square Pin Tools of Various Shoulder Geometries. Mater. Tehnol. 2016, 50, 387–394. [Google Scholar] [CrossRef]
- Wang, G.Q.; Zhao, Y.H.; Tang, Y.Y. Research Progress of Bobbin Tool Friction Stir Welding of Aluminum Alloys: A Review. Acta Metall. Sin. 2020, 33, 13–29. [Google Scholar] [CrossRef] [Green Version]
- Wen, Q.; Li, W.; Patel, V.; Gao, Y.; Vairis, A. Investigation on the Effects of Welding Speed on Bobbin Tool Friction Stir Welding of 2219 Aluminum Alloy. Met. Mater. Int. 2020, 26, 1830–1840. [Google Scholar] [CrossRef]
- Wang, F.F.; Li, W.Y.; Shen, J.; Hu, S.Y.; dos Santos, J.F. Effect of Tool Rotational Speed on the Microstructure and Mechanical Properties of Bobbin Tool Friction Stir Welding of Al-Li Alloy. Mater. Des. 2015, 86, 933–940. [Google Scholar] [CrossRef] [Green Version]
- Chumaevskii, A.V.; Osipovich, K.S.; Ivanov, A.N. Bobbin Tool Fracture Features in AA2024 High Thickness Friction Stir Welding. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2022; Volume 2509, p. 020048. [Google Scholar]
- Fuse, K.; Badheka, V. Effect of Shoulder Diameter on Bobbin Tool Friction Stir Welding of AA 6061-T6 Alloy. Mater. Today Proc. 2021, 42, 810–815. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Habba, M.I.A.; Jouini, N.; Alzahrani, B.; El-Sayed Seleman, M.M.; El-Nikhaily, A. Bobbin Tool Friction Stir Welding of Aluminum Using Different Tool Pin Geometries: Mathematical Models for the Heat Generation. Metals 2021, 11, 438. [Google Scholar] [CrossRef]
- Balos, S.; Sidjanin, L. Effect of Tunneling Defects on the Joint Strength Efficiency Obtained with FSW. Mater. Tehnol. 2014, 48, 491–496. [Google Scholar]
- Aleksandar, Ž. Uticaj Geometrije Alata Za Postupak FSW.; University of Belgrade: Belgrade, Serbia, 2010. [Google Scholar]
- Labus Zlatanovic, D.; Balos, S.; Bergmann, J.P.; Rasche, S.; Zavašnik, J.; Panchal, V.; Sidjanin, L.; Goel, S. In-Depth Microscopic Characterisation of the Weld Faying Interface Revealing Stress-Induced Metallurgical Transformations during Friction Stir Spot Welding. Int. J. Mach. Tools Manuf. 2021, 164, 103716. [Google Scholar] [CrossRef]
- Bodukuri, A.K.; Eswaraiah, K.; Rajendar, K.; Siddartha, A. Comparison of Aluminum Alloy 5083 Properties on TIGW and FSW Processes. Mater. Today Proc. 2017, 4, 10197–10201. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| % | Cu | Mn | Mg | Si | Fe | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|
| Base material | 0.07 | 0.13 | 0.59 | 0.23 | 0.28 | 0.055 | 0.02 | Balance |
| Rp (MPa) | Rm (MPa) | A (%) | Z (%) |
|---|---|---|---|
| 119 | 137 | 16 | 61 |
| Weld Designation | Tool Type | Tool Shoulder Angle (°) | Tool Rotation Speed (rpm) | Welding Speed (mm/min) |
|---|---|---|---|---|
| A2-1 | A2 | 2 | 900 | 20 |
| A2-2 | 1120 | |||
| A2-3 | 1400 | |||
| A4-1 | A4 | 4 | 900 | |
| A4-2 | 1120 | |||
| A4-3 | 1400 |
| Specimen | Bending Over the Bottom Surface | Bending Over the Top Surface | ||
|---|---|---|---|---|
| First Crack (°) | Bend Test to 180° | First Crack (°) | Bend Test to 180° | |
| A2-1 | None | No fracture | None | No fracture |
| A2-2 | None | No fracture | None | No fracture |
| A2-3 | None | No fracture | None | No fracture |
| A4-1 | None | No fracture | None | No fracture |
| A4-2 | 14.3 | No fracture | None | No fracture |
| A4-3 | None | No fracture | None | No fracture |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pecanac, M.; Zlatanovic, D.L.; Kulundzic, N.; Dramicanin, M.; Lanc, Z.; Hadzistević, M.; Radisic, S.; Balos, S. Influence of Tool and Welding Parameters on the Risk of Wormhole Defect in Aluminum Magnesium Alloy Welded by Bobbin Tool FSW. Metals 2022, 12, 969. https://doi.org/10.3390/met12060969
Pecanac M, Zlatanovic DL, Kulundzic N, Dramicanin M, Lanc Z, Hadzistević M, Radisic S, Balos S. Influence of Tool and Welding Parameters on the Risk of Wormhole Defect in Aluminum Magnesium Alloy Welded by Bobbin Tool FSW. Metals. 2022; 12(6):969. https://doi.org/10.3390/met12060969
Chicago/Turabian StylePecanac, Milan, Danka Labus Zlatanovic, Nenad Kulundzic, Miroslav Dramicanin, Zorana Lanc, Miodrag Hadzistević, Slobodan Radisic, and Sebastian Balos. 2022. "Influence of Tool and Welding Parameters on the Risk of Wormhole Defect in Aluminum Magnesium Alloy Welded by Bobbin Tool FSW" Metals 12, no. 6: 969. https://doi.org/10.3390/met12060969