
Different Aspects of Machinability in Turning of AISI 304 Stainless Steel: A Sustainable Approach with MQL Technology


1
Mechanical Engineering Department, Technology Faculty, Selcuk University, Konya 42130, Turkey
2
Metallurgical and Materials Engineering Department, Technology Faculty, Selcuk University, Konya 42130, Turkey
*
Author to whom correspondence should be addressed.
Metals 2023, 13(6), 1088; https://doi.org/10.3390/met13061088
Submission received: 24 May 2023
/
Revised: 31 May 2023
/
Accepted: 6 June 2023
/
Published: 8 June 2023
(This article belongs to the Section Metal Casting, Forming and Heat Treatment)
Abstract
:Machining of AISI 304 austenitic stainless steel is considered to be difficult due to its structural aspects and low thermal conductivity, which leads to increased temperatures during machining. To overcome the challenges of machining AISI 304 stainless steel, several cooling and lubricating techniques have been developed. The main objective of this experimental study is to evaluate the different turning conditions of AISI304 stainless steel under dry and minimum quantity lubrication (MQL) environment conditions. The machining experiments were conducted using a two-level full factorial design method and utilized a TiC-coated cutting tool. The tool-tip temperature, cutting force and surface roughness were analyzed regarding three cutting parameters namely, cutting speed, feed rate and cutting depth. Also, chip macro-morphology was investigated to define the interaction at the tool-chip-workpiece region. The cutting medium affects the surface roughness significantly (more than 100%) for all cutting parameter values. In some environmental cutting conditions, high cutting speed provides 10% lesser surface roughness than low cutting speed parameters. Also, the cutting force decreases by 20% in low feed rate machining conditions. However, the effect of this parameter disappeared for cutting forces in high feed rates and low cutting depth conditions in both MQL and dry environments. Cutting speed was observed as the most influential factor on surface roughness, followed by feed rate. The depth of cut was the main parameter that caused the temperature to increase in the dry machining environment.
1. Introduction
Stainless steel materials are widely used in the biomedical, construction, food, pharmaceutical, petrochemical, aerospace, and aviation industries due to their superior physical and mechanical properties. It contains alloying elements such as Cr (at least 10.5% according to the European standard EN 10088), Ni, Mo, and N [1]. The physical and mechanical properties of stainless steel vary with the chemical composition of alloying elements. In addition, the Chromium content ensures the formation of a protective oxide film that provides corrosion resistance while the nickel content improves the use in harsher environments conditions with its stabilized austenitic structure [2]. Stainless steel can be divided into five main groups: martensitic, ferritic, austenitic, and precipitation. hardening and austenitic-ferritic (duplex) [3]. Martensitic grades are designated as (Fe-Cr-C-(Ni-Mo)) alloy systems and this steel family can be hardened by heat treatment [4]. Tempered martensitic alloys are the most easily machined type of stainless steel family with low carbon content [5]. Ferritic stainless steels are designated as Fe-Cr-(Mo) alloy systems where carbon contains limited low levels. Ferritic grades are generally nickel-free but some of the super-alloyed ferritic grades may contain nickel to improve the ductile-to-brittle transition (DBTT) [6]. Duplex types which consist of austenite and ferrite microstructure are stronger than both of the the two microstructures in terms of mechanical and corrosion properties [7]. Precipitation-hardening (PH) grades contain nickel alloying elements and it can be improved by strength by heat treatment at a relatively low temperature [8]. Austenitic and ferritic stainless steels are the most widely used in the automotive, marine, nuclear and manufacturing industries due to excellent corrosion resistance and mechanical strength [9]. Face-centred cubic crystal structure is maintained at room temperature and higher temperature conditions, so both families of stainless steels are not suitable for heat treatment. Austenitic grades are designated as (Fe-Cr-Ni-(Mo)) alloy system [10]. Carbon content is limited to low levels (<0.08%) while Chromium and Ni contents are ranges from 16–28% and 3.5–32% respectively [3]. The chromium and nickel are provide the stabilization of a wide range of temperatures of austenitic stainless steel [11]. Generally, 8% Nickel is considered the lowest containing of stabilization of fully austenitic structure so 18% chromium containing is a common ratio known as 18/8. It is the most popular austenitic stainless-steel grade that is illustrated as AISI 304 or five-digit numerical designation as 1.4301 grade. This grade has high ductility, high corrosion resistance and poor thermal conductivity [12]. AISI 304 series steel shows poor machinability properties in terms of surface roughness and tool wear. Work hardening is considered to be an important cause of poor surface finish and tool wear of austenitic stainless steels [13,14]. The cutting temperature and forces decrease by using various cutting fluids. Further, tool life and machining properties are enhanced with the removed chip from the cutting zone [15]. However, in recent years machinability studies of AISI 304 steel materials in dry, wet and MQL environments have gained importance due to sustainable machinability goals [16,17,18]. Also, basic cutting parameters and processing technologies have a dramatic role on the manufacturing results [19,20,21]. A comparative machinability study of AISI 304 was conducted under different lubrication conditions by Haldar et al. Similar short-length chips were obtained under dry, flood and MQL machining conditions. MQL and flood cooling has had limited influence on metal cutting at higher feed rates and cutting speeds [17]. Ciftci investigated the austenitic stainless steel machining with Ti coated cemented carbide tools in a dry environment. It is stated that the cutting speed is a significant parameter on surface roughness. The surface roughness decreases with increasing cutting speed [22]. But tool life is adversely affected in high-speed machining [23]. Another experimental study on dry machining was conducted by De and Chakraborty on austenitic stainless steel using the Taguchi design method. High-speed machining was indicated as suitable because the chip dynamic recrystallization grain and carbide sizes were smaller under dry environment conditions [24]. The machining of AISI 304 was investigated using coated, carbide tool in dry, wet and MQL environment conditions by Singh et al. Higher tool flank wear and surface roughness were observed in dry machining environment conditions due to poor thermal conductivity [25]. Muthuswamy offered tools with serrated cutting edges as a solution proposal, which provides easier machining opportunities as well as sustainable machining by reducing energy consumption [26]. Built-up-edge (BUE) is another challenging formation that formed on the tool flank face and crater face in AISI 304 machining. The formation of BUE not only defected on the workpiece surface but also increased the tool wear [27]. Ahmet et al. investigated the relationship between BUE formation and cutting force in the stable wear for uncoated tools in the machining of AISI 304 austenitic stainless steel. Experiments showed that BUE can be improve the cutting force and surface integrity [28]. However, the unstable BUE formation distorted the surface of the workpiece and cutting tool edge [29]. Also tool life is shortened due to temperature rise caused by unstable BUE formation [30]. Cryogenic machining (LN2) is considered as another environmentally friendly solution to control the temperature rise of the cutting zone [31]. But, it was stated that the hardship in cutting of AISI 304 stainless steel increased at cryogenic cooling conditions [32]. Mahdevinejad and Saeedy performed an optimization study on AISI 304 stainless steel under different cutting conditions. It was reported that the surface roughness decreases when the feed rate increases and the increasing of cutting speed has influence on the decrease of flank wear [33]. Xavior and Adithan evaluated the coconut oil as vegetable-based cutting fluid effects on the lubricating capacity of AISI 304 turning. It was presented that coconut oil had better lubricating performance than conventional mineral oils in reducing the tool wear and surface roughness [34]. Xu et al. conducted an experimental study on electrostatic minimum quantity lubrication (EMQL) which combined electrostatic spray (ES) and minimum quantity lubrication (MQL). Tool wear, tool life, cutting force, and surface roughness of AISI 304 stainless steel milling were evaluated based on charging voltage, air pressure, lubricant flow rate, and cutting speed. It was reported that EMQL can be considered an alternative as effective lubrication method of milling AISI 304 with a 5 kV voltage value [35]. Moreover, water-based lubricants, which are offered as an alternative to mineral-oil-based lubricants due to their environmental impact, have attracted recent attention [36]. High-performance innovative nanoparticles added in cutting coolant are also an important means to improve the surface quality and decrease the friction and cutting temperature during the machining process of difficult-to-machine materials [37,38]. The machining performance of difficult-to-machine materials can be improved by utilizing carbon-based nanosheets such as graphene and graphene oxide (GO) additives [39,40]. The cutting coolant can reduce the heat generated during machining, which can prevent the surface and tool deterioration. It also helps to flush away the chips and debris from the cutting zone, keeping the cutting tool cool and prolonging its tool life. The prediction model of the temperature field at the tool-chip interface can support better cutting processes, especially surface integrity, and transition life, and improve machining properties by preventing thermal distortions on the workpiece [41,42]. An analytical prediction model of turning forces on turning AISI 304 was proposed by Li and Zhang [43]. The results of the prediction model of the temperature field and the cutting force in machining are in good agreement with the experiments. The design of turning experiments is necessary to evaluate the trials’ objective and efficiency. Analyses address the effects of multiple variables and integration to statistical methods is provided via design methodology in the turning process [44]. A full factorial design is generally preferred to investigate the interactions between the independent variables [45]. Different approaches were employed to analyze the effect of each of the cutting parameters such as; Analysis of Variance (ANOVA), Taguchi, fuzzy based on machining steels [46].
In this study, the full factorial experiment design method was employed to determine the optimum combination of the machining variable parameters in context chip shape, surface roughness, and cutting force in turning AISI 304. Cutting forces, surface roughness, cutting temperatures, and chip morphologies were evaluated based on two levels and four cutting parameters as machining output. Main aim of this work is to evaluate the impact of the different cutting environments along with basic cutting parameters in terms of several machinability indicators. A two-level full factorial design method was employed to optimize the experiment inputs. The findings were evaluated with graphics and meaningful indicators.
2. Materials and Methods
2.1. Specifications of Test Samples
As a test sample, AISI 304 steel was employed in turning tests that chemical compounds are seen in Table 1. The dimensional properties of the specimen were 30 mm × 150 mm in diameter and length, respectively. The hardness of the specimen was 201 HB.
2.2. Cutting Tool and Tool Holder Specifications
The machining experiments were conducted by using TiC coated cutting tool (CCMT-09T308-304) in line with the recommendations of manufacturers and practical applications. A template was arranged for cutting inserts to work in harmony with the dynamometer. The cutting tools were changed after each trial period for dry and MQL lubricating environment conditions.
2.3. Data Acquisition Equipment
In the experimental study, the cutting temperature was measured with an InGaAs radiation sensor (Telc, Germany) and recorded for each processing parameter. In addition, cutting forces were measured by a Kistler 9275 dynamometer, and signals were recorded into computer. The workpiece surface roughness measurements were made utilizing the portable perthometer (Brand: Mahr Co., Ltd., Göttingen, Germany). The cutting length was taken at 0.8 mm and the tracing length was 5.6 mm. The roughness measurements were replicated 3 times on every machined workpiece and the average value of them was taken as Ra.
2.4. Experiments and Machine Tool Specifications
The turning trials of AISI 304 were performed by lathe machine (De Lorenzo S547-8899, Rozzano, Italy). Turning tests were conducted as required by ISO 3685 standards. Experiments were conducted under MQL-assisted and dry-cutting environmental conditions. Machining cases were optimized by the full factorial design method. The effects of four different defining parameters in Table 2 and two environment conditions, dry and MQL were analyzed. Kar-tes STN15 MQL device with timed pots was installed at 20 mm distance and mineral oil-based (olive oil) was sprayed from a nozzle in diameter of 2 mm. MQL is a machining technique that aims to reduce the amount of coolant and lubricant used during the machining process. This technique helps to minimize the environmental impact of machining by reducing the amount of waste generated, as well as reducing the amount of energy needed for cutting. The compressor was set at 6 bars on MQL with a 45° nozzle angle and 50 mL/h flow rate. Cutting inserts and chips were subjected to metallographic analysis after each cutting test. Scanning electron microscobe (SEM) imaging method was utilized to investigate microstructure of the chip. The graphical abstract of the study is given in Figure 1.
3. Results and Discussion
Due to the complexity of machinability studies, it is necessary to investigate the influence of some variables on the process to meaningfully evaluate the analysis. In the context of this paper evaluates the knowledge gained from experimental studies on cutting forces, surface roughness, cutting temperatures, and chip morphologies by using graphical and visual material.
3.1. Evaluation of Cutting Forces
Cutting force is the most powerful indicator of energy and power consumption in the machining process [47]. Also, material properties and cutting parameters; characteristics of the workpiece and tool, and lubricating condition influence the cutting force. Increasing cutting forces deteriorates the tool life together with the surface characteristics of the material. That’s why modification of the force-altering components is one of the most challenging and an important tasks in machining processes. In this work, the tangential cutting force parameter is aimed at evaluating the impact of cutting forces. This comes from the importance of tangential cutting force which affects the wear land of the tool insert. Therefore, the supporting system in the machining zone such as lubricating technology is great of importance. In this point of view, in dry conditions, cutting forces are about 1.5 times higher for higher (0.2 mm) cutting depth seen in Figure 2. Similarly, in MQL machining, the rate of change in cutting force is approximately 1.25 times. However, as the feed rate increased, the impact of the cutting strategy on the change in cutting force disappeared. Cutting speed is another parameter that affects the cutting force linearly. The cutting forces are higher in high cutting speed conditions for both medium MQL and dry. Furthermore, this rising effect of cutting speed is slightly higher at higher values of cutting depth. Cutting depth has a major effect (35%) on cutting force followed by cutting speed. The feed rate exhibited a more limited effect (10% in dry, 20% in MQL) on cutting forces when compared to the cutting speed and cutting depth. The findings we obtained in the study give results that are compatible with the study in the literature [29]. If the tool wear is too progressive, the cutting force may decrease at high cutting speed conditions in dry medium [32]. However, this effect of cutting force was not observed in this study because tool wear did not progress. Tool wear and tool tip temperature are strictly related to cutting force. As seen in Figure 2 and Figure 4, cutting force and cutting temperature changes are parallel to each other. This put the importance of lubricating conditions have magnificent impact on the cutting forces.
3.2. Evaluation of Surface Quality
Surface roughness is indeed a critical parameter in high-strength stainless steel machining. Surface roughness can regulate the behavior, aesthetics, and functionality of the machined part. The surface roughness can be controlled by various factors, including the machining inputs, cutting speed, feed rate, tool material, and lubricant, and its application type. Dry and MQL-assisted machining cases are evaluated in this section by means of Ra values. The increase of surface roughness is approximately 2.5 times for all machining input values. However, less change is obtained by varying cutting speed in both environment conditions. On the other hand, the feed rate displays a major influence (more than 30%) on surface roughness. No significant change in surface roughness is observed in turning different lubricating conditions with increasing cutting depth. The variation of the indicators for all cutting parameters gave a similar profile. The roughness results vary in the large range of (0.6–2.6 μm). Poor surface finishes were observed in machining AISI 304 under dry conditions for all cutting parameters. On the other hand, minimum surface roughness values were measured in MQL machining conditions. Surface roughness values were slightly increased in higher cutting combinations under a dry environment. The increasing temperature on the machining surface and the corresponding change at the material pair interface primarily affect the surface aspects. Elevating temperature, depending on the increasing feed rate, confirms the increase in Ra values and resultant an increment in cutting force. Two main inputs i.e., V and f, simultaneously affect the surface roughness when cutting ductile AISI 304 specimens. As seen in Figure 3, lower surface roughness values were achieved at elevated cutting speed and reduced feed rate parameters. A high feed rate causes more heat generation during machining so higher Ra values respond strongly to the feed rate. An approximately 25% decrement in surface roughness value is achieved by reducing the feed rate.
3.3. Evaluation of Cutting Temperatures
Temperature control is a crucial factor affecting the quality and efficiency of metal cutting. Employing effective cooling and chip management methods can significantly improve machining performance and tool life [33]. Dry processing, or processing without the use of coolant, is gaining popularity due to the environmental and health concerns associated with its use in conventional processing. Flood cooling has many detrimental effects on the environment and human health also it causes rising machining costs. MQL is a viable alternative to traditional cutting fluids with advantages, such as being eco-friendly, improving tool life, reducing cutting temperature, improving surface finish quality, and reducing costs [34]. It can also provide a controlled machining process, better chip evacuation, and a reduction in production time. Significant heat is generated at the machining are due to severe friction and plastic deformation. When a tool cuts into a workpiece, it experiences resistance from the material, resulting in friction. This friction generates heat, which can be significant at high cutting speeds or if the material being machined is hard. Additionally, as the material is deformed by the cutting tool, the plastic deformation generates more heat. As seen in Figure 4, the peak temperature is obtained in high-speed dry machining conditions. Plastic deformation and friction create a heat generation of about 400 °C in high-speed condition machining of high-strength materials especially in a dry cutting environment. Temperatures are relatively lower (358 °C) in the MQL environment which provides good transportation of cutting fluid at the cutting region, especially tool-workpiece interface. At low cutting speeds, the temperature drops to 345 °C degrees. Cutting speed and feed simultaneously elevate the temperature. As shown in Figure 4, high cutting speed and high feed rate parameters together are responsible for the increase in temperature. Higher feed rates cause more heat to be generated during machining. Lubrication made a significant contribution (10%) to temperature reduction at the tool and workpiece interface in both high feed and speed conditions.
3.4. Evaluation of Chip Shape
The size, shape, and texture of chips produced during a machining process can reveal important information about the cutting conditions, tool geometry, and material properties. Chip morphology and other cutting parameters can serve as useful indicators of machining quality, process stability, and material behavior. By monitoring and optimizing these factors, manufacturers can improve the productivity, consistency, and profitability of their machining operations. General and extended SEM views are given in Figure 5. Bright light areas in samples collected from MQL media are due to the existence of oil droplets on the surface of the chips. In addition, material accumulation is seen on the chip surface for a similar reason. The plastic deformation that occurs with the influence of increasing temperature causes the radius of curvature of the chip to increase during dry machining, Figure 5a–d. Arc chips are formed in high feed rate and high cutting speed conditions in dry medium in Figure 5a,c. Uniform thickness and continuous-tangled shape chips are formed for higher cutting depth values in Figure 5b. Long-washer-type helical chip shapes were observed under MQL medium during low cutting speed. As is seen in Figure 5a,b chips are less curled as compared to high feed rates in dry conditions. While chips more curled in low feed rate MQL-assisted turning conditions. Smooth surfaces and long-washer-type chips indicate a sharp cutting edge and a ductile material traces. On the other hand, segmented chips with a serrated surface are observed in high cutting speed dry and MQL in Figure 5h.
4. Conclusions
In this study, the turning experiments of AISI 304 austenitic stainless steel were performed with TiC coated cutting insert. Three cutting variables namely, cutting speed, feed rate, and cutting depth, and two different environments such as MQL and dry-assisted cutting conditions are evaluated. Main aim of this study is to present different aspects of the machinability issues of AISI 304 steel. Important results for comparing the fundamental machining parameters and cutting conditions were presented.
- MQL-assisted machining can lead to improving machinability performance as it reduces the temperature generated during the machining process. This is not only beneficial for decreasing temperature, but it also helps to reduce cutting force.
- Cutting speed is a significant parameter of cutting force in both dry and MQL environment conditions. There was a sharp increase in cutting force depending on the increase in feed rate while the effect of cutting speed was lower at low feed rate.
- The greatest effect on the machining parameters of the cutting medium was observed in the surface roughness value. An improvement of approximately 2.5 times has been achieved. High feed rate and dry cutting parameters have created a situation that increases the surface roughness.
- Temperatures are relatively lower (358 °C) in the MQL environment which provides good transportation of cutting fluid at the cutting region, especially the tool-chip interface. At low cutting speeds, the temperature drops to 345 °C degrees. Results showed that the cutting speed was the most influential parameter on tool tip temperature.
- Segmented-short chip formation, which allows the heat generated during cutting in the environment to be removed, was obtained during machining in the MQL environment.
- Sustainable machining process can be realized as the reduction in cutting force will reduce power consumption.
Author Contributions
Conceptualization, R.B., H.D., M.K. and E.S.; Methodology, R.B., H.D. and M.K.; Validation, R.B., H.D., M.K. and E.S.; Formal Analysis, R.B., H.D. and M.K.; Investigation, R.B., H.D., M.K. and E.S.; Resources, R.B., H.D. and M.K.; Data Curation, R.B., H.D., M.K. and E.S.; Writing—review & editing, R.B., H.D., M.K. and E.S.; Visualization, R.B., H.D. and M.K.; Supervision, R.B., H.D. and M.K.; Project Administration, R.B., H.D. and M.K.; Funding Acquisition, R.B., H.D. and M.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gardner, L. The use of stainless steel in structures. Prog. Struct. Eng. Mater. 2005, 7, 45–55. [Google Scholar] [CrossRef]
- Rossi, B. Discussion on the use of stainless steel in constructions in view of sustainability. Thin-Walled Struct. 2014, 83, 182–189. [Google Scholar] [CrossRef] [Green Version]
- Cunat, P.-J. Alloying elements in stainless steel and other chromium-containing alloys. Euro Inox 2004, 2004, 1–24. [Google Scholar]
- Kumar, B.R.; Sharma, S.; Munda, P.; Minz, R. Structure and microstructure evolution of a ternary Fe–Cr–Ni alloy akin to super martensitic stainless steel. Mater. Des. 2013, 50, 392–398. [Google Scholar] [CrossRef]
- Davis, J.R. Metals Handbook: Machining; ASM International: New York, NY, USA, 1989. [Google Scholar]
- Gao, F.; Liu, Z.Y. Development of Very Tough Ferritic Stainless Steels by Optimizing the Recrystallized Microstructure. Mater. Sci. Forum 2013, 753, 526–529. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Hodgson, P.; Tari, V.; Rohrer, G.; Beladi, H. Effect of ferrite-to-austenite phase transformation path on the interface crystallographic character distributions in a duplex stainless steel. Acta Mater. 2018, 145, 196–209. [Google Scholar] [CrossRef]
- Seetharaman, V.; Sundararaman, M.; Krishnan, R. Precipitation hardening in a PH 13-8 Mo stainless steel. Mater. Sci. Eng. 1981, 47, 1–11. [Google Scholar] [CrossRef]
- Järvenpää, A.; Ghosh, S.; Khosravifard, A.; Jaskari, M.; Hamada, A. A new processing route to develop nano-grained structure of a TRIP-aided austenitic stainless-steel using double reversion fast-heating annealing. Mater. Sci. Eng. A 2021, 808, 140917. [Google Scholar] [CrossRef]
- Sedriks, A. Corrosion resistance of austenitic Fe-Cr-Ni-Mo alloys in marine environments. Int. Met. Rev. 1982, 27, 321–353. [Google Scholar] [CrossRef]
- McHenry, H. The properties of austenitic stainless steel at cryogenic temperatures. In Austenitic Steels at Low Temperatures; Springer: Boston, MA, USA, 1983; pp. 1–27. [Google Scholar]
- Handbook, M.M.C.A.P. Sandvik-Coromant Co. Inc.: Sandviken, Sweden, 1997. Available online: https://www.sandvik.coromant.com/en-gb/downloads?filter=%7B%22refiners%22:%7B%22languages%22:%5B%22en-gb%22%5D,%22categories%22:%5B%5D%7D%7D (accessed on 23 May 2023).
- Korkut, I.; Kasap, M.; Ciftci, I.; Seker, U. Determination of optimum cutting parameters during machining of AISI 304 austenitic stainless steel. Mater. Des. 2004, 25, 303–305. [Google Scholar] [CrossRef]
- Jiang, L.; Roos, Å.; Liu, P. The influence of austenite grain size and its distribution on chip deformation and tool life during machining of AISI 304L. Metall. Mater. Trans. A 1997, 28, 2415–2422. [Google Scholar] [CrossRef]
- Ali, M.A.M.; Azmi, A.I.; Murad, M.N.; Zain, M.Z.M.; Khalil, A.N.M.; Shuaib, N.A. Roles of new bio-based nanolubricants towards eco-friendly and improved machinability of Inconel 718 alloys. Tribol. Int. 2020, 144, 106106. [Google Scholar] [CrossRef]
- Hong, S.Y.; Broomer, M. Economical and ecological cryogenic machining of AISI 304 austenitic stainless steel. Clean Prod. Process. 2000, 2, 157–166. [Google Scholar] [CrossRef]
- Haldar, B.; Joardar, H.; Louhichi, B.; Alsaleh, N.A.; Alfozan, A. A Comparative Machinability Study of SS 304 in Turning under Dry, New Micro-Jet, and Flood Cooling Lubrication Conditions. Lubricants 2022, 10, 359. [Google Scholar] [CrossRef]
- Pradeep, A.; Kavitha, N.; Rao, T.J.; Vijayakumar, S. Influence of nano alumina/vegetable oil based cutting fluid on MQL turning of stainless steel 304. Mater. Today Proc. 2022, 69, 658–661. [Google Scholar] [CrossRef]
- Zhang, P.; Gao, Y.; Liu, Z.; Zhang, S.; Wang, S.; Lin, Z. Effect of cutting parameters on the corrosion resistance of 7A04 aluminum alloy in high speed cutting. Vacuum 2023, 212, 111968. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z.; Yue, X.; Wang, P.; Zhai, Y. Water jet impact damage mechanism and dynamic penetration energy absorption of 2A12 aluminum alloy. Vacuum 2022, 206, 111532. [Google Scholar] [CrossRef]
- Ahmadi, M.; Pahlavani, M.; Rahmatabadi, D.; Marzbanrad, J.; Hashemi, R.; Afkar, A. An exhaustive evaluation of fracture toughness, microstructure, and mechanical characteristics of friction stir welded Al6061 alloy and parameter model fitting using response surface methodology. J. Mater. Eng. Perform. 2022, 31, 3418–3436. [Google Scholar] [CrossRef]
- Ciftci, I. Machining of austenitic stainless steels using CVD multi-layer coated cemented carbide tools. Tribol. Int. 2006, 39, 565–569. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, R.; Kumar, S.; Verma, P. A review on machining performance of AISI 304 steel. Mater. Today Proc. 2022, 56, 2945–2951. [Google Scholar] [CrossRef]
- De, S.; Chakraborty, K. The machining behaviour of Cr-Mn austenitic stainless steel. Mater. Today Proc. 2022. [Google Scholar] [CrossRef]
- Singh, T.; Dureja, J.; Dogra, M.; Bhatti, M.S. Machining performance investigation of AISI 304 austenitic stainless steel under different turning environments. Int. J. Automot. Mech. Eng. 2018, 15, 5837–5862. [Google Scholar] [CrossRef]
- Muthuswamy, P. Investigation on sustainable machining characteristics of tools with serrated cutting edges in face milling of AISI 304 Stainless Steel. Procedia CIRP 2022, 105, 865–871. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Paiva, J.M.; Bose, B.; Veldhuis, S.C. New observations on built-up edge structures for improving machining performance during the cutting of superduplex stainless steel. Tribol. Int. 2019, 137, 212–227. [Google Scholar] [CrossRef]
- Seid Ahmed, Y.; Fox-Rabinovich, G.; Mario Paiva, J.; Wagg, T.; Clarence Veldhuis, S. Effect of built-up edge formation during stable state of wear in AISI 304 stainless steel on machining performance and surface integrity of the machined part. Materials 2017, 10, 1230. [Google Scholar] [CrossRef]
- Ahmed, Y.S.; Arif, A.; Veldhuis, S.C. Application of the wavelet transform to acoustic emission signals for built-up edge monitoring in stainless steel machining. Measurement 2020, 154, 107478. [Google Scholar] [CrossRef]
- Kumar, C.S.; Patel, S.K. Application of surface modification techniques during hard turning: Present work and future prospects. Int. J. Refract. Met. Hard Mater. 2018, 76, 112–127. [Google Scholar] [CrossRef]
- Hong, S.Y. Lubrication mechanisms of LN2 in ecological cryogenic machining. Mach. Sci. Technol. 2006, 10, 133–155. [Google Scholar] [CrossRef]
- Nalbant, M.; Yildiz, Y. Effect of cryogenic cooling in milling process of AISI 304 stainless steel. Trans. Nonferrous Met. Soc. China 2011, 21, 72–79. [Google Scholar] [CrossRef]
- Mahdavinejad, R.; Saeedy, S. Investigation of the influential parameters of machining of AISI 304 stainless steel. Sadhana 2011, 36, 963–970. [Google Scholar] [CrossRef]
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Xu, X.; Huang, S.; Wang, M.; Yao, W. A study on process parameters in end milling of AISI-304 stainless steel under electrostatic minimum quantity lubrication conditions. Int. J. Adv. Manuf. Technol. 2017, 90, 979–989. [Google Scholar] [CrossRef]
- Huang, S.; Wang, Z.; Xu, L.; Huang, C. Friction and Wear Characteristics of Aqueous ZrO2/GO Hybrid Nanolubricants. Lubricants 2022, 10, 109. [Google Scholar] [CrossRef]
- Wu, H.; Jia, F.; Zhao, J.; Huang, S.; Wang, L.; Jiao, S.; Huang, H.; Jiang, Z. Effect of water-based nanolubricant containing nano-TiO2 on friction and wear behaviour of chrome steel at ambient and elevated temperatures. Wear 2019, 426, 792–804. [Google Scholar] [CrossRef]
- Huang, S.; Lin, W.; Li, X.; Fan, Z.; Wu, H.; Jiang, Z.; Huang, H. Roughness-dependent tribological characteristics of water-based GO suspensions with ZrO2 and TiO2 nanoparticles as additives. Tribol. Int. 2021, 161, 107073. [Google Scholar] [CrossRef]
- Huang, H.; Li, X.; Mu, D.; Lawn, B.R. Science and art of ductile grinding of brittle solids. Int. J. Mach. Tools Manuf. 2021, 161, 103675. [Google Scholar] [CrossRef]
- Li, C.; Li, X.; Huang, S.; Li, L.; Zhang, F. Ultra-precision grinding of Gd3Ga5O12 crystals with graphene oxide coolant: Material deformation mechanism and performance evaluation. J. Manuf. Process. 2021, 61, 417–427. [Google Scholar] [CrossRef]
- Veiga, F.; Arizmendi, M.; Jiménez, A.; Del Val, A.G. Analytical thermal model of orthogonal cutting process for predicting the temperature of the cutting tool with temperature-dependent thermal conductivity. Int. J. Mech. Sci. 2021, 204, 106524. [Google Scholar] [CrossRef]
- Li, C.; Piao, Y.; Hu, Y.; Wei, Z.; Li, L.; Zhang, F. Modelling and experimental investigation of temperature field during fly-cutting of KDP crystals. Int. J. Mech. Sci. 2021, 210, 106751. [Google Scholar] [CrossRef]
- Li, B.; Zhang, R. Analytical prediction of cutting forces in cylindrical turning of 304 stainless steel using unequal division shear zone theory. Int. J. Adv. Manuf. Technol. 2023, 124, 3201–3215. [Google Scholar] [CrossRef]
- Phanphet, S.; Bangphan, S. Application of Full Factorial Design for Optimization of Production Process by Turning Machine. J. Tianjin Univ. Sci. Technol 2021, 54, 35–55. [Google Scholar]
- Youssef, Y.A.; Beauchamp, Y.; Thomas, M. Comparison of a full factorial experiment to fractional and Taguchi designs in a lathe dry turning operation. Comput. Ind. Eng. 1994, 27, 59–62. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Sağlam, H. ANOVA and fuzzy rule based evaluation and estimation of flank wear, temperature and acoustic emission in turning. CIRP J. Manuf. Sci. Technol. 2021, 35, 589–603. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Şap, S.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Karabiber, A.; Pimenov, D.Y.; Giasin, K.; Wojciechowski, S. Estimation, optimization and analysis based investigation of the energy consumption in machinability of ceramic-based metal matrix composite materials. J. Mater. Res. Technol. 2022, 17, 2987–2998. [Google Scholar] [CrossRef]
Figure 1.
Graphical abstract of the experimental setup.

Figure 2.
Cutting force variations according to the operational conditions.
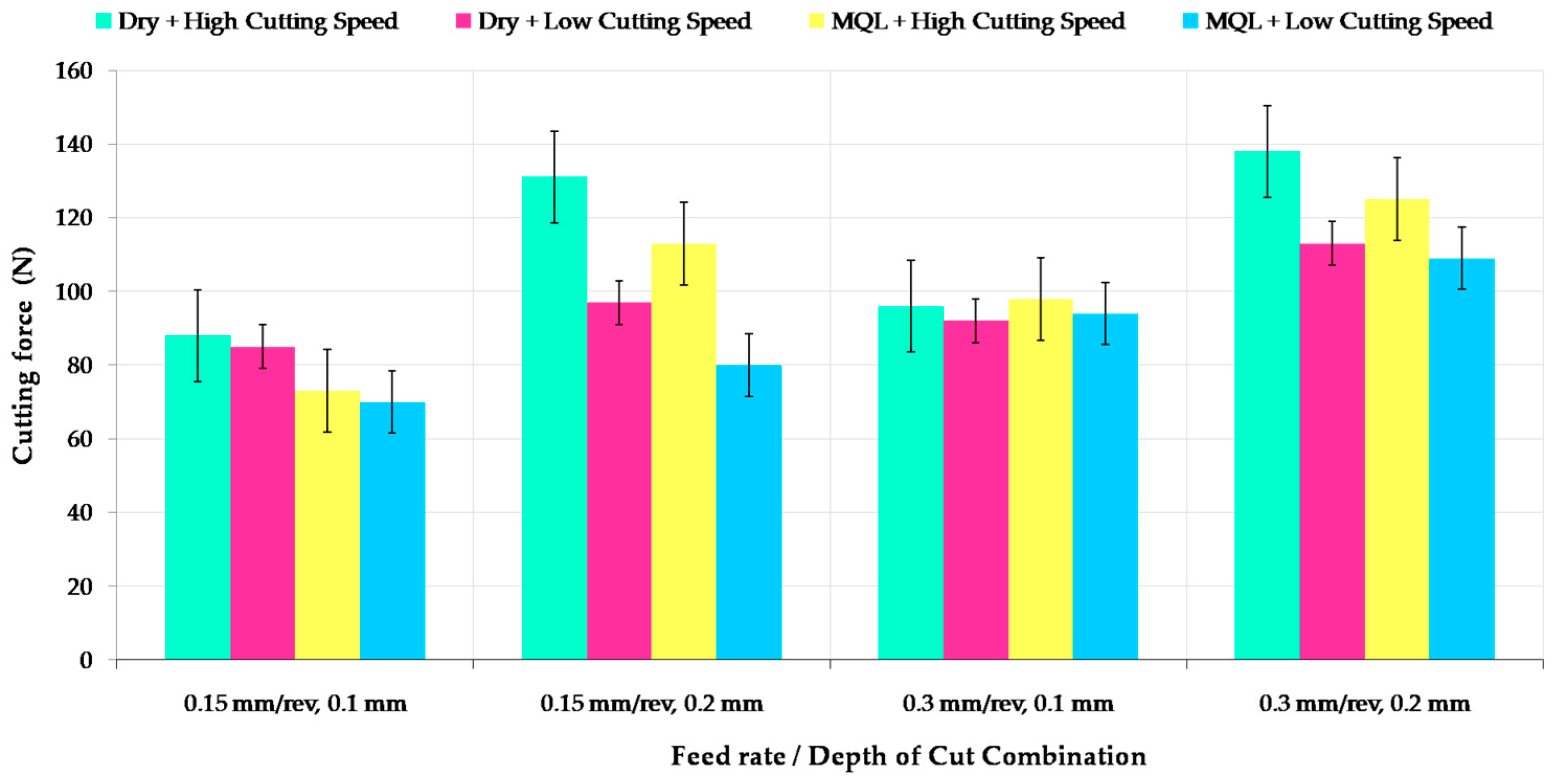
Figure 3.
Surface roughness variations according to the operational conditions.
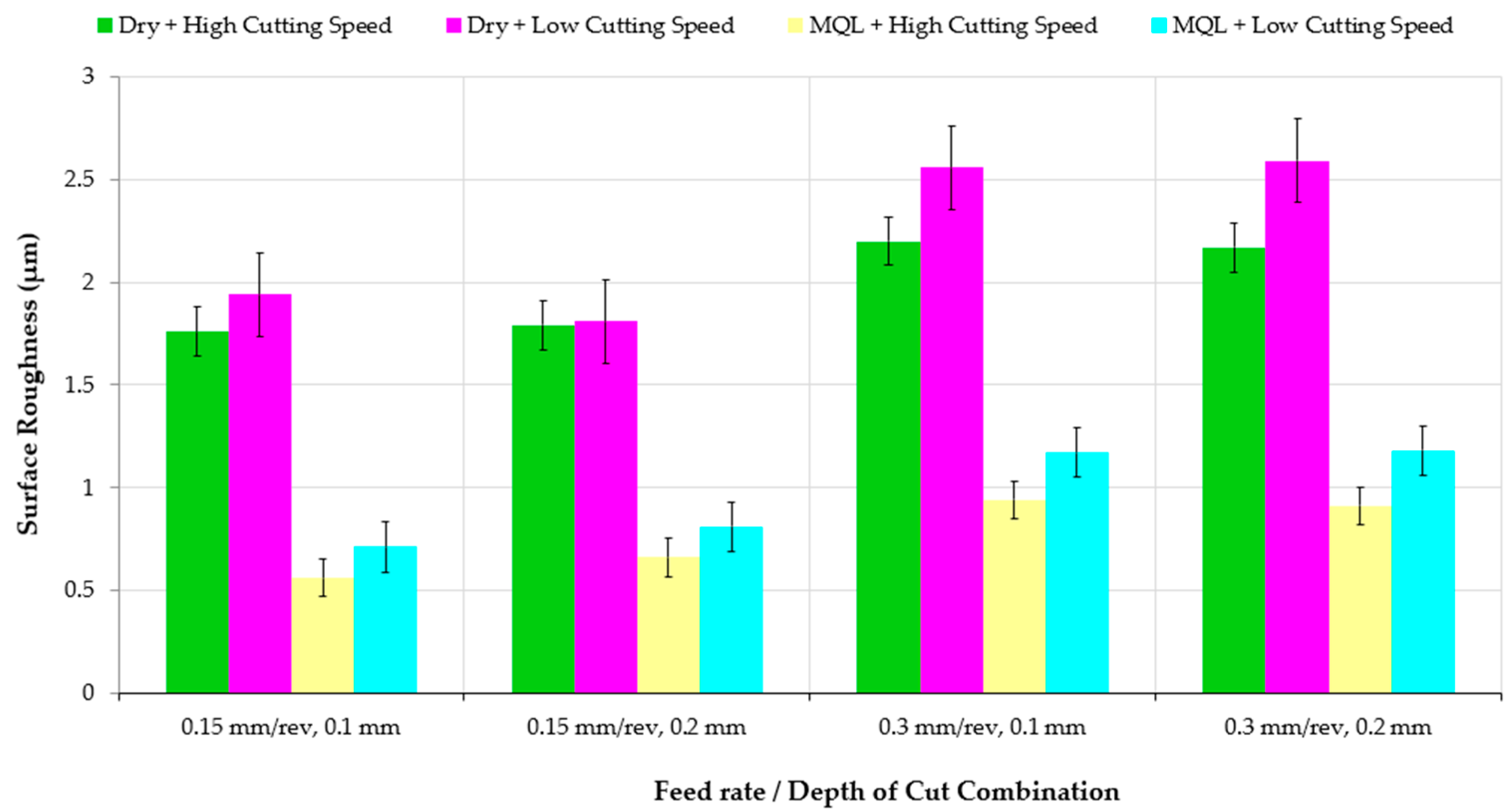
Figure 4.
Cutting temperature changes in accordance with operational conditions.
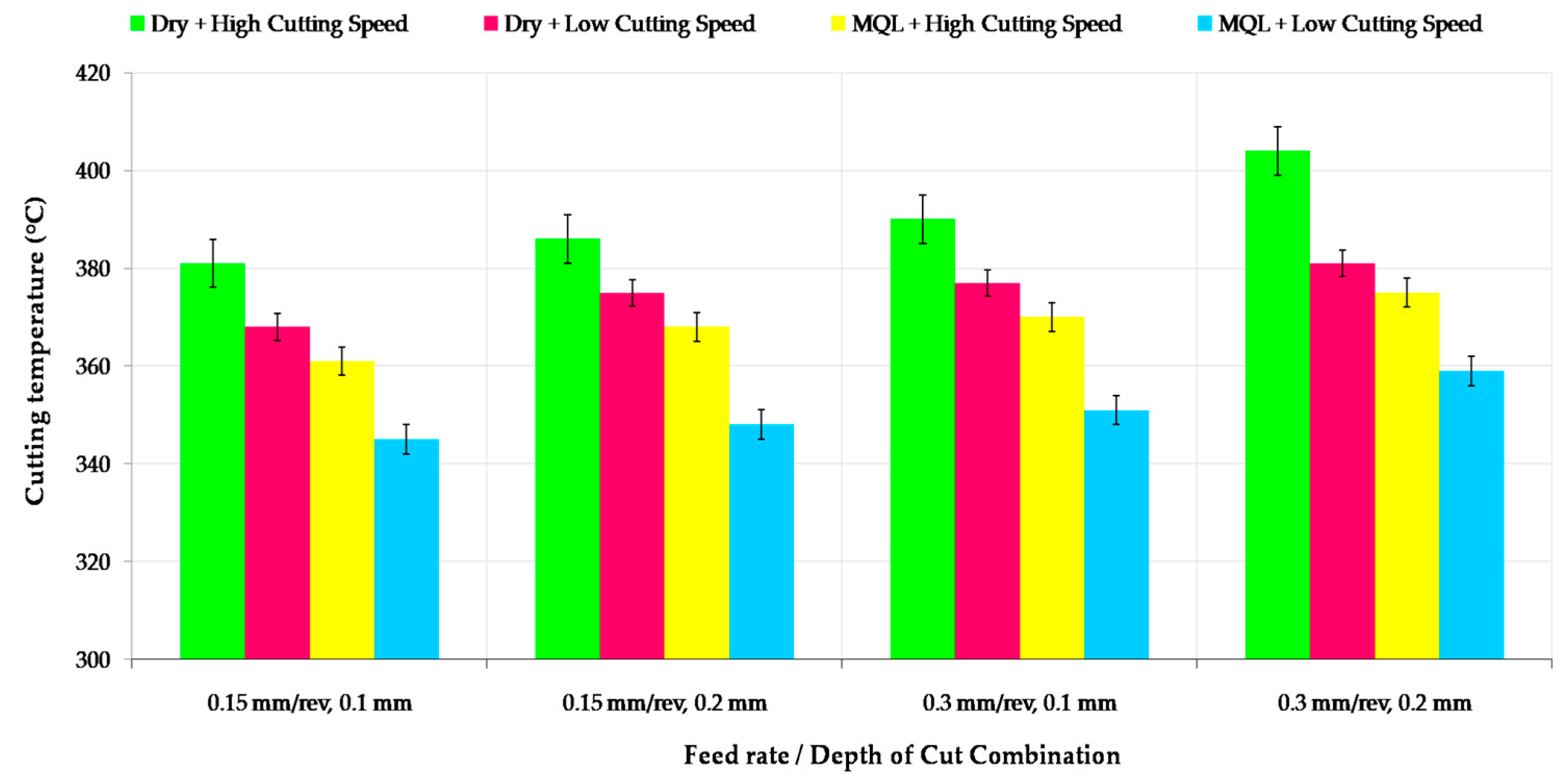
Figure 5.
Chip formation according to the different cutting strategies.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compounds of the AISI 304 specimens.
| Element (wt.%) | C | Si | Mn | Cr | P | Mo | Ni | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|
| AISI 304 | <0.08 | 0.5 | 2 | 18.5 | 0.1 | 0.2 | 8 | 0.02 | Bal. |
Table 2.
The levels of cutting variables.
| Cutting Parameters | Levels | |
|---|---|---|
| I | II | |
| Cutting speed (m/min) | 30 | 60 |
| Depth of cut (mm) | 0.1 | 0.2 |
| Feed rate (mm/rev) | 0.15 | 0.3 |
| Cutting environment | Dry | MQL |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Salur, E. Different Aspects of Machinability in Turning of AISI 304 Stainless Steel: A Sustainable Approach with MQL Technology. Metals 2023, 13, 1088. https://doi.org/10.3390/met13061088
AMA Style
Binali R, Demirpolat H, Kuntoğlu M, Salur E. Different Aspects of Machinability in Turning of AISI 304 Stainless Steel: A Sustainable Approach with MQL Technology. Metals. 2023; 13(6):1088. https://doi.org/10.3390/met13061088
Chicago/Turabian StyleBinali, Rüstem, Havva Demirpolat, Mustafa Kuntoğlu, and Emin Salur. 2023. "Different Aspects of Machinability in Turning of AISI 304 Stainless Steel: A Sustainable Approach with MQL Technology" Metals 13, no. 6: 1088. https://doi.org/10.3390/met13061088
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.