
Effects of SMAT Temperature and Stacking Fault Energy on the Mechanical Properties and Microstructure Evolution of Cu-Al-Zn Alloys
Abstract
:1. Introduction
2. Experimental Method
3. Results and Discussion
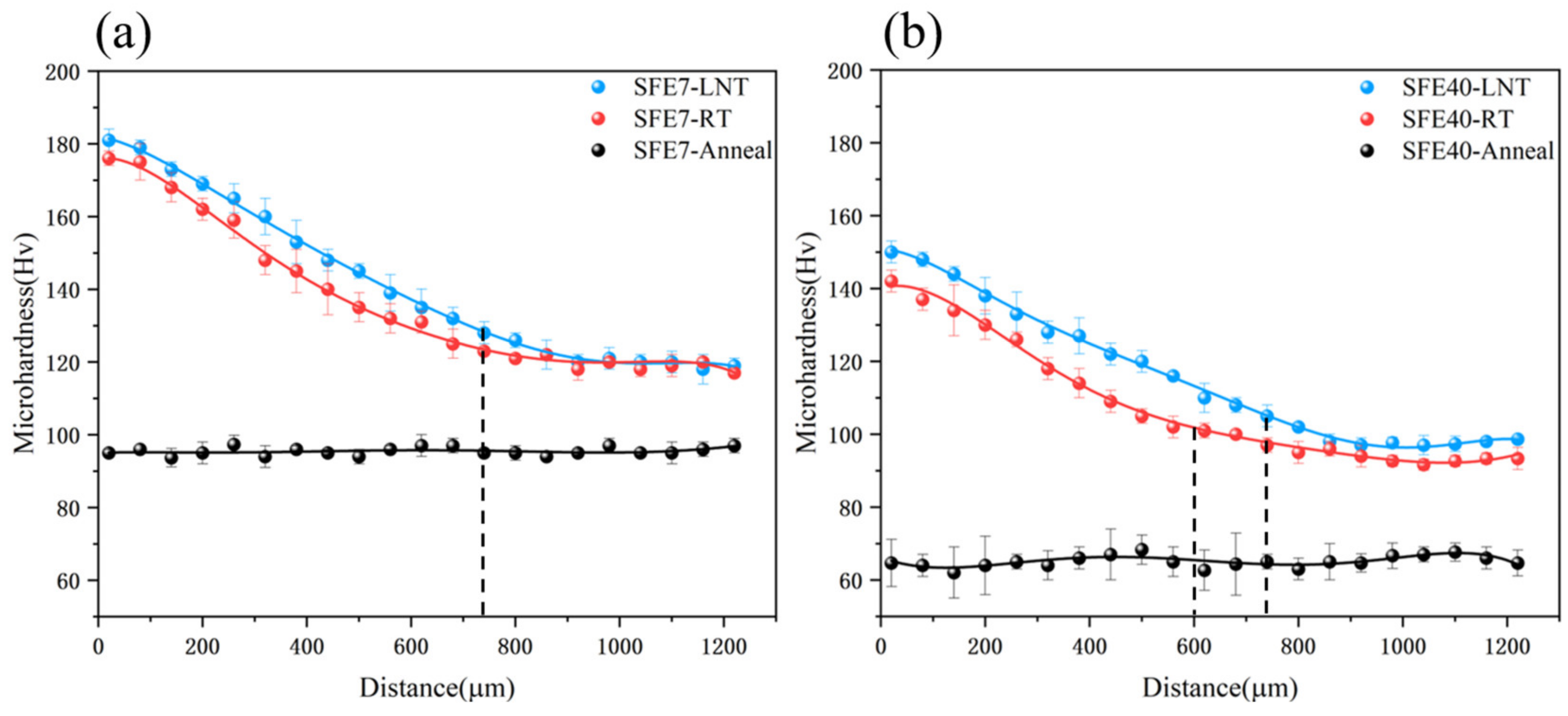
3.1. Microhardness Results
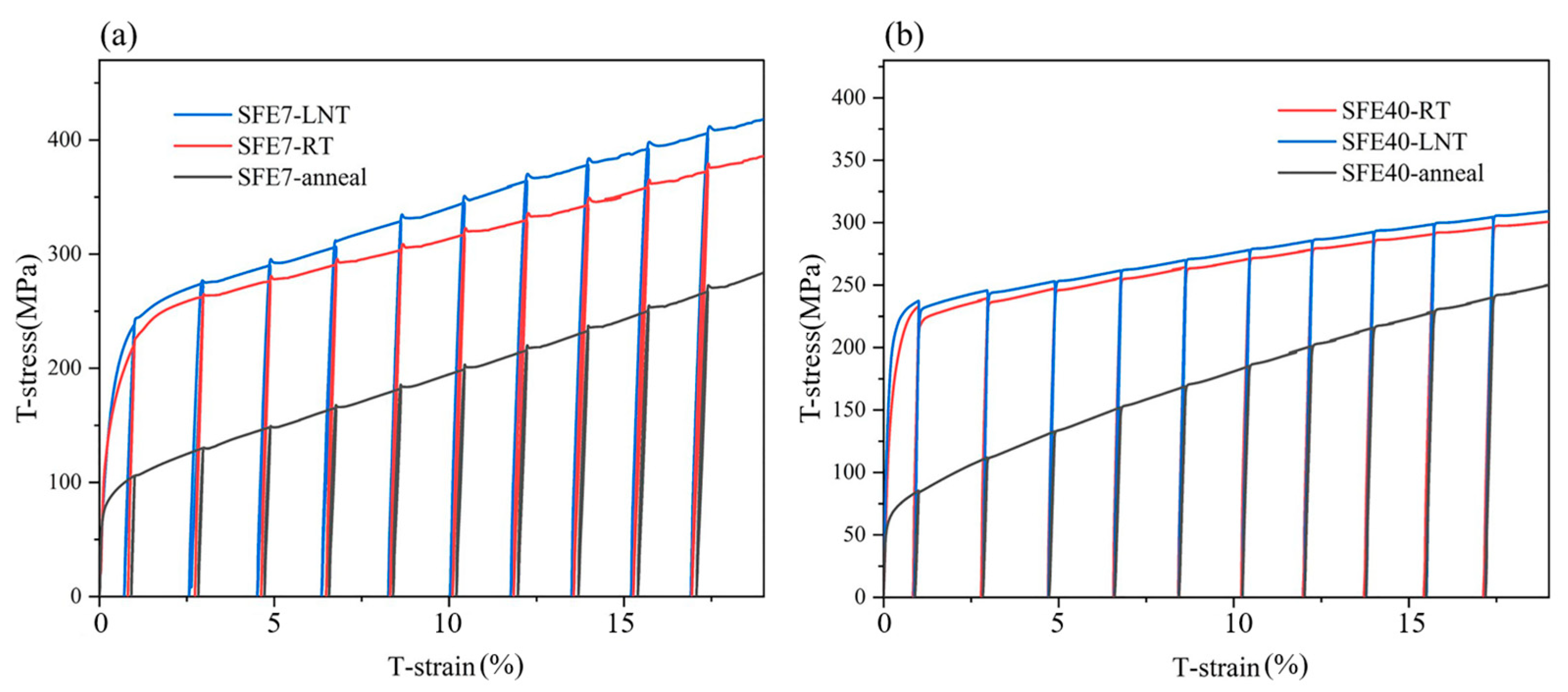
3.2. Mechanical Behaviors
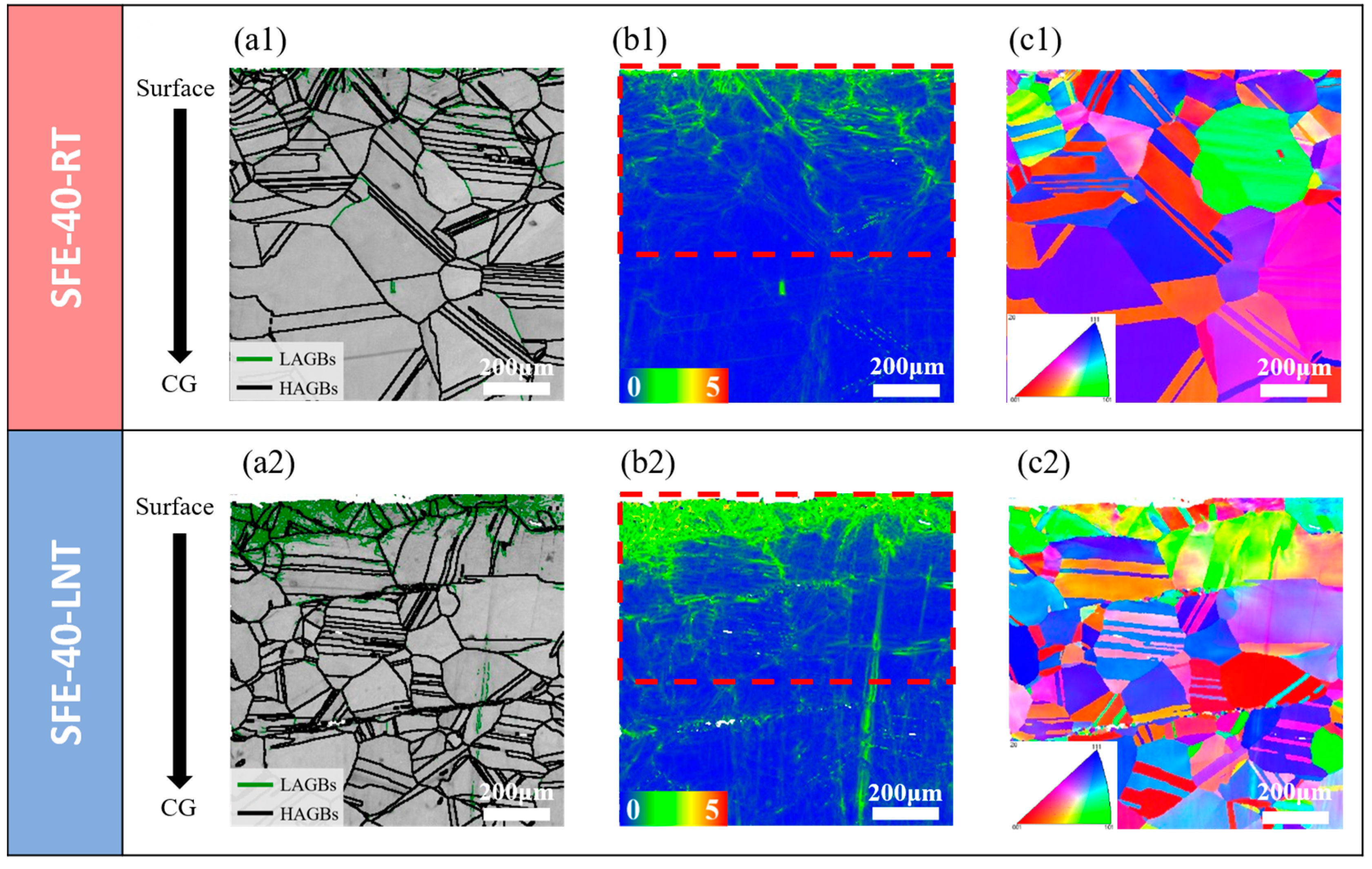
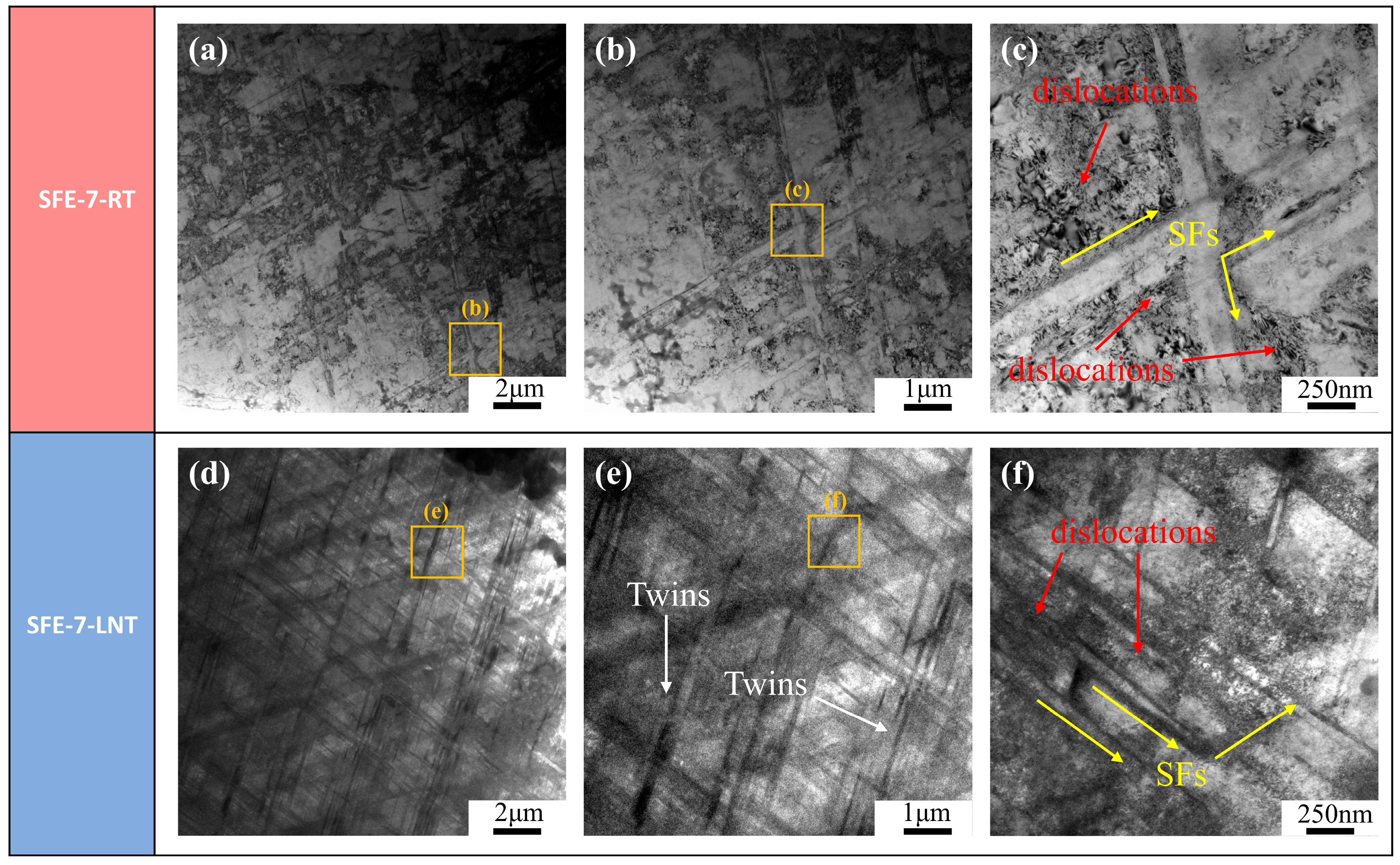
3.3. Deformed Microstructure
3.4. Fracture Characterization
4. Conclusions
- (1)
- The mechanical properties of Cu-Al-Zn alloys with different SFE prepared via SMAT at cryogenic temperatures could be significantly improved. In particular, the SFE-7 sample shows a superior combination of strength and ductility compared to the SFE-40 sample. SFE-7-LNT has a YS of 278 MPa and maintains a high UE of 51%; SFE-40-LNT has a YS of 230 MPa and a UE of 20%.
- (2)
- The HDI stress of the gradient-structured SFE-7 sample is higher than that of the gradient-structured SFE-40 sample, especially at cryogenic temperatures. The HDI/flow stress ratio of the gradient-structured SFE-7 sample has a high value above 0.6.
- (3)
- The EBSD results indicate that for both the SFE-7 and SFE-40 alloys, the kernel average misorientation of grains of samples SMATed at cryogenic temperatures is higher than that at room temperature. The TEM results reveal that SFE-7-LNT has more deformation twins and dislocations compared to SFE-7-RT.
- (4)
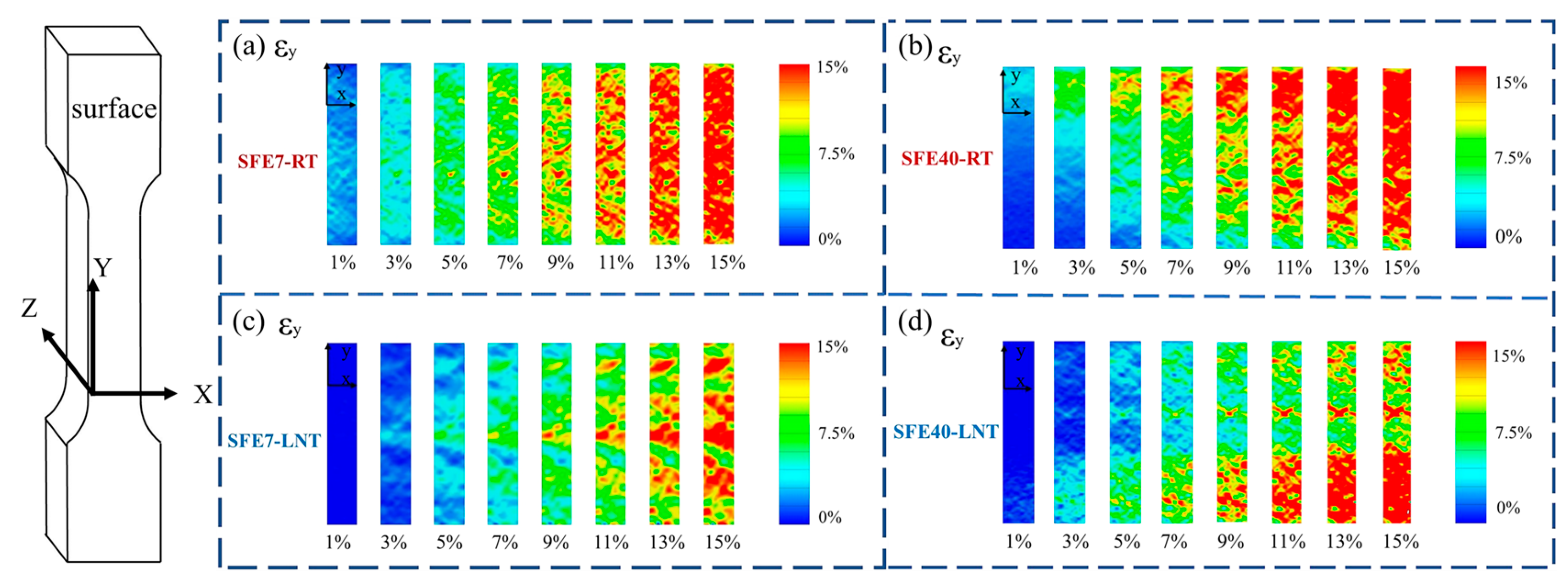
- The DIC results show that the stress dispersion of SFE-7 is performed more uniformly than that of SFE-40. Significant strain bands appear after 9% strain in the tensile tests of SFE-40 samples, but SFE-7 samples maintain a more uniform strain development with increasing strain.
- (5)
- Due to the generation of the GS layer, the fracture features of the SMATed SFE-7 and SFE-40 samples show brittle and ductile fracture. The annealed homogenized CG samples without SMAT are characterized by ductile fracture.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meyers, M.A.; Mishra, A.; Benson, D.J. Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 2006, 51, 427–556. [Google Scholar] [CrossRef]
- Gleiter, H. Nanocrystalline materials. Prog. Mater. Sci. 1989, 33, 223–315. [Google Scholar] [CrossRef]
- Heinzelmeier, A.; Guitton, A.; Novelli, M.; Yu, W.; Grosdidier, T. Improving embrittlement in the Ti-Al-C MAX phase system: A composite approach for surface severe plastic deformation. J. Alloys Compd. 2023, 950, 169946. [Google Scholar] [CrossRef]
- Azzeddine, H.; Bradai, D.; Baudin, T.; Langdon, T.G. Texture evolution in high-pressure torsion processing. Prog. Mater. Sci. 2022, 125, 100886. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Wu, X.L. Ductility and plasticity of nanostructured metals: Differences and issues. Mater. Today Nano 2018, 2, 15–20. [Google Scholar] [CrossRef]
- Hu, K.; Yi, J.; Huang, B.; Wang, G. Grain-size effect on dislocation source-limited hardening and ductilization in bulk pure Ni. J. Mater. Sci. Technol. 2023, 154, 9–21. [Google Scholar] [CrossRef]
- Xu, N.; Xu, Y.; Zhang, B.; Song, Q.; Zhao, J.; Bao, Y. Effect of Heterogeneous Lamella Structure on Mechanical Properties of Double-Pass Friction Stir Processed Cu–30%Zn Alloy. Met. Mater. Int. 2023, 29, 3222–3234. [Google Scholar] [CrossRef]
- Li, X.; Zhang, Z.; Bai, Y.; Liu, Y.; Liu, Y.; Li, C.; Fu, Z.; Pan, H.; Yang, J.; Zhu, X. The effect of mechanical incompatibility and strain delocalization on the mechanical properties of gradient structure Cu-4.5Al alloy. Mater. Sci. Eng. A 2022, 853, 143693. [Google Scholar] [CrossRef]
- Wang, P.-J.; Zhou, D.; Guo, H.-H.; Liu, W.-F.; Su, J.-Z.; Fu, M.-S.; Singh, C.; Trukhanov, S.; Trukhanov, A. Ultrahigh enhancement rate of the energy density of flexible polymer nanocomposites using core–shell BaTiO3@MgO structures as the filler. J. Mater. Chem. A 2020, 8, 11124–11132. [Google Scholar] [CrossRef]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Lu, J. Literature review on the mechanical properties of materials after surface mechanical attrition treatment (SMAT). Nano Mater. Sci. 2020, 2, 3–31. [Google Scholar] [CrossRef]
- Ghosh, S.; Bibhanshu, N.; Suwas, S.; Chatterjee, K. Micro-mechanisms underlying enhanced fatigue life of additively manufactured 316L stainless steel with a gradient heterogeneous microstructure. Mater. Sci. Eng. A 2023, 886, 145665. [Google Scholar] [CrossRef]
- Zhao, W.; Li, C.; Lin, T.; Gao, J.; Si, X.; Qi, J.; Dai, X.; Cao, J. Low-temperature diffusion bonding of Ti6Al4V alloy via nanocrystallization and hydrogenation surface treatment. J. Mater. Res. Technol. 2023, 24, 7599–7613. [Google Scholar] [CrossRef]
- Li, X.; Nakatani, M.; Yang, J.; Zhang, J.; Sharma, B.; Pan, H.; Ameyama, K.; Fang, J.; Zhu, X. Investigation of mechanical properties and microstructural evolution in Cu─Al alloys with gradient structure. J. Alloys Compd. 2022, 890, 161835. [Google Scholar] [CrossRef]
- Ran, M.; Wang, Q.; You, S.; Wang, H.; Zhou, H.; Zheng, W. Effect of laser shock peening and surface mechanical attrition treatment on the oxidation resistance of a 20Cr-25Ni-Nb stainless steel. Mater. Charact. 2023, 203, 113065. [Google Scholar] [CrossRef]
- Ebrahim, M.R.; Labeeb, A.M.; Battisha, I. Electrical properties of Al-Si surface composites through surface mechanical alloying on severe plastic deformed Al substrates. J. Alloys Compd. 2023, 961, 170925. [Google Scholar] [CrossRef]
- Kang, G.C.; Hong, S.H.; Park, H.J.; Lee, J.P.; Lee, J.K.; Wang, W.-M.; Kim, K.B. Influence of grain boundary modification on color transition behavior of Cu-Al-Zn-Sn alloys with low stacking fault energy. J. Alloys Compd. 2023, 960, 171033. [Google Scholar] [CrossRef]
- Ma, X.L.; Xu, W.Z.; Zhou, H.; Moering, J.A.; Narayan, J.; Zhu, Y.T. Alloying effect on grain-size dependent deformation twinning in nanocrystalline Cu–Zn alloys. Philos. Mag. 2015, 95, 301–310. [Google Scholar] [CrossRef]
- Van Swygenhoven, H.; Derlet, P.M.; Froseth, A.G. Stacking fault energies and slip in nanocrystalline metals. Nat. Mater. 2004, 3, 399–403. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Zhu, Y.T.; Liao, X.Z.; Horita, Z.; Langdon, T.G. Tailoring stacking fault energy for high ductility and high strength in ultrafine grained Cu and its alloy. Appl. Phys. Lett. 2006, 89, 121906. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Horita, Z.; Langdon, T.G.; Zhu, Y.T. Evolution of defect structures during cold rolling of ultrafine-grained Cu and Cu–Zn alloys: Influence of stacking fault energy. Mater. Sci. Eng. A 2008, 474, 342–347. [Google Scholar] [CrossRef]
- Pan, Q.; Zhang, L.; Feng, R.; Lu, Q.; An, K.; Chuang, A.C.; Poplawsky, J.D.; Liaw, P.K.; Lu, L. Gradient cell–structured high-entropy alloy with exceptional strength and ductility. Science 2021, 374, 984–989. [Google Scholar] [CrossRef] [PubMed]
- Chinnasamy, M.; Rathanasamy, R.; Pal, S.K.; Palaniappan, S.K. Effectiveness of cryogenic treatment on cutting tool inserts: A review. Int. J. Refract. Met. Hard Mater. 2022, 108, 105946. [Google Scholar] [CrossRef]
- Chinnasamy, M.; Rathanasamy, R.; Samanta, B.; Pal, S.K.; Palaniappan, S.K.; Korrayi, R.R.; Muthuswamy, P.; Roy, S. Microstructure evolution, phase formation, mechanical and tribological response of deep cryogenically treated hard WC-6%Co cutting bits. J. Mater. Res. Technol. 2023, 27, 1293–1306. [Google Scholar] [CrossRef]
- Chinnasamy, M.; Rathanasamy, R.; Samanta, B.; Pal, S.K.; Palaniappan, S.K.; Muthuswamy, P.; Korrayi, R.R.; Roy, S. Implications of cryogenic treatment on microstructure, phase formation, mechanical and tribological properties of tungsten carbide cutting bits with varying cobalt content for mining applications. Int. J. Refract. Met. Hard Mater. 2023, 117, 106421. [Google Scholar] [CrossRef]
- Li, Y.S.; Tao, N.R.; Lu, K. Microstructural evolution and nanostructure formation in copper during dynamic plastic deformation at cryogenic temperatures. Acta Mater. 2008, 56, 230–241. [Google Scholar] [CrossRef]
- Wang, K.; Tao, N.R.; Liu, G.; Lu, J.; Lu, K. Plastic strain-induced grain refinement at the nanometer scale in copper. Acta Mater. 2006, 54, 5281–5291. [Google Scholar] [CrossRef]
- Kumar, G.V.S.; Mangipudi, K.R.; Sastry, G.V.S.; Singh, L.K.; Dhanasekaran, S.; Sivaprasad, K. Excellent Combination of Tensile ductility and strength due to nanotwinning and a biamodal structure in cryorolled austenitic stainless steel. Sci. Rep. 2020, 10, 354. [Google Scholar] [CrossRef]
- Denanot, M.; Villain, J. The Stacking Fault Energy in Cu-Al-Zn Alloys. In Physica Status Solidi/A.; Görlich, Ed.; De Gruyter: Berlin, Germany, 1971; Volume 8, pp. 685–689. [Google Scholar]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375–377, 38–45. [Google Scholar] [CrossRef]
- Darling, K.A.; Tschopp, M.A.; Roberts, A.J.; Ligda, J.P.; Kecskes, L.J. Enhancing grain refinement in polycrystalline materials using surface mechanical attrition treatment at cryogenic temperatures. Scr. Mater. 2013, 69, 461–464. [Google Scholar] [CrossRef]
- Sinclair, C.W.; Poole, W.J.; Bréchet, Y. A model for the grain size dependent work hardening of copper. Scr. Mater. 2006, 55, 739–742. [Google Scholar] [CrossRef]
- Lu, X.; Gui, Y.; Fu, Z.; Ao, N.; Wu, S.; Zhang, X. Mechanical behavior and microstructure-property correlation of a metastable interstitial high entropy alloy with hierarchical gradient structures. Mater. Charact. 2023, 204, 113232. [Google Scholar] [CrossRef]
- Qu, S.; An, X.H.; Yang, H.J.; Huang, C.X.; Yang, G.; Zang, Q.S.; Wang, Z.G.; Wu, S.D.; Zhang, Z.F. Microstructural evolution and mechanical properties of Cu–Al alloys subjected to equal channel angular pressing. Acta Mater. 2009, 57, 1586–1601. [Google Scholar] [CrossRef]
- An, X.; Lin, Q.; Qu, S.; Yang, G.; Wu, S.; Zhang, Z.-F. Influence of stacking-fault energy on the accommodation of severe shear strain in Cu-Al alloys during equal-channel angular pressing. J. Mater. Res. 2011, 24, 3636–3646. [Google Scholar] [CrossRef]
- Zhang, Z.J.; Duan, Q.Q.; An, X.H.; Wu, S.D.; Yang, G.; Zhang, Z.F. Microstructure and mechanical properties of Cu and Cu–Zn alloys produced by equal channel angular pressing. Mater. Sci. Eng. A 2011, 528, 4259–4267. [Google Scholar] [CrossRef]
- Wang, Y.F.; Huang, C.X.; Wang, M.S.; Li, Y.S.; Zhu, Y.T. Quantifying the synergetic strengthening in gradient material. Scr. Mater. 2018, 150, 22–25. [Google Scholar] [CrossRef]
- Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393–398. [Google Scholar] [CrossRef]
- Fang, T.H.; Tao, N.R.; Lu, K. Tension-induced softening and hardening in gradient nanograined surface layer in copper. Scr. Mater. 2014, 77, 17–20. [Google Scholar] [CrossRef]
- Song, S.C.; Moon, J.; Kim, H.S. Hetero-deformation-induced strengthening of multi-phase Cu–Fe–Mn medium entropy alloys by dynamic heterostructuring. Mater. Sci. Eng. A 2021, 799, 140275. [Google Scholar] [CrossRef]
- Wu, X.; Jiang, P.; Chen, L.; Yuan, F.; Zhu, Y.T. Extraordinary strain hardening by gradient structure. Proc. Natl. Acad. Sci. USA 2014, 111, 7197–7201. [Google Scholar] [CrossRef]
- Wu, X.; Yang, M.; Yuan, F.; Wu, G.; Wei, Y.; Huang, X.; Zhu, Y. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA 2015, 112, 14501–14505. [Google Scholar] [CrossRef] [PubMed]
- Kubin, L.P.; Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: A few critical issues. Scr. Mater. 2003, 48, 119–125. [Google Scholar] [CrossRef]
- Liao, X.Z.; Srinivasan, S.G.; Zhao, Y.H.; Baskes, M.I.; Zhu, Y.T.; Zhou, F.; Lavernia, E.J.; Xu, H.F. Formation mechanism of wide stacking faults in nanocrystalline Al. Appl. Phys. Lett. 2004, 84, 3564–3566. [Google Scholar] [CrossRef]
- Youngdahl, C.J.; Weertman, J.R.; Hugo, R.C.; Kung, H.H. Deformation behavior in nanocrystalline copper. Scr. Mater. 2001, 44, 1475–1478. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Zhao, L.J.; Chen, S.; Shibata, A.; Zhang, Z.F.; Tsuji, N. Significant contribution of stacking faults to the strain hardening behavior of Cu-15%Al alloy with different grain sizes. Sci. Rep. 2015, 5, 16707. [Google Scholar] [CrossRef] [PubMed]
- Zhao, W.; Tao, N.; Guo, J.; Lu, Q.; Lu, K. High density nano-scale twins in Cu induced by dynamic plastic deformation. Scr. Mater. 2005, 53, 745–749. [Google Scholar] [CrossRef]
- Zhang, Y.; Tao, N.R.; Lu, K. Effect of stacking-fault energy on deformation twin thickness in Cu–Al alloys. Scr. Mater. 2009, 60, 211–213. [Google Scholar] [CrossRef]
- Yin, Z.; Sun, L.; Yang, J.; Gong, Y.; Zhu, X. Mechanical behavior and deformation kinetics of gradient structured Cu-Al alloys with varying stacking fault energy. J. Alloys Compd. 2016, 687, 152–160. [Google Scholar] [CrossRef]
- Shen, Y.; Wen, C.; Yang, X.; Pang, Y.; Sun, L.; Tao, J.; Gong, Y.; Zhu, X. Ultrahigh Strength Copper Obtained by Surface Mechanical Attrition Treatment at Cryogenic Temperature. J. Mater. Eng. Perform. 2015, 24, 5058–5064. [Google Scholar] [CrossRef]
- Song, Y.; Li, T.; Fu, X.; Zhang, Z.; Sheng, G.; Zhu, Y.; Lu, Y.; Yu, Q. Dislocation-twin interaction in medium entropy alloy containing a high density of oxygen interstitials. J. Alloys Compd. 2023, 947, 169522. [Google Scholar] [CrossRef]
- Rohatgi, A.; Vecchio, K.S.; Gray, I.G.T. A metallographic and quantitative analysis of the influence of stacking fault energy on shock-hardening in Cu and Cu–Al alloys. Acta Mater. 2001, 49, 427–438. [Google Scholar] [CrossRef]
- Tao, N.R.; Wang, Z.B.; Tong, W.P.; Sui, M.L.; Lu, J.; Lu, K. An investigation of surface nanocrystallization mechanism in Fe induced by surface mechanical attrition treatment. Acta Mater. 2002, 50, 4603–4616. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, Y.; Zhao, Z.; Long, H.; Lin, Z.; Guo, F.; He, Q.; Huang, C.; Zhu, Y. Activating dispersed strain bands in tensioned nanostructure layer for high ductility: The effects of microstructure inhomogeneity. Int. J. Plast. 2022, 149, 103159. [Google Scholar] [CrossRef]
- Wu, H.; Fan, G. An overview of tailoring strain delocalization for strength-ductility synergy. Prog. Mater. Sci. 2020, 113, 100675. [Google Scholar] [CrossRef]
- Yang, C.; Liu, Y.G.; Shi, Y.H.; Li, M.Q. Microstructure characterization and tensile properties of processed TC17 via high energy shot peening. Mater. Sci. Eng. A 2020, 784, 139298. [Google Scholar] [CrossRef]
- Dang, N.; Chen, S.; Liu, L.; Maire, E.; Adrien, J.; Cazottes, S.; Xiao, W.; Ma, C.; Zhou, L. Analysis of hybrid fracture in α/β titanium alloy with lamellar microstructure. Mater. Sci. Eng. A 2019, 744, 54–63. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Description |
|---|---|
| SFE-7-Anneal | The annealed alloy with SFE of 7 mJ/m2 without SMAT |
| SFE-7-RT | The alloy with SFE of 7 mJ/m2 SMATed at room temperature (RT) |
| SFE-7-LNT | The alloy with SFE of 7 mJ/m2 SMATed at liquid nitrogen temperature (LNT) |
| SFE-40-Anneal | The annealed alloy with SFE of 40 mJ/m2 without SMAT |
| SFE-40-RT | The alloy with SFE of 40 mJ/m2 SMATed at room temperature (RT) |
| SFE-40-LNT | The alloy with SFE of 40 mJ/m2 SMATed at liquid nitrogen temperature (LNT) |
| Composition | SFE (mJ/m2) | Sample | YS (MPa) | UTS (MPa) | UE (%) |
|---|---|---|---|---|---|
| Cu-5.5 wt% Al-4.5 wt% Zn | 7 | SFE-7-RT | 220 | 399 | 64 |
| SFE-7-LNT | 278 | 419 | 51 | ||
| SFE-7-Anneal | 92 | 370 | 71 | ||
| Cu-1.08 wt% Al-2.6 wt% Zn | 40 | SFE-40-RT | 202 | 245 | 22 |
| SFE-40-LNT | 230 | 255 | 20 | ||
| SFE-40-Anneal | 60 | 237 | 35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, Z.; Gong, Y.; Sun, L.; Li, C.; Yang, J.; Kang, Z.; Qin, S.; Quan, S.; Zhu, X. Effects of SMAT Temperature and Stacking Fault Energy on the Mechanical Properties and Microstructure Evolution of Cu-Al-Zn Alloys. Metals 2023, 13, 1923. https://doi.org/10.3390/met13121923
Zhou Z, Gong Y, Sun L, Li C, Yang J, Kang Z, Qin S, Quan S, Zhu X. Effects of SMAT Temperature and Stacking Fault Energy on the Mechanical Properties and Microstructure Evolution of Cu-Al-Zn Alloys. Metals. 2023; 13(12):1923. https://doi.org/10.3390/met13121923
Chicago/Turabian StyleZhou, Zhuangdi, Yulan Gong, Lele Sun, Cong Li, Jingran Yang, Zhuang Kang, Shen Qin, Shuwei Quan, and Xinkun Zhu. 2023. "Effects of SMAT Temperature and Stacking Fault Energy on the Mechanical Properties and Microstructure Evolution of Cu-Al-Zn Alloys" Metals 13, no. 12: 1923. https://doi.org/10.3390/met13121923