
Investigation of Situational Correlations of Wire Electrical Discharge Machining of Superhard Materials with Acoustic Emission Characteristics
 ,
, 
Abstract
:1. Introduction
- -
- the availability of adjustable value measuring instruments and the possibility of their use in WEDM conditions;
- -
- the ability to control the adjustable value when it deviates under the influence of disturbing factors and maintain its value within the required limits;
- -
- the adjustable parameter should be such that, when controlling it, it is possible to ensure a rational level of indicators of the WEDM process—performance, efficiency, wear of the tool electrode, processing accuracy, etc.
2. Materials and Methods
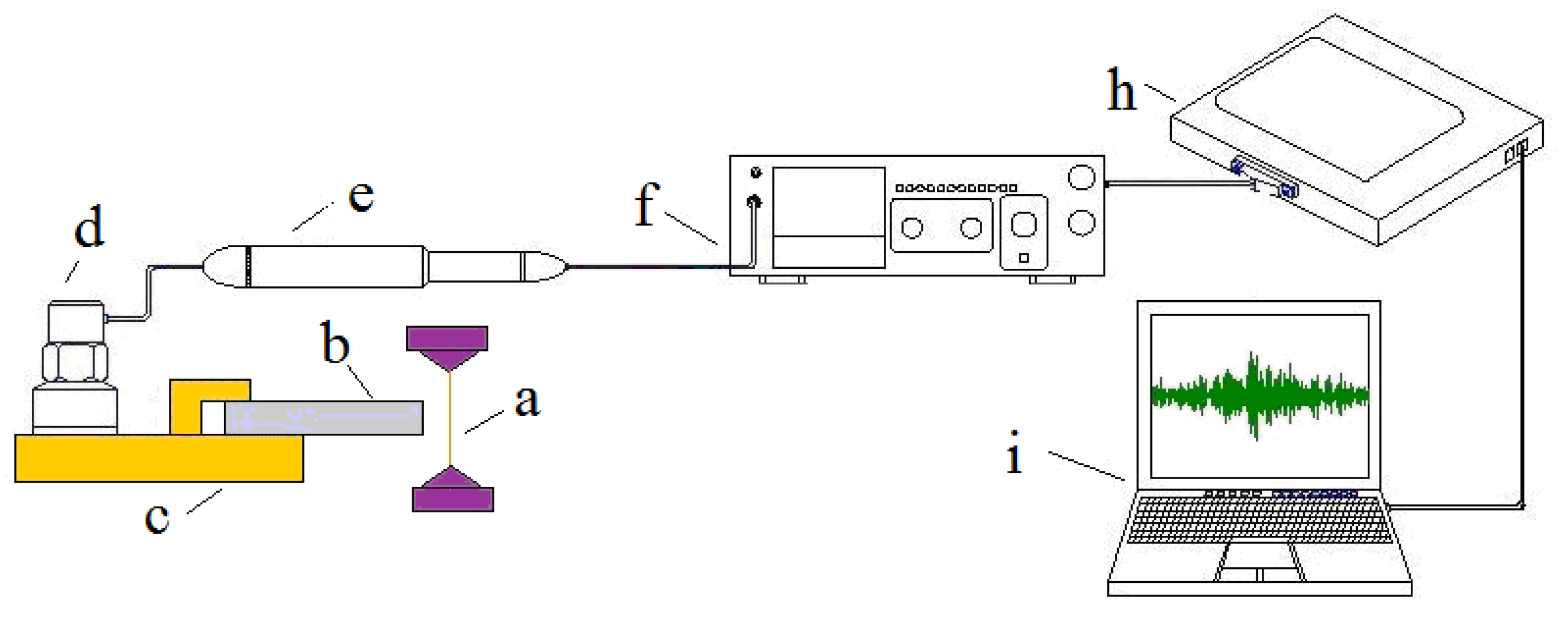
2.1. Equipment and Materials for Experimental Research
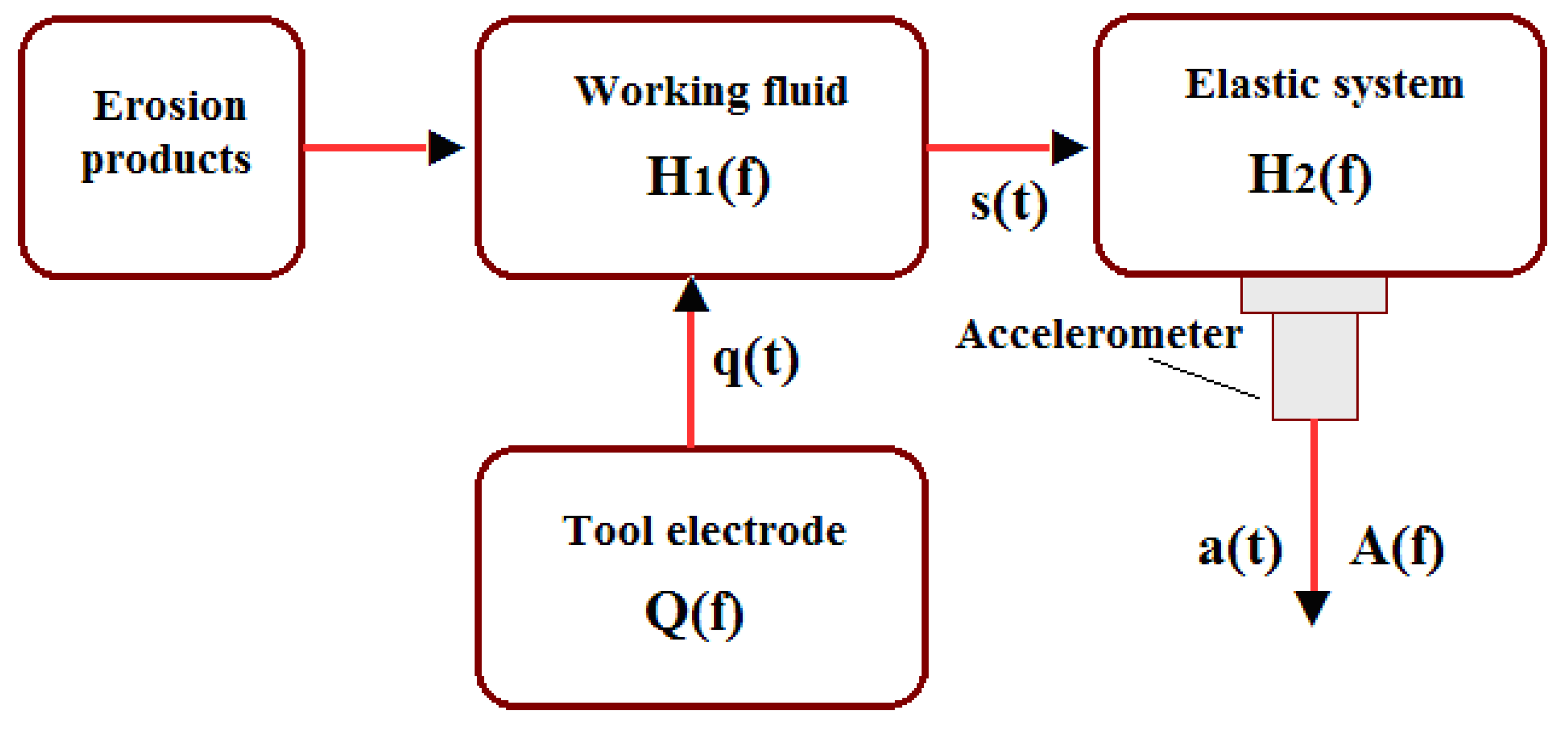
2.2. Dynamic Model of the WEDM Process
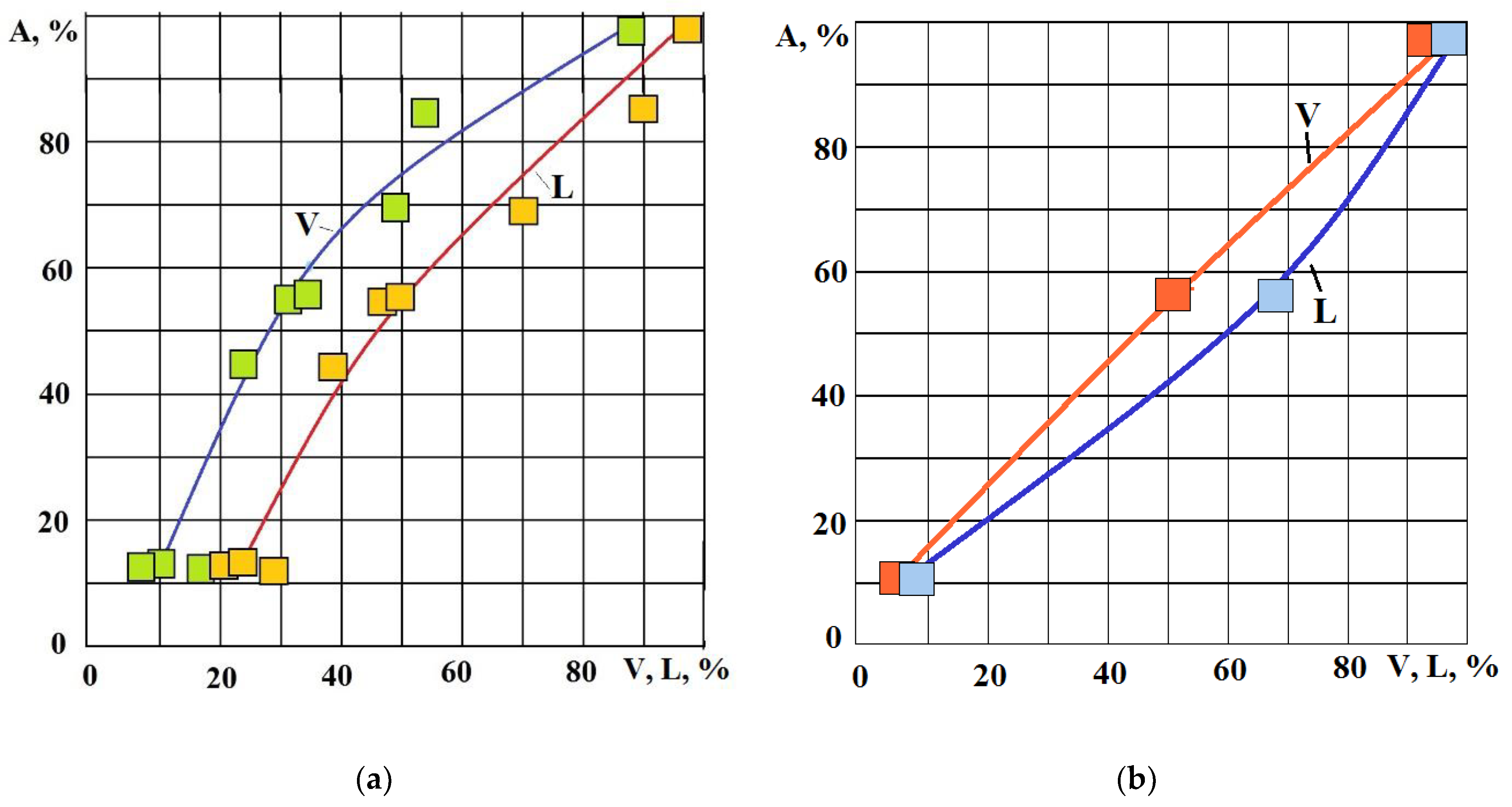
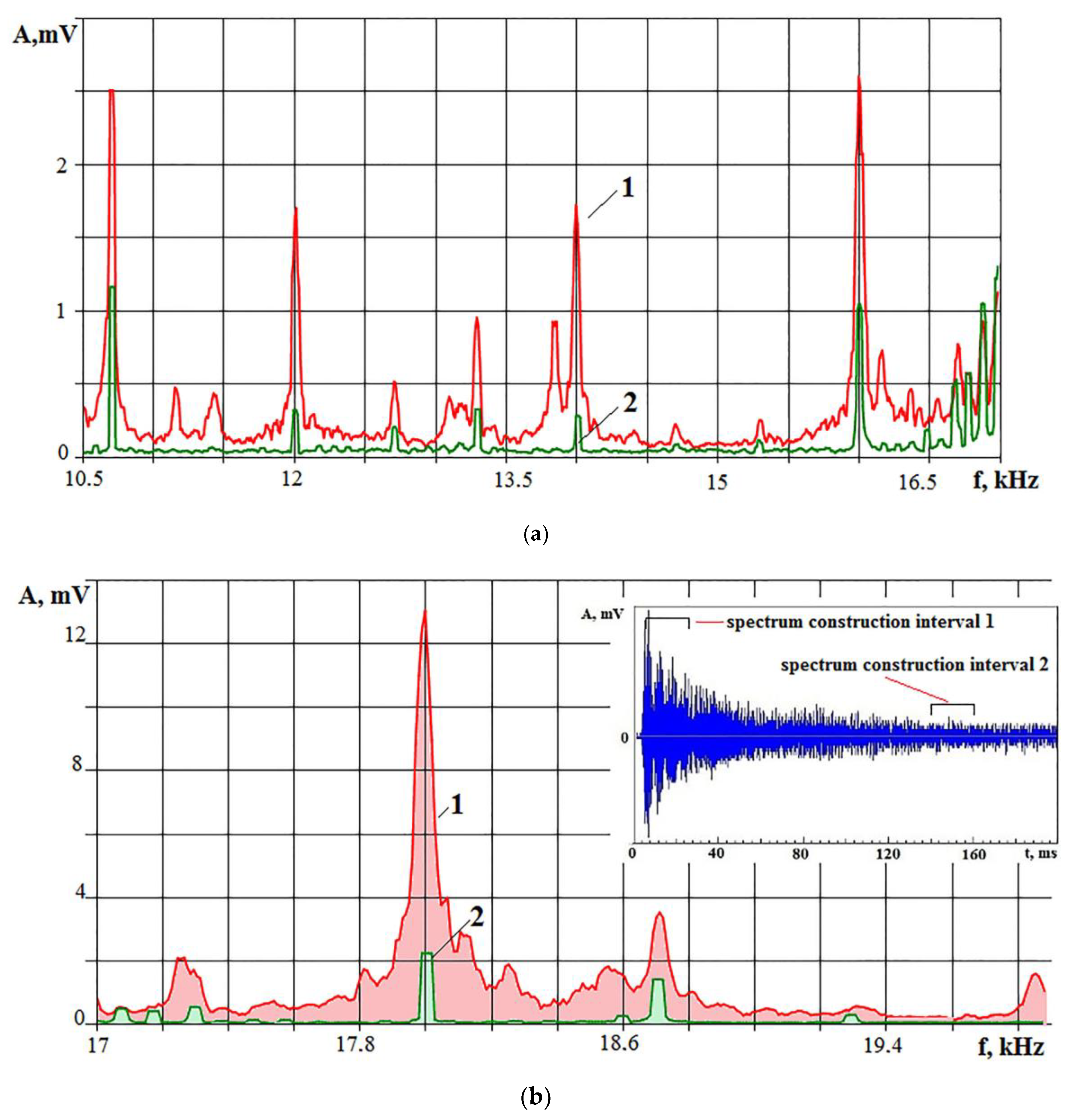
2.3. Estimation of the Information Content of the Amplitude-Frequency Characteristics (AFC) during WEDM
3. Results
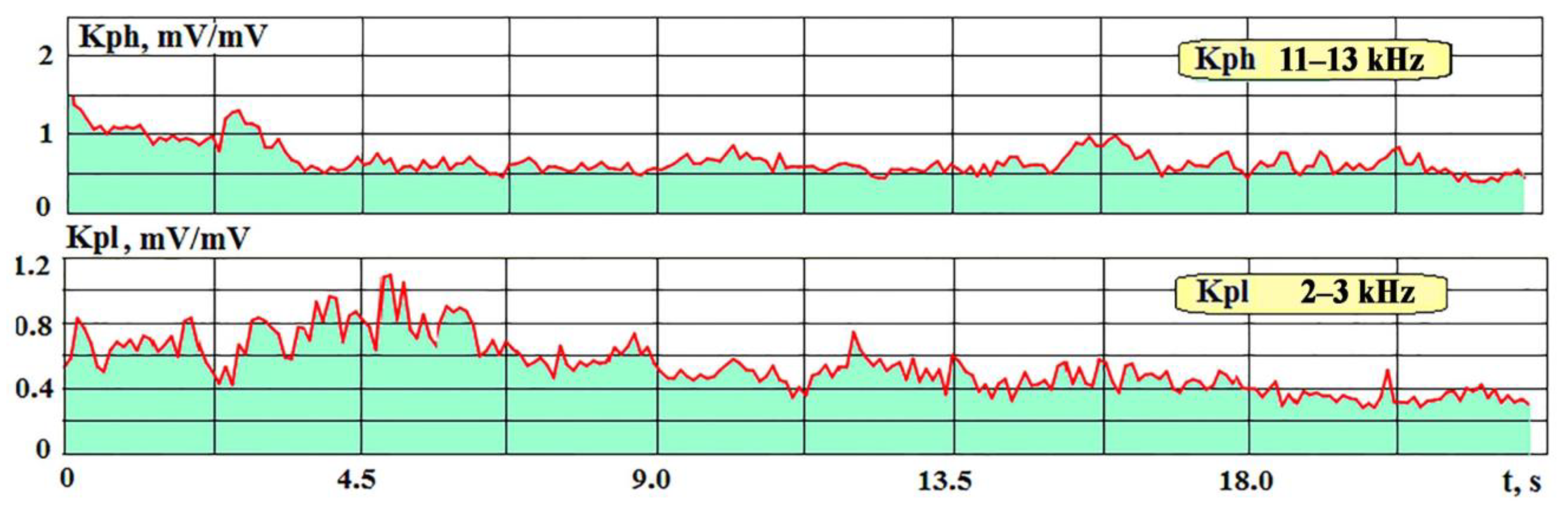
3.1. WEDM Monitoring Using Transmission Coefficients in the Selected Frequency Ranges
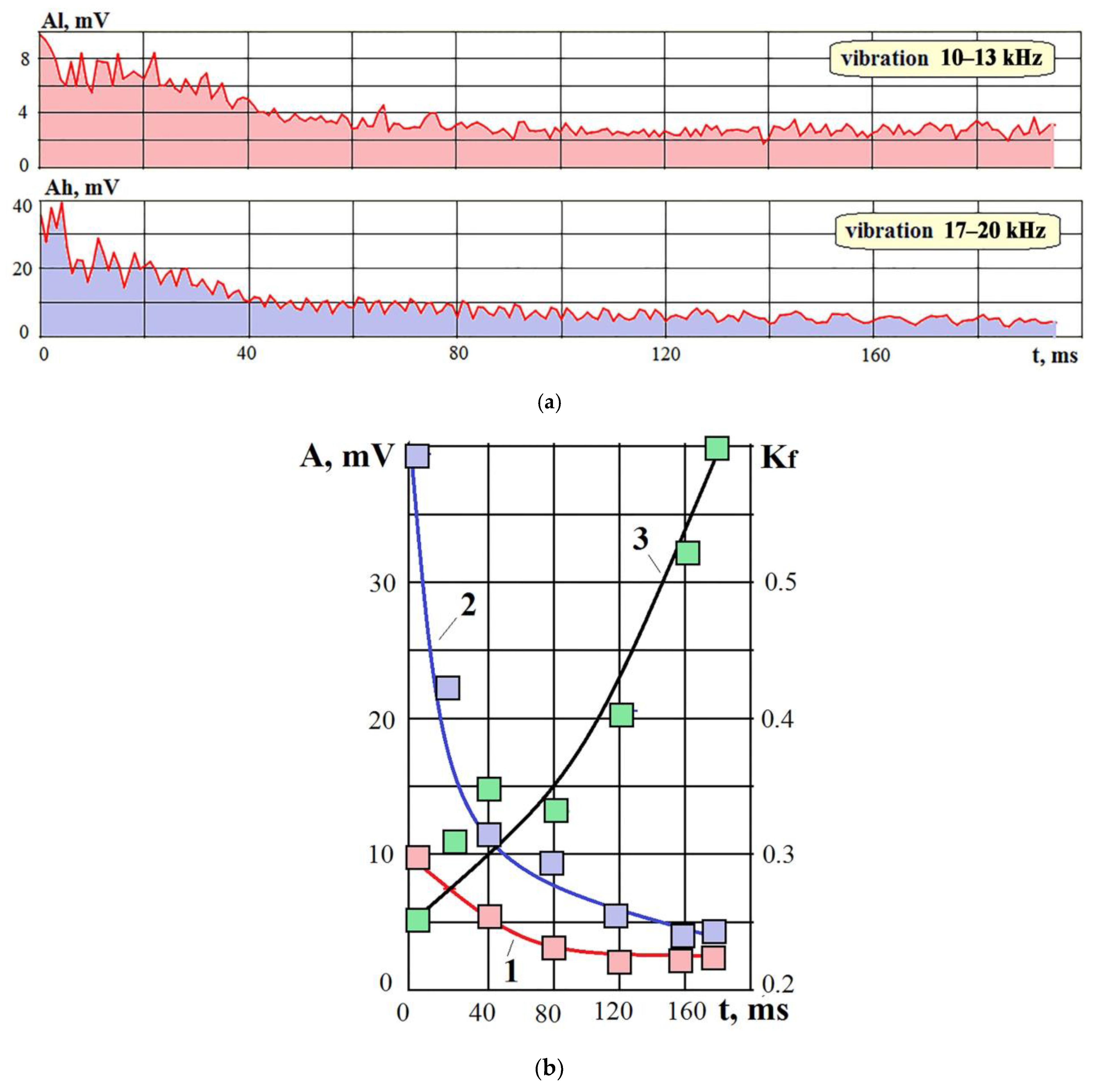
3.2. Verification of Assumptions during WEDM
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Conde, A.; Arriandiaga, A.; Sanchez, J.A.; Portillo, E.; Plaza, S.; Cabanes, I. High-accuracy wire electrical discharge machining using artificial neural networks and optimization techniques. Robot. Comput. Integr. Manuf. 2018, 49, 24–38. [Google Scholar] [CrossRef]
- Trung, K.H. Development of a WEDM system with high machining efficiency. In Proceedings of the 2017 International Conference on System Science and Engineering (ICSSE), Ho Chi Minh City, Vietnam, 21–23 July 2017; pp. 397–399. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the Art in Wire Electrical Discharge Machining (WEDM). Int. J. Mach. Tool. Manu. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Han, F.; Chen, L.; Yu, D.; Zhou, X. Basic study on pulse generator for micro-EDM. Int. J. Adv. Manuf. Technol. 2007, 33, 474–479. [Google Scholar] [CrossRef]
- Grigor’ev, S.N.; Kozochkin, M.P.; Okun’kova, A.A. Investigation of monitoring perspectives for electroerosion processes by vibration parameter variation. Russ. Aeronaut. (Iz VUZ) 2015, 58, 488–494. [Google Scholar] [CrossRef]
- Nakamura, M.; Takeo, K.; Osada, T.; Ozaki, S. Finite Element Analysis of Self-Healing and Damage Processes in Alumina/SiC Composite Ceramics. Technologies 2017, 5, 40. [Google Scholar] [CrossRef]
- Aimable, A.; Goure Doubi, H.; Stuer, M.; Zhao, Z.; Bowen, P. Synthesis and Sintering of ZnO Nanopowders. Technologies 2017, 5, 28. [Google Scholar] [CrossRef]
- Ma, H.; Zhou, X.; Liu, W.; Kong, C. A feature-based approach towards integration and automation of CAD/CAPP/CAM for EDM electrodes. Int. J. Adv. Manuf. Technol. 2018, 98, 2943–2965. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Z.; Xu, J.; Wang, Y.; Li, J.; Liu, H. Sustainable production of micro gears combining micro reciprocated wire electrical discharge machining and precision forging. J. Clean. Prod. 2018, 188, 1–11. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Martinov, G.M. Research and development of a cross-platform CNC kernel for multi-axis machine tool. Procedia CIRP 2014, 14, 517–522. [Google Scholar] [CrossRef]
- Artamonov, B.A.; Volkov, Y.S. Analiz Modelei Elektrokhimicheskoi i Elektroerozionnoi obrabotki. Chast’ 2, Modeli Protsessov Elektroerozionnoi Obrabotki. Provolochnaya Vyrezka (Analysis of Models of Electrochemical and Electrodischarge Treatment, Part 2: Models of Electrodischarge Treatment. Wire Cutting), 1st ed.; Vseross. Nauchno-issled. Inst. Patent. Inform.: Moscow, Russia, 1991; pp. 98–101. (In Russian) [Google Scholar]
- Yan, M.T. An adaptive control system with self-organizing fuzzy sliding mode control strategy for micro wire-EDM machines. Int. J. Adv. Manuf. Technol. 2010, 50, 315–328. [Google Scholar] [CrossRef]
- Kang, X.; Liang, W.; Yang, Y.; Zhao, W. Maximum free distance method for electrode feeding path planning in EDM machining of integral shrouded blisks. Precis. Eng. 2018, 51, 514–520. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Umer, U.; Mohany, A. Application of acoustic emissions in machining processes: Analysis and critical review. Int. J. Adv. Manuf. Technol. 2018, 98, 1391–1407. [Google Scholar] [CrossRef]
- Belyi, V.A.; Kholodilov, O.V.; Sviridyonok, A.I. Acoustic Spectrometry as Used for the Evaluation of Tribological Systems. Wear 1981, 69, 309–319. [Google Scholar] [CrossRef]
- Ravindra, H.V.; Srinivasa, Y.G.; Krishnamurthy, R. Acoustic emission for tool condition monitoring in metal cutting. Wear 1997, 212, 78–84. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Nadykto, A.B.; Volosova, M.A.; Zelensky, A.A.; Pivkin, P.M. WEDM as a Replacement for Grinding in Machining Ceramic Al2O3-TiC Cutting Inserts. Metals 2021, 11, 882. [Google Scholar] [CrossRef]
- Grigoriev, S.; Dosko, S.; Vereschaka, A.; Zelenkov, V.; Sotova, C. Diagnostic Techniques for Electrical Discharge Plasma Used in PVD Coating Processes. Coatings 2023, 13, 147. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Okunkova, A.A.; Volosova, M.A.; Hamdy, K.; Metel, A.S. Electrical Discharge Machining of Al2O3 Using Copper Tape and TiO2 Powder-Mixed Water Medium. Technologies 2022, 10, 116. [Google Scholar] [CrossRef]
- Okunkova, A.A.; Volosova, M.A.; Kropotkina, E.Y.; Hamdy, K.; Grigoriev, S.N. Electrical Discharge Machining of Alumina Using Ni-Cr Coating and SnO Powder-Mixed Dielectric Medium. Metals 2022, 12, 1749. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Hamdy, K.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Electrical Discharge Machining of Oxide and Nitride Ceramics: A Review. Mater. Des. 2021, 209, 109965. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Electrical Discharge Machining of Oxide Nanocomposite: Nanomodification of Surface and Subsurface Layers. J. Manuf. Mater. Process. 2020, 4, 96. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design, 2nd ed.; Cambridge University Press: Cambridge, UK, 2012; p. 382. [Google Scholar]
- Webster, J.; Dong, W.P.; Lindsay, R. Raw acoustic emission signal analysis of grinding process. CIRP Ann. 1996, 45, 335–340. [Google Scholar] [CrossRef]
- Grigor’ev, S.N.; Kozochkin, M.P. Improvement of Machining by the Vibroacoustic Diagnostics of Electrophysical Processes. Russ. Engin. Res. 2015, 35, 801–806. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Grigor’ev, S.N.; Okun’kova, A.A.; Porvatov, A.N. Monitoring of electric discharge machining by means of acoustic emission. Russ. Engin. Res. 2016, 36, 244–248. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Porvatov, A.N.; Grigor’ev, S.N. Vibroacoustic Monitoring of the Major Parameters of Electrical Discharge Machining. Meas. Tech. 2017, 59, 1228–1233. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Porvatov, A.N. Effect of Adhesion Bonds in Friction Contact on Vibroacoustic Signal and Auto oscillations. J. Frict. Wear 2014, 35, 389–395. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V. Vibroacoustic Monitoring Features of Radiation-Beam Technologies by the Case Study of Laser, Electrical Discharge, and Electron-Beam Machining. Metals 2021, 11, 1117. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Fedorov, S.V.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of the Information Possibilities of the Parameters of Vibroacoustic Signals Accompanying the Processing of Materials by Concentrated Energy Flows. Sensors 2023, 23, 750. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Volosova, M.A.; Okunkova, A.A. Electrical discharge machining of ceramic nanocomposites: Sublimation phenomena and adaptive control. Heliyon 2019, 5, E02629. [Google Scholar] [CrossRef]
- Tseng, K.-H.; Chung, M.-Y.; Chang, C.-Y. Parameters for Fabricating Nano-Au Colloids through the Electric Spark Discharge Method with Micro-Electrical Discharge Machining. Nanomaterials 2017, 7, 133. [Google Scholar] [CrossRef]
- Yue, X.; Yang, X.; Tian, J.; He, Z.; Fan, Y. Thermal, mechanical and chemical material removal mechanism of carbon fiber reinforced polymers in electrical discharge machining. Int. J. Mach. Tool Manuf. 2018, 133, 4–17. [Google Scholar] [CrossRef]
- Ozerkan, H.B. Simultaneous machining and surface alloying of AISI 1040 steel by electrical discharge machining with boron oxide powders. J. Mech. Sci. Technol. 2018, 32, 4357–4364. [Google Scholar] [CrossRef]
- Mujumdar, S.S.; Curreli, D.; Kapoor, S.G. Effect of Dielectric Conductivity on Micro-Electrical Discharge Machining Plasma Characteristics Using Optical Emission Spectroscopy. ASME. J. Micro Nano-Manuf. 2018, 6, 031001. [Google Scholar] [CrossRef]
- Salmanov, V.M.; Guseinov, A.G.; Mamedov, R.M.; Salmanova, A.A.; Gasanova, L.G.; Magomedov, A.Z.; Akhmedova, F.S. Effect of laser radiation on InSe and GaSe thin films grown via laser sublimation and chemical deposition. Russ. J. Phys. Chem. 2018, 92, 1790–1793. [Google Scholar] [CrossRef]
- Grigoryants, A.G.; Safonov, A.N. Methods of surface laser processing. In Laser Technique and Technology; Textbook for Universities; Grigoryants, A.G., Ed.; Higher School: Moscow, Russia, 1988; Volume 3, p. 159. [Google Scholar]
- Trushin, Y.V. Theory of Radiation Processes in Metal Solid Solutions; Nova Science Publishers Inc.: New York, NY, USA, 1996; p. 406. [Google Scholar]
- Schaaf, P. (Ed.) Laser Processing of Materials: Fundamentals, Applications and Developments; Springer Series in Materials Science; Springer: Berlin/Heidelberg, Germany, 2010; Volume 139, p. 241. [Google Scholar] [CrossRef]
- Kozochkin, M.P.; Porvatov, A.N. Estimation of Uncertainty in Solving Multi-Parameter Diagnostic Problems. Meas. Tech. 2015, 58, 173–178. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Component Content, % | |||
|---|---|---|---|---|
| WC | TaC | TiC | Co | |
| HG012 | 92 | 2 | - | 6 |
| HS123 | 79 | - | 15 | 6 |
| Material | Bending Strength σ, MPa | Hardness HRA | Density ρ·10−3, kg/m3 | Specific Electrical Resistance ρ, Ω mm2 /m |
|---|---|---|---|---|
| HG012 | 1280 | 91 | 14.8 | 0.099 |
| HS123 | 1180 | 90 | 11.5 | 0.079 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriev, S.N.; Kozochkin, M.P.; Porvatov, A.N.; Malakhinsky, A.P.; Melnik, Y.A. Investigation of Situational Correlations of Wire Electrical Discharge Machining of Superhard Materials with Acoustic Emission Characteristics. Metals 2023, 13, 775. https://doi.org/10.3390/met13040775
Grigoriev SN, Kozochkin MP, Porvatov AN, Malakhinsky AP, Melnik YA. Investigation of Situational Correlations of Wire Electrical Discharge Machining of Superhard Materials with Acoustic Emission Characteristics. Metals. 2023; 13(4):775. https://doi.org/10.3390/met13040775
Chicago/Turabian StyleGrigoriev, Sergey N., Mikhail P. Kozochkin, Artur N. Porvatov, Alexander P. Malakhinsky, and Yury A. Melnik. 2023. "Investigation of Situational Correlations of Wire Electrical Discharge Machining of Superhard Materials with Acoustic Emission Characteristics" Metals 13, no. 4: 775. https://doi.org/10.3390/met13040775