
Purification of Organosilicon Waste Silicon Powder with Hydrometallurgy
by
Liping Zhao
1,
Zuyu Li
1,
Fengshuo Xi
1,2,*,
Shaoyuan Li
1,2,*,
Wenhui Ma
1,2,3,*,
Jijun Wu
1,2 and
Kuixian Wei
1,2 1
Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China
2
National Engineering Research Center of Vacuum Metallurgy, State Key Laboratory of Complex Nonferrous Metal Resources Clean Utilization, Kunming University of Science and Technology, Kunming 650093, China
3
School of Science and Technology, Pu’er University, Pu’er 665000, China
*
Authors to whom correspondence should be addressed.
Metals 2023, 13(5), 950; https://doi.org/10.3390/met13050950
Submission received: 1 April 2023
/
Revised: 11 May 2023
/
Accepted: 12 May 2023
/
Published: 14 May 2023
(This article belongs to the Special Issue Recovery and Recycling of Metals from the Wastes of New Energy Industry)
Abstract
:Waste silicon powder produced during the production process of organosilicon materials is a major environmental concern that can lead to pollution and resource wastage. As a result, it is crucial to find efficient ways of recovering and utilizing this waste material. In this study, the morphology of waste silicon powder was systematically studied, and an optimized purification method was proposed based on a hydrometallurgical process and phase analysis. The complex composition of waste silicon powder presents a significant challenge during its recycling. However, the results of this study showed that metal-assisted chemical etching (MACE), followed by mixed acid system leaching, is the most effective method for removing impurities from the material. The superior order of different acid systems for removing metallic impurities was HCl < HF < HF + HCl < HF + H2O2 < CuACE. It is worth noting that CuACE treatment has a remarkable ability to remove more than 95% of Fe through hydrometallurgy.
1. Introduction
Organosilicon is a type of artificially synthesized polymer that consists of silicon and oxygen atoms as the main chain in its structure [1,2,3]. Due to the high bonding energy of the silicon and oxygen bonds forming the main chain, silicone polymers are much more stable than ordinary organic polymers [4,5]. They exhibit excellent physical and mechanical properties at high and low temperatures, along with high- and low-temperature resistance, electrical insulation, ozone resistance, radiation resistance, flame retardance, water repellence, corrosion resistance, non-toxicity, and physiological inertness [6]. The extensive range of organosilicon products is used in various industries, making it an indispensable industrial product in today’s world.
The organosilicon industry’s current focus is on new energy products, aerospace materials, electronic product materials, motor vehicle production, rail transportation, national defense force construction, and hospital medical treatment [7,8,9]. In recent years, the global organosilicon industry has maintained a development rate of 5% to 8%, with particularly strong growth in the automotive and construction sectors. As a result, the global demand for organosilicon in the market remains strong [10].
Silicone monomer is a vital raw material for producing silicone oil, silicone rubber, silicone resin, and silane coupling agents. Thousands of organosilicon products can be created from just a few basic monomers [11,12]. The main types of silicone monomers include methyl-chlorosilane (referred to as methyl monomer), phenyl-chlorosilane (referred to as phenyl monomer), methyl-vinylchlorosilane, ethyl-trichlorosilane, propyl-trichlorosilane, vinyl-trichlorosilane, γ-chloropropyltrichlorosilane, and fluoro-silicone monomer [13]. Methyl-chlorosilane is the most crucial of these monomers, accounting for over 90% of the total monomer production, followed by phenyl-chlorosilane. The key to developing any polymer material is the advancement of organosilicon monomer technology. The organosilicon industry’s production model consists of centralized monomer production and decentralized product processing [14], making monomer production a critical component of the industry’s development. As a result, the monomer production level directly reflects the organic silicon industry’s development level.
The direct method is a crucial step in the production of silicone monomer, which uses a fluidized bed as the reaction site for the raw materials. Due to the structure of the fluidized bed equipment itself, the reaction generally cannot proceed in an ideal state. Therefore, the reaction raw materials are not completely reacted; there are usually residues. In this part of the residual reaction with raw materials (including silicon powder, Cu catalyst, etc.), no chemical reaction occurred, with a long stay in the fluidized bed resulting in some material attached to form an extremely complex composition. After these wastes are discharged from the reaction system, the organosilicon slag is formed [15,16,17,18]. Organosilicon slag is a valuable resource as it contains significant amounts of silicon, copper, and carbon powder and has a high recovery value [19]. However, the current methods for treating organosilicon slag are inadequate, with most companies opting for landfill storage or open-air storage. These methods not only cause environmental pollution but also result in a considerable loss of valuable resources [20]. Acid leaching is another treatment method used to extract copper from copper–silicon catalysts; however, the process results in environmental pollution [21]. One promising method for utilizing organosilicon slag is to use it for producing concrete, cement, and refractory materials. However, the quality of organosilicon slags varies from manufacturer to manufacturer, making it challenging to use them consistently.
Generally, acid leaching has been regarded as an alternative for silicon purification. As a pretreatment process, acid leaching removes impurities from silicon, including Al, Ca, Fe, Ni, and Mg. From the perspective of hydrometallurgical leaching, a smaller particle size, such as diamond wire saw silicon powder, can generally result in a higher dissolution efficiency of impurity [22]. During the past few years, some well-known acid leaching processes, including HNO3 or HCl acid washing [23], HCl leaching [24], H2SO4 leaching [25], HCl + HF leaching [26], multivariate acids system leaching [27], and microwave mixed acid leaching [28], have been used to recover silicon from diamond wire saw silicon powder. However, there are few studies on acid leaching treatment of silicon wastes generated in the production process of organosilicon materials. Therefore, there is a need to develop a comprehensive utilization method for silicon waste slag in the synthesis process of silicon monomer that has a reasonable process, which can improve the recycling rate of silicon powder and realize continuous scale production.
The continuous expansion of the production scale of organosilicon has significantly increased the amount of waste silicon powder, and effective recovery of silicon powder from the slag is essential to promote the green and sustainable development of the organosilicon industry chain. This paper explores and discusses recycling and treatment methods for waste silicon powder, building upon the current state of development in the organosilicon industry. By developing advanced recycling methods, organosilicon enterprises can reduce environmental pollution, conserve valuable resources, and promote sustainable development.
2. Experiments
In this study, waste silicon powder was used as the experimental raw material. The powder was obtained during the production of organosilicon materials. The direct method is a crucial step in producing organosilicon, where a fluidized bed is typically used as the reaction site for the raw materials. However, due to the structure of the fluidized bed equipment, the reaction partially proceeded, resulting in residues of unreacted raw materials, including silicon powder and Cu catalyst. Although these residues did not undergo a chemical reaction, they remained in the fluidized bed for a long time, thereby accumulating other materials, such as organic matter generated by the reaction, which resulted in a complex composition. These wastes were discharged with the reaction system, forming waste silicon powder. Analytically pure reagents, such as hydrogen peroxide, concentrated hydrochloric acid, concentrated nitric acid, hydrofluoric acid, Cu nitrate, and anhydrous ethanol, were used in the experiments. Several experimental instruments were employed in the study, including a constant-temperature drying oven (DHG-9070A, Shanghai-Heng Scientific Instruments Co., Ltd., Shanghai, China), a magnetic stirrer (85-2 digital display temperature-controlled magnetic stirrer, Jintan Dadi Automatic Instrument Factory), a fume hood (TY150, Kunming Tianyue Experimental Equipment Co., Ltd., Kunming, China), a circulating water vacuum pump (SHZ-D(III), Bangxi Instrument Technology (Shanghai) Co. Ltd., Shanghai, China), and a vacuum atmosphere tube furnace (SK-G06123K, Tianjin Central Electric Furnace Co., Tianjin, China).
As shown in Figure 1, the experimental procedures comprised two main parts: (1) the pretreatment and characterization of organosilicon waste residue and (2) the hydrometallurgical removal of impurities from the waste silicon powder. To remove the organic residue of waste silicon powder, the waste silicon powder was initially treated under argon gas ambiance at 600 °C for 2 h. Then, the high-temperature heat-treated materials, including single acid leaching, mixed acid leaching, and metal-assisted chemical etching, were selected as the acid-leaching raw materials. According to preliminary research results on the method of acid leaching, all the experiments were conducted at room temperature (25 °C) and normal pressure, with a leaching time of 2 h.
Single acid system leaching experiments were separately performed using hydrochloric and hydrofluoric acids under optimal concentrations, which serve as the basis for subsequent studies on mixed acid leaching. Mixed acid system leaching experiments were conducted to investigate the effect of acid solutions on the leaching of impurities from waste silicon powders. A mixed acid solution of 1 M HCl + 4 M HF was prepared for the leaching experiments using the optimal concentration of a single acid leaching system. For the metal-assisted chemical etching experiments, the samples were initially dipped into the Cu(NO3)2/HF mixture [Cu(NO3)2 = 4 mM, (HF) = 4 M] solution for deposition of Cu nanoparticles (CuNPs) for 60 s. Then, 0.5 M H2O2 was added to the Cu(NO3)2/HF leaching solution and allowed to stand for 2 h. After the experiments, the samples before and after acid leaching were dried and digested in the mixture of HNO3 and HF (HF was dropwise added into HNO3) for impurities concentration chemical analysis using inductively coupled plasma-atomic emission spectroscopy (ICP-AES) (Optima 8000; Perkin Elmer, Waltham, MA, USA) [29]. To analyze the surface morphology and composition of impurities in the samples, scanning electron microscopy (SEM; QUANTA200, FEI, Hillsboro, OR, USA) equipped with energy-dispersive X-ray spectroscopy (EDS; INCA, Thermo, Waltham, MA, USA) was utilized. The SEM was operated under an accelerating voltage of 20 kV and a beam current of 2 × 10−9 A.
3. Results and Discussion
3.1. Morphologies of Waste Silicon Powders
The complex and diverse distribution of impurity phases in waste silicon powders presents a significant challenge to their direct and effective purification. Therefore, it is crucial to conduct a comprehensive study and analysis of the composition, existing forms, and microscopic morphology of the impurities in the residue. Table 1 shows the main impurity contents of waste silicon powders, among which Fe has the highest content, followed by Cu and Al. Generally, Al and Fe are metal impurities present in industrial silicon used in the production of organosilicon, and they are mixed in the waste silicon powder [30,31]. During the reaction process between Si and CH3Cl, some of the Cu catalysts used did not react and remained in the fluidized bed, which was discharged with other waste materials to form the waste silicon powder. Thus, the presence of Cu in the waste residue is a result of incomplete reaction and catalyst recovery.
Apart from analyzing the chemical composition of the raw material, SEM equipped with EDS was used to further analyze the impurity phases in the waste silicon powders. The results revealed that the surface of Si particles contained a large amount of needle-like silicon, mostly exceeding 5 μm in length (Figure 2b). The needle-like silicon was the main organosilicon attached to the surface of the waste silicon powder and mixed with the waste silicon powder. As shown in Figure 2, Si and O were the most abundant elements, and Cu and Al were the main impurities in the raw material. The SEM and ICP analysis results are highly consistent. The high O content was due to the presence of SiO2 and Si-O bonds in the organosilicon, as well as the oxidation of the sample surface during storage. The high C content was a result of the direct thermal decomposition of silane to generate carbon, with some of the carbon attached to the surface of the waste silicon powder and mixed into the waste silicon powders. The location of C was scattered in other corners of the phase area, and the conductive gel used in the scanning instrument contained carbon. Al and Cu, as low-content impurities, were almost spread throughout the impurity-phase region. Due to the impurity of Fe in the main industrial silicon (raw material), Fe was not uniformly distributed in the industrial silicon [31,32]. Consequently, the scanning electron microscope did not detect the presence of Fe in the waste silicon powders.
Waste silicon powders often contain organosilicon on their surfaces, making it challenging to systematically analyze their morphology and composition. However, this issue can be overcome through high-temperature heat treatment of the raw material. After such treatment, the resulting samples can be analyzed using field-emission scanning electron microscopy (SEM) and EDS mapping analysis. Figure S1 displays the obtained results, which indicate a significant reduction in the needle-like silicon on the surface of the waste silicon powder after high-temperature annealing. This reduction allows the surface of the powder to open up, making it more conducive to the process of removing impurities.
3.2. Impurities Removal from Waste Silicon Powder through Traditional Leaching Process
To comprehensively study the effectiveness of different hydrometallurgical leaching systems in removing the main metal impurities (Fe, Al, and Cu) from waste silicon powders, both ordinary acid leaching and metal-assisted chemical etching leaching methods were separately investigated. The removal of impurities from waste silicon powder with hydrometallurgy can be concluded as following chemical reaction (1): H+ will corrode the impurity phase to achieve impurity removal. According to the characteristics of different acid leaching systems for silicon materials [30], concentration condition experiments were carried out for hydrochloric acid and hydrofluoric acid leaching separately to determine the optimal concentration for each single acid system, which would serve as the basis for subsequent studies on mixed acid leaching.
Si(xFe, yAl, zCu) (s) + (2x + 3y + 2z) H+ (aq)→
Si(s) + xFe2+ (aq) + yAl3+ (aq) + zCu2+ (aq) + (3x + 3y + 2z)/2H2↑
Si(s) + xFe2+ (aq) + yAl3+ (aq) + zCu2+ (aq) + (3x + 3y + 2z)/2H2↑
3.2.1. Hydrochloric Acid Leaching Experiments
The effect of hydrochloric concentration on impurities removal was examined in this study. Four concentration gradients (0.5 M, 1.0 M, 2.0 M, and 4.0 M) were selected for the experiments, and the results are summarized in Table 2.
Based on the experimental results, the effect of hydrochloric acid concentration on the removal rate of metal impurities was analyzed, as shown in Figure 3. The results indicated that the removal rate of each impurity increased with an increase in hydrochloric acid concentration. When the HCl concentration is lower than 1 M, the removal rate of each major impurity sharply increases with increasing HCl concentration, and then the removal rate of Fe and Cu gently increases with further increases in concentration. The removal rate of Fe and Cu was generally higher than that of Al, with the removal efficiency of Al not exceeding 40%. The low removal efficiency of Al can be attributed to the leaching temperature, making the removal of Al difficult. The leaching yields of Al slightly improved as the temperature increased [22]. From the experimental results, it can be concluded that the removal effect of hydrochloric acid on the three metal impurities was poor, with the highest removal rate of the three impurity elements not exceeding 65%. Therefore, the HCl leaching concentration of 1 M is more appropriate based on the residual content of impurities and the trend of the removal rate.
3.2.2. Hydrofluoric Acid Leaching
To investigate the effect of HF concentration on the removal of the main metal impurities from waste silicon powder, the material was leached in HF solution at different concentrations. Four different concentration gradients of HF (0.5 M, 1.0 M, 2.0 M, and 4.0 M) were selected for the experiments, and the results are presented in Table 3.
From the experimental results, it can be observed that the removal rates of Fe, Al, and Cu increased with increasing HF concentration. In particular, the removal rates of Al and Cu increased significantly, while the removal rate of Fe increased more slowly and gradually slowed down with a further increase in HF concentration. Figure 4 shows an increasing trend of impurity removal as the concentration of HF increases. Based on the residual impurities in waste silicon powder and the trend of removal rate, it was found that the best removal effect was achieved at an HF concentration of 4.0 M.
The single acid leaching experiments revealed that the separate use of hydrochloric acid and hydrofluoric acid was insufficient to remove the main metal impurities from waste silicon powders. The effectiveness of the two leaching methods was compared, and it was found that HF leaching was more effective in removing impurities, particularly Fe, Cu, and Al. Fe impurities were removed at rates approaching or exceeding 80%, Cu impurities gradually exceeded 65% with increasing HF concentration, and Al impurities approached 50% with increasing HF concentration. The best results were achieved with 4.0 M HF leaching.
3.2.3. Mixed Acid System Leaching Experiments
Mixed acid leaching experiments were conducted to investigate the effect of acid solutions on impurity removal from waste silicon powders. Based on the optimal concentration of single acid system leaching, a mixed acid solution of 1 M HCl + 4 M HF was prepared for the leaching experiments of waste silicon powder after high-temperature heat treatment. Additionally, 0.5 M H2O2 [33,34] was added to 4 M HF as the mixed acid solution to investigate the removal rates of Fe, Al, and Cu during the waste silicon powder leaching process. The results are presented in Table 4.
Based on the analysis of the contents of major impurities after leaching using the two kinds of mixed acid leaching treatments, the effect of mixed acid leaching on impurity removal was generally better than that of single acid leaching. The HF + H2O2 mixed acid solution showed a more significant effect on impurity removal except for impurity Al. This is because H2O2 can promote the oxidation of silicon waste and accelerate the corrosion of the oxide layer using HF [35], which enhances the efficiency of the leaching process. However, the removal rate of Al impurity slightly decreased. This phenomenon is mainly attributed to the formation of insoluble salts hexafluorosilicate (Al2(SiF6)3) through reaction with HF acid at the higher HF concentration [34,35].
3.3. Enhancing Removal Rate of Impurity from Waste Silicon Powder Using CuACE
The conventional hydrometallurgical acid leaching treatments are ineffective in removing impurities from waste silicon powders. To enhance the removal rate of residual impurities from waste silicon powders, a metal-assisted chemical etching method was used in this study, which created porous structures on the waste silicon powder, exposing the impurities encapsulated inside the residue. Obtaining porous silicon through CuACE treatment is almost the cheapest among the MACE methods. As a result, Cu-assisted chemical etching (CuACE) was used to enhance impurity removal from waste silicon powders. The samples were dipped into the Cu(NO3)2/HF mixture [Cu(NO3)2 = 4 mM, HF = 4 M] solution for deposition of Cu nanoparticles (CuNPs) for 60 s, and then 0.5 M H2O2 was added to the Cu(NO3)2/HF solution, with a leaching time of 2 h. The ICP results are presented in Table 5. As shown in Table 5, CuACE was highly effective in removing Fe impurities and significantly improved the removal efficiency of Al impurities, which were difficult to remove using conventional acid leaching methods.
In order to analyze the changes in the morphology of the organosilicon waste after the CuACE treatment, SEM characterization was performed. As shown in Figure 5, the surface of silicon particles with needle-like silicon was reduced, and holes with a diameter size of approximately 1.5 μm appeared on the surface (Figure 5b). The formation of these holes is attributed to the Cu-assisted chemical etching process, which effectively creates pores on the surface of silicon particles [33,34]. This process exposes the impurities and etchants to be in contact with each other, thereby strengthening the removal of impurities from the waste silicon powder.
Figure 6 illustrates the proposed mechanism for the Cu-assisted chemical etching process. The process starts with the nucleation of Cu2+ into Cu nanoparticles, which are deposited on the surface of the waste silicon powder. This process leads to the formation of a primary cell between the Cu nanoparticles and the silicon substrate, with the Cu nanoparticles acting as the cathode and the silicon substrate as the anode. In the presence of Cu nanoparticles, H2O2 in the etching solution creates holes (h+) in the valence band of silicon, catalyzed by the Cu nanoparticles [36,37]. This results in the oxidation of the silicon in contact with the bottom of the Cu nanoparticles and the electrons produced by the silicon oxidation further promote the reduction of oxide species. This electrochemical reaction occurs spontaneously on the surface of the silicon. The redox reaction above leads to continuous oxidation of the silicon substrate in contact with the Cu nanoparticles [38]. The oxidized silicon then dissolves under the action of HF, causing the Cu nanoparticles to sink. This process forms numerous nanostructures and pore channels on the silicon substrate, effectively exposing the impurities inside the silicon particles and enhancing the removal of impurities from the silicon.
3.4. Comparison of Removing Impurities from Silicon with Various Methods
In the study, we performed a comparative analysis of the optimal experimental conditions for single acid leaching with HCl and HF, as well as the results of mixed acid leaching and metal-assisted chemical etching for removing metal impurities from organosilicon waste. Figure 7 compares the impurity removal efficiencies of different etchants from silicon powder, and the analysis revealed the following:
(1) Removal of Fe impurities: The most effective method for removing metal impurities from organosilicon waste is a combination of metal-assisted chemical etching and mixed acid leaching using 0.5 M H2O2 and 4 M HF. These methods achieved removal rates exceeding 95%, indicating a highly efficient removal of metal impurities. According to the analysis, the order of Fe removal rates was as follows: HCl < HF + HCl < HF < HF + H2O2 < CuACE.
(2) Removal of Cu impurities: The mixed acid solution leaching and metal-assisted chemical etching methods showed promising impurity removal results, with the 0.5 M H2O2 + 4 M HF mixed acid system removing more than 90% of Cu impurities. The HCl acid removal efficiency was found to be the worst, with a removal rate of less than 50%, while the CuACE removal rate was over 50% due to impurity. Based on the results, the order of Cu element removal was CuACE < HCl < HF + HCl < HF < HF + H2O2.
(3) Removal of Al impurities: The study found that metal-assisted chemical etching was the most effective method for removing metal impurities from waste silicon powder, followed by mixed acid solution leaching and single acid solution leaching. The removal rates were ranked in the following order: HCl < HF + H2O2 < HF < HF + HCl < CuACE. However, it is important to note that none of the five acid systems were highly effective in removing Al impurities due to the fact that Al is spread throughout the impurity-phase region in solid solution form and tends to form Al fluorides with higher concentrations of HF acid, making its removal more difficult. Overall, the order of superiority for metal impurity removal can be concluded as HCl < HF < HF + HCl < HF + H2O2 < CuACE.
4. Conclusions
Aiming at providing an efficient and low-cost method for the purification of waste silicon powder, five different hydrometallurgical methods, namely single acid leaching, mixed acid leaching, and metal-assisted chemical etching, were investigated for removing impurities from waste silicon powder. It was found that HF leaching was more effective in removing impurities than HCl leaching, and the best removal effect was achieved at an HF concentration of 4.0 M. In mixed acid leaching methods, the HF + H2O2 acid solution showed a more significant effect than HF + HCl on impurity removal. To enhance the removal of residual impurities from waste silicon powders, a copper-assisted chemical etching method (CuACE) was further employed based on the mixed acid leaching, which created porous structures to expose the impurities encapsulated in the waste silicon powder. It is worth noting that CuACE treatment has a remarkable ability to remove more than 95% of Fe. Furthermore, CuACE treatment was the most effective method for removing Al impurities whose removal rate can maximally reach 64%. Combining the results, the order of total impurities removal efficiencies from waste silicon powder with hydrometallurgy were as follows: HCl < HF < HF + HCl < HF + H2O2 < CuACE. These results open up a broad perspective as a low-cost and efficient recycling method of waste silicon powder for the organic silicon industry.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/met13050950/s1, Figure S1: Micrograph and element mapping analysis of the annealed samples.
Author Contributions
Validation, J.W.; formal analysis, J.W.; investigation, S.L.; data curation, L.Z.; writing—original draft preparation, L.Z.; writing—review and editing, F.X., Z.L. and K.W.; visualization, S.L.; supervision, F.X. and W.M.; funding acquisition, F.X., S.L. and W.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (Grant No. 52204314, 52274408, 51974143); Yunnan Fundamental Research Projects (Grant No. 202301AU070026, 202301AT070442, 202201BE070001-002, 202201AW070014); Major Science and Technology Projects in Yunnan Province (No. 202202AG050012-4); Young Elite Scientists Sponsorship Program by CAST (2022QNRC001); Yunnan Xingdian Talents Support Plan and the Program for Innovative Re-search Team in University of Ministry of Education of China (No. IRT_17R48).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Chandra, G. Organosilicon Materials; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Zuo, Y.; Liang, X.; Yin, J.; Gou, Z.; Lin, W. Understanding the significant role of SiOSi bonds: Organosilicon materials as powerful platforms for bioimaging. Coord. Chem. Rev. 2021, 447, 214166. [Google Scholar] [CrossRef]
- Hu, J. Progress of silicone industry in China in 2020. Silicone Master 2021, 35, 63–86. [Google Scholar]
- Vu, N.D.; Boulegue-Mondière, A.; Durand, N.; Raynaud, J.; Monteil, V. Back-to-cyclic-monomers: Chemical recycling of silicone wastes using a [polydentate ligand-potassium silanolate] complex. ChemRxiv 2023. [Google Scholar] [CrossRef]
- Wang, W.; Fan, H.; Song, L.; Wang, Z.; Li, H.; Xiang, J.; Chen, X. Organosilicon leather coating technology based on carbon peak strategy. J. Leather Sci. Eng. 2022, 4, 27. [Google Scholar] [CrossRef]
- Eduok, U.; Faye, O.; Szpunar, J. Recent developments and applications of protective silicone coatings: A review of PDMS functional materials. Prog. Org. Coat. 2017, 111, 124–163. [Google Scholar] [CrossRef]
- Fu, S.; Zhu, M.; Zhu, Y. Organosilicon polymer-derived ceramics: An overview. J. Adv. Ceram. 2019, 8, 457–478. [Google Scholar] [CrossRef] [Green Version]
- Ludin, N.A.; Mustafa, N.I.; Hanafiah, M.M.; Ibrahim, M.A.; Teridi, M.A.M.; Sepeai, S.; Sopian, K. Prospects of life cycle assessment of renewable energy from solar photovoltaic technologies: A review. Renew. Sustain. Energy Rev. 2018, 96, 11–28. [Google Scholar] [CrossRef]
- Mower, T.M. Thermomechanical behavior of aerospace-grade RTV (silicone adhesive). Int. J. Adhes. Adhes. 2018, 87, 64–72. [Google Scholar] [CrossRef]
- Council, G.S. Socio-Economic Evaluation of the Global Silicones Industry; Final Report; Global Silicones Council: 2016. Available online: https://dokumen.tips/documents/socio-economic-evaluation-of-the-global-silicones-industry-final-.html?page=1 (accessed on 4 January 2023).
- Zhao, C.; Diao, S.; Yuan, Y.; Wang, M. Preparation and properties of hollow glass microsphere/silicone rubber composite material with the transition layer of silicone resin. Silicon 2021, 13, 517–522. [Google Scholar] [CrossRef]
- Aziz, T.; Fan, H.; Khan, F.U.; Haroon, M.; Cheng, L. Modified silicone oil types, mechanical properties and applications. Polym. Bull. 2019, 76, 2129–2145. [Google Scholar] [CrossRef]
- Köhler, T.; Gutacker, A.; Mejía, E. Industrial synthesis of reactive silicones: Reaction mechanisms and processes. Org. Chem. Front. 2020, 7, 4108–4120. [Google Scholar] [CrossRef]
- Jin, L.; Zhang, X.; Cui, C.; Xi, Z.; Sun, J. Simultaneous process parameters and heat integration optimization for industrial organosilicon production. Sep. Purif. Technol. 2021, 265, 118520. [Google Scholar] [CrossRef]
- Matsumoto, K.; Huang, J.; Naganawa, Y.; Guo, H.; Beppu, T.; Sato, K.; Nakajima, Y. Direct Silyl–Heck Reaction of Chlorosilanes. Organic letters. 2018, 20, 2481–2484. [Google Scholar] [CrossRef] [PubMed]
- Tan, W.; Du, S.; He, Y.; Lv, G.; Ma, W.; Xing, A.; Huang, J. Effects of opening design of gas distribution plate on fluidization of the synthesis process of organosilicon monomer. Korean J. Chem. Eng. 2022, 39, 2034–2043. [Google Scholar] [CrossRef]
- Li, X.; Zhang, P.; Chen, G.; Wang, W.; Li, J. Waste minimization and efficient disposal of particles in optimized organic silicon production. J. Clean. Prod. 2020, 242, 118445. [Google Scholar] [CrossRef]
- Huang, M.; Hu, J.; Xu, C.; Chen, B. Study on the composition of abandoned organosilicon catalyst. Sichuan Chem. 2021, 24, 31–34. [Google Scholar]
- de Souza Ribeiro, N.; Barros, R.M.; dos Santos, I.F.S.; Tiago Filho, G.L.; da Silva, S.P.G. Electric energy generation from biogas derived from municipal solid waste using two systems: Landfills and anaerobic digesters in the states of Sao Paulo and Minas Gerais, Brazil. Sustain. Energy Technol. Assess. 2021, 48, 101552. [Google Scholar] [CrossRef]
- Wang, G.; Ye, Z.; Dong, S.; Wang, J. Harmless process of organic matter in organosilicon waste residue by fluidization-like DDBD reactor: Temperature action and mechanism. Chemosphere 2023, 322, 138116. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, Z.; Xing, P.; Wang, S.; Guo, Y.; Zhuang, Y. Kinetic mechanism of copper extraction from methylchlorosilane slurry residue using hydrogen peroxide as oxidant. Chin. J. Chem. Eng. 2023, in press. [Google Scholar] [CrossRef]
- Yang, S.; Wan, X.; Wei, K.; Ma, W.; Wang, Z. Dissolution and mineralization behavior of metallic impurity content in diamond wire saw silicon powder during acid leaching. J. Clean. Prod. 2020, 248, 119256. [Google Scholar] [CrossRef]
- Tomono, K.; Miyamoto, S.; Ogawa, T.; Furuya, H.; Okamura, Y.; Yoshimoto, M.; Nakayama, M. Recycling of kerf loss silicon derived from diamond-wire saw cutting process by chemical approach. Sep. Purif. Technol. 2013, 120, 304–309. [Google Scholar] [CrossRef]
- Yang, S.; Wei, K.; Ma, W.; Xie, K.; Wu, J.; Lei, Y. Kinetic mechanism of aluminum removal from diamond wire saw powder in HCl solution. J. Hazard. Mater. 2019, 368, 1–9. [Google Scholar] [CrossRef]
- Kong, J.; Jin, X.; Liu, Y.; Wei, D.; Jiang, S.; Gao, S.; Luo, X. Study on the kinetics of iron removal from silicon diamond-wire saw cutting waste: Comparison between heterogeneous and homogeneous reaction methods. Sep. Purif. Technol. 2019, 221, 261–268. [Google Scholar] [CrossRef]
- Huang, L.; Danaei, A.; Fang, M.; Thomas, S.; Luo, X.; Barati, M. A metallurgical route to upgrade silicon kerf derived from diamond-wire slicing process. Vacuum 2019, 163, 164–171. [Google Scholar] [CrossRef]
- Yang, H.L.; Liu, I.T.; Liu, C.E.; Hsu, H.P.; Lan, C.W. Recycling and reuse of kerf-loss silicon from diamond wire sawing for photovoltaic industry. Waste Manag. 2019, 84, 204–210. [Google Scholar] [CrossRef] [PubMed]
- Liu, S.; Huang, K.; Zhu, H. Removal of Fe, B and P impurities by enhanced separation technique from silicon-rich powder of the multi-wire sawing slurry. Chem. Eng. J. 2016, 299, 276–281. [Google Scholar] [CrossRef] [Green Version]
- GB/T 14849.4-2014; Methods for Chemical Analysis of Silicon Metal—Part 4:Determination of Impurity Contents—Inductively Coupled Plasma Atomic Emission Spectrometric Method. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2014.
- Xi, F.; Li, S.; Ma, W.; Chen, Z.; Wei, K.; Wu, J. A review of hydrometallurgy techniques for the removal of impurities from metallurgical-grade silicon. Hydrometallurgy 2021, 201, 105553. [Google Scholar] [CrossRef]
- Lei, Y.; Ma, W.; Lv, G.; Wei, K.; Li, S.; Morita, K. Purification of metallurgical-grade silicon using zirconium as an impurity getter. Sep. Purif. Technol. 2017, 173, 364–371. [Google Scholar] [CrossRef]
- Xi, F.; Li, S.; Ma, W.; Ding, Z.; Lei, Y.; Chen, Z.; Wu, J. Removal of impurities from metallurgical grade silicon with metal assisted chemical leaching. Hydrometallurgy 2018, 178, 250–255. [Google Scholar] [CrossRef]
- Xi, F.; Li, S.; Ma, W.; He, Z.; Geng, C.; Chen, Z.; Xie, K. Simple and high-effective purification of metallurgical-grade silicon through Cu-catalyzed chemical leaching. Jom 2018, 70, 2041–2047. [Google Scholar] [CrossRef]
- Xi, F.; Cui, H.; Li, Y.; Ding, Z.; Li, S.; Ma, W.; Wu, J. Novel enhancing impurities purification from silicon powder through metal-catalyzed chemical corrosion. Powder Technol. 2019, 352, 53–61. [Google Scholar] [CrossRef]
- Lai, H.; Huang, L.; Gan, C.; Xing, P.; Li, J.; Luo, X. Enhanced acid leaching of metallurgical grade silicon in hydrofluoric acid containing hydrogen peroxide as oxidizing agent. Hydrometallurgy 2016, 164, 103–110. [Google Scholar] [CrossRef]
- Xi, F.; Zhang, Z.; Wan, X.; Li, S.; Ma, W.; Chen, X.; Wang, L. High-performance porous silicon/nanosilver anodes from industrial low-grade silicon for lithium-ion batteries. ACS Appl. Mater. Interfaces 2020, 12, 49080–49089. [Google Scholar] [CrossRef] [PubMed]
- Guan, B.; Sun, Y.; Li, X.; Wang, J.; Chen, S.; Schweizer, S.; Wehrspohn, R.B. Conversion of bulk metallurgical silicon into photocatalytic nanoparticles by copper-assisted chemical etching. ACS Sustain. Chem. Eng. 2016, 4, 6590–6599. [Google Scholar] [CrossRef]
- Huang, Z.; Geyer, N.; Werner, P.; De Boor, J.; Gösele, U. Metal-assisted chemical etching of silicon: A review: In memory of Prof. Ulrich Gösele. Adv. Mater. 2011, 23, 285–308. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Process flow of the experiment.
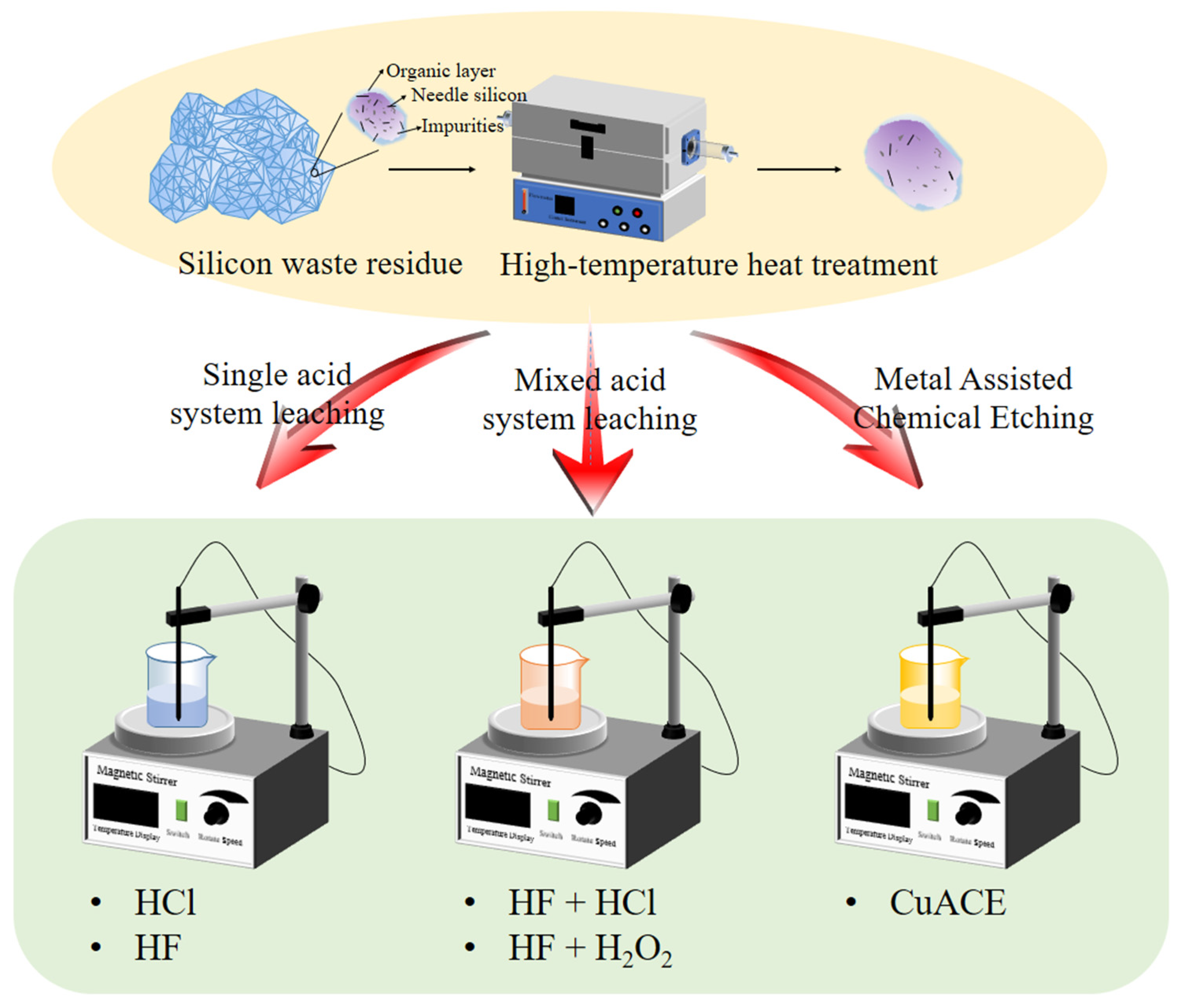
Figure 2.
Micrograph (a) silicon particle, (b) surface SEM images and element mapping analysis of organosilicon waste residue.
Figure 2.
Micrograph (a) silicon particle, (b) surface SEM images and element mapping analysis of organosilicon waste residue.
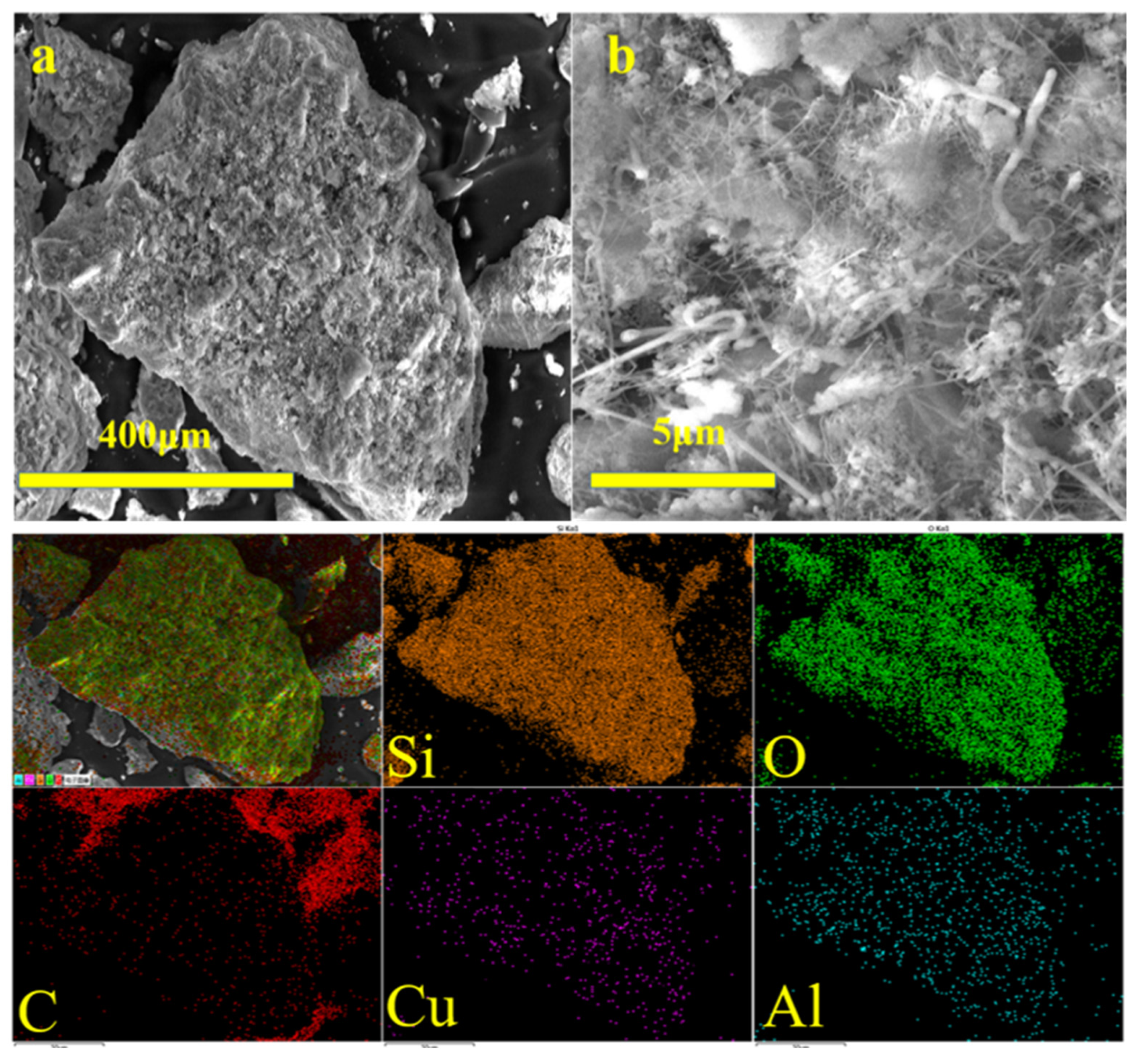
Figure 3.
Effect of HCl concentration on the removal efficiency of metal impurities.
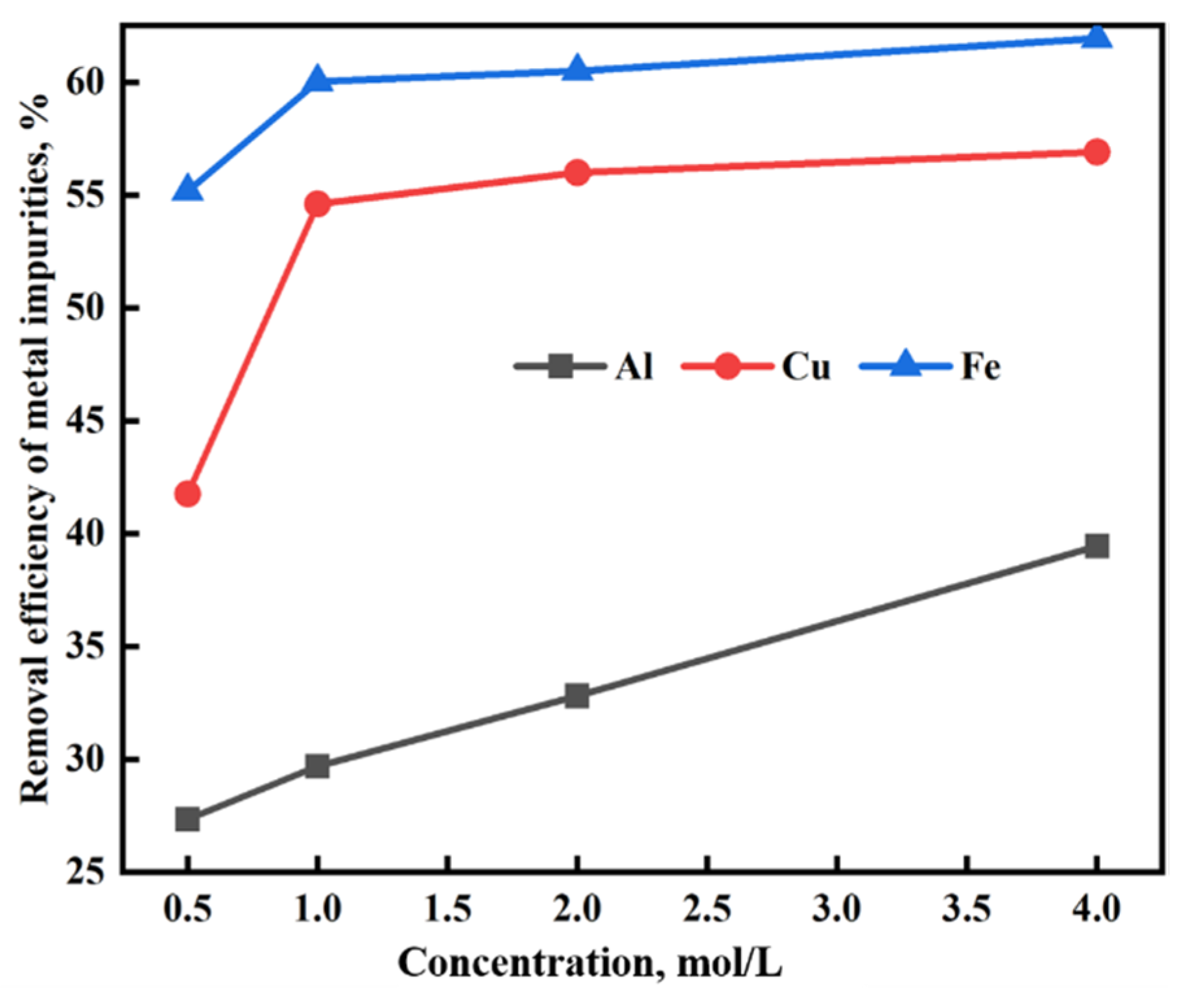
Figure 4.
Effect of HF leaching concentration on the removal efficiency of metal impurities.

Figure 5.
Micro-structure of the waste silicon powder after CuACE treatment: (a) Silicon particle and (b) Surface SEM images.
Figure 5.
Micro-structure of the waste silicon powder after CuACE treatment: (a) Silicon particle and (b) Surface SEM images.
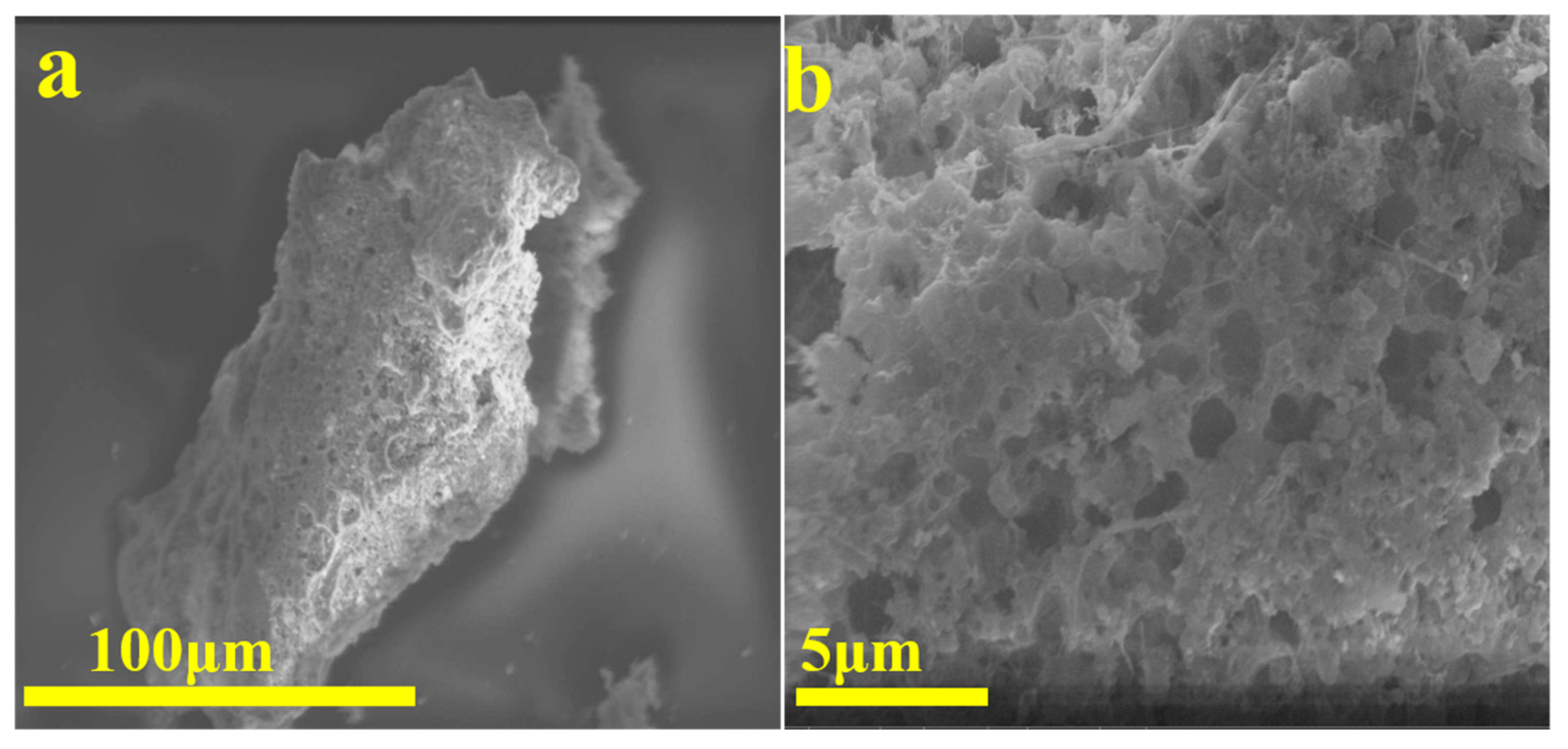
Figure 6.
Schematic diagram of the Cu-assisted chemical etching process.

Figure 7.
Comparison of metal impurity removal rates after leaching with different reagents.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Content of metal impurities in raw materials of waste silicon powders (%).
| Impurities | Fe | Cu | Al | Cl | Ti | Ca |
|---|---|---|---|---|---|---|
| Content | 3.703 | 3.039 | 1.28 | 0.714 | 0.501 | 0.462 |
Table 2.
Main impurities content after HCl leaching (%).
| HCl Conc., M | Al | Cu | Fe |
|---|---|---|---|
| 0.5 | 0.930 | 1.770 | 1.660 |
| 1.0 | 0.900 | 1.380 | 1.481 |
| 2.0 | 0.860 | 1.338 | 1.463 |
| 4.0 | 0.775 | 1.310 | 1.410 |
Table 3.
Main impurities content after HF leaching (%).
| HF Conc., M | Al | Cu | Fe |
|---|---|---|---|
| 0.5 | 1.050 | 2.620 | 0.784 |
| 1.0 | 0.850 | 1.680 | 0.758 |
| 2.0 | 0.758 | 1.420 | 0.630 |
| 4.0 | 0.640 | 1.131 | 0.548 |
Table 4.
Main impurity content after mixed acid system leaching (%).
| Sample | Fe | Al | Cu |
|---|---|---|---|
| HF + HCl | 0.591 | 0.542 | 1.262 |
| HF + H2O2 | 0.122 | 0.651 | 0.261 |
Table 5.
The content of the main impurity after MACE (%).
| Sample | Fe | Al | Cu |
|---|---|---|---|
| CuACE | 0.095 | 0.460 | 1.489 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhao, L.; Li, Z.; Xi, F.; Li, S.; Ma, W.; Wu, J.; Wei, K. Purification of Organosilicon Waste Silicon Powder with Hydrometallurgy. Metals 2023, 13, 950. https://doi.org/10.3390/met13050950
AMA Style
Zhao L, Li Z, Xi F, Li S, Ma W, Wu J, Wei K. Purification of Organosilicon Waste Silicon Powder with Hydrometallurgy. Metals. 2023; 13(5):950. https://doi.org/10.3390/met13050950
Chicago/Turabian StyleZhao, Liping, Zuyu Li, Fengshuo Xi, Shaoyuan Li, Wenhui Ma, Jijun Wu, and Kuixian Wei. 2023. "Purification of Organosilicon Waste Silicon Powder with Hydrometallurgy" Metals 13, no. 5: 950. https://doi.org/10.3390/met13050950
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.