
Evolutions of Microstructure and Impact Toughness of Submerged Arc Weld Metal via Introducing Varied Si for Weathering Bridge Steel
Abstract
:1. Introduction
2. Experimental Procedure
3. Results
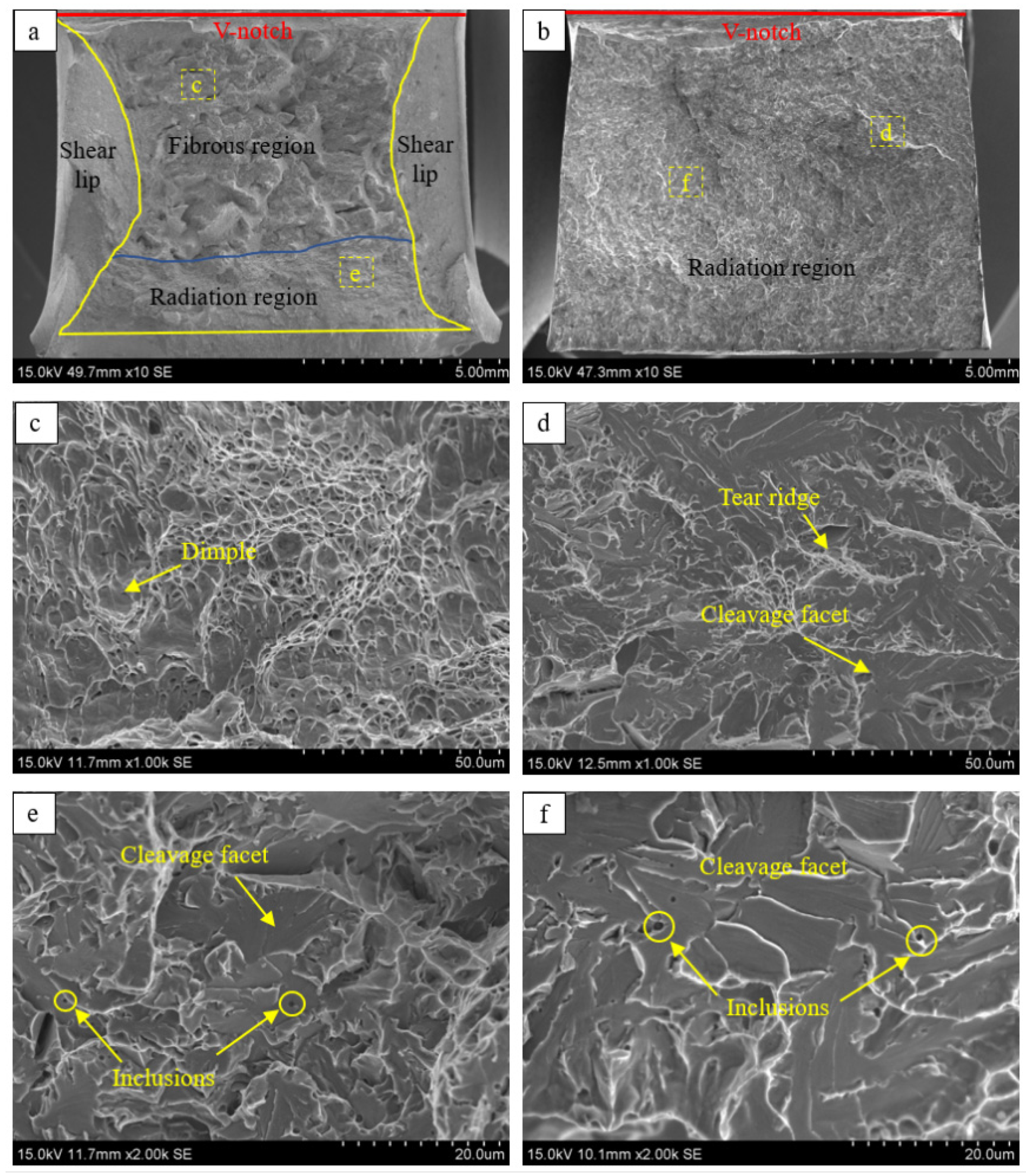
3.1. Impact Toughness and Fracture Characteristics
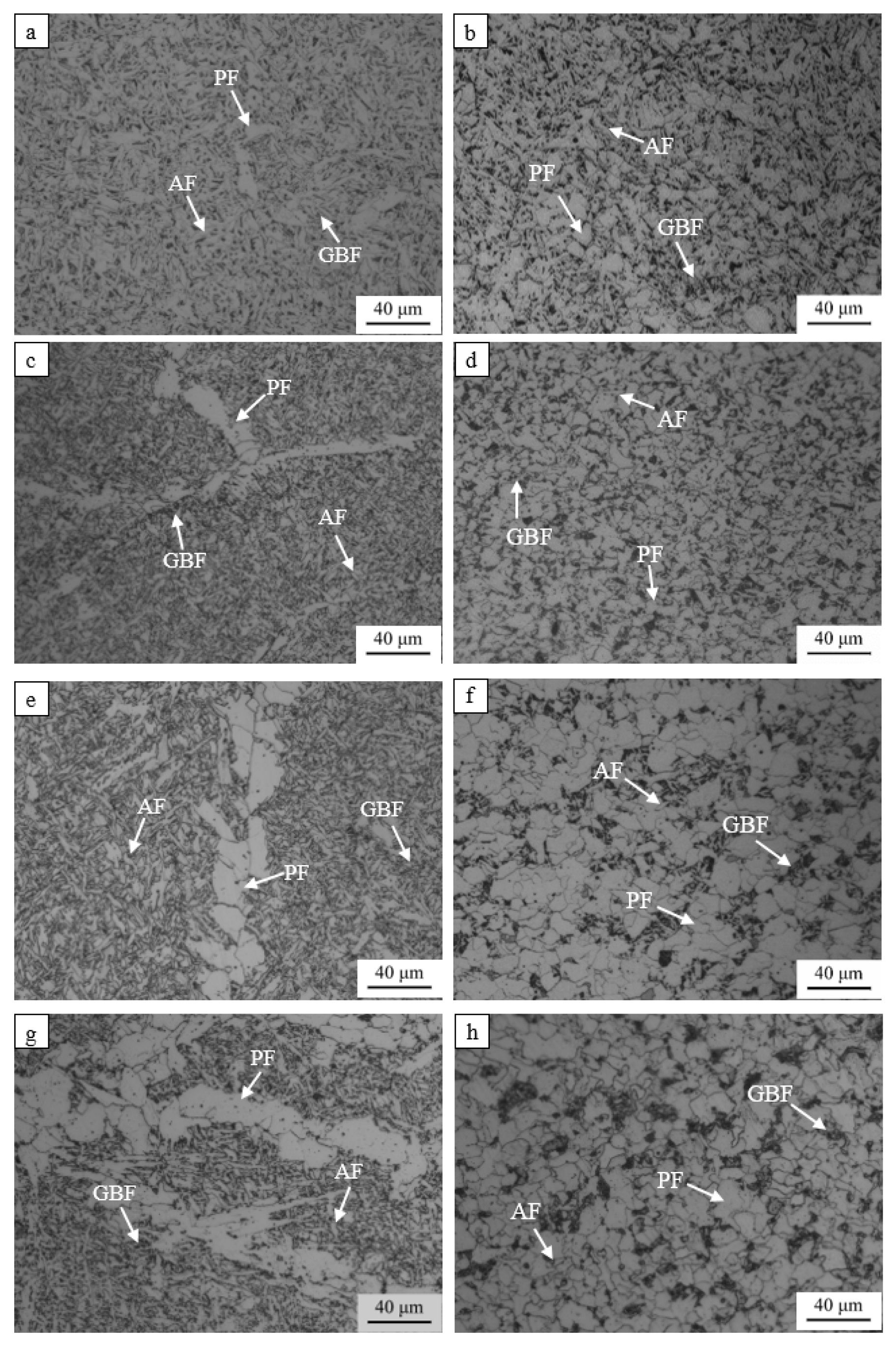
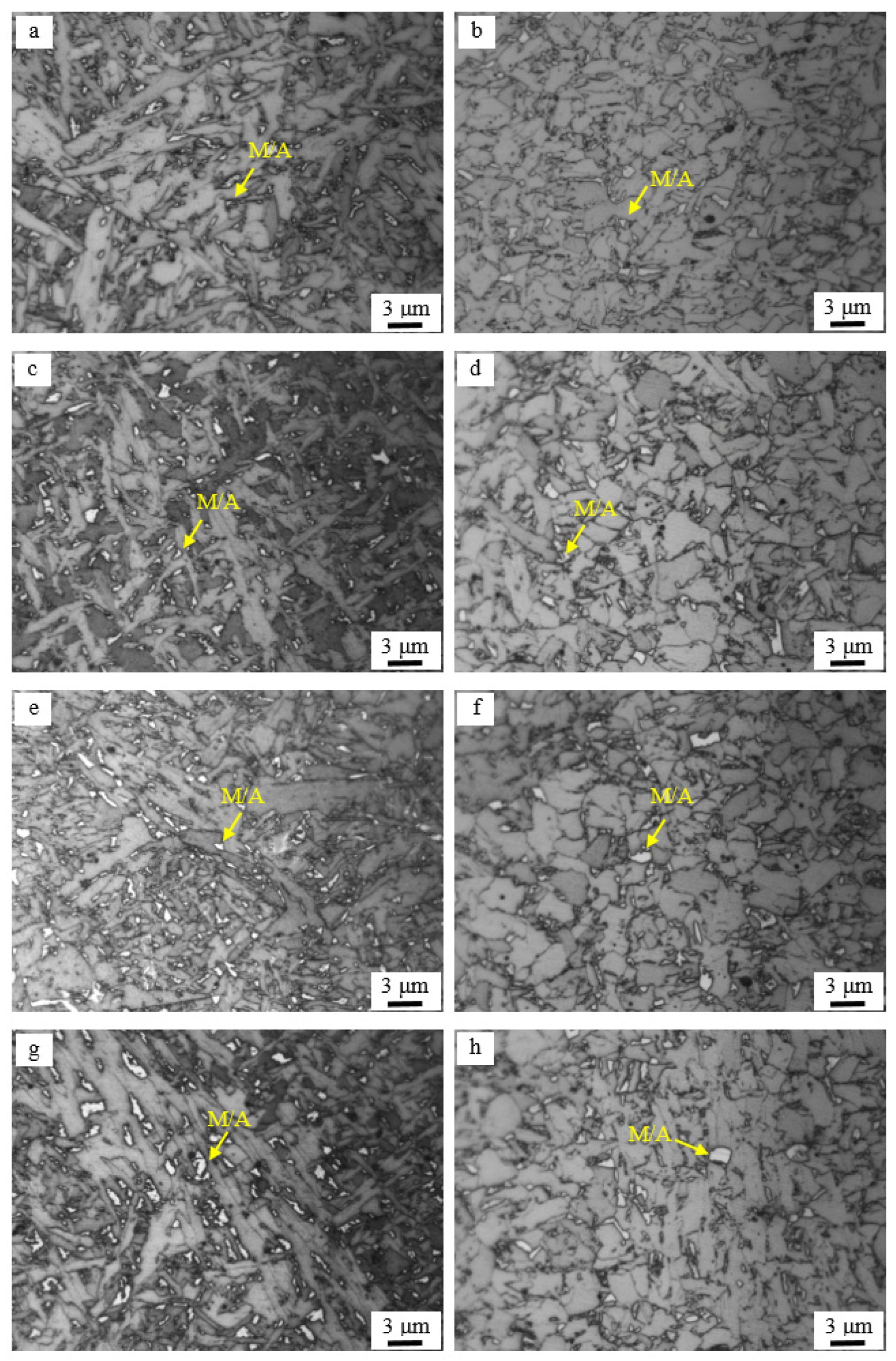
3.2. Microstructural Characteristics
4. Discussion
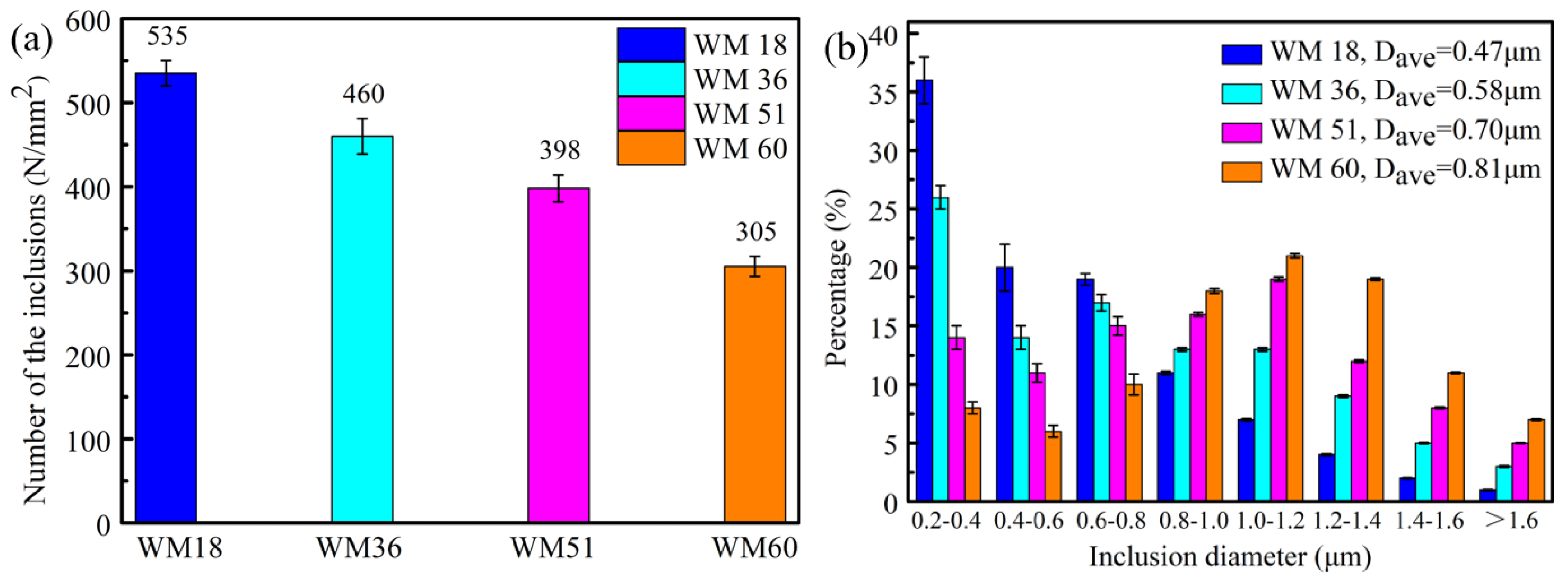
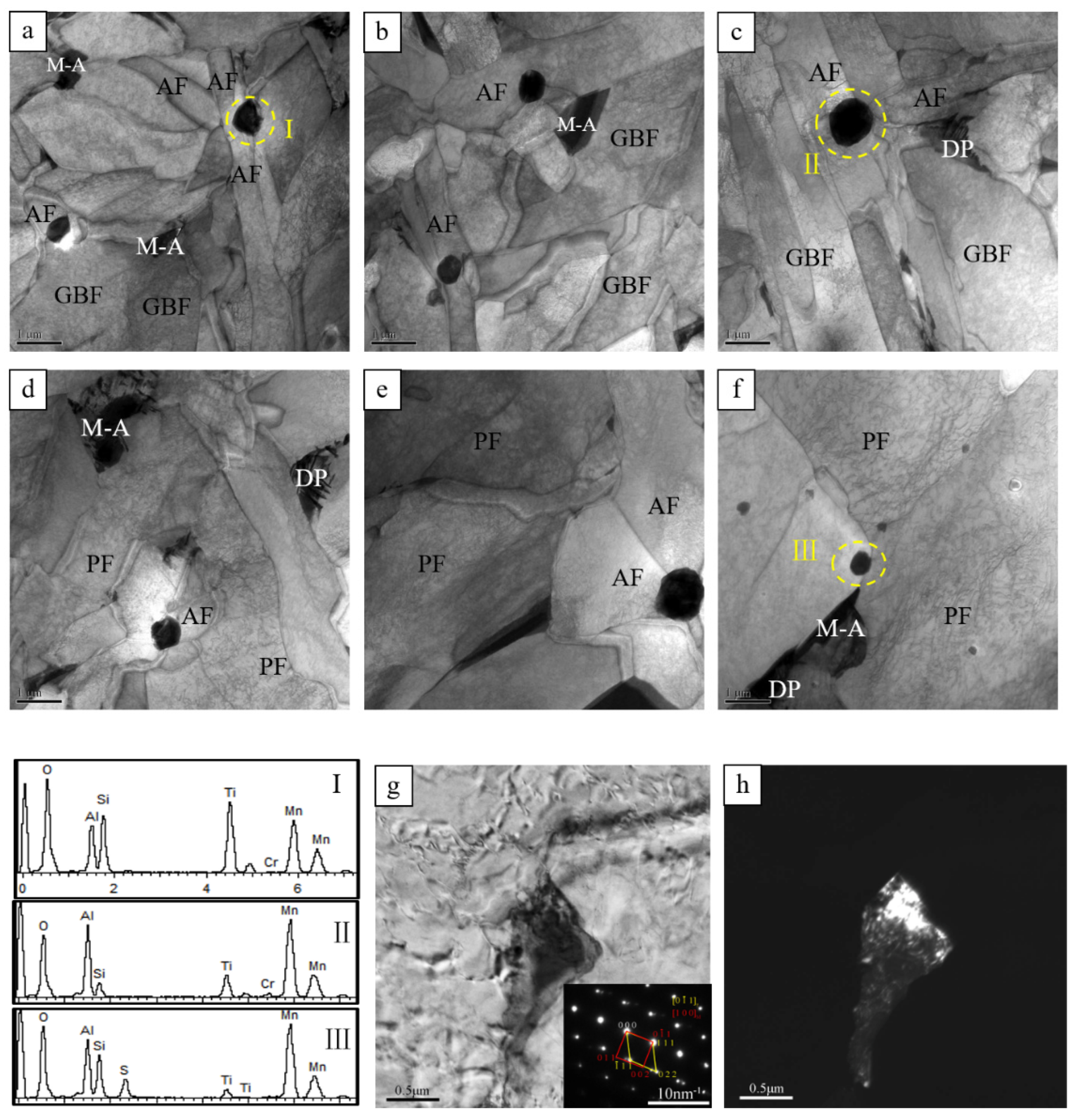
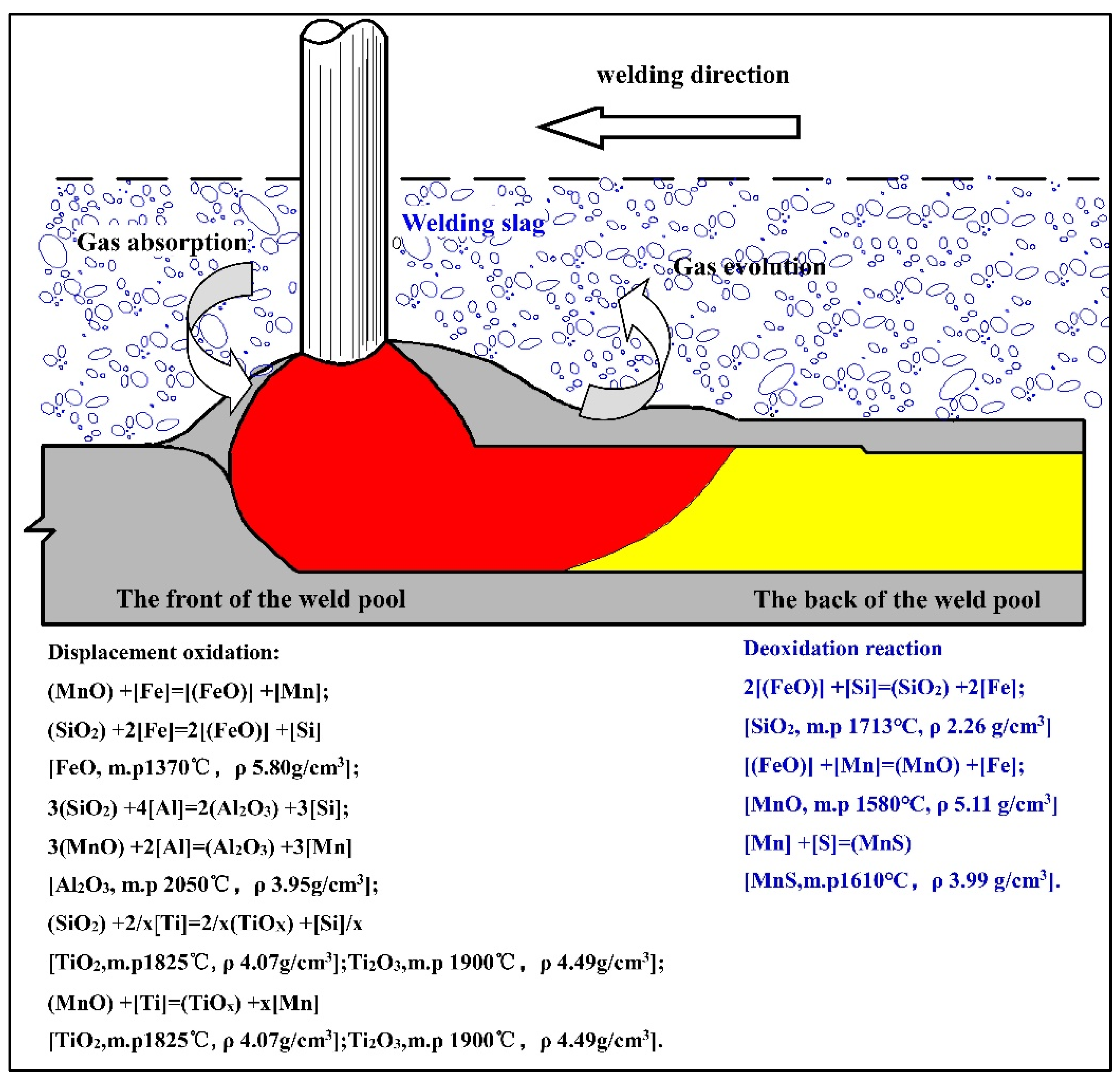
4.1. Deoxidation Reaction of Weld Pool and Origin of Inclusions Reduction
4.2. Effect of Si on the Weld Microstructure
4.3. Effect of Si Content on Impact Property of Weld Metal
5. Conclusions
- (1)
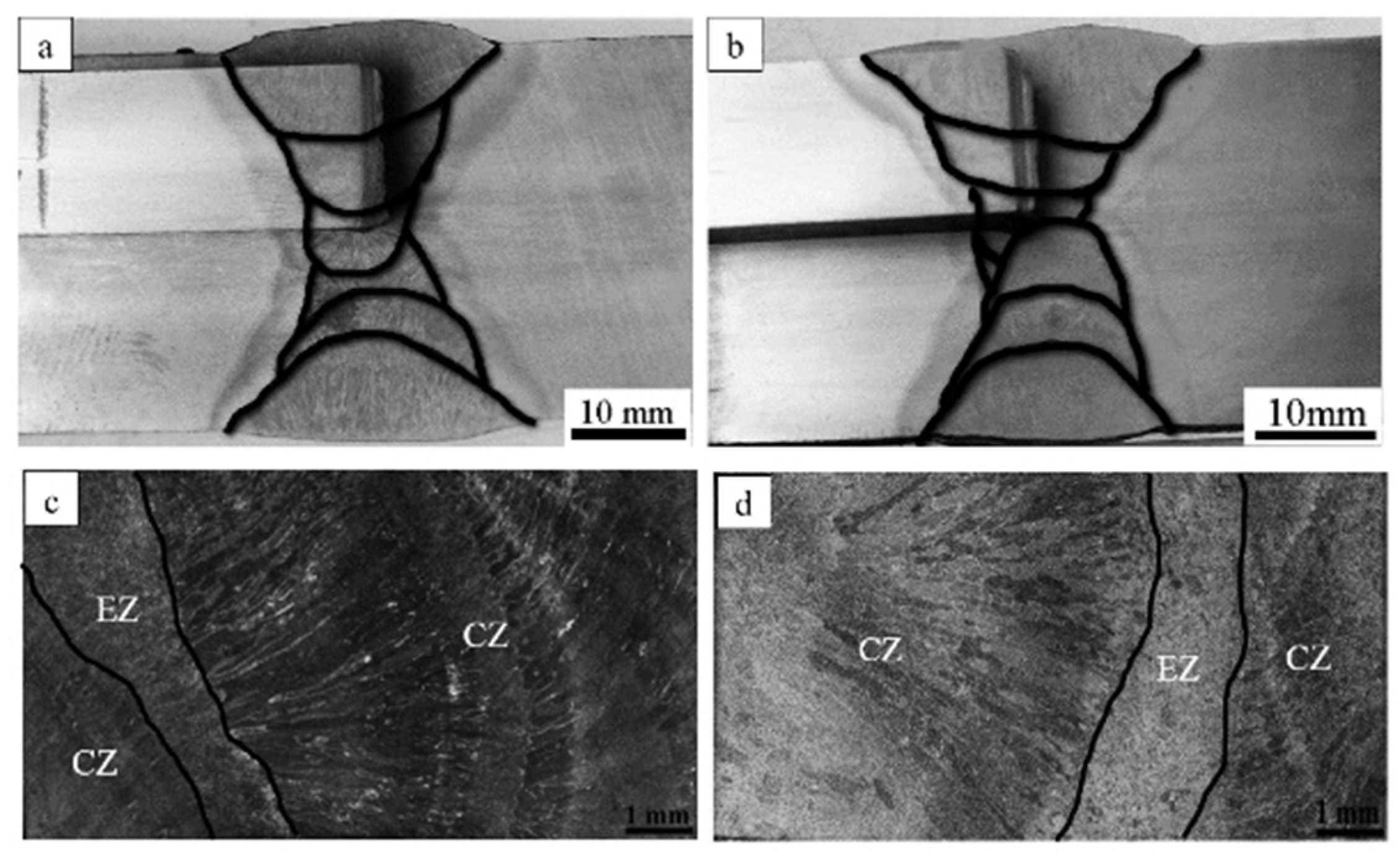
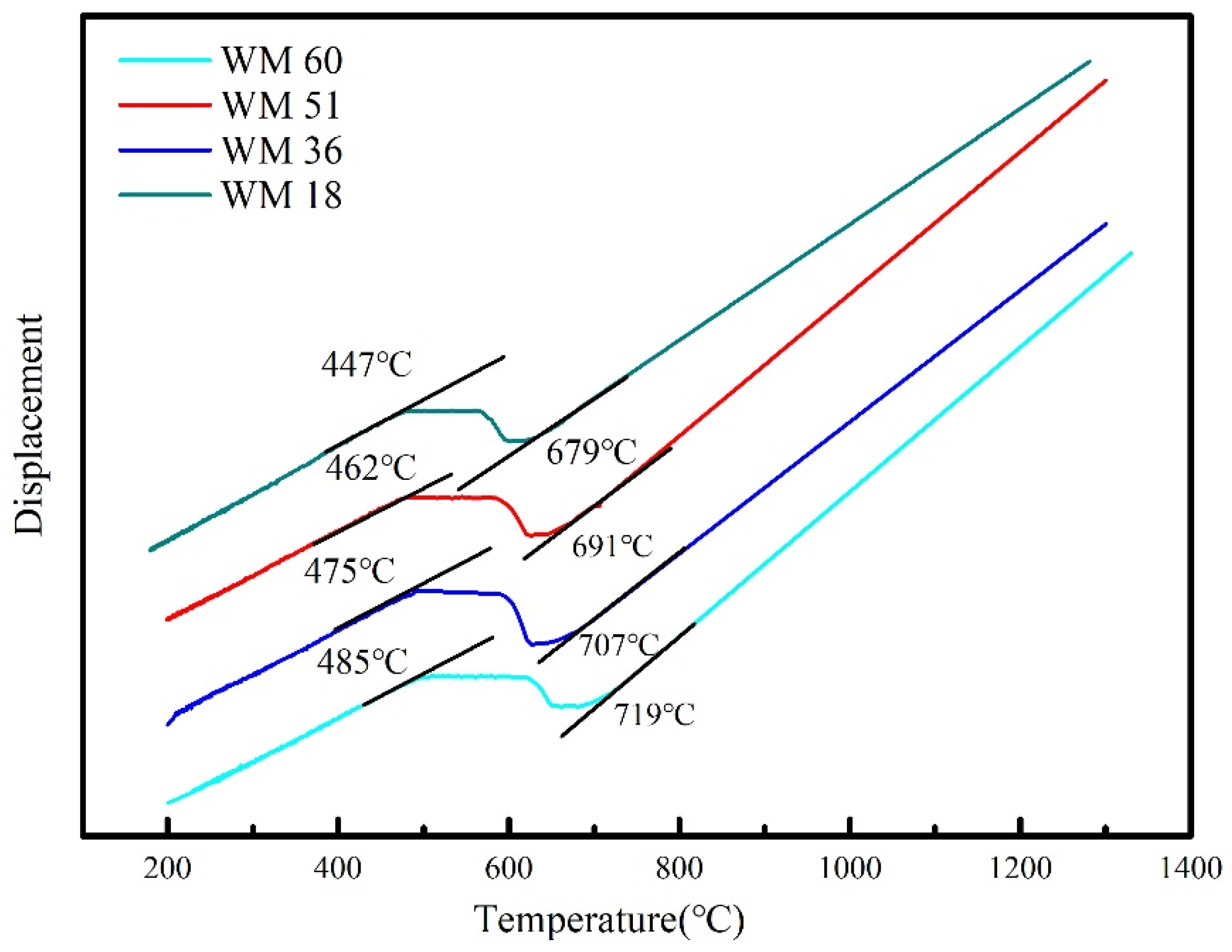
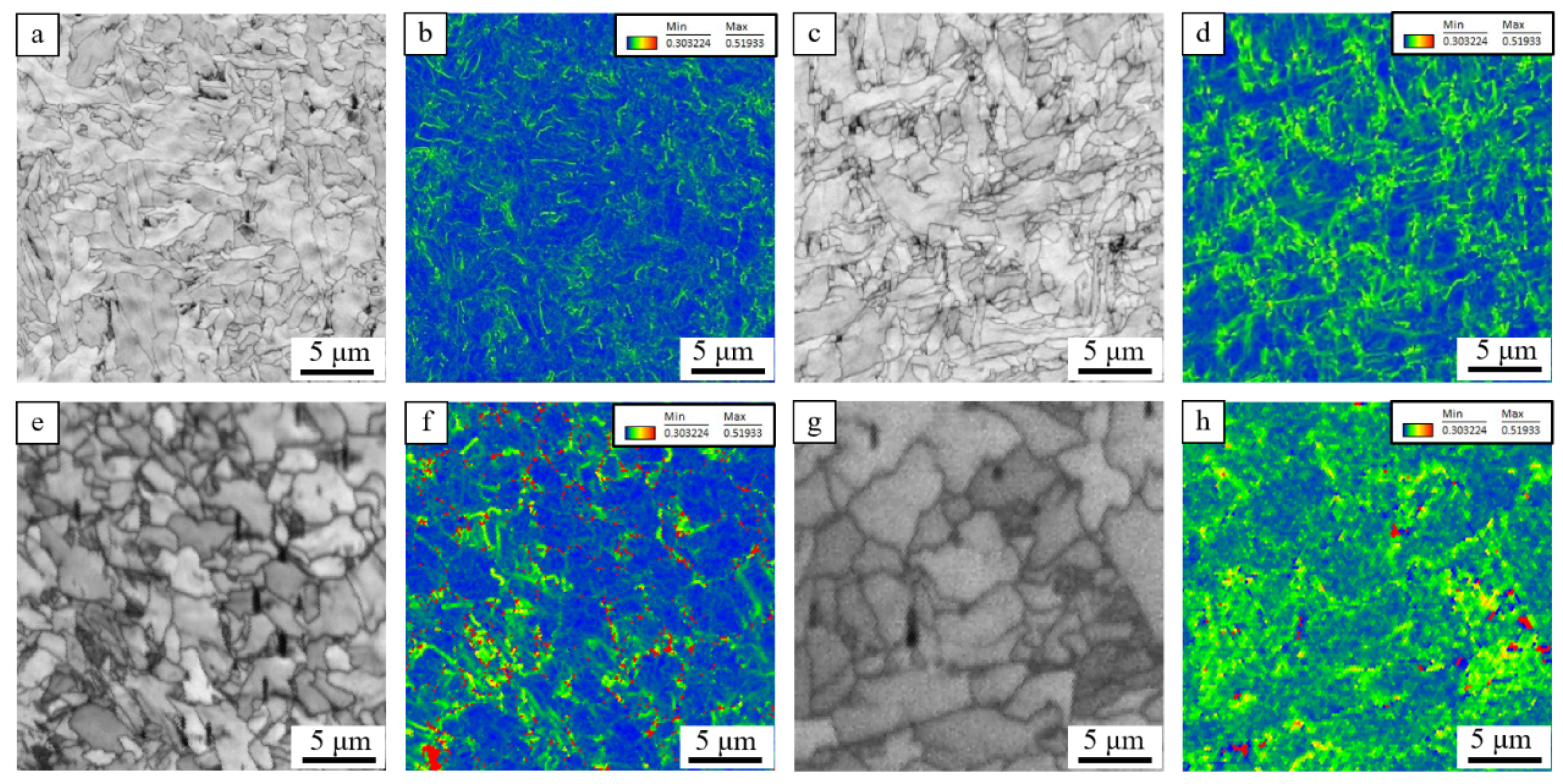
- Weld metals with varied doping of Si in columnar crystal zone and equiaxed crystal zone formed a mixed microstructure of acicular ferrite and granular bainitic ferrite and polygon ferrite and M/A constituents. With the increase in Si doping in weld metals, the phase transformation occurred at high Ar3, resulting in more polygon ferrite and coarsening of the sizes of acicular ferrite, granular bainitic ferrite, and M/A constituents;
- (2)
- With the increase in Si content from 0.18 wt.% to 0.36, 0.51 wt.%, and 0.60 wt.%, the impact energy decreased monotonously, and its average value decreased from 108.1 J to 90.6 J, 69.3 J, and 39.4 J, respectively. Considering that the impact toughness of 500 MPa weathering bridge steel joints needs to be higher than the limit of 54 J, to ensure good toughness of the weld metals, doping of Si in weld metals should not exceed 0.51 wt.%;
- (3)
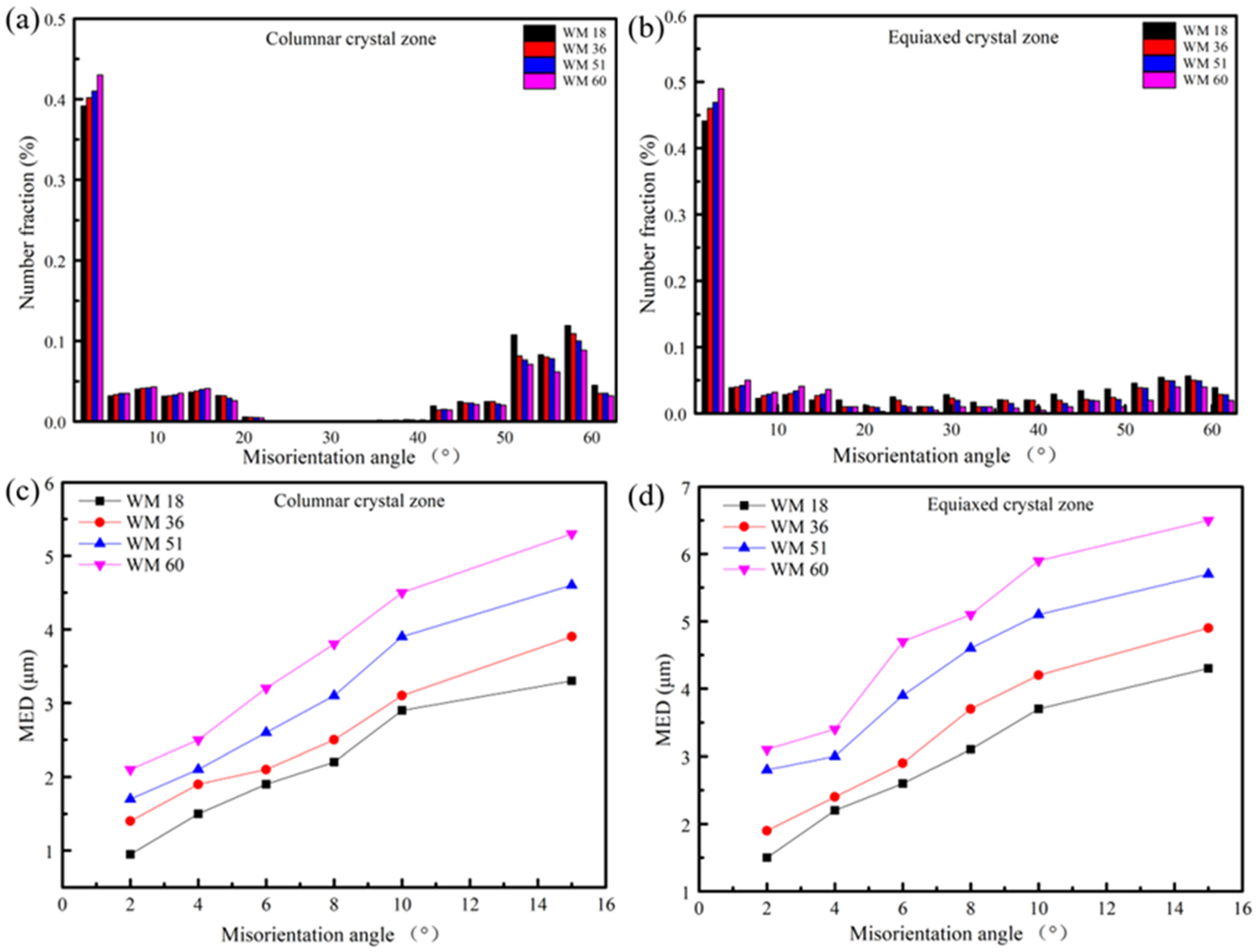
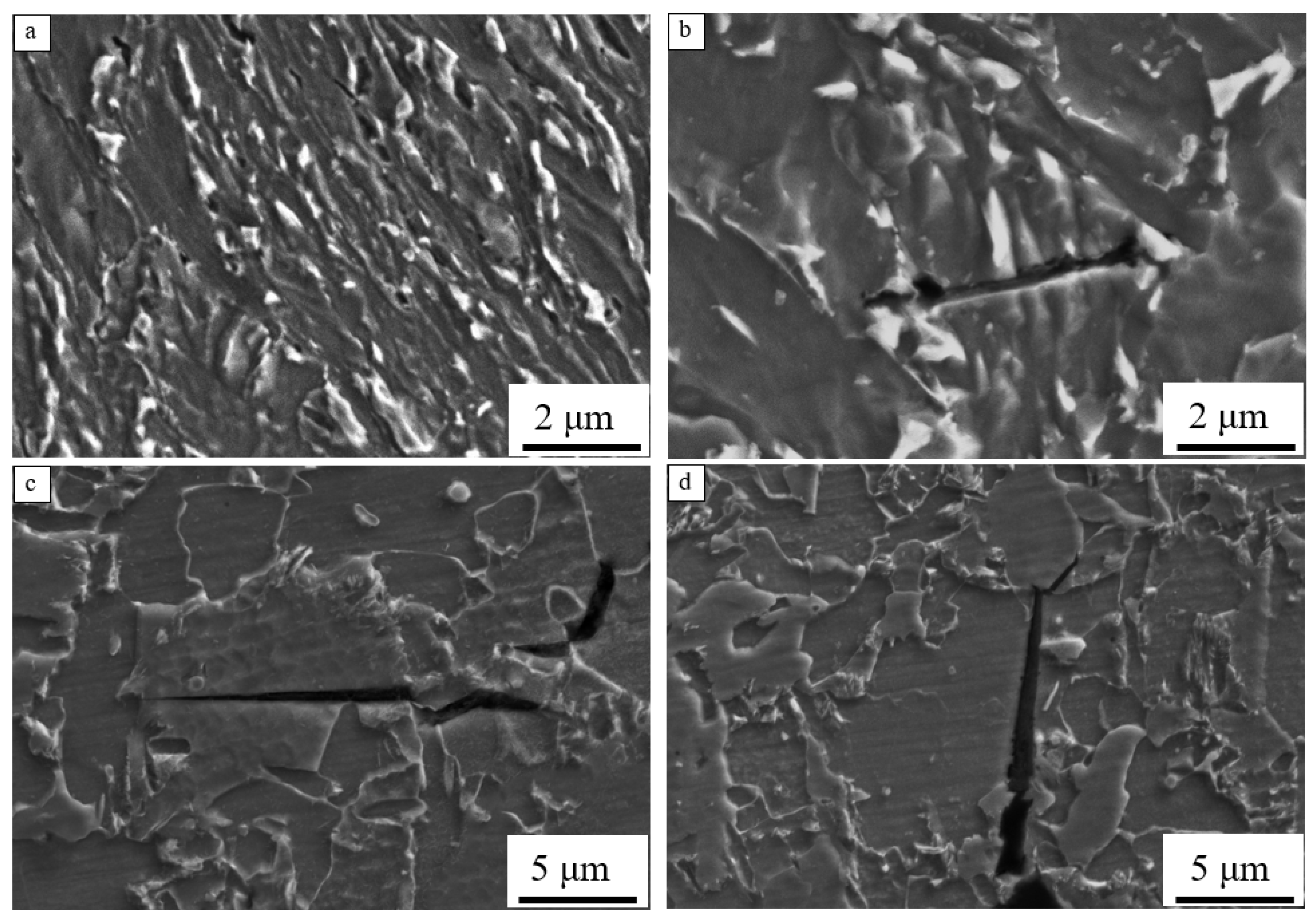
- The increase in Si content in the weld metals led to an increase in the size of M/A constituents and inclusions, resulting in a decrease in crack initiation energy, while the decrease in high-angle grain boundaries density reduced crack propagation energy. Both of these reasons led to a decrease in the impact toughness of the welded metal with an increase in Si content;
- (4)
- The research and development of submerged arc welding wires matching 500 MPa weathering bridge steel with excellent welding process performance and mechanical properties is of great significance for promoting the application of high-strength weathering steel in the field of bridges. In addition, we will continue to pay attention to the matching problem of strength, toughness, and corrosion resistance between high-strength weathering bridge steel and weld metals in future research.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Li, J.; Zhang, L.; Zhang, L. Structure of the rust layer of weathering steel in A high chloride environment: A detailed characterization via HRTEM, STEM-EDS, and FIB-SEM. Corros. Sci. 2020, 177, 108997. [Google Scholar] [CrossRef]
- Zhao, L.; Wang, Q.; Shi, G.; Yang, X.; Qiao, M.; Wu, J.; Zhang, F. In-depth understanding of the relationship between dislocation substructure and tensile properties in a low-carbon microalloyed steel. Mater. Sci. Eng. A 2022, 854, 143681. [Google Scholar] [CrossRef]
- Hu, B.; Shi, G.; Wang, Q. Elucidating the heat input on CGHAZ microstructure and its irregular effect on impact toughness for a novel V–N microalloying weathering steel. J. Mater. Res. Technol. 2023, 25, 5888–5906. [Google Scholar] [CrossRef]
- Kiran, D.V.; Basu, B.; Shah, A.K.; Mishra, S. Three-dimensional heat transfer analysis of two wire tandem submerged arc welding. ISIJ Int. 2011, 51, 793–798. [Google Scholar] [CrossRef]
- Beidokhti, B.; Koukabi, A.H. Influences of titanium and manganese on high strength low alloy SAW weld metal properties. Mater. Charact. 2009, 60, 225–233. [Google Scholar] [CrossRef]
- Fujiyama, N.; Shigesato, G. Effects of Mn and Al on acicular ferrite formation in SAW weld metal. ISIJ Int. 2021, 61, 1614–1622. [Google Scholar] [CrossRef]
- AWS Structural Bundle C: AWS A2.4 2012 and AASHTOAWS D1.5M/D1.5 2010. 2015. Available online: https://webstore.ansi.org/standards/aws/awsbundle2010a2aashtod15m (accessed on 1 June 2023).
- Zhao, D.; Bezgans, Y.; Vdonin, N. Mechanical performance and microstructural characteristic of gas metal arc welded A606 weathering steel joints. Int. J. Adv. Manuf. Technol. 2022, 119, 1921–1932. [Google Scholar] [CrossRef]
- Bang, K.S.; Park, C.; Chang, W.S.; Park, C.G. Influence of heat input on mechanical properties of multipass low-alloy steel weld metal. Mater. Sci. Forum 2008, 580–582, 17–20. [Google Scholar] [CrossRef]
- Bang, K.S.; Kim, W.Y.; Park, C.; Ahn, Y.H. Effects of nitrogen on weld metal microstructure and toughness in submerged arc welding. Mater. Sci. Forum 2007, 539–543, 3906–3911. [Google Scholar] [CrossRef]
- Cao, R.; Han, C.; Guo, X. Effects of boron on the microstructure and impact toughness of weathering steel weld metals and existing form of boron. Mater. Sci. Eng. A 2022, 833, 142560. [Google Scholar] [CrossRef]
- Sun, D.; Zhou, Z. Effects of Cu, Ni, Mn and Mo on the austemperability, microstructures and mechanical properties of ADI weld metal. China Weld. 1996, 1, 59–65. [Google Scholar]
- Avazkonandeh-Gharavol, M.H.; Haddad-Sabzevar, M.; Haerian, A. Effect of chromium content on the microstructure and mechanical properties of multipass MMA, low alloy steel weld metal. J. Mater. Sci. Technol. 2009, 44, 186–197. [Google Scholar] [CrossRef]
- Liu, F.; Nelson, T.; McCracken, S. Nanoscale chromium carbides induced abnormal hardness in dissimilar metal welds. Sci. Technol. Weld. Join. 2021, 26, 324–331. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, J. Fine-tuning weld metal compositions via flux optimization in submerged arc welding: An overview. Acta Metall. Sin. 2021, 57, 1126–1140. [Google Scholar]
- Evans, G.M. Effects of silicon on the microstructure and properties of C-Mn all-weld-metal deposits. Met. Constr. 1986, 18, 438–444. [Google Scholar]
- Zhang, J.; Peng, L.; Zhou, L.; Chen, Y. On the Si content prediction for submerged arc welded metal via Calphad technique: A brief discussion. J. Mater. Res. Technol. 2022, 21, 1856–1862. [Google Scholar] [CrossRef]
- Polishko, S. Deoxidation and modification of steels with reduced silicon content. Technol. Audit. Prod. Reserves 2022, 2, 24–27. [Google Scholar] [CrossRef]
- Lianliu, D. Effect of Si, Mn and Al on the microstructure and mechanical properties of ADI weld metal. J. Mater. Sci. Technol. 2002, 18, 271–274. [Google Scholar]
- Lippold, J.C. Welding Metallurgy and Weldability; Wiley: Hoboken, NJ, USA, 2009. [Google Scholar]
- Chai, C.S. Slag-Metal Reactions during Flux Shielded Arc Welding. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2009. [Google Scholar]
- John, R. Welding structural and pressure vessel steels for low temperature applications. Met. Constr. 1976, 8, 488–492. [Google Scholar]
- Boniszewski, T. Manual metal arc welding-old process, new developments. I: Introductory considerations. Metall. Mater. Technol. 1979, 11, 567–574. [Google Scholar]
- Tsuji, T.; Nakai, K.; Tsuyama, T. Development of submerged arc welding method using hot wire. Weld. World J. Int. Inst. Weld. 2014, 58, 713–718. [Google Scholar]
- TB/T 2374-2008; Welding Material of Atmospheric Corrosion Resisting Steel and Stainless Steel for Rolling Stock. Ministry of Railways of the People’s Republic of China: Beijing, China, 2008.
- Jorge, J.; De Souza, L.; Mendes, M. Microstructure characterization and its relationship with impact toughness of C–Mn and high strength low alloy steel weld metals—A review. J. Mater. Res. Technol. 2021, 10, 471–501. [Google Scholar] [CrossRef]
- Gürol, U.; Dilibal, S.; Turgut, B. Characterization of a low-alloy steel component produced with wire arc additive manufacturing process using metal-cored wire. Mater. Test. 2022, 64, 755–767. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Loder, B.; Safyari, M. Hydrogen trapping and desorption affected by ferrite grain boundary types in shielded metal and flux-cored arc weldments with Ni addition. Int. J. Hydrogen Energy 2022, 47, 20676–20683. [Google Scholar] [CrossRef]
- Messler, R.W., Jr. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; Wiley: Hoboken, NJ, USA, 1999. [Google Scholar]
- Potapov, N.; Volobuev, Y.S.; Feklistov, S. Consequences of the reaction between metal and slag during melting welding. Weld. Int. 2021, 35, 454–458. [Google Scholar] [CrossRef]
- Babu, S.S.; David, S.A.; Vitek, J.M.; Mundra, K.; DebRoy, T. Development of macro- and microstructures of carbon–manganese low alloy steel welds: Inclusion formation. Mater. Sci. Technol. 1995, 11, 186–199. [Google Scholar] [CrossRef]
- Morgan, P. 8th European electric Steelmaking conference. Steel Times Int. 2005, 32, 397–400. [Google Scholar] [CrossRef]
- Sugden, A.A.B.; Bhadeshia, H.K.D.H. The nonunjform distribution of inclusions in low-alloy steel weld deposits. Metall. Trans. A 1988, 19, 669–674. [Google Scholar] [CrossRef]
- Vezzu, S.; Scappin, M.; Boaretto, D.; Timelli, G. On the effect of slight variations of Si, Mn and Ti on microstructure and mechanical properties of YS460 C-Mn steel welds. SSRN Electron. J. 2018, 8, 292–306. [Google Scholar] [CrossRef]
- Dowling, J.M.; Corbett, J.M.; Kerr, H.W. Inclusion phases and the nucleation of acicular ferrite in submerged arc welds in high strength low alloy steels. Metall. Trans. A 1986, 17, 1611–1623. [Google Scholar] [CrossRef]
- Dai, Z.; Chen, H.; Ding, R. Fundamentals and application of solid-state phase transformations for advanced high strength steels containing metastable retained austenite. Mater. Sci. Eng. R Rep. 2021, 143, 100590. [Google Scholar] [CrossRef]
- Baker, T.N. Microalloyed steels. Ironmak. Steelmak. 2016, 43, 264–307. [Google Scholar] [CrossRef]
- Shi, G.; Luo, B.; Zhang, S.; Wang, Q.; Zhao, H. Microstructural evolution and mechanical properties of a low-carbon V-N-Ti steel processed with varied isothermal temperatures. Mater. Sci. Eng. A 2021, 801, 140396. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Bairrão, N.; Farias, F.W.C. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater. Des. 2022, 213, 110270. [Google Scholar] [CrossRef]
- Cao, R.; Chan, Z.S.; Yuan, J.J. The effects of silicon and copper on microstructures, tensile and charpy properties of weld metals by refined X120 wire. Mater. Sci. Eng. A 2018, 718, 350–362. [Google Scholar] [CrossRef]
- Fan, H.; Shi, G.; Peng, T.; Wang, Q.; Wang, L.; Wang, Q.; Zhang, F. N-induced microstructure refinement and toughness improvement in the coarse grain heat-affected zone of a low carbon Mo-V-Ti-B steel subjected to a high heat input welding thermal cycle. Mater. Sci. Eng. A 2021, 824, 824. [Google Scholar] [CrossRef]
- Zhao, X.; Huebsch, N.; Mooney, D.J.; Suo, Z. Stress-relaxation behavior in gels with ionic and covalent crosslinks. J. Appl. Phys. 2010, 107, 1869. [Google Scholar] [CrossRef]
- Lan, L.; Kong, X.; Qiu, C.; Zhao, D. Influence of microstructural aspects on impact toughness of multi-pass submerged arc welded HSLA steel joints. Mater. Des. 2016, 90, 488–498. [Google Scholar] [CrossRef]
- Alessi, R.; Ulloa, J. Endowing Griffith’s fracture theory with the ability to describe fatigue cracks. Eng. Fract. Mech. 2023, 281, 109048. [Google Scholar] [CrossRef]
- Zhang, S.; Qi, L.; Liu, S. Synergistic effects of Nb and Mo on hydrogen-induced cracking of pipeline steels: A combined experimental and numerical study. J. Mater. Sci. Technol. 2023, 158, 156–170. [Google Scholar] [CrossRef]
- Xu, T.; Shi, Y.; Jiang, Z. An extraordinary improvement in cryogenic toughness of K-TIG welded 9Ni steel joint assisted by alternating axial magnetic field. J. Mater. Res. Technol. 2023, 25, 3071–3077. [Google Scholar] [CrossRef]
- Zhang, Y.; Shi, G.; Sun, R.; Guo, K.; Zhang, C.; Wang, Q. Effect of Si content on the microstructures and the impact properties in the coarse-grained heat-affected zone (CGHAZ) of typical weathering steel. Mater. Sci. Eng. A 2019, 762, 1380–1382. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingot | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| E15 | 0.07 | 0.15 | 1.73 | 0.007 | 0.003 | 0.75 | 0.45 | 0.30 | 0.22 | 0.05 |
| E32 | 0.07 | 0.32 | 1.74 | 0.008 | 0.005 | 0.74 | 0.45 | 0.29 | 0.23 | 0.05 |
| E45 | 0.07 | 0.45 | 1.75 | 0.006 | 0.003 | 0.75 | 0.44 | 0.31 | 0.22 | 0.05 |
| E56 | 0.07 | 0.56 | 1.74 | 0.007 | 0.004 | 0.75 | 0.45 | 0.30 | 0.23 | 0.05 |
| Base metal | C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| 0.05 | 0.30 | 1.44 | 0.012 | 0.005 | 0.51 | 0.39 | 0.32 | 0.15 | |
| Flux | SiO2 + TiO2 | CaO + MgO | Al2O3 + MnO | CaF2 | S | P | |||
| 20–30 | 25–35 | 15–30 | 15–25 | 0.06 | 0.08 | ||||
| WM | C | Si | Mn | P | S | Ni | Cr | Cu | Mo | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| WM18 | 0.05 | 0.18 | 1.56 | 0.007 | 0.003 | 0.70 | 0.43 | 0.30 | 0.31 | 0.012 |
| WM36 | 0.05 | 0.36 | 1.53 | 0.008 | 0.005 | 0.71 | 0.42 | 0.29 | 0.32 | 0.014 |
| WM51 | 0.05 | 0.51 | 1.54 | 0.006 | 0.003 | 0.70 | 0.41 | 0.31 | 0.31 | 0.014 |
| WM60 | 0.05 | 0.60 | 1.54 | 0.007 | 0.004 | 0.69 | 0.42 | 0.30 | 0.31 | 0.012 |
| WM | fM/A/% | dM/A/μm | fMTA>15°/% | MEDMTA≥15/μm | ||||
|---|---|---|---|---|---|---|---|---|
| CZ | EZ | CZ | EZ | CZ | EZ | CZ | EZ | |
| WM18 | 5.50 ± 0.20 | 5.18 ± 0.25 | 0.60 ± 0.04 | 0.68 ± 0.03 | 55 | 46 | 3.3 | 4.3 |
| WM36 | 6.39 ± 0.15 | 6.12 ± 0.18 | 0.69 ± 0.03 | 0.79 ± 0.04 | 47 | 42 | 3.9 | 4.9 |
| WM51 | 7.23 ± 0.16 | 6.97 ± 0.13 | 0.78 ± 0.03 | 0.87 ± 0.04 | 46 | 40 | 4.6 | 5.7 |
| WM60 | 8.43 ± 0.17 | 7.90 ± 0.16 | 0.87 ± 0.04 | 0.98 ± 0.03 | 41 | 37 | 5.3 | 6.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, F.; Hu, B.; Wang, Q.; Zhao, L.; Yi, Y.; Li, J.; Wang, Q. Evolutions of Microstructure and Impact Toughness of Submerged Arc Weld Metal via Introducing Varied Si for Weathering Bridge Steel. Metals 2023, 13, 1506. https://doi.org/10.3390/met13091506
Li F, Hu B, Wang Q, Zhao L, Yi Y, Li J, Wang Q. Evolutions of Microstructure and Impact Toughness of Submerged Arc Weld Metal via Introducing Varied Si for Weathering Bridge Steel. Metals. 2023; 13(9):1506. https://doi.org/10.3390/met13091506
Chicago/Turabian StyleLi, Fangmin, Bing Hu, Qiuming Wang, Liyang Zhao, Yuzhu Yi, Jinjian Li, and Qingfeng Wang. 2023. "Evolutions of Microstructure and Impact Toughness of Submerged Arc Weld Metal via Introducing Varied Si for Weathering Bridge Steel" Metals 13, no. 9: 1506. https://doi.org/10.3390/met13091506