

Recycling Strategies for Spent Consumer Lithium-Ion Batteries

Abstract
:1. Introduction
2. Legal Framework for the Recycling of Lithium-Ion Batteries in the EU
- Portable batteries are sealed batteries that have a maximum weight of 5 kg and are not specifically designed for industrial purposes [3].
- General purpose portable batteries are batteries of the following types: 4.5 volt (3R12), button cell, D, C, AA, AAA, AAAA, A23 and 9 volt (PP3). Another feature of general purpose batteries is interoperability [3].
- A new type of battery according to the Battery Ordinance is batteries for Light Means of Transport (LMT), such as e-bikes or e-scooters [3]. These batteries are sealed and weigh no more than 25 kg. LMT batteries are designed for the traction of wheeled vehicles powered by an electric motor alone or by a muscle-motor combination.
- Starting, lighting and ignition batteries (SLI, Batteries for Starting, Lighting and Ignition) are designed to supply electrical energy for starting, lighting and ignition [3]. In practice, these are often lead-acid batteries.
- A new type of battery, according to the Battery Ordinance, is electric vehicle batteries (EV), which are used to supply electrical energy to the traction systems of hybrid electric and battery electric vehicles [3]. This applies to vehicle classes L according to Regulation (EU) No 168/2013 if the weight of the battery exceeds 25 kg and to vehicle classes M, N and O according to Regulation (EU) No 2018/858.
- Industrial batteries are batteries specially designed for industrial purposes. This includes all batteries weighing more than 5 kg that are not LMT, traction or automotive batteries [3].
- Indication of the carbon footprint of the manufacturing process;
- Minimum requirements for durability and performance;
- Specification and mandatory use of recycled materials (see Table 1);
- Removability of batteries from electronic devices, such as mobile phones;
- Achieve recycling efficiencies for lithium-ion batteries from the current 50% to 65% (by 31 December 2025) and 70% (by 31 December 2030), as well as material recycling quotas for individual battery components.
3. Market Analysis Lithium-Ion Batteries
4. State-of-the-Art Recycling Processes for Lithium-Ion Batteries
4.1. Basics of Lithium-Ion Batteries
- Lithium cobalt oxide (LiCoO2, LCO),
- Lithium manganese oxide (LiMn2O4, LMO),
- Lithium nickel cobalt manganese oxide (LiNiXMnYCoZO2, NMC),
- Lithium nickel aluminum oxide (LiNi0.8Co0.15Al0.05O2, NCA).
- Lithium iron phosphate (LiFePO4, LFP),
- Lithium manganese phosphate (LiMnPO4, LMP),
- Lithium cobalt phosphate (LiCoPO4, LCP).
4.2. Collection and Sorting of Spent Batteries
4.3. Mechanical Treatment of Spent Lithium-Ion Batteries
- Size reduction after thermal deactivation [81];
4.4. Metallurgical Recycling
5. Discussion
6. Construction of Consumer Lithium-Ion Batteries
- Casing (external and internal);
- Screws;
- Cells and;
- BMS.

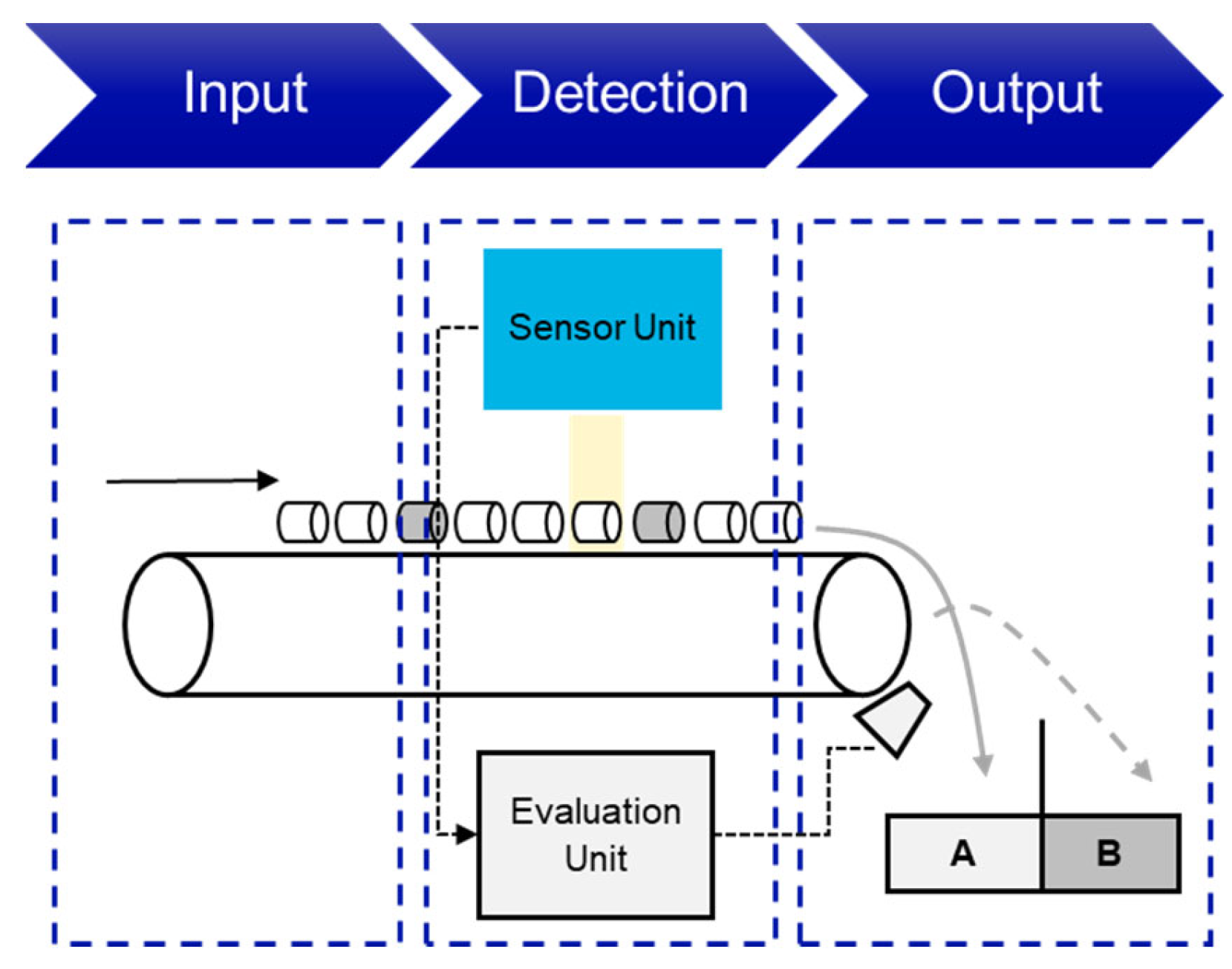
7. State-of-the-Art Sensor-Based Sorting Technologies
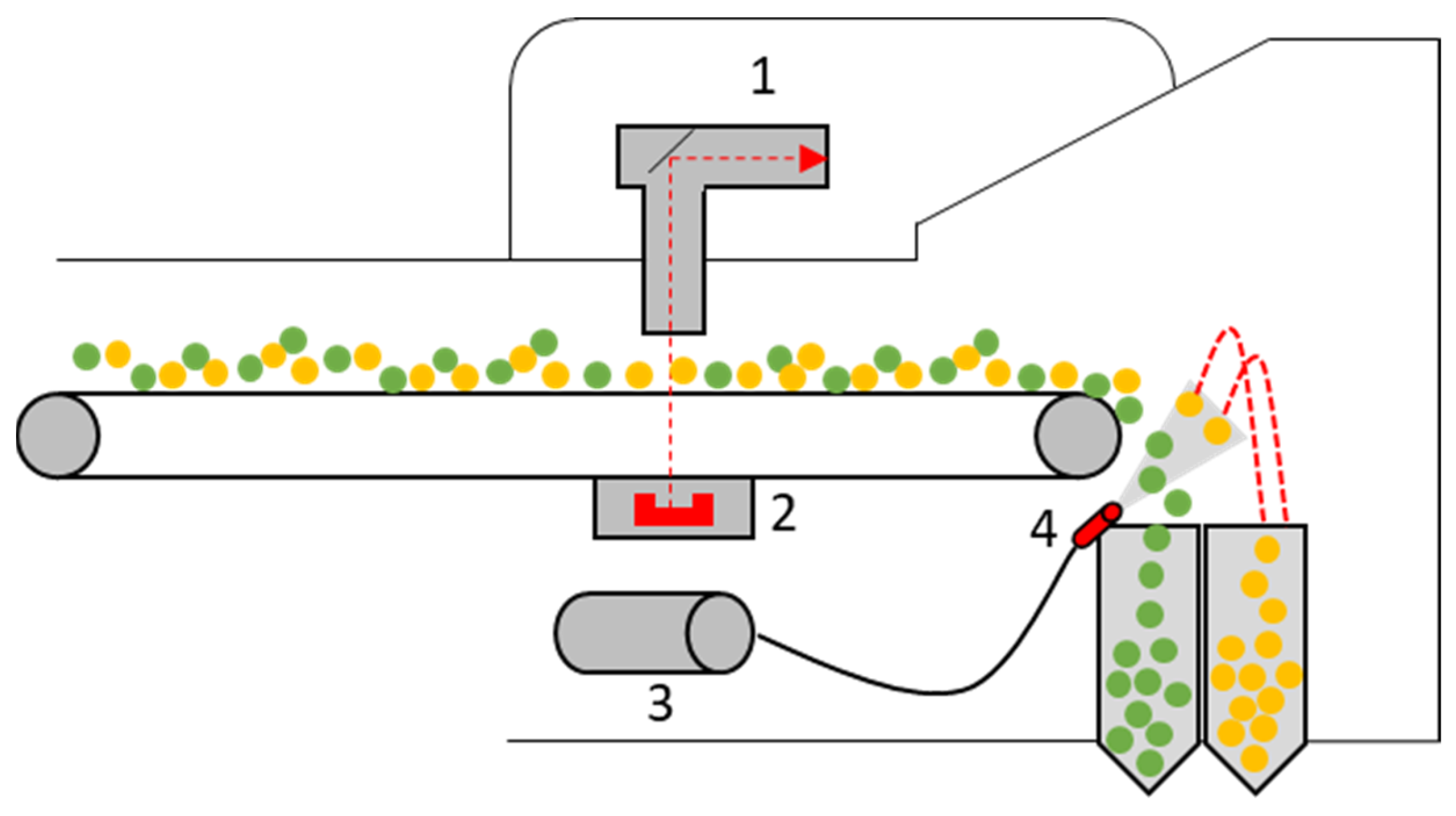
7.1. X-ray Transmission Technology
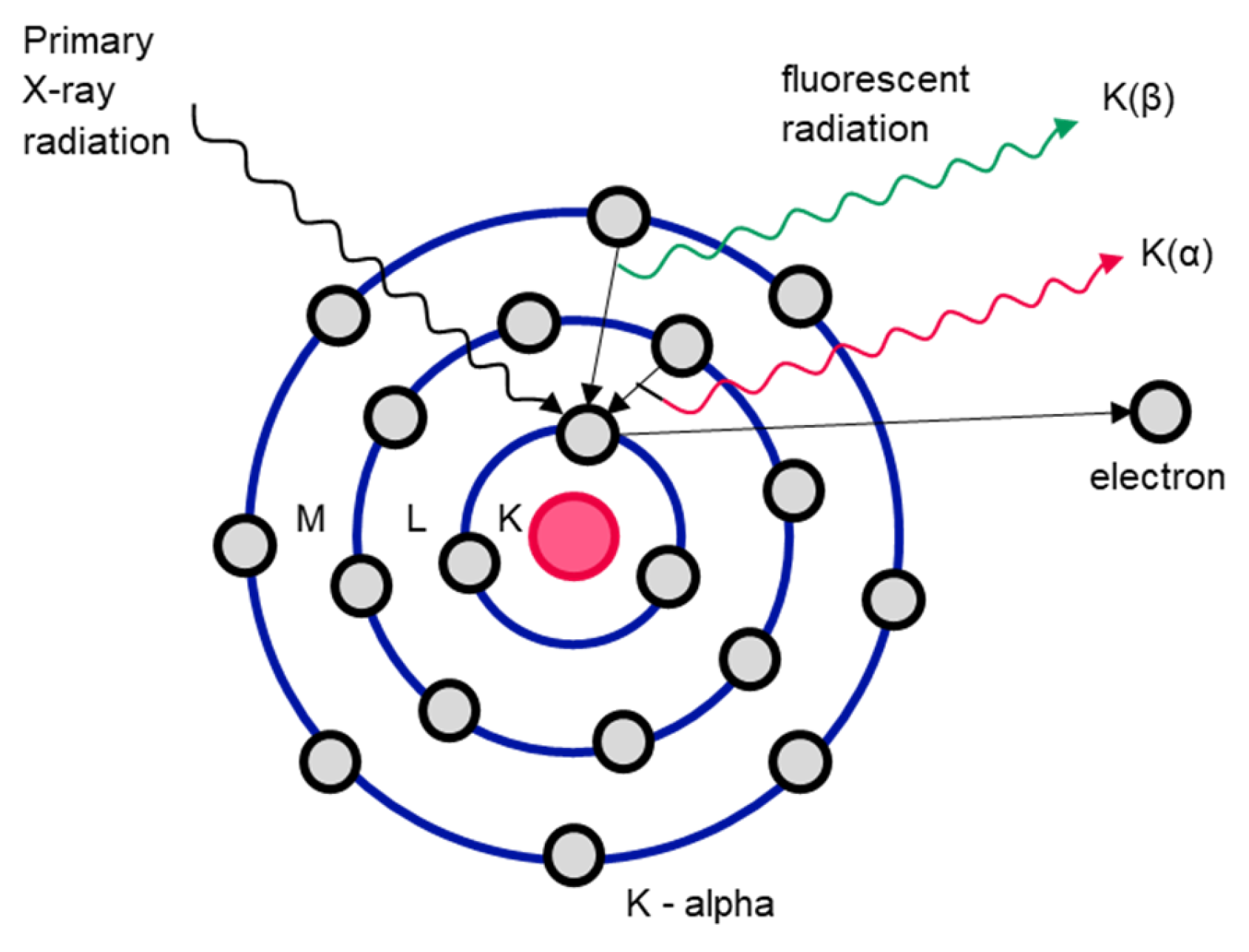
7.2. X-ray Fluorescence Technology
7.3. Optical Sorting—Visual and Near-Infrared
- Detection and sorting of objects in the visible light spectrum according to shape and color (VIS);
- Irradiation, detection and analysis of reflected radiation in the near-infrared spectrum (NIR);
- Recognition and sorting of objects based on 3D shape models using 3D laser triangulation (3D-LT).
7.4. Prompt Gamma Neutron Activation Analysis
8. Sorting Strategies for Spent Consumer Lithium-Ion Batteries by Cathode Active Material
9. Summary and Outlook
- For technically feasible and economically feasible recycling of cathode active materials, they must be separated and materially pure.
- Automated sorting is only possible by battery chemistry at cell level; optical sorting of modules is only possible manually. Sorting by CAM does not currently take place.
- A sorting system to separate LIBs by CAM is necessary only for 3C- and LMT-LIBs.
- XRT for Cylindrical Cells, PT-LIB, LMT-LIB and Pouch Cells;
- XRF for Pouch Cells;
- VIS for Cylindrical Cells, PT-LIB and Pouch Cells.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- European Commission. Communication from the Commission: The European Green Deal; COM(2019) 640 Final; European Commission: Brussels, Belgium, 2019; Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/HTML/?uri=CELEX:52019DC0640 (accessed on 7 December 2023).
- European Commission. RMIS—Raw Materials Information System: Battery Supply Chain Challanges. Available online: https://rmis.jrc.ec.europa.eu/analysis-of-supply-chain-challenges-49b749 (accessed on 15 January 2024).
- European Union. Regulation (EU) 2023/1542 of the European Parliament and of the Council of 12 July 2023 Concerning Batteries and Waste Batteries, Amending Directive 2008/98/EC and Regulation (EU) 2019/1020 and Repealing Directive 2006/66/EC: Regulation (EU) 2023/1542; European Union: Brussels, Belgium, 2023. [Google Scholar]
- Chen, Q.; Lai, X.; Gu, H.; Tang, X.; Gao, F.; Han, X.; Zheng, Y. Investigating carbon footprint and carbon reduction potential using a cradle-to-cradle LCA approach on lithium-ion batteries for electric vehicles in China. J. Clean. Prod. 2022, 369, 133342. [Google Scholar] [CrossRef]
- European Union. Commission Regulation (EU) No 493/2012 of 11 June 2012 Laying down, Pursuant to Directive 2006/66/EC of the European Parliament and of the Council, Detailed Rules Regarding the Calculation of Recycling Efficiencies of the Recycling Processes of Waste Batteries and Accumulators: Commission Regulation (EU) No 493/2012; European Union: Brussels, Belgium, 2012. [Google Scholar]
- Petrikowski, F.; Kohlmeyer, R.; Jung, M.; Steingrübner, E.; Leuthold, S. Batterien und Akkus: Ihre Fragen—Unsere Antworten zu Batterien, Akkus und Umwelt; Dessau, Germany. 2012. Available online: www.umweltbundesamt.de/sites/default/files/medien/publikation/long/4414.pdf (accessed on 22 November 2023).
- Hobohm, J. Erfolgskontrolle 2022 GRS Powertools: Gemäß § 15 (1) Batteriegesetz; GRS Batterien Service GmbH: Hamburg, Germany, 2023; Available online: https://www.grs-batterien.de/fileadmin/Downloads/Erfolgskontrollen/EK22_GRS_Powertools_N.pdf (accessed on 26 October 2023).
- Li, M.; Lu, J.; Chen, Z.; Amine, K. 30 Years of Lithium-Ion Batteries. Adv. Mater. 2018, 30, e1800561. [Google Scholar] [CrossRef]
- Scrosati, B.; Garche, J. Lithium batteries: Status, prospects and future. J. Power Sources 2010, 195, 2419–2430. [Google Scholar] [CrossRef]
- Presse- und Informationsamt der Bundesregierung. Climate Action Programme 2030. Available online: https://www.bundesregierung.de/breg-en/issues/climate-action (accessed on 22 May 2023).
- Schmaltz, T. Recycling of Lithium-Ion Batteries will Increase Strongly in Europe: Quantity Scenarios of Lithium-Ion Batteries for Recycling and Their Origin. Available online: https://www.isi.fraunhofer.de/en/blog/themen/batterie-update/recycling-lithium-ionen-batterien-europa-starke-zunahme-2030-2040.html (accessed on 10 October 2023).
- Thielmann, A.; Sauer, A.; Wietschel, M. Gesamt-Roadmap Lithium-Ionen-Batterien 2030; Fraunhofer: Karlsruhe, Germany, 2015; Available online: https://www.isi.fraunhofer.de/content/dam/isi/dokumente/cct/lib/GRM-LIB.pdf (accessed on 18 April 2023).
- Paulsen, T.; Bürkin, B.; Latz, T.; Schenk, L.; Degen, F.; Diehl, M.; Krätzig, O.; Wessel, S.; Kampker, A.; Lackner, N.; et al. Umfeldbericht zum europäischen Innovationssystem Batterie 2022; Fraunhofer: Karlsruhe, Germany, 2022. [Google Scholar]
- Inkwood Research. Size of the Global Battery Market from 2018 to 2021, with a Forecast through 2030, by Technology (in Million U.S. Dollars). Available online: https://www.statista.com/statistics/1339880/global-battery-market-size-by-technology/ (accessed on 26 October 2023).
- Pillot, C. The Rechargeable Battery Market and Main Trends 2016–2025. Available online: http://cii-resource.com/cet/FBC-TUT8/Presentations/Pillot_Christophe.pdf (accessed on 15 October 2023).
- Lander, L.; Cleaver, T.; Rajaeifar, M.A.; Nguyen-Tien, V.; Elliott, R.J.R.; Heidrich, O.; Kendrick, E.; Edge, J.S.; Offer, G. Financial viability of electric vehicle lithium-ion battery recycling. iScience 2021, 24, 102787. [Google Scholar] [CrossRef] [PubMed]
- Melin, H.E. The Lithium-Ion Battery End-of-Life Market: A Baseline Study; World Economic Forum: Cologny, Switzerland, 2018; Available online: https://policycommons.net/artifacts/3375527/the-lithium-ion-battery-end-of-life-market/4174374/ (accessed on 13 January 2024).
- Venditti, B.; Lam, S. The Top 10 EV Battery Manufacturers in 2022. Available online: https://www.visualcapitalist.com/the-top-10-ev-battery-manufacturers-in-2022/ (accessed on 26 October 2023).
- CnEVPost. Global Market Distribution of Lithium-Ion Battery Makers between January and August 2023. Available online: https://www.statista.com/statistics/235323/lithium-batteries-top-manufacturers/ (accessed on 26 October 2023).
- Leuthner, S. Übersicht zu Lithium-Ionen-Batterien. In Handbuch Lithium-Ionen-Batterien, 1st ed.; Korthauer, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 13–19. ISBN 978-3-642-30652-5. [Google Scholar]
- Dorrmann, L.; Sann-Ferro, K.; Heininger, P.; Mähliß, J. Kompendium: Li-Ionen-Batterien: Grundlagen, Merkmale, Gesetze und Normen. Available online: https://www.dke.de/resource/blob/933404/fa7a24099c84ef613d8e7afd2c860a39/kompendium-li-ionen-batterien-data.pdf (accessed on 1 May 2023).
- Hartmann, S. Deutschland in Europa Vorreiter bei Recyclinganlagen für Lithium-Ionen-Batterien. Available online: https://www.euwid-recycling.de/news/wirtschaft/deutschland-in-europa-vorreiter-bei-recyclinganlagen-fuer-lithium-ionen-batterien-240522/ (accessed on 12 July 2022).
- Oliveira Neto, G.C.; Ruiz, M.S.; Correia, A.J.C.; Mendes, H.M.R. Environmental advantages of the reverse logistics: A case study in the batteries collection in Brazil. Production 2018, 28, e20170098. [Google Scholar] [CrossRef]
- Nigl, T.; Schwarz, T.E.; Walch, C.; Baldauf, M.; Rutrecht, B.; Pomberger, R. Characterisation and material flow analysis of end-of-life portable batteries and lithium-based batteries in different waste streams in Austria. Waste Manag. Res. 2020, 38, 649–659. [Google Scholar] [CrossRef]
- Ponce-Cueto, E.; Manteca, J.Á.G.; Carrasco-Gallego, R. Reverse Logistics for Used Portable Batteries in Spain: An Analytical Proposal for Collecting Batteries; Springer: Berlin/Heidelberg, Germany, 2011; pp. 593–604. [Google Scholar]
- Rogulski, Z.; Czerwiński, A. Used batteries collection and recycling in Poland. J. Power Sources 2006, 159, 454–458. [Google Scholar] [CrossRef]
- Terazono, A.; Oguchi, M.; Iino, S.; Mogi, S. Battery collection in municipal waste management in Japan: Challenges for hazardous substance control and safety. Waste Manag. 2015, 39, 246–257. [Google Scholar] [CrossRef] [PubMed]
- Zorn, M.; Ionescu, C.; Klohs, D.; Zähl, K.; Kisseler, N.; Daldrup, A.; Hams, S.; Zheng, Y.; Offermanns, C.; Flamme, S.; et al. An Approach for Automated Disassembly of Lithium-Ion Battery Packs and High-Quality Recycling Using Computer Vision, Labeling, and Material Characterization. Recycling 2022, 7, 48. [Google Scholar] [CrossRef]
- Wegener, K.; Andrew, S.; Raatz, A.; Dröder, K.; Herrmann, C. Disassembly of Electric Vehicle Batteries Using the Example of the Audi Q5 Hybrid System. Procedia CIRP 2014, 23, 155–160. [Google Scholar] [CrossRef]
- Hanisch, C.; Loellhoeffel, T.; Diekmann, J.; Markley, K.J.; Haselrieder, W.; Kwade, A. Recycling of lithium-ion batteries: A novel method to separate coating and foil of electrodes. J. Clean. Prod. 2015, 108, 301–311. [Google Scholar] [CrossRef]
- Arnberger, A. Entwicklung Eines Ganzheitlichen Recyclingkonzeptes für Traktionsbatterien Basierend auf Lithium-Ionen-Batterien. Ph.D. Thesis, Montanuniversität Leoben, Leoben, Austria, 2016. [Google Scholar]
- Vest, M. Weiterentwicklung des Pyrometallurgischen IME Recyclingverfahrens für Li-Ionen Batterien von Elektrofahrzeugen. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2016. [Google Scholar]
- Georgi-Maschler, T. Entwicklung Eines Recyclingverfahrens für Portable Li-Ion-Gerätebatterien. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2011. [Google Scholar]
- Arnberger, A.; Coskun, E.; Rutrecht, B. Recycling von Lithium-Ionen-Batterien. In Recycling und Rohstoffe; Thiel, S., Thomé-Kozmiensky, E., Goldmann, D., Eds.; Thomé-Kozmiensky Verlag GmbH: Neuruppin, Germany, 2018; pp. 583–599. ISBN 978-3-944310-40-4. [Google Scholar]
- Zhang, T.; He, Y.; Ge, L.; Fu, R.; Zhang, X.; Huang, Y. Characteristics of wet and dry crushing methods in the recycling process of spent lithium-ion batteries. J. Power Sources 2013, 240, 766–771. [Google Scholar] [CrossRef]
- Diekmann, J.; Sander, S.; Sellin, G.; Petermann, M.; Kwade, A. Crushing of Battery Modules and Cells. In Recycling of Lithium-Ion Batteries: The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: Cham, Switzerland, 2018; pp. 127–138. ISBN 978-3-319-70571-2. [Google Scholar]
- Pagliaro, M.; Meneguzzo, F. Recycling of Lithium Batteries. In Sustainable Separation Engineering: Materials, Techniques and Process Development, 1st ed.; Szekely, G., Zhao, D., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2022; pp. 591–603. ISBN 978-1-119-74008-7. [Google Scholar]
- Ciez, R.E.; Whitacre, J.F. Examining different recycling processes for lithium-ion batteries. Nat. Sustain. 2019, 2, 148–156. [Google Scholar] [CrossRef]
- Korthauer, R. (Ed.) Handbuch Lithium-Ionen-Batterien, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-30652-5. [Google Scholar]
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-Ion Battery Materials: Present and Future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Kalyani, P.; Kalaiselvi, N. Various Aspects of LiNiO2 Chemistry: A Review. Sci. Technol. Adv. Mater. 2005, 6, 689–703. [Google Scholar] [CrossRef]
- Gu, M.; Belharouak, I.; Zheng, J.; Wu, H.; Xiao, J.; Genc, A.; Amine, K.; Thevuthasan, S.; Baer, D.R.; Zhang, J.-G.; et al. Formation of the spinel phase in the layered composite cathode used in Li-ion batteries. ACS Nano 2013, 7, 760–767. [Google Scholar] [CrossRef] [PubMed]
- Yabuuchi, N.; Ohzuku, T. Novel lithium insertion material of LiCo1/3Ni1/3Mn1/3O2 for advanced lithium-ion batteries. J. Power Sources 2003, 119–121, 171–174. [Google Scholar] [CrossRef]
- Doughty, D.H.; Roth, E.P. A General Discussion of Li Ion Battery Safety. Electrochem. Soc. Interface 2012, 21, 37–44. [Google Scholar] [CrossRef]
- Ding, Y.; Cano, Z.P.; Yu, A.; Lu, J.; Chen, Z. Automotive Li-Ion Batteries: Current Status and Future Perspectives. Electrochem. Energy Rev. 2019, 2, 1–28. [Google Scholar] [CrossRef]
- Li, W.; Lee, S.; Manthiram, A. High-Nickel NMA: A Cobalt-Free Alternative to NMC and NCA Cathodes for Lithium-Ion Batteries. Adv. Mater. 2020, 32, e2002718. [Google Scholar] [CrossRef]
- Link, S.; Neef, C.; Wicke, T.; Hettesheimer, T.; Diehl, M.; Krätzig, O.; Degen, F.; Klein, F.; Fanz, P.; Burgard, M.; et al. Development Perspectives for Lithium-Ion Battery Cell Formats; Fraunhofer: Karlsruhe, Germany, 2022; Available online: https://www.isi.fraunhofer.de/content/dam/isi/dokumente/cct/2022/Development_perspectives_for_lithium-ion_battery_cell_formats_Fraunhofer_2022.pdf (accessed on 20 April 2023).
- Song, J.; Li, B.; Chen, Y.; Zuo, Y.; Ning, F.; Shang, H.; Feng, G.; Liu, N.; Shen, C.; Ai, X.; et al. A High-Performance Li-Mn-O Li-rich Cathode Material with Rhombohedral Symmetry via Intralayer Li/Mn Disordering. Adv. Mater. 2020, 32, e2000190. [Google Scholar] [CrossRef]
- Zheng, J.; Myeong, S.; Cho, W.; Yan, P.; Xiao, J.; Wang, C.; Cho, J.; Zhang, J.-G. Li- and Mn-Rich Cathode Materials: Challenges to Commercialization. Adv. Energy Mater. 2017, 7, 1601284. [Google Scholar] [CrossRef]
- Wurm, C.; Öttinger, O.; Wittkämper, S.; Zauter, R.; Vuorilehto, K. Anodenmaterialien für Lithium-Ionen-Batterien. In Handbuch Lithium-Ionen-Batterien, 1st ed.; Korthauer, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2013; pp. 45–60. ISBN 978-3-642-30652-5. [Google Scholar]
- Zhang, H.; Yang, Y.; Ren, D.; Wang, L.; He, X. Graphite as anode materials: Fundamental mechanism, recent progress and advances. Energy Storage Mater. 2021, 36, 147–170. [Google Scholar] [CrossRef]
- Wu, Y. Modified natural graphite as anode material for lithium-ion batteries. J. Power Sources 2002, 111, 229–334. [Google Scholar] [CrossRef]
- Bettersize Instruments Ltd. Improving Lithium-Ion Batteries through Measuring Tapped Density. Available online: https://www.azom.com/article.aspx?ArticleID=21056 (accessed on 19 November 2023).
- Hettesmeier, T.; Thielmann, A.; Neef, C.; Möller, K.-C.; Wolter, M.; Lorentz, V.; Gepp, M.; Wenger, M.; Prill, T.; Zausch, J.; et al. Entwicklungsperspektiven für Zellformate von Lithium-Ionen-Batterien in der Elektromobilität; Fraunhofer: Pfinztal, Germany, 2017; Available online: https://publica.fraunhofer.de/entities/publication/0ca7ef53-3b51-4467-ad20-bdef36958520/details (accessed on 4 May 2023).
- Heimes, H.; Kampker, A.; Wennemar, S.; Plocher, L.; Bockey, G.; Michaelis, S.; Schütrumpf, J. Production Process of a Lithium-Ion Battery Cell. Available online: https://www.pem.rwth-aachen.de/global/show_document.asp?id=aaaaaaaabyilawq (accessed on 18 December 2023).
- Tesla. Battery Day Presentation Deck. 2020. Available online: https://tesla-share.thron.com/content/?id=96ea71cf-8fda-4648-a62c-753af436c3b6&pkey=S1dbei4 (accessed on 10 May 2023).
- Frank, A.; Sturm, J.; Steinhardt, M.; Rheinfeld, A.; Jossen, A. Impact of Current Collector Design and Cooling Topology on Fast Charging of Cylindrical Lithium-Ion Batteries. ECS Adv. 2022, 1, 40502. [Google Scholar] [CrossRef]
- American National Standards Institute. ANSI C18.1M; American National Standard for Portable Primary Cells and Batteries with Aqueous Electrolyte: General and Specifications. National Electrical Manufacturers Association: Rosslyn, VA, USA, 2021. Available online: https://www.nema.org/docs/default-source/standards-document-library/ansi-c18.1m-part-1-2021-contents-and-scope03ee42fa-4df1-4659-af17-1152feebb97f.pdf?sfvrsn=a1875742_3 (accessed on 21 December 2023).
- Gerlitz, E.; Botzem, D.; Weinmann, H.; Ruhland, J.; Fleischer, J. Cell-to-Pack-Technologie für Li-Ionen-Batterien. Z. Für Wirtsch. Fabr. 2021, 116, 689–694. [Google Scholar] [CrossRef]
- Liang, Y.; Zhao, C.-Z.; Yuan, H.; Chen, Y.; Zhang, W.; Huang, J.-Q.; Yu, D.; Liu, Y.; Titirici, M.-M.; Chueh, Y.-L.; et al. A review of rechargeable batteries for portable electronic devices. InfoMat 2019, 1, 6–32. [Google Scholar] [CrossRef]
- Chen, T.; Jin, Y.; Lv, H.; Yang, A.; Liu, M.; Chen, B.; Xie, Y.; Chen, Q. Applications of Lithium-Ion Batteries in Grid-Scale Energy Storage Systems. Trans. Tianjin Univ. 2020, 26, 208–217. [Google Scholar] [CrossRef]
- Sziegoleit, H. Sortierung von Gerätebatterien. In Recycling und Rohstoffe, 6th ed.; Thomé-Kozmiensky, K.J., Goldmann, D., Eds.; Thomé-Kozmiensky Verlag GmbH: Neuruppin, Germany, 2013; pp. 495–504. ISBN 978-3-935317-97-9. [Google Scholar]
- Recycling Magazin. GRS und Saubermacher Digitalisieren Rücknahmesysteme. Available online: https://www.recyclingmagazin.de/2021/12/22/grs-und-saubermacher-digitalisieren-ruecknahmesysteme/ (accessed on 22 May 2023).
- REBAT. Internetauftritt der Firma. Available online: https://rebat.de/ (accessed on 22 May 2023).
- Landbell Group. Internetauftritt der Firma. Available online: https://www.landbell.de/ds-entsorgung/ (accessed on 22 May 2023).
- Stibat, B.V. Internetauftritt der Firma. Available online: https://www.stibat.nl/ (accessed on 22 May 2023).
- Bundesministerium der Justiz. Gesetz über das Inverkehrbringen, die Rücknahme und die Umweltverträgliche Entsorgung von Batterien und Akkumulatoren: Batteriegesetz-BattG; Bundesministerium der Justiz: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Bundesministerium der Justiz. Gesetz über das Inverkehrbringen, die Rücknahme und die Umweltverträgliche Entsorgung von Elektro- und Elektronikgeräten: Elektro- und Elektronikgerätegesetz-ElektroG; Bundesministerium der Justiz: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Samarukha, I. Recycling strategies for End-of-Life Li-ion Batteries from Heavy Electric Vehicles. Master’s Thesis, Königliche Technische Hochschule, Stockholm, Sweden, 2020. [Google Scholar]
- Tomra Sorting GmbH. Relux Installiert Tomras X-Tract zur Erfolgreichen Batteriesortierung. Available online: https://languagesites.tomra.com/de-de/sorting/recycling/recycling-news/2021/relux-installs-tomra-xtract-successful-battery-sorting (accessed on 13 March 2023).
- Bebat, N.V. Bebat—Behind the Factory. Available online: https://www.youtube.com/watch?v=Hd2MBmurPJM (accessed on 13 March 2023).
- Sletsgaard, J.; Hald Pedersen, N. Øget Ressourcegenvinding ved Forbedret Karakterisering af Affaldsbatterier: Miljøteknologisk Udviklings- og Demonstrationsprogram 2012; Miljøprojekt: Kopenhagen, Denmark, 2014. [Google Scholar]
- Blank, T.; Badeda, J.; Kowal, J.; Sauer, D.U. Deep discharge behavior of lead-acid batteries and modeling of stationary battery energy storage systems. In Proceedings of the Intelec 2012 IEEE International Telecommunications Energy Conference, Scottsdale, AZ, USA, 30 September–4 October 2012; pp. 1–4, ISBN 978-1-4673-1000-0. [Google Scholar]
- Langner, T.; Sieber, T.; Acker, J. Studies on the deposition of copper in lithium-ion batteries during the deep discharge process. Sci. Rep. 2021, 11, 6316. [Google Scholar] [CrossRef]
- Ahrens, J. Rechargeable Battery Discharge Device for Discharging Rechargeable Batteries, and Method for Discharging a Plurality of Rechargeable Batteries. U.S. Patent Application No. 18/005,096, 12 July 2021. [Google Scholar]
- Hanisch, C.; Bußmann, T. Verfahren zum Wiederverwerten von Akkumulatoren und Akkumulator-Entladevorrichtung. DE102020118418A1, 18 March 2019. [Google Scholar]
- Gerbers, R.; Wegener, K.; Dietrich, F. Safe, Flexible and Productive Human-Robot-Collaboration for Disassembly of Lithium-Ion Batteries. In Recycling of Lithium-Ion Batteries: The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: Cham, Switzerland, 2018; pp. 99–126. ISBN 978-3-319-70571-2. [Google Scholar]
- Duesenfeld GmbH. Company Website. Available online: https://www.duesenfeld.com/ (accessed on 15 October 2023).
- Petzold, M. Nassmechanische Zerkleinerung und Aufbereitung von Lithium-Ionen-Batterien aus Elektrofahrzeugen zur optimierten Lithium-Rückgewinnung. In 12. Wissenschaftskongress Abfall- und Ressourcenwirtschaft am 9. und 10. März 2023 an der Technischen Universität Hamburg, Hamburg, 09.03.—10.03.2023; Deutsche Gesellschaft für Abfallwirtschaft, e.V., Ed.; Innsbruck University Press: Innsbruck, Austria, 2023; pp. 19–24. ISBN 978-3-99106-095-6. [Google Scholar]
- Christmann, D. Batterierecycling: Bosch Entwickelt Europas Erste vollautomatisierte Anlage zur Batterieentladung. Available online: https://www.bosch-presse.de/pressportal/de/de/batterierecycling-bosch-entwickelt-europas-erste-vollautomatisierte-anlage-zur-batteriedemontage-252928.html (accessed on 29 May 2023).
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed]
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef]
- Petzold, M.; Flamme, S.; Hams, S. Nassmechanische Aufbereitung von Lithium-Ionen Batterien. Müll und Abfall, 8 December 2023. [Google Scholar] [CrossRef]
- Haas, P.; Pfeifer, S.; Müller, J.; Bradtmöller, C.; Scholl, S. Separation of the Electrolyte—Solvent Extraction. In Recycling of Lithium-Ion Batteries: The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: Cham, Switzerland, 2018; pp. 155–176. ISBN 978-3-319-70571-2. [Google Scholar]
- Stehmann, F.; Bradtmöller, C.; Scholl, S. Separation of the Electrolyte—Thermal Drying. In Recycling of Lithium-Ion Batteries: The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: Cham, Switzerland, 2018; pp. 139–154. ISBN 978-3-319-70571-2. [Google Scholar]
- Rothermel, S.; Grützke, M.; Mönnighoff, X.; Winter, M.; Nowak, S. Electrolyte Extraction—Sub and Supercritical CO2. In Recycling of Lithium-Ion Batteries: The LithoRec Way; Kwade, A., Diekmann, J., Eds.; Springer: Cham, Switzerland, 2018; pp. 177–186. ISBN 978-3-319-70571-2. [Google Scholar]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium-Ion Batteries, Part I: Commercial Processes. J. Sustain. Metall. 2019, 5, 402–416. [Google Scholar] [CrossRef]
- Larouche, F.; Tedjar, F.; Amouzegar, K.; Houlachi, G.; Bouchard, P.; Demopoulos, G.P.; Zaghib, K. Progress and Status of Hydrometallurgical and Direct Recycling of Li-Ion Batteries and Beyond. Materials 2020, 13, 801. [Google Scholar] [CrossRef] [PubMed]
- Novis Smith, W.; Swoffer, S. Recovery of Lithium-Ion Batteries. U.S. Patent 861475 B1, 18 June 2013. [Google Scholar]
- Poe, S.L.; Paradise, C.L.; Muollo, L.R.; Pal, R.; Warner, J.C.; Korzenski, M.B. Method for the Recovery of Lithium Cobalt Oxide from Lithium-Ion Batteries. U.S. Patent 9972830, 19 June 2012. [Google Scholar]
- Vieceli, N.; Nogueira, C.A.; Guimarães, C.; Pereira, M.F.C.; Durão, F.O.; Margarido, F. Hydrometallurgical recycling of lithium-ion batteries by reductive leaching with sodium metabisulphite. Waste Manag. 2018, 71, 350–361. [Google Scholar] [CrossRef] [PubMed]
- Peters, L.; Friedrich, B. Proven Methods for Recovery of Lithium from Spent Batteries; DERA Workshop Lithium: Berlin, Germany, 2017. [Google Scholar]
- Yao, Y.; Zhu, M.; Zhao, Z.; Tong, B.; Fan, Y.; Hua, Z. Hydrometallurgical Processes for Recycling Spent Lithium-Ion Batteries: A Critical Review. ACS Sustain. Chem. Eng. 2018, 6, 13611–13627. [Google Scholar] [CrossRef]
- Diekmann, J.; Hanisch, C.; Froböse, L.; Schälicke, G.; Loellhoeffel, T.; Fölster, A.-S.; Kwade, A. Ecological Recycling of Lithium-Ion Batteries from Electric Vehicles with Focus on Mechanical Processes. J. Electrochem. Soc. 2017, 164, A6184–A6191. [Google Scholar] [CrossRef]
- Fraunhofer-Institut für System- und Innovationsforschung ISI. Recycling von Lithium-Ionen- Batterien: Chancen und Herausforderungen für den Maschinen- und Anlagenbau; Fraunhofer: Karlsruhe, Germany, 2021. [Google Scholar]
- Wang, H.; Vest, M.; Friedrich, B. Hydrometallurgical processing of Li-Ion battery scrap from electric vehicles. In Proceedings of the European Metallurgical Conference 2011, Düsseldorf, Germany, 22–24 June 2011; pp. 1033–1052. [Google Scholar] [CrossRef]
- Li, L.; Ge, J.; Wu, F.; Chen, R.; Chen, S.; Wu, B. Recovery of cobalt and lithium from spent lithium-ion batteries using organic citric acid as leachant. J. Hazard. Mater. 2010, 176, 288–293. [Google Scholar] [CrossRef]
- Gratz, E.; Sa, Q.; Apelian, D.; Wang, Y. A closed loop process for recycling spent lithium-ion batteries. J. Power Sources 2014, 262, 255–262. [Google Scholar] [CrossRef]
- Zhu, S.; He, W.; Li, G.; Zhou, X.; Zhang, X.; Huang, J. Recovery of Co and Li from spent lithium-ion batteries by combination method of acid leaching and chemical precipitation. Trans. Nonferrous Met. Soc. China 2012, 22, 2274–2281. [Google Scholar] [CrossRef]
- Contestabile, M.; Panero, S.; Scrosati, B. A laboratory-scale lithium-ion battery recycling process. J. Power Sources 2001, 92, 65–69. [Google Scholar] [CrossRef]
- Pegoretti, V.; Dixini, P.; Smecellato, P.C.; Biaggio, S.R.; Freitas, M. Thermal synthesis, characterization and electrochemical study of high-temperature (HT) LiCoO2 obtained from Co(OH)2 recycled of spent lithium-ion batteries. Mater. Res. Bull. 2017, 86, 5–9. [Google Scholar] [CrossRef]
- Yang, Y.; Zheng, X.; Cao, H.; Zhao, C.; Lin, X.; Ning, P.; Zhang, Y.; Jin, W.; Sun, Z. A Closed-Loop Process for Selective Metal Recovery from Spent Lithium Iron Phosphate Batteries through Mechanochemical Activation. ACS Sustain. Chem. Eng. 2017, 5, 9972–9980. [Google Scholar] [CrossRef]
- Chen, X.; Luo, C.; Zhang, J.; Kong, J.; Zhou, T. Sustainable Recovery of Metals from Spent Lithium-Ion Batteries: A Green Process. ACS Sustain. Chem. Eng. 2015, 3, 3104–3113. [Google Scholar] [CrossRef]
- Nan, J.; Han, D.; Zuo, X. Recovery of metal values from spent lithium-ion batteries with chemical deposition and solvent extraction. J. Power Sources 2005, 152, 278–284. [Google Scholar] [CrossRef]
- Swain, B.; Jeong, J.; Lee, J.; Lee, G.-H. Separation of cobalt and lithium from mixed sulphate solution using Na-Cyanex 272. Hydrometallurgy 2006, 84, 130–138. [Google Scholar] [CrossRef]
- Zhan, R.; Payne, T.; Leftwich, T.; Perrine, K.; Pan, L. De-agglomeration of cathode composites for direct recycling of Li-ion batteries. Waste Manag. 2020, 105, 39–48. [Google Scholar] [CrossRef]
- Zhang, X.; Xue, Q.; Li, L.; Fan, E.; Wu, F.; Chen, R. Sustainable Recycling and Regeneration of Cathode Scraps from Industrial Production of Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2016, 4, 7041–7049. [Google Scholar] [CrossRef]
- Ganter, M.J.; Landi, B.J.; Babbitt, C.W.; Anctil, A.; Gaustad, G. Cathode refunctionalization as a lithium ion battery recycling alternative. J. Power Sources 2014, 256, 274–280. [Google Scholar] [CrossRef]
- Kwade, A.; Diekmann, J. (Eds.) Recycling of Lithium-Ion Batteries: The LithoRec Way; Springer: Cham, Switzerland, 2018; ISBN 978-3-319-70571-2. [Google Scholar]
- Krüger, S.; Hanisch, C.; Kwade, A.; Winter, M.; Nowak, S. Effect of impurities caused by a recycling process on the electrochemical performance of Li[Ni0.33Co0.33Mn0.33]O2. J. Electroanal. Chem. 2014, 726, 91–96. [Google Scholar] [CrossRef]
- Jung, J.C.-Y.; Sui, P.-C.; Zhang, J. A review of recycling spent lithium-ion battery cathode materials using hydrometallurgical treatments. J. Energy Storage 2021, 35, 102217. [Google Scholar] [CrossRef]
- Jung, H.; Silva, R.; Han, M. Scaling Trends of Electric Vehicle Performance: Driving Range, Fuel Economy, Peak Power Output, and Temperature Effect. WEVJ 2018, 9, 46. [Google Scholar] [CrossRef]
- European Commission. Verordnung (EU) 2023/1542 des Europäischen Parlaments und des Rates vom 12 Juli 2023 über Batterien und Altbatterien, zur Änderung der Richtlinie 2008/98/EG und der Verordnung (EU) 2019/1020 und zur Aufhebung der Richtlinie 2006/66/EG: Verordnung (EU) 2023/1542; European Commission: Brussels, Belgium, 2023. [Google Scholar]
- Weydanz, W. Power Tools: Batteries. Available online: https://booksite.elsevier.com/brochures/ecps/PDFs/PowerTools_Batteries.pdf (accessed on 11 May 2023).
- HKM Akkutechnik. Akku-Tauschpack für Bosch Powerpack Classic. Available online: https://www.hkm-akkutechnik.de/Akku-Tauschpack-fuer-Bosch-Powerpack-Classic-300-400-500-36-V-mit-500-Wh?gclid=Cj0KCQjw6cKiBhD5ARIsAKXUdyZjypjTlN62avWkLlyDwP_nbMcAPFxlaHFN3-HByJ3iOJjS2e7jaY0aAuTMEALw_wcB (accessed on 9 May 2023).
- Neubert, K.; Wotruba, H. Investigations on the Detectability of Rare-Earth Minerals Using Dual-Energy X-ray Transmission Sorting. J. Sustain. Metall. 2017, 3, 3–12. [Google Scholar] [CrossRef]
- Sterkens, W.; Diaz-Romero, D.; Goedemé, T.; Dewulf, W.; Peeters, J.R. Detection and recognition of batteries on X-Ray images of waste electrical and electronic equipment using deep learning. Resour. Conserv. Recycl. 2021, 168, 105246. [Google Scholar] [CrossRef]
- Luo, X.; He, K.; Zhang, Y.; He, P.; Zhang, Y. A review of intelligent ore sorting technology and equipment development. Int. J. Min. Met. Mater. 2022, 29, 1647–1655. [Google Scholar] [CrossRef]
- Robben, C.; Condori, P.; Pinto, A.; Machaca, R.; Takala, A. X-ray-transmission based ore sorting at the San Rafael tin mine. Miner. Eng. 2020, 145, 105870. [Google Scholar] [CrossRef]
- Habich, U. Sensor-Based Sorting Systems in Waste Processing. In International Symposium MBT; Kühle-Wiedemeier, M., Ed.; Cuvillier Verlag: Göttingen, Germany, 2007; pp. 308–315. ISBN 9783867272360. [Google Scholar]
- Takezawa, T.; Uemoto, M.; Itoh, K. Combination of X-ray transmission and eddy-current testing for the closed-loop recycling of aluminum alloys. J. Mater. Cycles Waste Manag. 2015, 17, 84–90. [Google Scholar] [CrossRef]
- Mesina, M.B.; de Jong, T.; Dalmijn, W.L. Automatic sorting of scrap metals with a combined electromagnetic and dual energy X-ray transmission sensor. Int. J. Miner. Process. 2007, 82, 222–232. [Google Scholar] [CrossRef]
- Kern, M.; Tusa, L.; Leißner, T.; van den Boogaart, K.G.; Gutzmer, J. Optimal sensor selection for sensor-based sorting based on automated mineralogy data. J. Clean. Prod. 2019, 234, 1144–1152. [Google Scholar] [CrossRef]
- Steinert GmbH. Dichtesortierung mit dem Steinert XSS T EVO 5.0—Per Röntgentransmission Nach dem Dual-Energy-Prinzip. Available online: https://steinertglobal.com/de/magnete-sensorsortierer/sensorsortierung/roentgensortiersysteme/steinert-xss-t-evo-50/ (accessed on 16 May 2023).
- Tomra Sorting GmbH. X-Tract: Sekundärrohstoffe von höchster Qualität bei Metallanwendungen. Available online: https://languagesites.tomra.com/de-de/sorting/recycling/products/x-tract/ (accessed on 16 May 2023).
- Allgaier Process Technology GmbH. Sortierung Durch Röntgentransmission Nach Atomarer Dichte. Available online: https://www.allgaier-process-technology.com/de/maschine/MSort-X-Ray_113 (accessed on 16 May 2023).
- Weiss, M. Resource Recycling in Waste Management with X-ray Fluorescence. Diplomarbeit, Montanuniversität Leoben, Leoben, Austria, 2011. [Google Scholar]
- Stratmann, A. Edelsteinuntersuchung mit der Röntgenfluoreszenzanalyse. Available online: https://www.edelsteinlabor24.de/uncategorized/edelsteinuntersuchung-mit-der-roentgenfluoreszenzanalyse/ (accessed on 16 May 2023).
- Knapp, H.; Neubert, K.; Schropp, C.; Wotruba, H. Viable Applications of Sensor-Based Sorting for the Processing of Mineral Resources. ChemBioEng Rev. 2014, 1, 86–95. [Google Scholar] [CrossRef]
- Lukka, T.J.; Tossavainen, T.; Kujala, J.V.; Raiko, T. ZenRobotics Recycler—Robotic Sorting using Machine Learning. In Sensor-Based Sorting 2014; Sensor-Based Sorting, Aachen, 11.03.–13.03; Pretz, T., Wotruba, H., Eds.; GDMB: Clausthal-Zellerfeld, Germany, 2014; pp. 1–8. ISBN 978-3-940276-56-8. [Google Scholar]
- Kandlbauer, L.; Khodier, K.; Ninevski, D.; Sarc, R. Sensor-based Particle Size Determination of Shredded Mixed Commercial Waste based on two-dimensional Images. Waste Manag. 2021, 120, 784–794. [Google Scholar] [CrossRef] [PubMed]
- Cai, Z.; Jin, C.; Xu, J.; Yang, T. Measurement of Potato Volume with Laser Triangulation and Three-Dimensional Reconstruction. IEEE Access 2020, 8, 176565–176574. [Google Scholar] [CrossRef]
- Kurth, H. Anwendung von Echtzeit-Elementaranalyse auf Erzförderströme. AT Miner. Process. 2020, 10. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Recyclate Content | Material Recycling Quotas | |||
|---|---|---|---|---|
| Approx. 2028 | 18 August 2031 | 31 December 2027 | 31 December 2031 | |
| [%] | [%] | [%] | [%] | |
| Cobalt | 16 | 26 | 90 | 95 |
| Nickel | 6 | 15 | 90 | 98 |
| Lithium | 6 | 12 | 50 | 80 |
| Copper | n. a. | n. a. | 90 | 95 |
| Battery Type | Identification Symbol | Primary/Secondary |
|---|---|---|
| Alkali Manganese | AlMn | Primary + Secondary |
| Lead Acid | Pb | Secondary |
| Lithium | Li | Primary |
| Lithium Ion | Li-Ion | Secondary |
| Nickel Cadmium | NiCd | Secondary |
| Nickel Metal Hydride | NiMH | Secondary |
| Zinc Air | Zn Air | Primary + Secondary |
| Cathode Active Material | NMC111 | LFP | LMO | LCO | NCA |
|---|---|---|---|---|---|
| Theoretical Density [g/cm3] | 4.85 | 3.60 | 4.31 | 5.10 | 4.45 |
| Electrode Potential [V] | 3.6–3.7 | 3.2–3.3 | 4.0 | 3.7 | 3.6 |
| Specific Capacity [mAh/g] | 160 | 170 | 148 | 140 | n.a. |
| Specific Energy [Wh/g] | 0.576 | 0.495 | 0.592 | 0.518 | n.a. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petzold, M.; Flamme, S. Recycling Strategies for Spent Consumer Lithium-Ion Batteries. Metals 2024, 14, 151. https://doi.org/10.3390/met14020151
Petzold M, Flamme S. Recycling Strategies for Spent Consumer Lithium-Ion Batteries. Metals. 2024; 14(2):151. https://doi.org/10.3390/met14020151
Chicago/Turabian StylePetzold, Moritz, and Sabine Flamme. 2024. "Recycling Strategies for Spent Consumer Lithium-Ion Batteries" Metals 14, no. 2: 151. https://doi.org/10.3390/met14020151
APA StylePetzold, M., & Flamme, S. (2024). Recycling Strategies for Spent Consumer Lithium-Ion Batteries. Metals, 14(2), 151. https://doi.org/10.3390/met14020151