
Technologies of Recycling REEs and Iron from NdFeB Scrap



1
Key Laboratory of High-Efficient Mining and Safety of Metal Mines Ministry of Education (USTB), University of Science and Technology Beijing, Beijing 100083, China
2
State Key Laboratory of Solid Waste Reuse for Building Materials, Beijing 100041, China
3
Department of Metallurgy, Graduate School of Engineering, Tohoku University, Sendai 980-8579, Japan
*
Author to whom correspondence should be addressed.
Metals 2023, 13(4), 779; https://doi.org/10.3390/met13040779
Submission received: 9 March 2023
/
Revised: 31 March 2023
/
Accepted: 3 April 2023
/
Published: 16 April 2023
Abstract
:In recent years, under the background of global low-carbon development, the production of NdFeB magnets has increased dramatically. With the end of magnet life, a large number of discarded products will be produced in the future. At the same time, 6–73% of industrial waste will be produced in the manufacturing process of magnets. The rare earth content (about 30 wt.%) of these magnet scraps is generally higher than that of raw ore, and the recovery of rare earth elements from them helps to stabilize the global rare earth supply chain. In addition, NdFeB scrap contains about 70 wt.% of iron, which is currently unable to be utilized with high added value. If iron can be recycled based on recycling rare earth elements, it is expected to realize the full component recycling of NdFeB waste and reduce the full life cycle environmental load of NdFeB products. This paper summarizes the properties, recycling potential, and existing recycling technologies of NdFeB waste, and it summarizes the principles, advantages, and disadvantages of various recycling methods, such as direct reuse, pyrometallurgy, hydrometallurgy, and electrochemistry. Among them, the electrochemical recovery method was emphatically reviewed as a newly proposed method. On this basis, the future development direction of NdFeB waste recycling has been prospected, and the research idea of avoiding the shortcomings of various recycling methods through the combined process is proposed. It is proposed that low environmental hazards, low energy consumption, and a closed-loop process are the main goals to be achieved in the recycling process.
1. Introduction
REEs (REEs) have become an important strategic resource due to their unique properties and are widely used in various high-technology fields, such as superconductors, wind power generation, display devices, hybrid cars, hard disk devices, etc. [1,2]. Rare earth permanent magnets are known for their superior magnetic properties and are often considered as important metals in the potential energy transition, being a key component of the transition to a low-carbon energy economy [3]. In the context of global low-carbon development, the demand for clean energy is growing worldwide, and the emerging materials represented by NdFeB permanent magnets are taking up an increasing proportion of rare earth applications [4], and the demand for REEs may grow at about 8% per year [5].
NdFeB permanent magnets typically contain 27–31 wt.% REEs and have considerable recycling value [6]. The life cycle of NdFeB permanent magnets ranges from two to three years for consumer electronics to 20–30 years for wind turbines [7], and the potential recyclable quantity is huge. If not recycled, it will not only waste rare earth resources, but it will also cause soil pollution and harm human health [8,9]. On the contrary, if NdFeB permanent magnets are recycled as a secondary resource containing REEs, they can be key measures to build a sustainable rare earth supply chain [10,11]. On the other hand, NdFeB scrap contains about 70 wt.% of metallic iron [12], which cannot be utilized with high added value at present. If it can be recycled based on recovered REEs, and it is expected to achieve the full component recycling of NdFeB scrap and reduce the whole life cycle environmental load of the NdFeB products [13].
Research on NdFeB scrap recycling has focused on two directions, namely, (1) remanufacturing magnets using scrap recycling [14,15] and (2) recovery of REEs. The recovery of REEs mainly includes hydrometallurgical, pyrometallurgical, electrochemical, etc. [16]. This paper systematically reviews the main recovery methods of used NdFeB magnets and summarizes the advantages and shortcomings of these methods.
2. Composition Characteristics and Recovery Potential
2.1. Chemical Composition
As the currently strongest permanent magnet type on the market, rare earth magnets account for about two-thirds of the permanent magnet market, the main body of which is NdFeB permanent magnets, representing tetragonal phases rich in Fe. NdFeB magnets were independently discovered in Japan [17] and in the USA [18] in the 1980s. They are well known for their superior magnetic properties and are often considered as important materials in potential energy transition [19], being key components of the transition to a low-carbon energy economy [3].
According to the composition of REEs, NdFeB permanent magnet scrap can be divided into three categories, namely, low REEs scraps, medium REEs scraps, and high REEs scraps. The typical chemical composition of the scraps is summarized in Table 1 [20]. Among them, most of the low REEs scraps come from industrial waste, such as polluted mud and sludge [21,22]; medium REEs scraps are the most common, and most of them come from spent magnets; high REEs scraps are rare, and most of them come from unfinished commercial NdFeB magnets (without coating or magnetizing) [23,24]. All NdFeB magnets contain Nd, and small amounts of Pr can replace Nd to a certain extent to reduce production costs [25]. Other REEs, such as Dy and Tb, can improve the performance of magnets [26,27]. A long-term approach to reducing the use of REEs is the development of rare-earth-free permanent magnets, but unfortunately, there has been no breakthrough in this research area [28]. Recycling of REEs contained in NdFeB magnets will play an important complementary role in the total supply of REEs in the future [29]. Additionally, Fe is the most abundant in magnets, accounting for about 2/3 of the total. It has a much higher grade than ore and is an object of recovery that cannot be ignored [30]. Al, Cu, and Co with content below 1 wt.% are used to replace some of the Fe and further increase the coercivity of the NdFeB magnets [31,32,33,34]. About 1 wt.% of B can refine grain, improve the microstructure, and consequently enhance the magnetic properties [35,36].
2.2. Phase Composition
The microstructure confirms the existence of multiple phases in NdFeB magnets, which usually consist of the Nd2Fe14B phase (matrix phase, >80 wt.%) [37], the Nd1+xFe4B4 phase (B-rich phase) [38], and the Nd + Nd2O3 phase (Nd-rich phase, ~10 wt.%) [39].
The high-resolution EDS mapping results of the main elements on the spent NdFeB magnet surface (Figure 1) show that Fe is the most abundant in the matrix, which is concentrated within the grains and uniformly distributed in the gray region of the magnets [40]. The white area is Nd-rich phase with irregular strips or polygons, where Nd and Pr are enriched, and they are distributed around or at the junction of the grain boundaries of the matrix phase, hindering magnetic exchange coupling interactions to improve the magnetic properties [41]. The heavy REEs Gd has similar distribution properties with Nd, and its addition, makes the Nd-rich phase of the magnet more uniformly distributed, which inhibits the dissolution of the magnet [42]. B shows a uniform distribution over the entire magnet surface, with no obvious enriched areas. Differences in chemical composition and production can affect the corrosion behavior of NdFeB magnets. It should be noticed that C, which is evenly spread in this magnet, inhibits the leaching process [43] because the surface becomes covered with a black slime of graphite.
In acidic solutions, the corrosion rate of spent NdFeB magnets corresponds to the following order: Nd-rich phase > B-rich phase > Nd2Fe14B phase [44]. Makarova et al. [40] measured the surface potential of magnets by Kelvin probe force microscopy. The results showed that the potential difference between the Nd2Fe14B phase and the Nd-rich phase is up to 500 mV, which is sufficient to trigger the selective dissolution of the magnet [45], leading to the dismemberment drop behavior of the magnet [46]. This means that, by controlling the external conditions, the magnets can be made to undergo only partial dissolution (Nd-rich phase and B-rich phase), and the more inert Nd2Fe14B phase can be recovered separately by avoiding the dissolution behavior [47]. It provides a wider choice of recovery methods for magnets.
2.3. Recycle Value
To date, more than 90 wt.% of the total annual output of NdFeB magnets are NdFeB sintered magnets [48]. Therefore, in recent years, the research and development on recycling of spent NdFeB is mainly focused on NdFeB sintered magnet scrap.
As introduced earlier, the two main sources of NdFeB magnet scrap are end-of-life (EOL) scraps and industrial scraps. Rademaker et al. [49] reported three important sources of EOL magnets: wind turbines, hybrid and electric vehicles, and hard disk drives in personal computers. These magnets belong to waste electrical and electronic equipment, and they are usually concentrated in the high-tech industrial sectors of cities, where they are relegated to the “urban mine” in the form of EOL products [50]. Recycling of REEs from EOL products is feasible. Scrap REEs content can be much higher than 20%, while natural deposits rarely exceed 5%. However, according to the UNEP research report [51], less than 1% of EOL products are recycled on the global scale.
In addition to EOL scrap, 6–73% of industrial scrap is generated during the manufacturing process of NdFeB magnets, such as wire cutting, grinding, and polishing processes [11,52]. They are discarded in the form of defective blocks, ultra-fine NdFeB [53], swarf [54], and sludge [55]. Most of the industrial and EOL scraps of NdFeB magnets with larger volumes usually keep the structure and magnetism of the magnets, and their composition is the same as before being discarded [56]. However, the sludge is always heavily oxidized during processing and always contains many solid and liquid impurities, which often need to be washed to remove the oil pollution prior to recycling [57]. The swarf and slag produced during the production process also have varying degrees of oxidation and contamination [58].
A survey shows [59] that the recovery potential generated by hard disk drives and mobile phones waste in Brazil is estimated at 170.88 t of Nd, 26.89 t of Pr, 9.64 t of Dy, and 3.89 t of Tb for the period 2010–2019. According to an estimate of the global NdFeB magnet recycling potential by Rademaker et al [49], the following was observed: in 2030, 2200 t of Nd and 460 t of Dy will be stored in rare earth permanent magnets for wind turbines, cars, and hard disk drives alone. According to the forecast report of NdFeB recovery potential in Figure 2 [60], the total theoretical recovery potential from 2016–2040 is about 233,000 tons of NdFeB, which is equivalent to 66,600 tons of Nd and 7900 tons of Nd. From the chemical composition of the magnets, it is easy to conclude that the Fe recovery potential in NdFeB scrap will be more than twice that of REEs.
To build an economical and efficient circular economy system, Korea launched the “Valuable Recycling” project in May 2011 [61]. Some Chinese NdFeB magnet manufacturing companies have also established green manufacturing systems to recover REEs from spent magnets [62]. The recycling of NdFeB magnets is also a concern for the EU [63] and the US [64], which are trying to extract REEs from them to avoid the risks involved in the supply of materials for clean energy technologies.
3. Recycle Technologies
3.1. Direct Reuse Routes
The degree of oxidation and contamination of the magnets will vary, and the available recycling options will also vary, depending on the application environment. For those large, easily accessible magnets, such as those found in wind turbines and hybrid electric vehicles, they are less oxidized and less contaminated, maintaining the inherent composition and microstructure of NdFeB magnets [65]. After a simple pretreatment, these magnets can be utilized directly in the production process to produce new NdFeB permanent magnet materials. This type of method requires few process steps, has minimal environmental impact, and produces magnets at a very low cost. These direct reuse methods include re-sintering of the powder, melt spinning (MS), hydrogen-decrepitation (HD), and hydrogenation–disproportionation–desorption–recombination (HDDR), or additive manufacturing (AM). The main technical flow chart is shown in Figure 3 [11]. The direct reuse of magnets as an alternative to traditional recycling methods bypasses the energy-intensive and agent-consuming processes of traditional recycling methods [66,67]. It is important to note that the performance of the recycled magnets obtained from this recycling route tends to be somewhat degraded and is not suitable for highly contaminated crushed materials.
When NdFeB magnets are exposed to hydrogen, the hydrogenation process leads to a volume expansion of 5%, which in turn leads to material fragmentation [68,69]. Since the 1990s, HD and HDDR have been effective methods for producing high coercivity anisotropic powders for bonded magnets [70]. However, they can also be used to recycle scrap sintered NdFeB magnets [71]. The crushing process of HD or HDDR should avoid the presence of oxygen as much as possible because the high content of oxygen will greatly affect the performance of the magnetic powder [72].
Zhao et al. [73] used the HDDR method to prepare anisotropic magnetic powders from spent (Ce, Pr, Nd)-Fe-B sintered magnets. The results showed that the optimized HDDR powder inherited the grain orientation of the initial sintered magnets, and the coercivity was 83% of that of the initial sintered magnets. Michalski et al. [74] used sintered NdFeB recovered from scrap hard disk drives as raw material and demonstrated that recycling sintered NdFeB magnets do not require complex HDDR processes. The magnetic properties obtained by the HD process of the magnets can be further processed into new magnetic materials. Both methods do not require pretreatment of the raw material, such as removing the plating from the magnet surface. When hydrogen penetrates into the magnet, it causes magnet decrepitation and leaves the coating as large flakes, which can be easily removed by sieving [75]. However, the magnetic energy product of the regenerated magnets tends to decrease to some extent and cannot reach the best condition.
All in all, both HD and HDDR treatment can cause the sintered NdFeB magnets to break up, which in turn converts the lumpy magnets into magnetic separation particles. However, for these magnetic powders to become magnets again, re-sintering and polymer bonding are often required [76]. Meanwhile, in order to restore the properties of the regenerated magnets to those of the original magnets as much as possible, or even to improve them, appropriate additives, such as DyHx and NdHx, have to be added during the sintering process.
Zakotnik and Tudor [77] reported a commercial scale process in which they prepared 120 kg of re-sintered magnets from NdFeB scrap that had been pre-separated from the product. The scrapped NdFeB scrap is demagnetized at 400 °C, the coating is removed by grinding, and then it is soaked in HNO3 to remove the surface oxide layer and residual coating. The process of “grain boundary modification” involves the magnets beyond the initial material by adding a mixture of proprietary elements, such as (Nd0.22Dy0.78) (Co0.84Cu0.12Fe0.04)0.84. Grain boundary modification can be used to control the coercivity of the product magnets. The magnetic properties of the recovered magnets are somewhat restored compared to the starting material, but the content of impurity elements C and O does increase slightly.
Pan et al. [78] crushed commercial magnet scrap by HD and then jet milled it to produce a fine powder with an average particle size of 3 μm. A regenerated magnet was obtained by adding 0.3 wt.% Cu powder (∼1 μm) to the powder of the magnet scrap after sintering and annealing. Compared to the initial sample, the regenerated magnets showed improved corrosion resistance, but this resulted in a coercivity decrease. Liu et al. [79] investigated the recovery of spent sintered NdFeB permanent magnets by doping with DyH3 nanoparticles. The Hcj, Br, and (BH)max values of the magnets produced by adding 1.0 wt.% of DyH3 nanoparticles were 101.7%, 95.4%, and 88.58%, respectively, compared to the performance of the starting scrap sintered magnets. Ikram et al. [80] regenerated the magnets by spark plasma sintering using HDDR particles containing 1–2 wt.% DyF3 as raw material. The Hcj value of the obtained blend magnets was about 69.5% higher than that of the starting recycled HDDR particles.
Similar to HD and HDDR, melt spinning is applied to produce magnetic powders with the waste magnets. However, different from HD and HDDR, the powders prepared by melt spinning are textured polycrystalline powders, which are used to make isotropic bonded magnets [11]. Itoh et al. [81] recovered magnetic powder directly from Ni-coated sintered NdFeB magnet scrap by the melt-spinning method. The recovery process resulted in a slight decrease in the magnetic properties of the magnetic powder due to the substitution of Ni for Fe. The bonded NdFeB magnets prepared from the magnetic powder showed good magnetic properties, comparable to the commercially available bonded magnets.
The innovative development of additive manufacturing of permanent magnets has attracted considerable interest from industry and science, as it minimizes waste and potentially reduces the overall cost of magnets [82,83]. Gandha et al. [84] ground the scrap at low temperature and crushed the waste bonded magnets from additive manufacturing into a composite powder containing NdFeB particles and polymer binder. The recycled magnets prepared by hot pressing of the composite powder showed better magnetic properties and density compared to the scrap magnets, and the residual magnetization strength and saturation magnetization strength of the magnets were increased by 4% and 6.5%, respectively.
3.2. Hydrometallurgy
Hydrometallurgical technology is considered to be the main choice for the recovery of REEs from NdFeB magnet scraps, as it allows a more precise, highly flexible, predictable, and an easily controlled method of extracting the metal [20,85]. The typical technical flow chart is shown in Figure 4. It should be noted that hydrometallurgy facilitates the removal of high concentration of impurities, so there is no special requirement for the source of NdFeB scrap [86]. Nevertheless, demagnetization and grinding as pre-treatment steps can improve the recovery of REEs (Nd, Dy, and Pr) from NdFeB magnets [87]. Sun Chi et al. [88] extended hydrometallurgy to hydrochemistry, with the former covering a wider range than the latter. In the aqueous solution system, both caustic soda (NaOH) [89] and inorganic acid (H3PO4, H2SO4, HNO3 and HCl) have been used in the leaching process from used NdFeB magnets. Some organic acids, such as CH3COOH (acetic acid), C6H8O7 (citric acid), and C4H4O4 (maleic acid) [90], can also be used to leach NdFeB scrap [91]. According to the acid-base proton theory, highly concentrated metal salt solutions (Bronsted acid) can act in place of inorganic and organic acids in hydrometallurgy, such as ZnCl2 [92] and AlCl3 [93].
As the core step of hydrometallurgy, leaching can be used to dissolve useful components according to the difference in chemical properties of NdFeB magnets. According to the degree of dissolution of the magnet, the leaching process is usually divided into complete leaching and selective leaching.
In the process of complete leaching of the magnet, the pretreatment of the magnet can improve the leaching efficiency, such as crushing and demagnetization [94]. Whether using acids or bases, complete leaching of the magnets is performed with a large consumption of chemical reagents because of the large amount of Fe contained in the magnet. The large amount of Fe2+ or Fe3+ in the leachate poses a great challenge for the separation and recovery of REEs [95]. In a recent research report, Pietrantonio et al. [96] proposed a room temperature hydrometallurgical process that can recover Fe and REEs from an EOL wind turbine magnet (polymer-bonded magnet). The process uses acid (HNO3, HCl) to completely leach the magnet, as well as alkali (NaOH, NH3·H2O) to precipitate Fe into Fe(OH)3. In the process of metal recovery, Fe, which accounts for 74 wt.% of the magnet, first changes from solid phase to liquid phase, and then it changes from liquid phase back to solid phase again. According to Xu et al.’s estimation [97], 2172 kg H2SO4 is needed to completely dissolve 1000 kg NdFeB waste, of which 1900 kg is consumed by leaching Fe. In addition, 1600 kg of NaOH is required to remove Fe from the leachate and to neutralize excess acid. As an important substitute for inorganic acids, organic acids can also be used to dissolve magnets. Stein et al. [91] evaluated the leaching effect of organic acids on NdFeB magnets. According to the authors, organic acids showed low selectivity in the leaching process, citric acid and acetic acid leached 60 wt.% REEs, and they also leached about 60 wt.% Fe.
Compared to complete leaching, selective leaching can reduce the consumption of chemicals because it allows preferential leaching of REEs. [78] However, high temperature roasting is often required [7] prior to leaching. Laatikainen et al. [98] studied the selective leaching of roasted NdFeB magnets by establishing a reaction diffusion model. The results show that there are substantial differences in the leaching rate of the oxides formed during roasting. The leaching order is Nd2O3 > NdFeO3 > Fe2O3. In addition, the leaching rate of Fe2O3 depends largely on the acid concentration. So, REEs can be selectively leached by controlling the acid concentration, and Fe remains in the residue as Fe2O3. Du et al. [21] used NdFeB magnetic mud as raw material to remove organic pollutants in raw materials by ultrasonic cleaning. The magnet was calcined at 900 °C for 2 h, and Fe and REEs were oxidized to Fe2O3 and RE2O3, respectively. RE2O3 was selectively dissolved by betaine hydrochloride ([Hbet]Cl), and Fe2O3 was recovered as residue. Under the optimum conditions, 99.81% Pr, 97.05% Nd, 95.51% Gd, 56.24% Ce, and 0.20% Fe were leached. Nguyen et al. [99] studied the effect of solution dielectric constant on the dissolution behavior of oxide mixtures (Nd2O3, Fe2O3, and Ga2O3). It was found that the dissolution of Fe2O3 and Ga2O3 from the oxide mixture could be inhibited by adding ethylene glycol to the acid solution to reduce the dielectric constant of the solution. Although many studies have been devoted to achieving selective leaching of REEs, it is difficult to avoid other elements from being leached due to the complex composition of the magnet.
For leaching liquor obtained by various processes, the separation techniques of REEs mainly include chemical precipitation, solvent extraction, ionic liquid extraction, and selective crystallization, among other methods [68,69,100,101,102,103].
In terms of the chemical precipitation method, according to the Eh-pH diagram for the Nd-H2O system and the Fe-H2O system in Figure 5, RE3+ can remain stable in the solution until pH = 6, while Fe3+ starts to precipitate at a pH of about 2. Therefore, oxidation of Fe2+ to Fe3+, followed by pH adjustment, allows selective removal of Fe3+ [10]. As described in the complete leaching section, the biggest drawback of this method of preferential precipitation of Fe is that it requires the consumption of additional alkaline reagents, since Fe2+ or Fe3+ is always present in the solution. MF (M = Na, K and NH4) can also selectively precipitate REEs. Sun He et al. [104] captured F− in industrial wastewater through ultrafine NdFeB waste. This method can reduce the concentration of fluoride ions in fluorinated wastewater, while REEs are recovered by precipitation with Nd(OH)2F. However, the recovery method uses an aqueous solution of HNO3 and KF mixed at a pH about 0. The process does not form a closed loop, and the emission of F- is highly damaging to the environment and cannot be widely promoted yet.
H2C2O4, as an organic acid, namely, can leach NdFeB magnets and also selectively precipitate REEs from the leach liquor of magnets [105]. The typical technical flow chart of the H2C2O4 precipitation method is shown in Figure 6 [106,107]. Although both recycling processes are closed-loop as much as possible, reducing the toxic effects of the emissions on the environment. The residual H2C2O4 is highly susceptible to precipitation by binding Fe2+ or RE3+ during the leaching process, since the dissolution of both RE2(C2O4)3·nH2O and FeC2O4·nH2O is very small. In addition, the sintered NdFeB magnets exhibit passivation behavior in the H2C2O4 solution, and the leaching rate will be greatly reduced [108]. As far as the selective separation of REEs and Fe is concerned, the complex salt precipitation method is the better way for the selective precipitation of REEs because it can avoid the interference of Fe2+ and Fe3+ to the maximum extent [109]. The addition of M2SO4 (M = Na, K and NH4) to the leachate converts RE3+ to (RE,M)(SO4)2·nH2O precipitation. However, many steps, such as redissolution by HCl, reprecipitation by H2C2O4, and calcination, are required to obtain pure REEs products [110].
Solvent extraction provides selective separation of REEs from the pregnant leaching solutions, and the loaded organic phase can be reused after stripping. Elust et al. [111] selectively leached Nd and Dy from the roasted samples by HCl, and Fe was removed in large amounts due to hydrolysis to Fe(OH)3. Then, Nd and Dy were extracted from the leachate in two stages using Di-(2-Ethylhexyl) phosphoric acid (D2EHPA) as the extractant, and about 95% of Dy and Nd were stripped from the loaded organic phase by HCl, and only a small amount of Fe was extracted.
Selective crystallization is the separation of REEs and Fe using physical properties, without the addition of chemicals. Ciro et al. [112] used the inverse solubility of rare earth sulfates to crush the demagnetized NdFeB scrap into powders <420 μm in size, then they completely leached the magnetic powder by (NH4)2S2O8, and, finally, they recovered neodymium as neodymium sulfate crystals at pH = 0.1 and T = 75 °C. The method yielded crystals with a purity of 96%, which exhibited high selectivity.
At present, a lot of research has focused on the efficient separation of REEs and Fe, so most of the rare earth products are mixed rare earth. However, due to the similar chemical properties, the separation of REEs is very difficult [113]. Solvent extraction is a traditional method, which usually needs to extract REEs step-by-step. Other separation methods, such as ion exchange and membrane separation, are still in the process of improvement [114,115,116]. In addition, most of the current research focuses on the recovery of valuable metals, and about 1 wt.% B is rarely concerned. In the leaching process of NdFeB magnets, B enters the solution in the form of B3+ or H3BO3. When B is enriched in large quantities, it is often recovered by extraction [117].
3.3. Pyrometallurgy
Industrial recycling of NdFeB scrap is mostly conducted by hydrometallurgy. However, it cannot be used in developed countries where environmental regulations are strict [86]. Pyrometallurgy can be used to avoid the high consumption of water and the generation of hazardous waste in the recovery process, but it is energy intensive and still in the research phase. The pyrometallurgical methods of recovering Nd as a metallic phase can be grouped into (1) metallurgical processes using reactive liquid metals (e.g., Mg and Ag), which are quickly forming intermetallic with Nd at high temperatures, as well as (2) electrolytic processes in molten chlorides followed by selective ionization of Nd from NdFeB.
The principle of the chlorination method is basically similar to that of the oxidation method. According to the difference of affinity between different elements in magnet and chlorine (oxygen) and the different properties of chloride (oxide) formed by each element, rare earth and metal iron are separated to extract REEs. The typical technical flow chart is shown in Figure 7.
Stopic et al. [118] proposed a pyrometallurgical recovery method whose main objective is the oxidation of REEs from NdFeB magnets. In this method, the material is oxidized in the air in a muffle furnace at 1000 °C for 2 h, and then the magnet is separated into a metallic phase and a residue phase rich in RE2O3 by carbothermal reduction. The quantitative analysis of the obtained oxidation products showed 53.41 wt.% Fe2O3, 10.37 wt.% Fe3O4; 16.45 wt.% NdFeO3; 0.45 wt.% Nd2O3, 1.28 wt.% Dy2O3, 1.07 wt.% Pr2O3, and 5.22 wt.% α-Fe. Based on the confirmation that pyrometallurgical methods can separate Fe, the research group [119] recovered REEs by separating magnet into metallic phases and slag rich in RE2O3 by pyrometallurgical smelting. The oxide magnet samples were reduction smelted in an induction furnace at 1350 °C, 1400 °C, and 1500 °C. The results showed that the elevated temperature was beneficial to improve the separation efficiency of REEs. At the smelting temperature of 1500 °C, the maximum Fe content of the metal phase was 92.3 wt.%, while the maximum total REEs (Nd, Pr and Dy) content of the slag phase was 47.47 wt.%. The separation efficiencies of Nd, Pr, and Dy in the metal phase were 98.1%, 98.9%, and 97.5%, respectively.
Shirayama and Okabe [120] selected molten magnesium chloride (MgCl2) as the extraction medium, which can selectively chlorinate and extract REEs in magnet alloys. The results show that the REEs in the magnet are successfully extracted into the molten salt, while the Fe-B alloy remains solid. The extraction rates of Nd and Dy were 87 wt.% and 78 wt.%, respectively. Finally, the excess MgCl2 and Mg were removed by vacuum distillation, and RECl3 was recovered.
Liu et al. [121] proposed a carbonization/hydrogenation-hydrolysis process to recover REEs from demagnetized NdFeB magnet scrap (particle size <150 μm) by using biochar (particle size <150 μm) generated from pyrolysis of waste sawdust as the extracting agent. First, the magnets were reacted with biochar to form a NdFeB-C/H alloy. Subsequently, the NdFeB-C/H alloy is crushed into a suitable particle size and poured into water to form REOHs, thus removing Fe-based metals by magnetic separation. Finally, the REOHs are baked, and RE2O3 is presented as the final product. Under the optimal process conditions, the recovery of REEs and the purity of REOHs reached 88.4% and 99.43%, respectively.
Concerning pyrometallurgy, it can also be extended by the application of sintering with different salts, such as sulfate roasting and nitrification roasting [122,123], which are slightly different from the oxidation roasting described in hydrometallurgy. Önal et al. [124] proposed a recycling route for bonded NdFeB magnets. The process is based on three main steps: (1) low-temperature alkali roasting of magnetite powder with NaOH aqueous solution, (2) low-temperature solvent metallurgical leaching of washed and dried calcination by diluted Versatic Acid 10, and (3) stripping and precipitation of REEs by contacting the loaded organic phase with H2C2O4 solution.
Different from other pyrometallurgies, molten salt electrolysis will be described in the electrochemical part because they involves the Faraday process.
3.4. Electrochemistry
The electrochemical method is commonly used in the refining of crude copper and purification of pollution, etc. It is a well known industrial technology. Based on the elemental composition provided in the previous section, the used NdFeB magnets can be considered as multi alloys, where Nd/Nd3+ (−2.32 V vs. SHE), Fe/Fe 2+ (−0.447 V vs. SHE), and B/H3BO3 (−0.89 V vs. SHE) have a relatively negative electrode potential, while O2 precipitation (1.229 V vs. SHE) has a more positive electrode potential in an acidic environment. According to the Nernst equation, the used NdFeB magnets are extremely susceptible to dissolution when used as the anode, and the ions represented by RE3+ and Fe2+ can be leached into the electrolyte. Then, depending on the difference of electrodeposition order, valuable elements can be further extracted from the electrolyte or impurity elements can be removed.
At present, according to the different electrolytes used, the electrochemical recovery method mainly includes: aqueous solution system and non-aqueous solution system. The typical technical flow chart is shown in Figure 8. Among them, the working temperature of aqueous solution system is not higher than 100 °C, while non-aqueous solution system can be divided into three categories according to the working temperature: high temperature molten salts and ionic liquids (ILs).
Molten salt electrolysis, as an overlapping part of thermal and electrochemical methods, has been widely developed in the field of separation and extraction of REEs. As high temperature reaction media, molten salts are superior to aqueous solutions in the field of electrochemical research because of their high chemical stability, high conductivity, high reaction rate, broad range of applicable temperature, and low vapor pressure [125]. Jeon et al. [126] proposed a melt electrolytic recovery process for magnets based on the LiCl-KCl-CdCl2 system, in which CdCl2 was introduced into molten LiCl-KCl at 773 K. Almost all the Nd in NdFeB magnets was selectively extracted under the action of CdCl2, and the remaining Fe-B residues were removed by filtration, and the liquid cadmium cathode electrolysis of LiCl-KCl–NdCl3–CdCl2 was used to obtain a Cd–Nd ingot, and the ingot was fractionated by vacuum distillation to evaporate Cd, while the high-purity Nd remained solid, and the separated Cd could be reused in the electrolysis process. Another common molten electrolyte is fluoride. Yang et al. [127] selectively dissolved Nd and Pr from NdFeB magnets into molten LiF-CaF2 in the form of RE3+. The separated RE3+ were prepared directly as rare earth metals by electrolysis, while the other elements were present as Fe and Fe2B. The disadvantage of excessive gas emissions from the molten salt electrolytic recovery method has been partially solved. Unfortunately, ultra-high energy consumption is still unavoidable in terms of the current research progress.
Ionic liquids, which are also non-aqueous systems, are suitable for NdFeB magnet recovery in low temperature systems and may be potential alternatives to high temperature molten salts used for non-aqueous treatment of metal ions [128]. Xu et al. [129] studied the induced co-deposition of REEs (Nd) and transition metal (Fe) in [EMIM][DCA] electrolytes, and the cathodic electrodeposition products were Nd-Fe alloys. This was based on the order of interphase corrosion: Nd-rich phase > B-rich phase > Nd2Fe14B phase. In the follow-up study, Xu et al. [47] used an ionic liquid electrochemical system to apply a current density less than 5 mA/cm2 to sintered NdFeB magnets in anhydrous dimethylformamide (DMF) and FeCl2. The Nd-rich and B-rich phases are preferentially etched and added to the liquid phase, leaving the matrix phase mechanically dissociated for recovery by magnetic separation. This recovery route achieves a closed loop with a total energy consumption estimated at 2.99 kWh/kg. Molodkina et al. [130] conducted a systematic study of Nd, Fe, and Nd-Fe (co)deposition in ILs systems and the interfacial effects of water on these processes, and they found that the addition of water greatly hindered the induced co-deposition of Nd-Fe, contrary to the effect of water on the deposition of individual metals. The obtained results are rationalized based on the existing model of induced co-deposition in ILs.
In research fields, such as metal electrodeposition and NdFeB magnet recovery, ILs have irreplaceable application prospects [131,132]. However, it should be noted that, during the electrodeposition process, some ILs are decomposed, and their intermediate products may enter the cathode deposit, causing impurity contamination.
Compared with the ionic liquids system, the recovery of NdFeB magnets in aqueous solution system has a thicker research base and hotter research enthusiasm because it has strong compatibility, and it can be combined with other processes, and it has low cost and high safety. In previous studies [46], the idea of separating Fe and REEs by electrochemical treatment in aqueous solutions has been proposed, and the selective dissolution of the magnet as anode and the hydrogen precipitation reaction at the cathode are the issues considered. In order to allow the magnet anode to dissolve freely and to prevent the separation process from being affected by massive hydrolysis of the metal, an acidic electrolyte environment is a more suitable choice, such as common inorganic acids similar to HCl, H2SO4, and some organic acids.
Venkatesan et al. [133] proposed an electrochemical process for the selective recovery of REEs from NdFeB magnet scrap, which starts with partial leaching of the magnet scrap with HCl. The partial leachate was carried into the anode electrolyte side of a two-chamber reactor separated by an anion exchange membrane along with the undissolved magnetite waste, while the cathode electrolyte consisted of a NaCl solution. The Fe2+ present in the leachate was oxidized and precipitated to Fe(OH)3, while more than 95% of the REEs were extracted into the solution. H2C2O4 was subsequently used to selectively precipitate the REE to rare earth oxalate. The HCl released can be used directly in the partial leaching step. NaCl is the only chemical consumed in the electrolysis process. Further, Venkatesan et al. [134] completely leached the magnetite waste with HCl and then selectively oxidized Fe2+ to Fe3+ in the leachate by in situ electrochemical oxidation. Finally, H2C2O4 was added directly to the leachate to selectively precipitate more than 98% of REEs as rare earth oxalate. Calcination of the rare earth oxalate yielded mixed RE2O3 of 99.2% purity and a marketable Fe3+ solution as a by-product. NH3·H2O was also added to the electro-oxidation leachate to remove Fe as Fe(OH)3. The iron-free leachate containing REEs and Co was treated by H2C2O4 to produce a final RE2O3 with a purity of 99.7%.
Another idea for NdFeB magnet recovery is to use the precipitation formed by the easy hydrolysis of the metal. Venkatesan et al. [10] used NdFeB magnet waste, together with an inert anode, as the anode, and the magnet anode dissolved RE3+ and Fe2+, and the inert anode was used to oxidize Fe2+ and convert the elements present in the magnet waste to the corresponding hydroxide, and then HCl selectively dissolved the RE(OH)3, thus completing the separation of REEs and Fe. More than 97% of the REEs and Co are leached into the solution, leaving Fe in the residue. Rare earth oxalate is then selectively precipitated to rare earth oxalate using H2C2O4, which in turn regenerates HCl, thus forming a closed-loop process. Calcination of the rare earth oxalate yields a high purity (99.2%) RE2O3 that can be used directly for the production of rare earth metals.
Makarova et al. [40] used three-dimensional printed titanium baskets to hold crushed magnets and electrochemically leached Fe and REEs from NdFeB magnets at different acid concentrations and current densities using H2SO4 and H2C2O4 as electrolytes, with most of the dissolved REEs forming stable oxalate precipitates and most of the dissolved Fe as sulfate and oxalate. The majority of the dissolved Fe is retained in solution as sulfate and oxalate complexes, and the other portion of the dissolved Fe is recovered by electrodeposition. REEs have a very negative electrode potential and cannot be reduced in aqueous solution alone, but cathodic deposits contain large amounts of REEs. To address this particular phenomenon, Makarova et al. [135] further optimized the process by proposing electrochemical leaching of NdFeB magnets at high current density using H2SO4 and H2C2O4 as electrolytes, as well as by properly adjusting the electrolyte composition and operating conditions, and a dense rare earth oxalate layer of up to 93% purity was obtained at the cathode, while Fe was retained in solution and as a solid residue for further recovery.
For the electrodeposition behavior of rare earth oxalate, Makarova et al. suggested that positively charged rare earth oxalate particles collide with the liquid flow and adhere to the cathode, replacing the reduction of Fe2+ and inhibiting iron deposition, resulting in REE-rich deposits at the cathode. The recovery of Fe by electrodeposition is another feasible option, and Yang et al. [53] proposed a simple and sustainable method to recover REEs and Fe from ultrafine NdFeB scrap (mainly composed of Nd(OH)3, Fe2O3, and Fe) by dissolving the scrap in HF and forming REF3 precipitate to recover REEs directly, as well as by electrodeposition in the form of nanoscale FeF2 and Fe dissolved Fe is recovered in the form of nanoscale FeF2 and Fe. The recovered REF3 can be used as a feedstock for the electrolytic production of rare earth metals, and the hydrofluoric acid removed by electrodeposition can still be used for leaching of the waste, making the HF recyclable.
Compared to inorganic acid electrolytes, organic acids are more readily biodegradable and have a more minimal impact on the environment [136]. Kumari et al. [137] conducted electrochemical dissolution studies using citric acid as an electrolyte and found that the dissolution of NdFeB magnets in citric acid was significantly enhanced under electrochemical action compared to chemical dissolution. REEs were selectively and quantitatively extracted from the electrochemical leach solution using D2EHPA as an extractant and quantitatively recovered from the loaded organic mixed oxalate by precipitation reverse extraction using H2C2O4 solution as a counter extractant. The rare earth oxalates were calcined at high temperatures to obtain mixed oxides of neodymium, praseodymium, and dysprosium with a purity of 99.9%. Iron oxide (98.6% purity) is also produced as a by-product of the process.
Despite the progress made in the electrochemical recovery of REEs, especially in the enhanced leaching rate of magnets [138], the overuse of oxalic and alkaline liquids in the separation of REEs and Fe still ends up producing iron-based solid waste [139]. Xu et al. [109] proposed a simple anodic dissolution method for the simultaneous recovery of REEs and transition metals from NdFeB magnets using FeSO4, (NH4)2SO4, Na3Cit, and H3BO3 as electrolytes, which enables the extraction of selective REEs by complex salt precipitation, as well as simultaneous iron deposition and total reuse of electrolytes. Valery Kaplan [140] describes an electrolytic process that uses nickel foil as the anode and 2M KOH as the electrolyte. When the magnet is in electrical contact with the titanium cathode, it undergoes a hydrogen explosion and becomes a powder with particle size <50 μm. The magnetic properties of this fine-grained NdFeB hydride powder (Nd2Fe14BH3.31) are not as good as those of EOL magnets, but the powder can form new magnetic materials after treatment.
4. Conclusions
Based on the rapid growth of NdFeB permanent magnet market demand, it is foreseen that it has a huge recycling potential. Various methods have been developed, such as direct reuse, hydrometallurgy, pyrometallurgy, and electrochemistry. The choice of NdFeB permanent magnet scrap recycling method depends on the type of raw material, the chemical composition, the total cost involved, and the environmental footprint of the method [103].
However, a single recovery method cannot accomplish this task well, and a combined process is a better choice to circumvent the disadvantages of various recovery methods. Low environmental hazards, minimal energy consumption, and closed-loop processes are the main goals to be achieved in the recovery process. In addition to REEs, Fe occupies 2/3 of the magnet weight, and its recovery process should continue to be optimized. For example, this can be performed by selective leaching to reduce the consumption of chemicals and by electrodeposition to recover it as a monolithic iron.
As one of the most important urban minerals, the recovery of valuable elements from NdFeB scrap is necessary. NdFeB scrap will be an important secondary resource to support green production, and it is a key part to complete the resource supply chain.
Author Contributions
Conceptualization: F.X.; Investigation: J.Z.; Data Curation: W.H.; Formal analysis: H.Z.; Writing—original draft preparation: F.X.; Writing—review and editing: F.X. and W.H.; Supervision: H.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by (National Key R&D Program of China) grant number (2020YFC1807803), (National Natural Science Foundation of China) grant number (52004021), (The Fundamental Research Funds for the Central Universities) grant number (FRF-IP-20-02), and (Open Foundation of State Key Laboratory of Mineral Processing of China) grant number (BGRIMM-KJSKL-2020-11).
Data Availability Statement
Not applicable.
Acknowledgments
The authors gratefully acknowledge the funding support of National Key R&D Program of China, National Natural Science Foundation of China, the Fundamental Research Funds for the Central Universities, and Open Foundation of State Key Laboratory of Mineral Processing of China.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dushyantha, N.; Batapola, N.; Ilankoon, I.; Rohitha, S.; Premasiri, R.; Abeysinghe, B.; Ratnayake, N.; Dissanayake, K. The story of rare earth elements (REEs): Occurrences, global distribution, genesis, geology, mineralogy and global production. Ore Geol. Rev. 2020, 122. [Google Scholar] [CrossRef]
- Sasai, R.; Shimamura, N.; Fujimura, T. Eco-Friendly Rare-Earth-Metal Recovering Process with High Versatility from Nd-Fe-B Magnets. ACS Sustain. Chem. Eng. 2020, 8, 1507–1512. [Google Scholar] [CrossRef]
- Rollat, A.; Guyonnet, D.; Planchon, M.; Tuduri, J. Prospective analysis of the flows of certain rare earths in Europe at the 2020 horizon. Waste Manag. 2016, 49, 427–436. [Google Scholar] [CrossRef] [PubMed]
- Coey, J.M.D. Perspective and Prospects for Rare Earth Permanent Magnets. Engineering 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Mancheri, N.A.; Sprecher, B.; Bailey, G.; Ge, J.; Tukker, A. Effect of Chinese policies on rare earth supply chain resilience. Resour. Conserv. Recycl. 2019, 142, 101–112. [Google Scholar] [CrossRef]
- Lixandru, A.; Venkatesan, P.; Jönsson, C.; Poenaru, I.; Hall, B.; Yang, Y.; Walton, A.; Güth, K.; Gauß, R.; Gutfleisch, O. Identification and recovery of rare-earth permanent magnets from waste electrical and electronic equipment. Waste Manag. 2017, 68, 482–489. [Google Scholar] [CrossRef]
- Jin, H.; Afiuny, P.; McIntyre, T.; Yih, Y.; Sutherland, J.W. Comparative Life Cycle Assessment of NdFeB Magnets: Virgin Production versus Magnet-to-Magnet Recycling. Procedia CIRP 2016, 48, 45–50. [Google Scholar] [CrossRef]
- Ali, S. Social and Environmental Impact of the Rare Earth Industries. Resources 2014, 3, 123–134. [Google Scholar] [CrossRef]
- Bonfante, M.C.; Raspini, J.P.; Fernandes, I.B.; Fernandes, S.; Campos, L.M.S.; Alarcon, O.E. Achieving Sustainable Development Goals in rare earth magnets production: A review on state of the art and SWOT analysis. Renew. Sustain. Energy Rev. 2021, 137, 110616. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Binnemans, K.; Sun, Z.; Sietsma, J.; Yang, Y. Selective Extraction of Rare-Earth Elements from NdFeB Magnets by a Room-Temperature Electrolysis Pretreatment Step. ACS Sustain. Chem. Eng. 2018, 6, 9375–9382. [Google Scholar] [CrossRef]
- Yue, M.; Yin, X.; Liu, W.; Lu, Q. Progress in recycling of Nd–Fe–B sintered magnet wastes. Chin. Phys. B 2019, 28, 77506. [Google Scholar] [CrossRef]
- Elwert, T.; Goldmann, D.; Roemer, F.; Schwarz, S. Recycling of NdFeB Magnets from Electric Drive Motors of (Hybrid) Electric Vehicles. J. Sustain. Met. 2017, 3, 108–121. [Google Scholar] [CrossRef]
- Tipre, D.R.; Khatri, B.R.; Thacker, S.C.; Dave, S.R. The brighter side of e-waste—A rich secondary source of metal. Environ. Sci. Pollut. R. 2021, 28, 10503–10518. [Google Scholar] [CrossRef]
- Habib, K. A product classification approach to optimize circularity of critical resources—the case of NdFeB magnets. J. Clean. Prod. 2019, 230, 90–97. [Google Scholar] [CrossRef]
- Prokofev, P.A.; Kolchugina, N.B.; Skotnicova, K.; Burkhanov, G.S.; Kursa, M.; Zheleznyi, M.V.; Dormidontov, N.A.; Cegan, T.; Bakulina, A.S.; Koshkidko, Y.S.; et al. Blending Powder Process for Recycling Sintered Nd-Fe-B Magnets. Materials 2020, 13, 3049. [Google Scholar] [CrossRef]
- Abbasalizadeh, A.; Seetharaman, S.; Venkatesan, P.; Sietsma, J.; Yang, Y. Use of iron reactive anode in electrowinning of neodymium from neodymium oxide. Electrochim. Acta 2019, 310, 146–152. [Google Scholar] [CrossRef]
- Sagawa, M.; Fujimura, S.; Togawa, N.; Yamamoto, H.; Matsuura, Y. New material for permanent magnets on a base of Nd and Fe (invited). J. Appl. Phys. 1984, 55, 2083–2087. [Google Scholar] [CrossRef]
- Croat, J.J.; Herbst, J.F.; Lee, R.W.; Pinkerton, F.E. Pr-Fe and Nd-Fe-based materials: A new class of high-performance permanent magnets. J. Appl. Phys. 1984, 55, 2078–2082. [Google Scholar] [CrossRef]
- Sprecher, B.; Kleijn, R.; Kramer, G.J. Recycling Potential of Neodymium: The Case of Computer Hard Disk Drives. Environ. Sci. Technol. 2014, 48, 9506–9513. [Google Scholar] [CrossRef]
- Zhang, Y.; Gu, F.; Su, Z.; Liu, S.; Anderson, C.; Jiang, T. Hydrometallurgical Recovery of REEs from NdFeB Permanent Magnet Scrap: A Review. Metals 2020, 10, 841. [Google Scholar] [CrossRef]
- Du, C.; Ma, S.; Xie, M.; Yang, F.; Zhao, Z.; Chen, Y.; Ma, Y. Recovery of high-value rare earth elements from waste NdFeB by the water-soluble ammonium salt [Hbet]cl. Sep. Purif. Technol. 2023, 308, 122946. [Google Scholar] [CrossRef]
- Wu, J.; Wang, D.; Ye, C.; Wang, Z.; Hu, X. Selective extraction and separation of REEs from NdFeB magnets scrap using co-chlorination and water leaching. Sep. Purif. Technol. 2023, 306, 122452. [Google Scholar] [CrossRef]
- Bian, Y.Y.; Guo, S.Q.; Jiang, L.; Liu, J.; Tang, K.; Ding, W.Z. Recovery of Rare Earth Elements from NdFeB Magnet by VIM-HMS Method. ACS Sustain. Chem. Eng. 2016, 4, 810–818. [Google Scholar] [CrossRef]
- Li, C.; Liu, W.Q.; Yue, M.; Liu, Y.Q.; Zhang, D.T.; Zuo, T.Y. Waste Nd-Fe-B Sintered Magnet Recycling by Doping With Rare Earth Rich Alloys. IEEE Trans. Magn. 2014, 50, 2105403. [Google Scholar] [CrossRef]
- Perigo, E.A.; Takiishi, H.; Motta, C.C.; Faria, R.N. On the Squareness Factor Behavior of RE-FeB (RE = Nd or Pr) Magnets Above Room Temperature. IEEE Trans. Magn. 2009, 45, 4431–4434. [Google Scholar] [CrossRef]
- Zhao, D.; Liu, F.G.; Gao, Y.; Jiang, P.; Liu, L.M.; Zhao, M.J.; Ren, S.Q.; Pei, W.L. Dy evolution and coercivity improvement mechanism of sintered NdFeB magnets in thermal diffusion process. J. Magn. Magn. Mater. 2022, 563, 169943. [Google Scholar] [CrossRef]
- Zhou, T.; Guo, Y.; Xie, G.; Rehman, S.U.; Liu, R.; Liu, J.; Qu, P.; Li, M. Coercivity and thermal stability enhancement of NdFeB magnet by grain boundary diffusion Tb80Al20 alloys. Intermetallics 2021, 138, 107335. [Google Scholar] [CrossRef]
- Cui, J.; Kramer, M.; Zhou, L.; Liu, F.; Gabay, A.; Hadjipanayis, G.; Balasubramanian, B.; Sellmyer, D. Current progress and future challenges in rare-earth-free permanent magnets. Acta Mater. 2018, 158, 118–137. [Google Scholar] [CrossRef]
- Yang, Y.X.; Walton, A.; Sheridan, R.; Guth, K.; Gauss, R.; Gutfleisch, O.; Buchert, M.; Steenari, B.M.; Van Gerven, T.; Jones, P.T.; et al. REE Recovery from End-of-Life NdFeB Permanent Magnet Scrap: A Critical Review. J. Sustain. Met. 2017, 3, 122–149. [Google Scholar] [CrossRef]
- Zakotnik, M.; Tudor, C.O.; Peiro, L.T.; Afiuny, P.; Skomski, R.; Hatch, G.P. Analysis of energy usage in Nd-Fe-B magnet to magnet recycling. Environ. Technol. Innov. 2016, 5, 117–126. [Google Scholar] [CrossRef]
- Rehman, S.U.; Jiang, Q.Z.; He, L.K.; Xiong, H.D.; Liu, K.; Wang, L.; Yang, M.A.; Zhong, Z.C. Microstructure and magnetic properties of NdFeB alloys by co-doping alnico elements. Phys. Lett. A 2019, 383, 125878. [Google Scholar] [CrossRef]
- Liu, X.B.; Altounian, Z. The Role of Cu in Sintered Nd-Fe-B Magnets: Ab initio Study. IEEE Ttans. Magn. 2012, 48, 3144–3146. [Google Scholar] [CrossRef]
- Liu, X.B.; Yue, M.; Xiao, Y.F.; Zhang, Z.G.; Wang, R. Effect of cobalt on HDDR anisotropic NdFeB. J. Rare Earth 2002, 20, 579–582. [Google Scholar]
- Yang, S.; Song, X.P.; Wang, X.H.; Sun, Z.B.; Sun, J. Effect of Al and Al/Mo addition on microstructure and magnetic properties of sintered Nd22Fe71B7 magnets. Trans. Nonferr. Met. Soc. 2000, 10, 606–609. [Google Scholar]
- Wang, F.Q.; Chen, K.H.; Du, J.; Zhang, J. Simultaneous increase in remanence and coercivity during grain refining of Nd-Fe-B deformed magnets. J. Rare Earth 2022, 40, 1763–1771. [Google Scholar] [CrossRef]
- Yu, L.Q.; Zhang, Y.P.; Fu, Q.T. Effect of Boron on Magnetic Properties and Corrosion Resistance of High Energy Magnets. Adv. Mater. Res. 2009, 79–82, 1043–1046. [Google Scholar] [CrossRef]
- Schultz, L.; El-Aziz, A.M.; Barkleit, G.; Mummert, K. Corrosion behavior of Nd-Fe-B permanent magnetic alloys. Mater. Sci. Eng. A Struct. 1999, 267, 307–313. [Google Scholar] [CrossRef]
- Pan, S.M.; Zhao, Z.B.; Li, Z.W.; Ma, R.Z. Dynamic observation on microstructure of the B-rich and Nd2Fe14B phases in Nd-Fe-B alloy by means of HVEM and Mossbauer effect analysis. Rare Met. 2011, 30, 666–670. [Google Scholar] [CrossRef]
- Wang, G.P.; Wu, S.; Liu, W.Q.; Huang, Y.L.; Li, Q.L.; Liu, M.L. Mechanical properties and the composition of Nd-rich phase in sintered Nd-Fe-B magnets prepared by spark plasma sintering. J. Magn. Magn. Mater. 2019, 486, 165261. [Google Scholar] [CrossRef]
- Makarova, I.; Soboleva, E.; Osipenko, M.; Kurilo, I.; Laatikainen, M.; Repo, E. Electrochemical leaching of rare-earth elements from spent NdFeB magnets. Hydrometallurgy 2020, 192, 105264. [Google Scholar] [CrossRef]
- Zhang, Y.; Ma, T.; Liu, X.; Liu, P.; Jin, J.; Zou, J.; Yan, M. Coercivity enhancement of Nd–Fe–B sintered magnets with intergranular adding (Pr, Dy, Cu)−Hx powders. J. Magn. Magn. Mater. 2016, 399, 159–163. [Google Scholar] [CrossRef]
- Yu, L.Q.; Wen, Y.H.; Yan, M. Effects of Dy and Nb on the magnetic properties and corrosion resistance of sintered NdFeB. J. Magn. Magn. Mater. 2004, 283, 353–356. [Google Scholar] [CrossRef]
- Bala, H.; Szymura, S.; Pawłowska, G.; Rabinovich, Y.M. Effect of impurities on the corrosion behaviour of neodymium. J. Appl. Electrochem. 1993, 23, 1017–1024. [Google Scholar] [CrossRef]
- Mummert, K.; El-Aziz, A.M.; Barkleit, G.; Rodewald, W.; Schultz, L. Korrosionsverhalten von Nd-Fe-B-Dauermagneten. Mater. Corros. 2000, 51, 13–19. [Google Scholar] [CrossRef]
- Mahesh, B.V.; Raman, R. Role of Nanostructure in Electrochemical Corrosion and High Temperature Oxidation: A Review. Met. Mater. Trans. A 2014, 45, 5799–5822. [Google Scholar] [CrossRef]
- Prakash, V.; Sun, Z.H.I.; Sietsma, J.; Yang, Y. Chapter 22—Simultaneous Electrochemical Recovery of REEs and Iron from Magnet Scrap: A Theoretical Analysis. In Rare Earths Industry; Borges De Lima, I., Leal Filho, W., Eds.; Elsevier: Boston, MA, USA, 2016; pp. 335–346. ISBN 978-0-12-802328-0. [Google Scholar]
- Xu, X.; Sturm, S.; Samardzija, Z.; Vidmar, J.; Scancar, J.; Rozman, K.Z. Direct Recycling of Nd-Fe-B Magnets Based on the Recovery of Nd2Fe14B Grains by Acid-free Electrochemical Etching. Chemsuschem 2019, 12, 4754–4758. [Google Scholar] [CrossRef]
- Dong, S.Z.; Li, W.; Chen, H.S.; Han, R. The status of Chinese permanent magnet industry and R&D activities. AIP Adv. 2017, 7, 056237. [Google Scholar] [CrossRef]
- Rademaker, J.H.; Kleijn, R.; Yang, Y. Recycling as a Strategy against Rare Earth Element Criticality: A Systemic Evaluation of the Potential Yield of NdFeB Magnet Recycling. Environ. Sci. Technol. 2013, 47, 10129–10136. [Google Scholar] [CrossRef]
- Tunsu, C.; Petranikova, M.; Gergoric, M.; Ekberg, C.; Retegan, T. Reclaiming REEs from end-of-life products: A review of the perspectives for urban mining using hydrometallurgical unit operations. Hydrometallurgy 2015, 156, 239–258. [Google Scholar] [CrossRef]
- Reck, B.K.; Graedel, T.E. Challenges in Metal Recycling. Science 2012, 337, 690–695. [Google Scholar] [CrossRef]
- Chowdhury, N.A.; Deng, S.D.; Jin, H.Y.; Prodius, D.; Sutherland, J.W.; Nlebedim, I.C. Sustainable Recycling of Rare-Earth Elements from NdFeB Magnet Swarf: Techno-Economic and Environmental Perspectives. ACS Sustain. Chem. Eng. 2021, 9, 15915–15924. [Google Scholar] [CrossRef]
- Yang, Y.; Lan, C.; Wang, Y.; Zhao, Z.; Li, B. Recycling of ultrafine NdFeB waste by the selective precipitation of rare earth and the electrodeposition of iron in hydrofluoric acid. Sep. Purif. Technol. 2020, 230, 115870. [Google Scholar] [CrossRef]
- Padhan, E.; Nayak, A.K.; Sarangi, K. Recovery of neodymium and dysprosium from NdFeB magnet swarf. Hydrometallurgy 2017, 174, 210–215. [Google Scholar] [CrossRef]
- Haider, S.K.; Kim, D.; Kang, Y.S. Four-step eco-friendly energy efficient recycling of contaminated Nd2Fe14B sludge and coercivity enhancement by reducing oxygen content. Sci. Rep. 2021, 11, 22255. [Google Scholar] [CrossRef] [PubMed]
- Ambaye, T.G.; Vaccari, M.; Castro, F.D.; Prasad, S.; Rtimi, S. Emerging technologies for the recovery of REEs (REEs) from the end-of-life electronic wastes: A review on progress, challenges, and perspectives. Environ. Sci. Pollut. R. 2020, 27, 36052–36074. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.S.; Zhou, H.P.; Li, W.Q.; Luo, X.P.; Wang, J.L.; Liu, F.P. Separation and coextraction of REEs and Fe from NdFeB sludge by co-leaching and stepwise precipitation. Sep. Purif. Technol. 2022, 282, 119795. [Google Scholar] [CrossRef]
- Nlebedim, I.C.; King, A.H. Addressing Criticality in REEs via Permanent Magnets Recycling. JOM 2018, 70, 115–123. [Google Scholar] [CrossRef]
- Munchen, D.D.; Stein, R.T.; Veit, H.M. REEs Recycling Potential Estimate Based on End-of-Life NdFeB Permanent Magnets from Mobile Phones and Hard Disk Drives in Brazil. Minerals 2021, 11, 1190. [Google Scholar] [CrossRef]
- Reimer, M.; Schenk-Mathes, H.; Hoffmann, M.; Elwert, T. Recycling Decisions in 2020, 2030, and 2040—When Can Substantial NdFeB Extraction be Expected in the EU? Metals 2018, 8, 867. [Google Scholar] [CrossRef]
- Cho, B.; Cho, Y.; Lee, J.; Yoo, K. Korea’s metal resources recycling research project—Valuable recycling. Geosystem. Eng. 2019, 22, 48–58. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, B.X.; Gao, F.; Chen, W.J.; Nie, Z.R. Life cycle assessment of regeneration technology routes for sintered NdFeB magnets. Int. J. Life Cycle Assess. 2022, 27, 1044–1057. [Google Scholar] [CrossRef]
- Critical Raw Materials for the EU; European Commission: Brussels, Belgium, 2010. Available online: https://www.qualenergia.it/sites/default/files/articolo-doc/Critical_raw_materials_for_the_Eu.pdf (accessed on 1 January 2023).
- Critical Materials Strategy; US Department of Energy: Washington, DC, USA, 2010. Available online: https://energy.gov/sites/prod/files/DOE_CMS2011_FINAL_Full.pdf (accessed on 3 January 2023).
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Buchert, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Hogberg, S.; Holboll, J.; Mijatovic, N.; Jensen, B.B.; Bendixen, F.B. Direct Reuse of Rare Earth Permanent Magnets-Coating Integrity. IEEE Trans. Magn. 2017, 53, 8000609. [Google Scholar] [CrossRef]
- Walton, A.; Yi, H.; Rowson, N.A.; Speight, J.D.; Mann, V.; Sheridan, R.S.; Bradshaw, A.; Harris, I.R.; Williams, A.J. The use of hydrogen to separate and recycle neodymium-iron-boron-type magnets from electronic waste. J. Clean. Prod. 2015, 104, 236–241. [Google Scholar] [CrossRef]
- Sheridan, R.S.; Sillitoe, R.; Zakotnik, M.; Harris, I.R.; Williams, A.J. Anisotropic powder from sintered NdFeB magnets by the HDDR processing route. J. Magn. Magn. Mater. 2012, 324, 63–67. [Google Scholar] [CrossRef]
- Kataoka, Y.; Kawamoto, Y.; Ono, T.; Tsubota, M.; Kitagawa, J. Hydrogenation of Nd-Fe-B magnet powder under a high pressure of hydrogen. Results Phys. 2015, 5, 99–100. [Google Scholar] [CrossRef]
- Liu, X.B.; Kesler, M.S.; Besser, M.F.; Kramer, M.J.; McGuire, M.A.; Nlebedim, I.C. Effect of Processing Hydrogen Pressure on Magnetic Properties of HDDR Nd-Fe-B Magnet. IEEE Trans. Magn. 2021, 57, 2100604. [Google Scholar] [CrossRef]
- Sheridan, R.S.; Harris, I.R.; Walton, A. The development of microstructure during hydrogenation-disproportionation-desorption-recombination treatment of sintered neodymium-iron-boron-type magnets. J. Magn. Magn. Mater. 2016, 401, 455–462. [Google Scholar] [CrossRef]
- Poskovic, E.; Ferraris, L.; Franchini, F.; Grande, M.A.; Pallavicini, E. A different approach to rare-earth magnet recycling. In Proceedings of the 2018 IEEE International Conference on Environment and Electrical Engineering and 2018 IEEE Industrial and Commercial Power Systems Europe (EEEIC/I&CPS Europe), Palermo, Italy, 12–15 June 2018; pp. 1–6. [Google Scholar] [CrossRef]
- Zhao, H.Y.; Yin, W.Z.; Ding, G.F.; Ju, J.Y.; Tang, X.; Chen, R.J.; Yuan, J.H.; Yan, A.R. Preparation of anisotropic (Ce, Nd, Pr)-Fe-B powder with HDDR method from wasted sintered magnets. J. Magn. Magn. Mater. 2022, 562, 169745. [Google Scholar] [CrossRef]
- Michalski, B.; Szymanski, M.; Gola, K.; Zygmuntowicz, J.; Leonowicz, M. Experimental evidence for the suitability of the hydrogen decomposition process for the recycling of Nd-Fe-B sintered magnets. J. Magn. Magn. Mater. 2022, 548, 168979. [Google Scholar] [CrossRef]
- Delogu, M.; Berzi, L.; Del Pero, F.; Dattilo, C.A. Definition and sustainability assessment of recycling processes for bonded rare earths permanent magnets used on wind generators. Adv. Mater. Process. Technol. 2022, 1–47. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.R.; Williams, A.J. Multiple recycling of NdFeB-type sintered magnets. J. Alloys Compd. 2009, 469, 314–321. [Google Scholar] [CrossRef]
- Zakotnik, M.; Tudor, C.O. Commercial-scale recycling of NdFeB-type magnets with grain boundary modification yields products with ‘designer properties’ that exceed those of starting materials. Waste Manag. 2015, 44, 48–54. [Google Scholar] [CrossRef] [PubMed]
- Pan, M.; Liu, X.; Jin, W.; Fu, S.; Yang, E.; Liu, X.; Zhao, L.; Zhang, X.; Yan, M. Effect of Cu grain boundary modification on microstructure and corrosion resistance in recycled Nd-Fe-B sintered magnets. J. Magn. Magn. Mater. 2022, 550, 169109. [Google Scholar] [CrossRef]
- Liu, W.Q.; Li, C.; Zakotnik, M.; Ming, Y.; Zhang, D.; Huang, X. Recycling of waste Nd-Fe-B sintered magnets by doping with dysprosium hydride nanoparticles. J. Rare Earth 2015, 33, 846–849. [Google Scholar] [CrossRef]
- Ikram, A.; Mehmood, M.F.; Samardzija, Z.; Sheridan, R.S.; Awais, M.; Walton, A.; Sturm, S.; Kobe, S.; Rozman, K.Z. Coercivity Increase of the Recycled HDDR Nd-Fe-B Powders Doped with DyF3 and Processed via Spark Plasma Sintering & the Effect of Thermal Treatments. Materials 2019, 12, 1498. [Google Scholar] [CrossRef] [PubMed]
- Itoh, M.; Masuda, M.; Suzuki, S.; Machida, K.I. Recycling of rare earth sintered magnets as isotropic bonded magnets by melt-spinning. J. Alloys Compd. 2004, 374, 393–396. [Google Scholar] [CrossRef]
- Li, L.; Post, B.; Kunc, V.; Elliott, A.M.; Paranthaman, M.P. Additive manufacturing of near-net-shape bonded magnets: Prospects and challenges. Scr. Mater. 2017, 135, 100–104. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Martin, J.; Fredette, R.; Ormerod, J. Binder Jetting: A Novel NdFeB Bonded Magnet Fabrication Process. JOM 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Gandha, K.; Ouyang, G.Y.; Gupta, S.; Kunc, V.; Paranthaman, M.P.; Nlebedim, I.C. Recycling of additively printed rare-earth bonded magnets. Waste Manag. 2019, 90, 94–99. [Google Scholar] [CrossRef]
- Kumari, R.; Samadder, S.R. A critical review of the pre-processing and metals recovery methods from e-wastes. J. Environ. Manag. 2022, 320, 115887. [Google Scholar] [CrossRef] [PubMed]
- Takeda, O.; Lu, X.; Zhu, H.M. Recent Trend on the Studies of Recycling Technologies of Rare Earth Metals. In REWAS 2022: Developing Tomorrow’s Technical Cycles, Volume I; The Minerals, Metals & Materials Series; Lazou, A., Daehn, K., Fleuriault, C., Gökelma, M., Olivetti, E., Meskers, C., Eds.; Springer: Cham, Switzerland, 2022; pp. 259–266. [Google Scholar] [CrossRef]
- Papagianni, S.; Moschovi, A.M.; Sakkas, K.M.; Chalaris, M.; Yakoumis, I. Preprocessing and Leaching Methods for Extraction of REE from Permanent Magnets: A Scoping Review. Appl. Chem. 2022, 2, 199–212. [Google Scholar] [CrossRef]
- Sun, Z.; Cao, H.; Xiao, Y.; Sietsma, J.; Jin, W.; Agterhuis, H.; Yang, Y. Toward Sustainability for Recovery of Critical Metals from Electronic Waste: The Hydrochemistry Processes. ACS Sustain. Chem. Eng. 2017, 5, 21–40. [Google Scholar] [CrossRef]
- Lee, C.H.; Chen, Y.J.; Liao, C.H.; Popuri, S.; Tsai, S.L.; Hung, C.E. Selective Leaching Process for Neodymium Recovery from Scrap Nd-Fe-B Magnet. Metall. Mater. Trans. A 2013, 44, 5825–5833. [Google Scholar] [CrossRef]
- Gergoric, M.; Barrier, A.; Retegan, T. Recovery of Rare-Earth Elements from Neodymium Magnet Waste Using Glycolic, Maleic, and Ascorbic Acids Followed by Solvent Extraction. J. Sustain. Met. 2019, 5, 85–96. [Google Scholar] [CrossRef]
- Stein, R.T.; Kasper, A.C.; Veit, H.M. Recovery of REEs Present in Mobile Phone Magnets with the Use of Organic Acids. Minerals 2022, 12, 668. [Google Scholar] [CrossRef]
- Ding, A.T.; Liu, C.Y.; Zhang, X.W.; Lei, L.C.; Xiao, C.L. ZnCl2: A Green Bronsted Acid for Selectively Recovering REEs from Spent NdFeB Permanent Magnets. Environ. Sci. Technol. 2022, 56, 4404–4412. [Google Scholar] [CrossRef]
- Forte, F.; Riano, S.; Binnemans, K. Dissolution of noble metals in highly concentrated acidic salt solutions. Chem. Commun. 2020, 56, 8230–8232. [Google Scholar] [CrossRef]
- Klemettinen, A.; Żak, A.; Chojnacka, I.; Matuska, S.; Leśniewicz, A.; Wełna, M.; Adamski, Z.; Klemettinen, L.; Rycerz, L. Leaching of Rare Earth Elements from NdFeB Magnets without Mechanical Pretreatment by Sulfuric (H2SO4) and Hydrochloric (HCl) Acids. Minerals 2021, 11, 1374. [Google Scholar] [CrossRef]
- Opare, E.O.; Struhs, E.; Mirkouei, A. A comparative state-of-technology review and future directions for rare earth element separation. Renew. Sustain. Energ. Rev. 2021, 143, 110917. [Google Scholar] [CrossRef]
- Pietrantonio, M.; Pucciarmati, S.; Sebastianelli, L.; Forte, F.; Fontana, D. Materials recovery from end-of-life wind turbine magnets. Int. J. Environ. Sci. Technol. 2022, 19, 8019–8026. [Google Scholar] [CrossRef]
- Pavón, S.; Fortuny, A.; Coll, M.T.; Sastre, A.M. Neodymium recovery from NdFeB magnet wastes using Primene 81R·Cyanex 572 IL by solvent extraction. J. Environ. Manag. 2018, 222, 359–367. [Google Scholar] [CrossRef] [PubMed]
- Laatikainen, M.; Makarova, I.; Sainio, T.; Repo, E. Selective acid leaching of rare earth elements from roasted NdFeB magnets. Sep. Purif. Technol. 2021, 278, 119571. [Google Scholar] [CrossRef]
- Nguyen, T.T.H.; Kim, Y.H.; Lee, M.S. Selective Dissolution of Nd2O3 from the Mixture with Fe2O3 and Ga2O3 by Using Inorganic Acid Solutions Containing Ethylene Glycol. Metals 2022, 12, 1268. [Google Scholar] [CrossRef]
- Stopic, S.; Friedrich, B. Advances in Understanding of the Application of Unit Operations in Metallurgy of Rare Earth Elements. Metals 2021, 11, 978. [Google Scholar] [CrossRef]
- Akcil, A.; Ibrahim, Y.A.; Meshram, P.; Panda, S.; Abhilashb. Hydrometallurgical recycling strategies for recovery of REEs from consumer electronic scraps: A review. J. Chem. Technol. Biot. 2021, 96, 1785–1797. [Google Scholar] [CrossRef]
- Sethurajan, M.; van Hullebusch, E.D.; Fontana, D.; Akcil, A.; Deveci, H.; Batinic, B.; Leal, J.P.; Gasche, T.A.; Kucuker, M.A.; Kuchta, K.; et al. Recent advances on hydrometallurgical recovery of critical and precious elements from end of life electronic wastes-a review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 212–275. [Google Scholar] [CrossRef]
- Omodara, L.; Pitkaaho, S.; Turpeinen, E.M.; Saavalainen, P.; Oravisjarvi, K.; Keiski, R.L. Recycling and substitution of light REEs, cerium, lanthanum, neodymium, and praseodymium from end-of-life applications—A review. J. Clean. Prod. 2019, 236, 117573. [Google Scholar] [CrossRef]
- Sun, H.; Wang, T.Y.; Li, C.X.; Yang, Y.S. Recycling rare earth from ultrafine NdFeB waste by capturing fluorine ions in wastewater and preparing them into nano-scale neodynium oxyfluoride. J. Rare Earth 2022, 40, 815–821. [Google Scholar] [CrossRef]
- Liu, Q.S.; Tu, T.; Guo, H.; Cheng, H.J.; Wang, X.Z. High-efficiency simultaneous extraction of rare earth elements and iron from NdFeB waste by oxalic acid leaching. J. Rare Earth 2021, 39, 323–330. [Google Scholar] [CrossRef]
- Van Loy, S.; Önal, M.A.R.; Binnemans, K.; Van Gerven, T. Recovery of valuable metals from NdFeB magnets by mechanochemically assisted ferric sulfate leaching. Hydrometallurgy 2020, 191, 105154. [Google Scholar] [CrossRef]
- He, L.; Xu, Q.; Li, W.; Dong, Q.; Sun, W. One-step separation and recovery of rare earth and iron from NdFeB slurry via phosphoric acid leaching. J. Rare Earth 2022, 40, 338–344. [Google Scholar] [CrossRef]
- Bi, M.X.; Xu, C.; Wattoo, A.G.; Bagheri, R.; Chen, Y.X.; Mao, S.D.; Lv, Z.S.; Yang, L.J.; Song, Z.L. Corrosion behavior of sintered CeNdFeB magnets in different solutions. J. Alloys Compd. 2017, 703, 232–241. [Google Scholar] [CrossRef]
- Xu, X.; Sturm, S.; Samardzija, Z.; Scancar, J.; Markovic, K.; Rozman, K.Z. A facile method for the simultaneous recovery of rare-earth elements and transition metals from Nd-Fe-B magnets. Green Chem. 2020, 22, 1105–1112. [Google Scholar] [CrossRef]
- Lister, T.E.; Meagher, M.; Strauss, M.L.; Diaz, L.A.; Rollins, H.W.; Das, G.; Lencka, M.M.; Anderko, A.; Riman, R.E.; Navrotsky, A. Recovery of Rare Earth Elements from Recycled Hard Disk Drive Mixed Steel and Magnet Scrap. Rare Met. Technol. 2021, 139–154. [Google Scholar] [CrossRef]
- Erust, C.; Akcil, A.; Tuncuk, A.; Deveci, H.; Yazici, E.Y. A Multi-stage Process for Recovery of Neodymium (Nd) and Dysprosium (Dy) from Spent Hard Disc Drives (HDDs). Min. Proc. Ext. Met. Rev. 2021, 42, 90–101. [Google Scholar] [CrossRef]
- Ciro, E.; Alzate, A.; López, E.; Serna, C.; Gonzalez, O. Neodymium recovery from scrap magnet using ammonium persulfate. Hydrometallurgy 2019, 186, 226–234. [Google Scholar] [CrossRef]
- Yoon, H.; Kim, C.; Chung, K.; Kim, S.; Lee, J.; Kumar, J.R. Solvent extraction, separation and recovery of dysprosium (Dy) and neodymium (Nd) from aqueous solutions: Waste recycling strategies for permanent magnet processing. Hydrometallurgy 2016, 165, 27–43. [Google Scholar] [CrossRef]
- Prusty, S.; Pradhan, S.; Mishra, S. Ionic liquid as an emerging alternative for the separation and recovery of Nd, Sm and Eu using solvent extraction technique-A review. Sustain. Chem. Pharm. 2021, 21, 100434. [Google Scholar] [CrossRef]
- Chen, Z.Y.; Li, Z.; Chen, J.; Kallem, P.; Banat, F.; Qiu, H.D. Recent advances in selective separation technologies of rare earth elements: A review. J. Environ. Chem. Eng. 2022, 10, 107104. [Google Scholar] [CrossRef]
- Traore, M.; Gong, A.J.; Wang, Y.W.; Qiu, L.A.; Bai, Y.Z.; Zhao, W.Y.; Liu, Y.; Chen, Y.; Liu, Y.; Wu, H.L.; et al. Research progress of rare earth separation methods and technologies. J. Rare Earth 2023, 41, 182–189. [Google Scholar] [CrossRef]
- Liu, F.; Porvali, A.; Wang, J.; Wang, H.; Peng, C.; Wilson, B.P.; Lundström, M. Recovery and separation of rare earths and boron from spent Nd-Fe-B magnets. Min. Eng. 2020, 145, 106097. [Google Scholar] [CrossRef]
- Stopic, S.; Polat, B.; Chung, H.W.; Emil-Kaya, E.; Smiljanic, S.; Gurmen, S.; Friedrich, B. Recovery of REEs through Spent NdFeB Magnet Oxidation (First Part). Metals 2022, 12, 1464. [Google Scholar] [CrossRef]
- Chung, H.W.; Stopic, S.; Emil-Kaya, E.; Gurmen, S.; Friedrich, B. Recovery of REEs from Spent NdFeB-Magnets: Separation of Iron through Reductive Smelting of the Oxidized Material (Second Part). Metals 2022, 12, 1615. [Google Scholar] [CrossRef]
- Shirayama, S.; Okabe, T.H. Selective Extraction and Recovery of Nd and Dy from Nd-Fe-B Magnet Scrap by Utilizing Molten MgCl2. Metall. Mater. Trans. B Process. Metall. Mater. Process. Sci. 2018, 49, 1067–1077. [Google Scholar] [CrossRef]
- Liu, B.W.; Zhu, N.W.; Li, Y.; Wu, P.X.; Dang, Z.; Ke, Y.X. Efficient recovery of rare earth elements from discarded NdFeB magnets. Process. Saf. Environ. 2019, 124, 317–325. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Aktan, E.; Borra, C.R.; Blanpain, B.; Van Gerven, T.; Guo, M. Recycling of NdFeB magnets using nitration, calcination and water leaching for REE recovery. Hydrometallurgy 2017, 167, 115–123. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Borra, C.R.; Guo, M.; Blanpain, B.; Van Gerven, T. Recycling of NdFeB Magnets Using Sulfation, Selective Roasting, and Water Leaching. J. Sustain. Metall. 2015, 1, 199–215. [Google Scholar] [CrossRef]
- Önal, M.A.R.; Riaño, S.; Binnemans, K. Alkali baking and solvometallurgical leaching of NdFeB magnets. Hydrometallurgy 2020, 191, 105213. [Google Scholar] [CrossRef]
- Yin, T.; Xue, Y.; Yan, Y.; Ma, Z.; Ma, F.; Zhang, M.; Wang, G.; Qiu, M. Recovery and separation of REEs by molten salt electrolysis. Int. J. Miner. Metall. Mater. 2021, 28, 899–914. [Google Scholar] [CrossRef]
- Jeon, Y.; Hur, J.; Jeong, G.Y.; Sohn, S.; Park, J. Selective and efficient extraction of Nd from NdFeB magnets via ionization in LiCl-KCl-CdCl2 melt. J. Alloys Compd. 2021, 860, 158424. [Google Scholar] [CrossRef]
- Yang, Y.S.; Lan, C.Q.; Guo, L.Y.; An, Z.Q.; Zhao, Z.W.; Li, B.W. Recovery of rare-earth element from rare-earth permanent magnet waste by electro-refining in molten fluorides. Sep. Purif. Technol. 2020, 233, 116030. [Google Scholar] [CrossRef]
- Mohapatra, P.K.; Mahanty, B. Direct dissolution of metal oxides in ionic liquids as a smart strategy for separation: Current status and prospective. Sep. Sci. Technol. 2022, 57, 2792–2823. [Google Scholar] [CrossRef]
- Xu, X.; Sturm, S.; Zavasnik, J.; Rozman, K.Z. Electrodeposition of a Rare-Earth Iron Alloy from an Ionic-Liquid Electrolyte. Chemelectrochem 2019, 6, 2860–2869. [Google Scholar] [CrossRef]
- Molodkina, E.B.; Ehrenburg, M.R.; Arkhipushkin, I.A.; Rudnev, A.V. Interfacial effects in the electro(co)deposition of Nd, Fe, and Nd-Fe from an ionic liquid with controlled amount of water. Electrochim. Acta 2021, 398, 139342. [Google Scholar] [CrossRef]
- Da Costa, J.; Costa, J.M.; Neto, A. Progress on Electrodeposition of Metals and Alloys Using Ionic Liquids as Electrolytes. Metals 2022, 12, 2095. [Google Scholar] [CrossRef]
- Rout, A. Electroanalytical Chemistry of Lanthanides/Actinides and the Feasibility of Direct Electrodeposition in Ligand Containing Ionic Liquids: A Comprehensive Review. J. Electrochem. Soc. 2022, 169, 126502. [Google Scholar] [CrossRef]
- Venkatesan, P.; Vander Hoogerstraete, T.; Hennebel, T.; Binnemans, K.; Sietsma, J.; Yang, Y. Selective electrochemical extraction of REEs from NdFeB magnet waste at room temperature. Green Chem. 2018, 20, 165–173. [Google Scholar] [CrossRef]
- Venkatesan, P.; Sun, Z.H.I.; Sietsma, J.; Yang, Y. An environmentally friendly electro-oxidative approach to recover valuable elements from NdFeB magnet waste. Sep. Purif. Technol. 2018, 191, 384–391. [Google Scholar] [CrossRef]
- Makarova, I.; Ryl, J.; Sun, Z.; Kurilo, I.; Górnicka, K.; Laatikainen, M.; Repo, E. One-step recovery of REE oxalates in electro-leaching of spent NdFeB magnets. Sep. Purif. Technol. 2020, 251, 117362. [Google Scholar] [CrossRef]
- Reisdorfer, G.; Bertuol, D.; Tanabe, E.H. Recovery of neodymium from the magnets of hard disk drives using organic acids. Miner. Eng. 2019, 143. [Google Scholar] [CrossRef]
- Kumari, A.; Dipali; Randhawa, N.S.; Sahu, S.K. Electrochemical treatment of spent NdFeB magnet in organic acid for recovery of rare earths and other metal values. J. Clean. Prod. 2021, 309, 127393. [Google Scholar] [CrossRef]
- Makarava, I.; Kasach, A.; Kharytonau, D.; Kurilo, I.; Laatikainen, M.; Repo, E. Enhanced acid leaching of rare earths from NdCeFeB magnets. Min. Eng. 2022, 179, 107446. [Google Scholar] [CrossRef]
- Xue, Y.; Wang, Y. Green electrochemical redox mediation for valuable metal extraction and recycling from industrial waste. Green Chem. 2020, 22, 6288–6639. [Google Scholar] [CrossRef]
- Kaplan, V.; Feldman, Y.; Gartsman, K.; Leitus, G.; Wachtel, E.; Lubomirsky, I. Electrolytic Hydrogen Decrepitation of NdFeB Magnets Under Ambient Conditions. J. Sustain. Met. 2022, 8, 1290–1298. [Google Scholar] [CrossRef]
Figure 1.
High-resolution EDS mapping of the main elements on the spent NdFeB magnet surface.

Figure 2.
Potential return flows by application in tons of NdFeB. Reprinted from Ref. [60].
Figure 2.
Potential return flows by application in tons of NdFeB. Reprinted from Ref. [60].
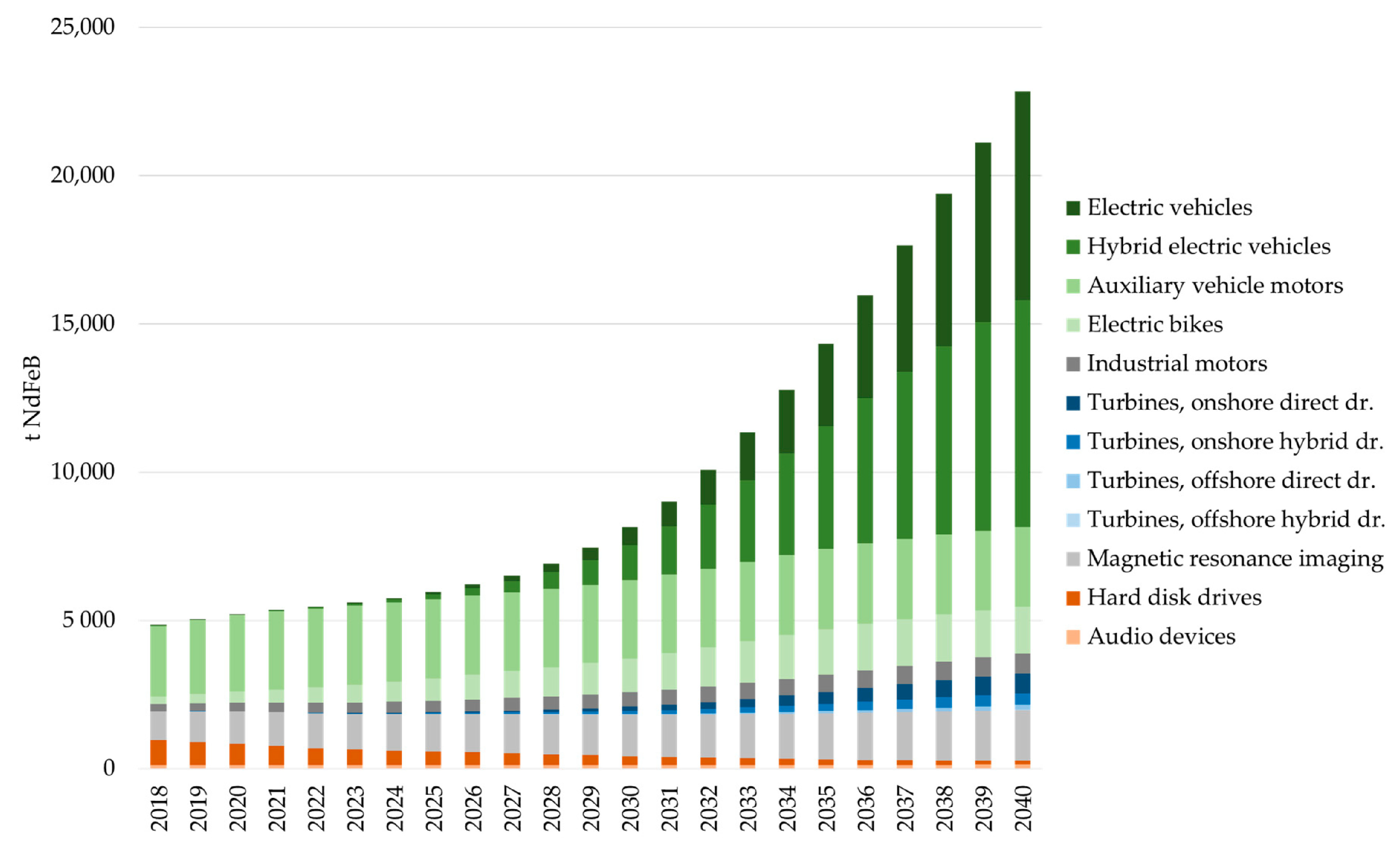
Figure 3.
Flow chart of main techniques for direct reuse of NdFeB magnet wastes.

Figure 4.
Flow chart of typical techniques for hydrometallurgy of NdFeB magnet wastes.

Figure 5.
The Eh-pH diagram for the Nd-H2O system and the Fe-H2O system. [Fe]:1.0 M, [Nd]:1.0 M.

Figure 6.
The typical technical flow chart of the H2C2O4 precipitation method.

Figure 7.
Flow chart of typical techniques for pyrometallurgy of NdFeB magnet wastes.
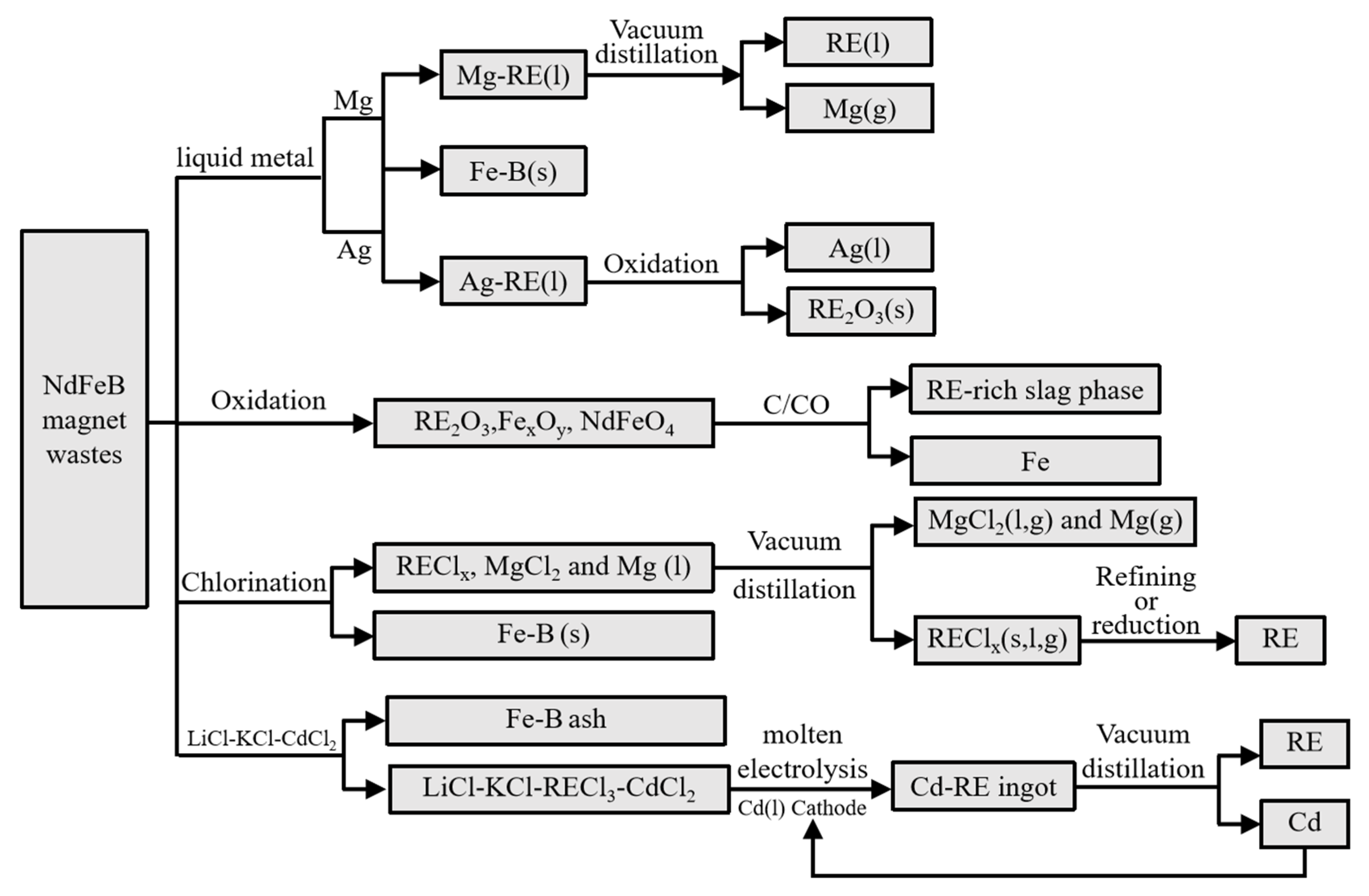
Figure 8.
Flow chart of typical techniques for the electrochemistry of NdFeB magnet wastes.


{kind=link}
{kind=link}
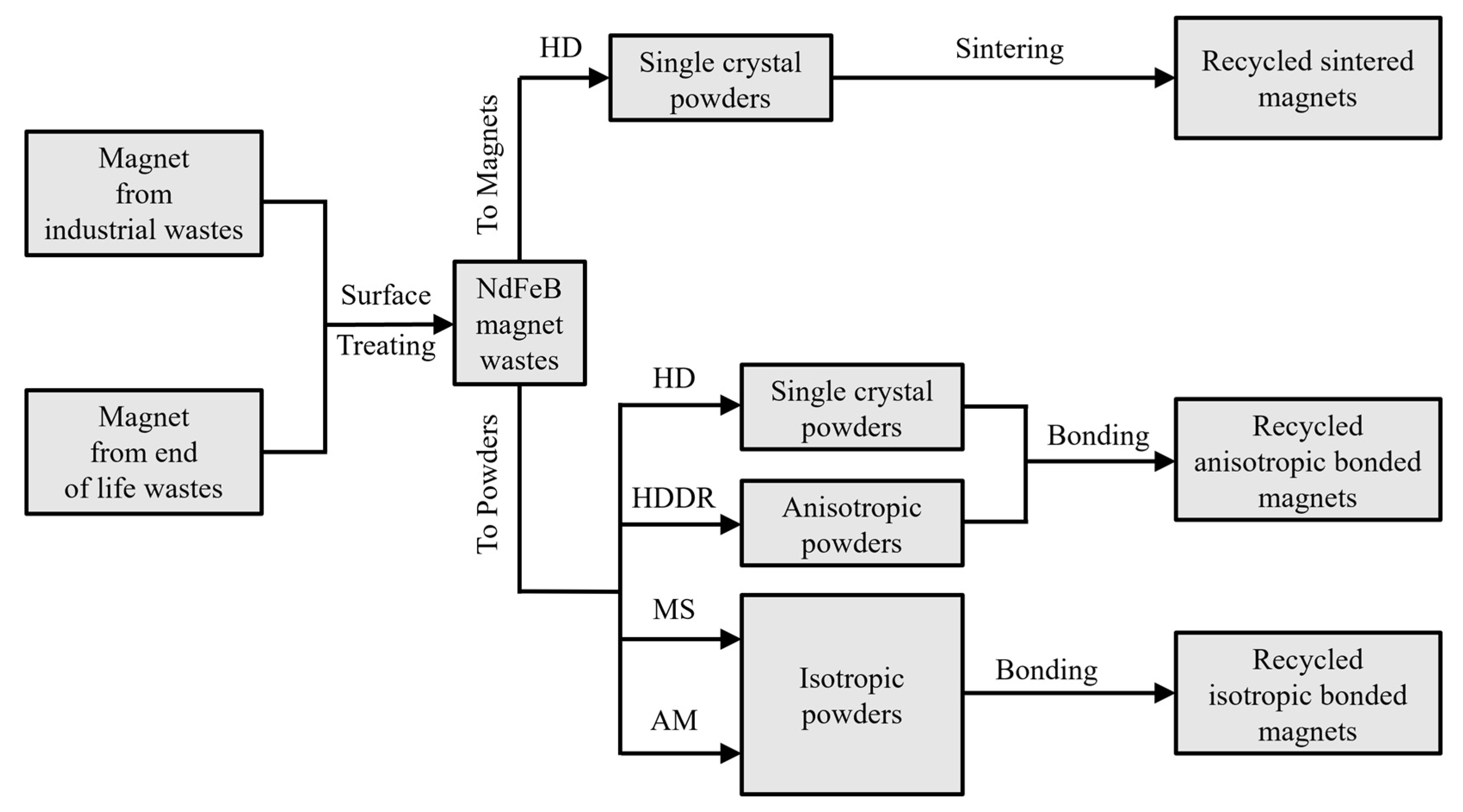{kind=link}
{kind=link}
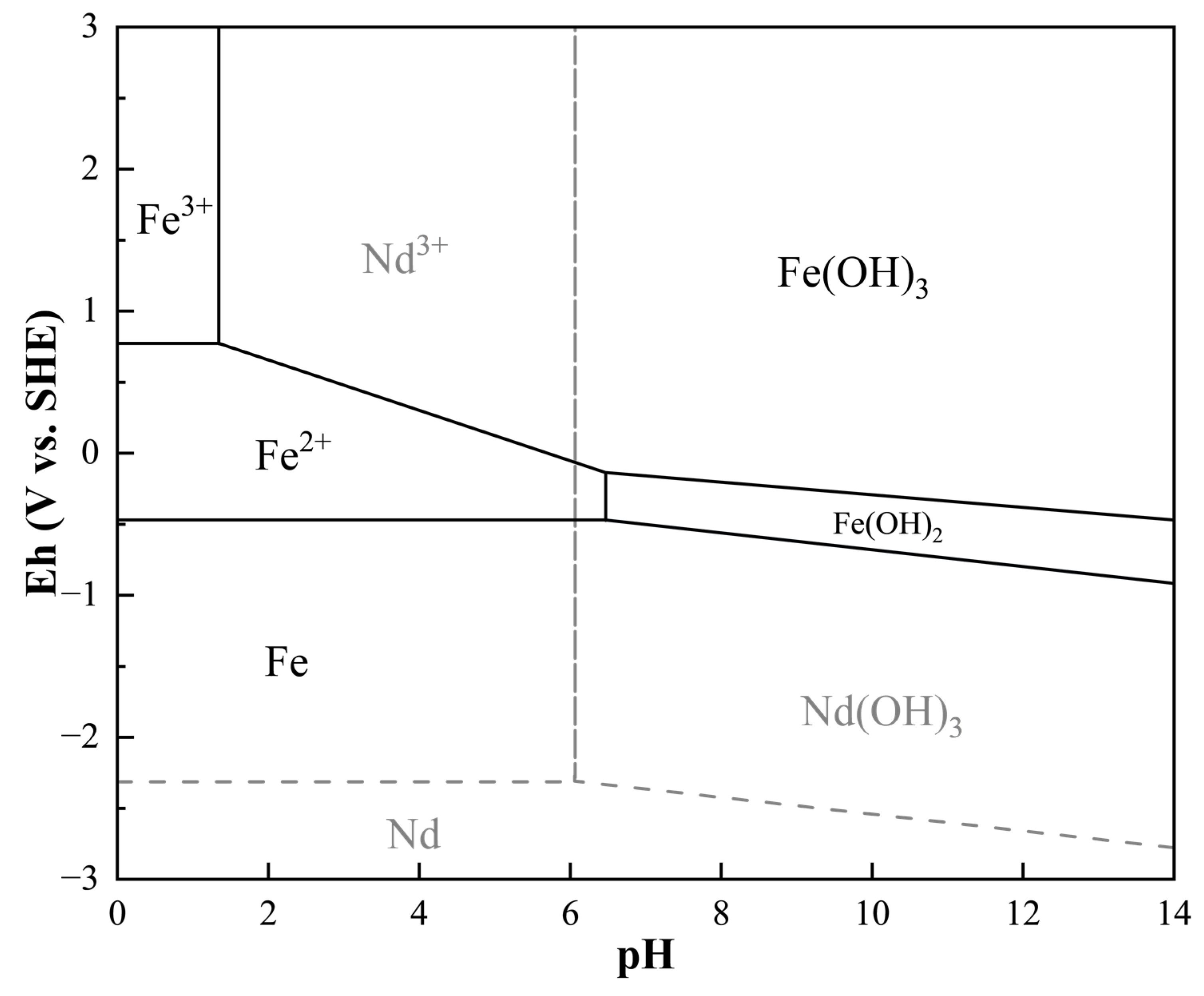{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Typical chemical compositions of NdFeB magnet scrap (wt.%).
| REEs Content | Nd | Fe | B | Pr | Dy | Co | La | Nb | Gd | Cu | Al | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Low | 10.70–14.00 | 78.00–79.20 | 5.75–6.00 | ≈2.68 | 0.43–0.60 | ≈0.79 | - | - | - | ≈0.11 | ≈0.19 | - |
| Medium | 21.00–28.00 | 61.09–70.60 | 0.73–1.04 | 0.12–2.62 | 1.00–6.30 | 0.57–3.34 | - | ≈0.37 | ≈0.02 | ≈0.15 | 0.20–0.95 | 1.00–3.00 |
| High | 19.4–30.73 | 58.16–67.15 | 0.96–1.02 | 0.07–7.10 | 0.79–5.93 | 0.42–4.22 | ≈1.58 | ≈0.83 | ≈1.51 | - | 0.34–1.04 | ≈0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Xiao, F.; Hu, W.; Zhao, J.; Zhu, H. Technologies of Recycling REEs and Iron from NdFeB Scrap. Metals 2023, 13, 779. https://doi.org/10.3390/met13040779
AMA Style
Xiao F, Hu W, Zhao J, Zhu H. Technologies of Recycling REEs and Iron from NdFeB Scrap. Metals. 2023; 13(4):779. https://doi.org/10.3390/met13040779
Chicago/Turabian StyleXiao, Fusheng, Wentao Hu, Jianqi Zhao, and Hongmin Zhu. 2023. "Technologies of Recycling REEs and Iron from NdFeB Scrap" Metals 13, no. 4: 779. https://doi.org/10.3390/met13040779
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.