Closed-Cell Aluminum Foam of Improved Sound Absorption Ability: Manufacture and Properties


Abstract
:
1. Introduction
2. Results and Discussion
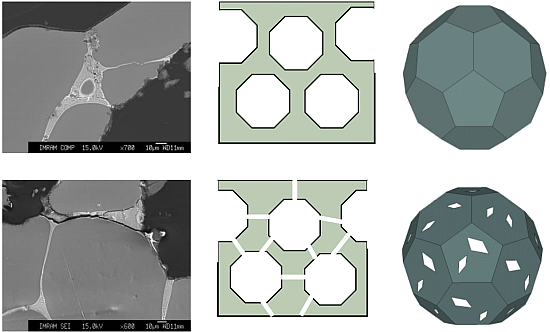
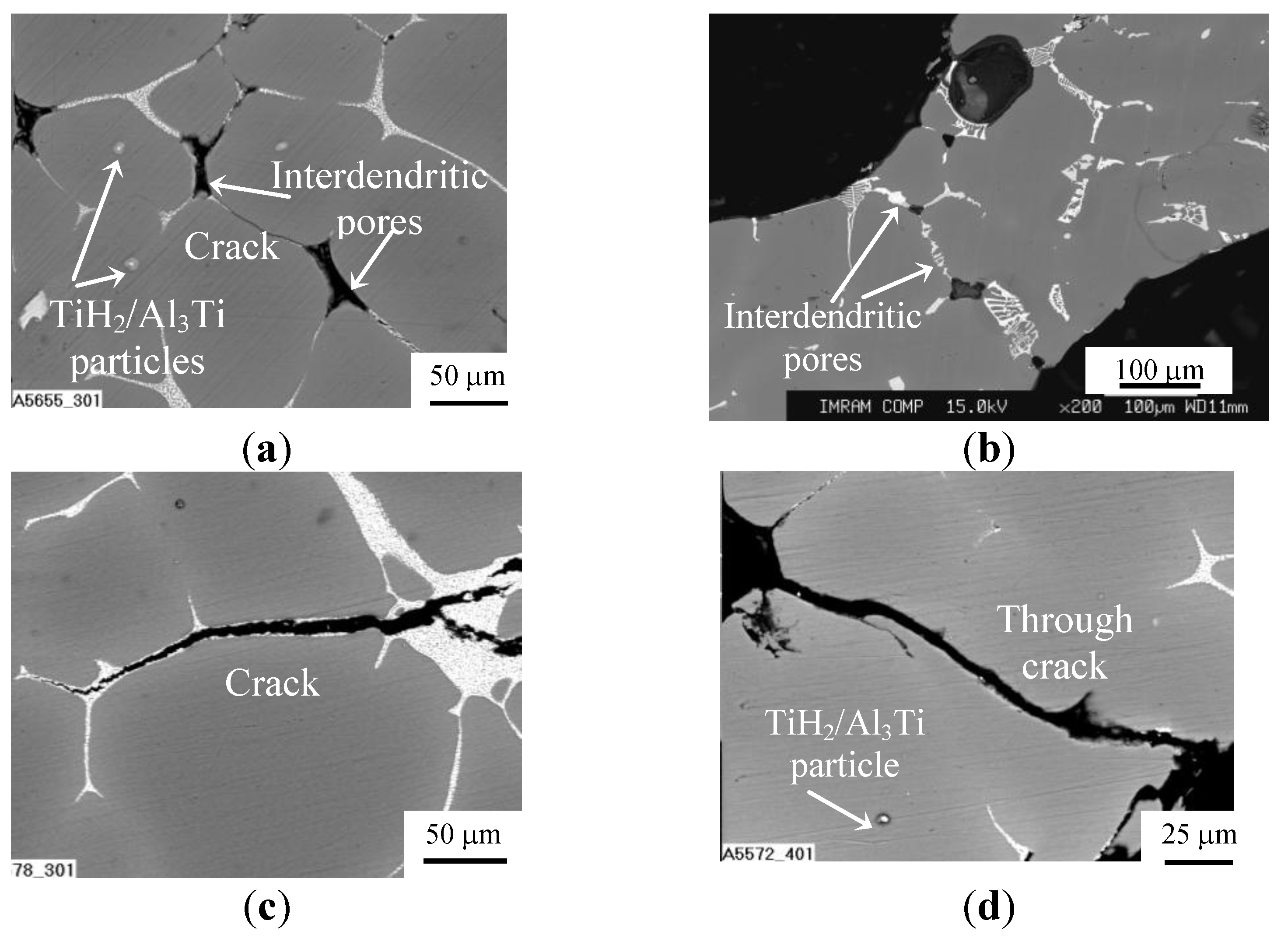
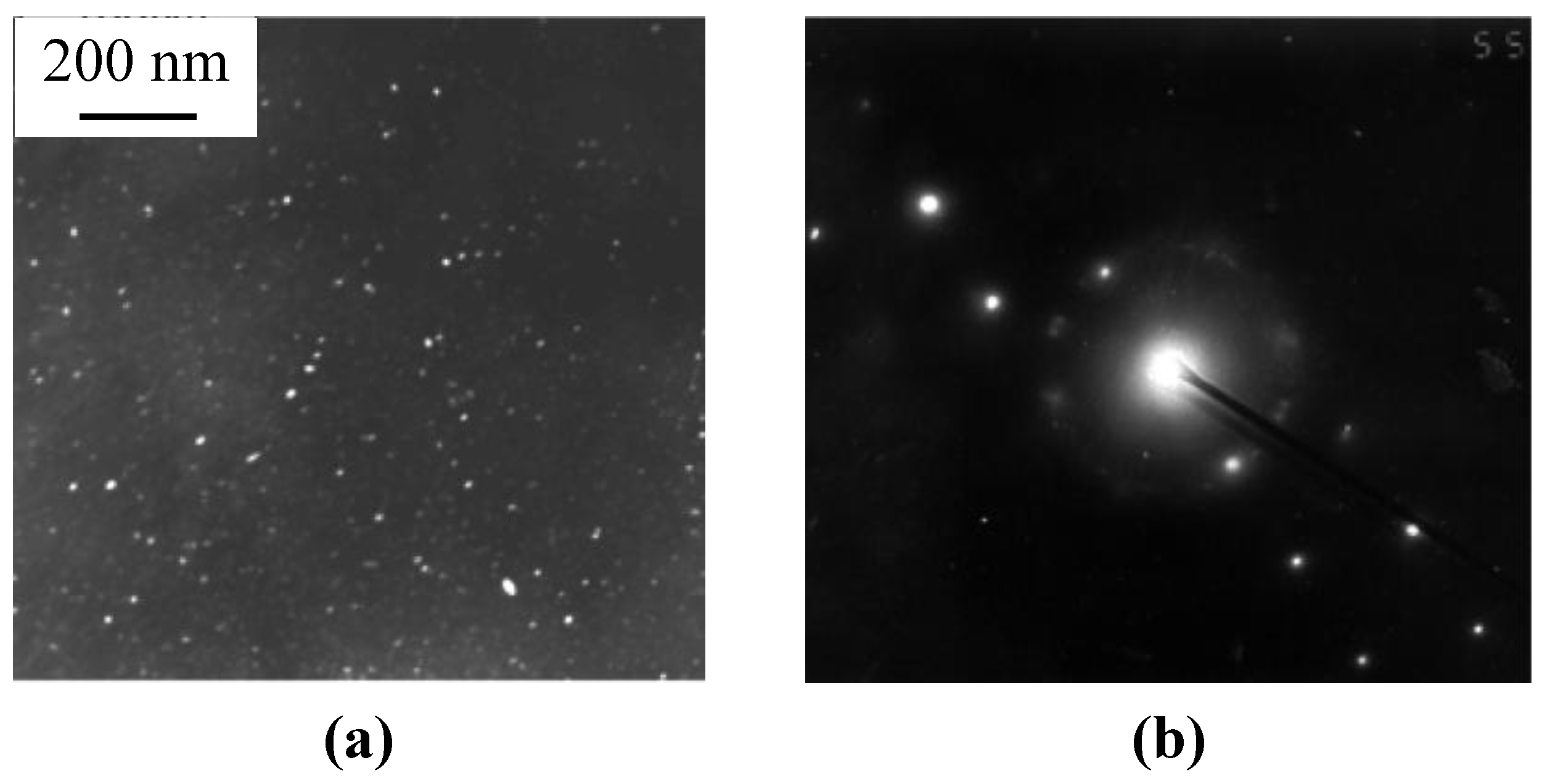
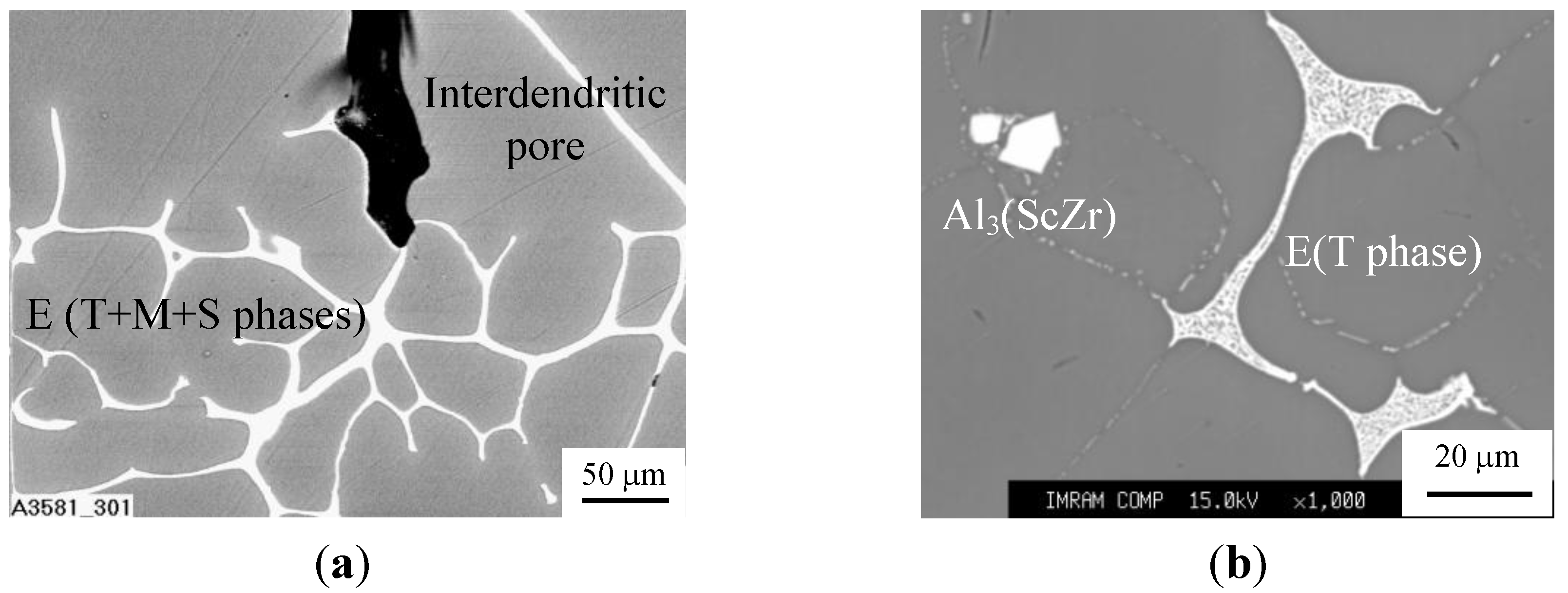
2.1. Material Characterization


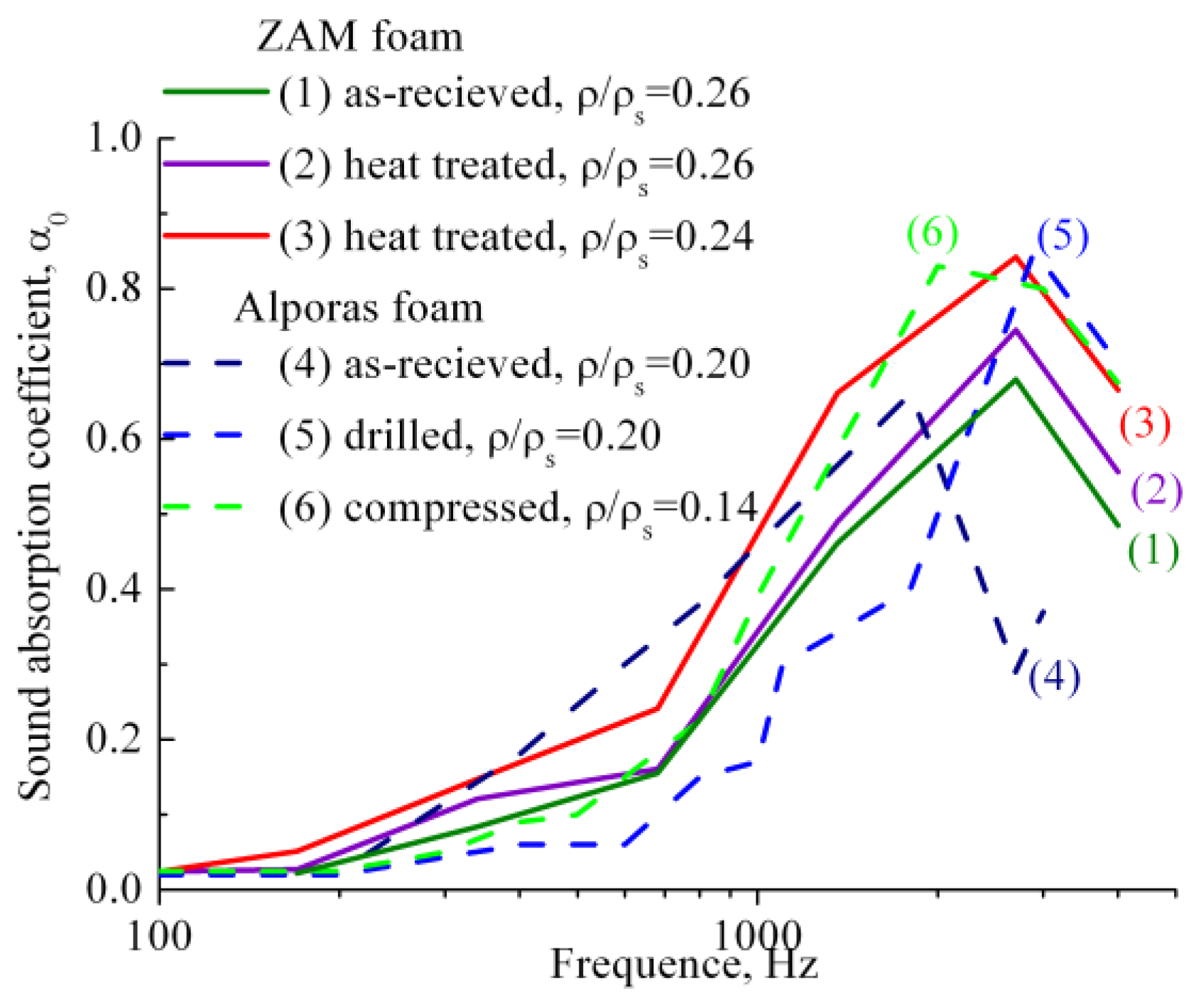
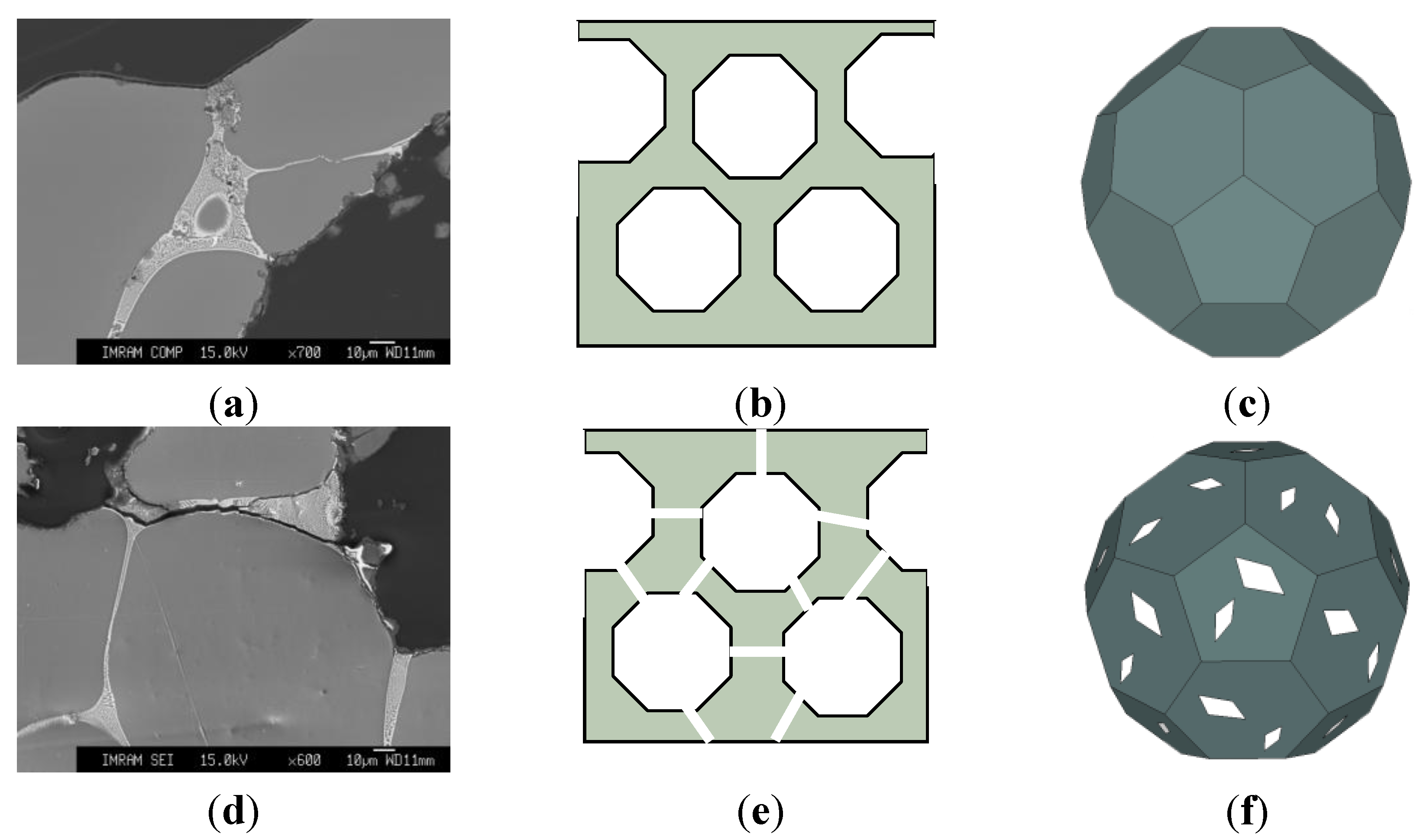
2.2. Correlation of Sound Absorption Ability and Foam Cellular Structure


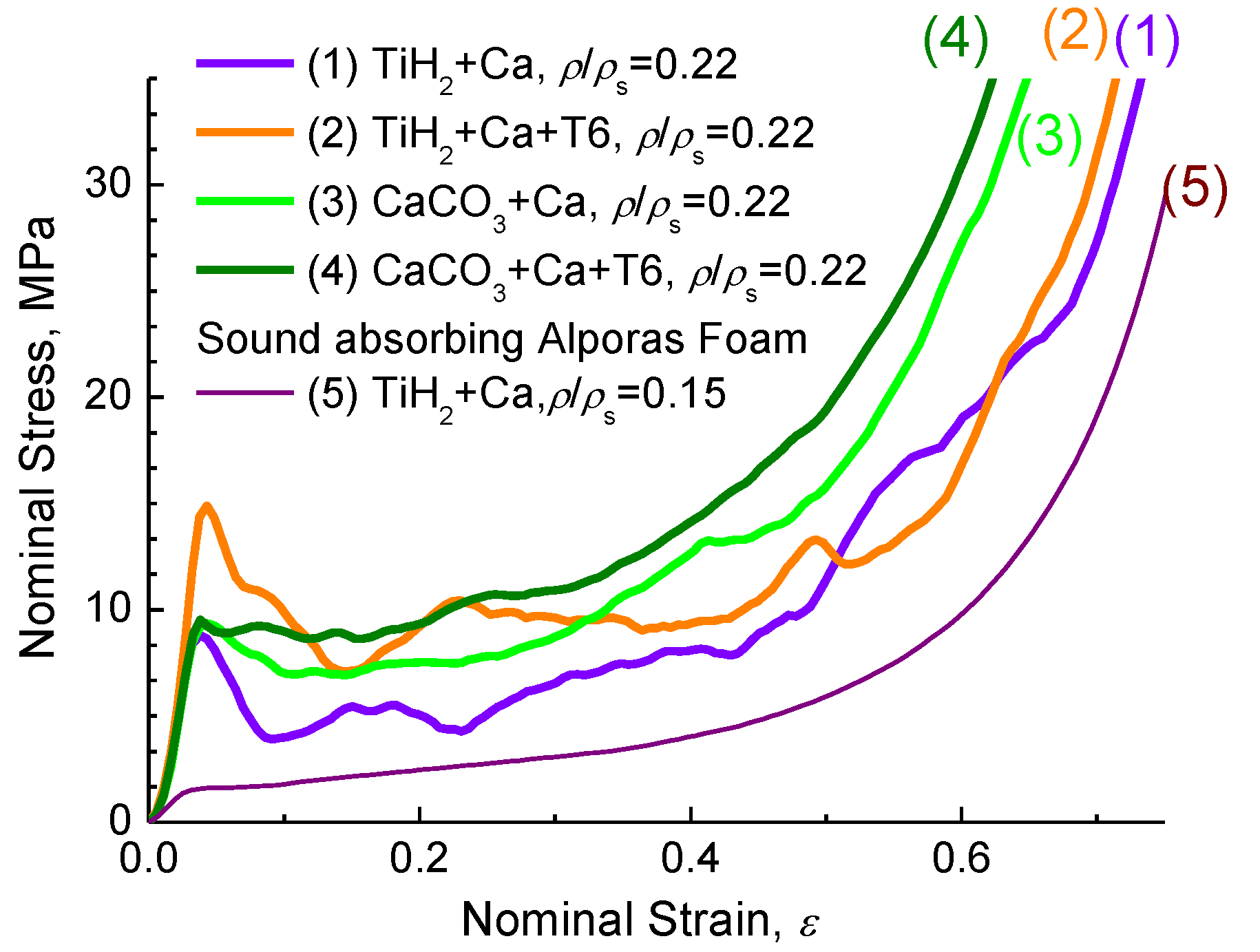
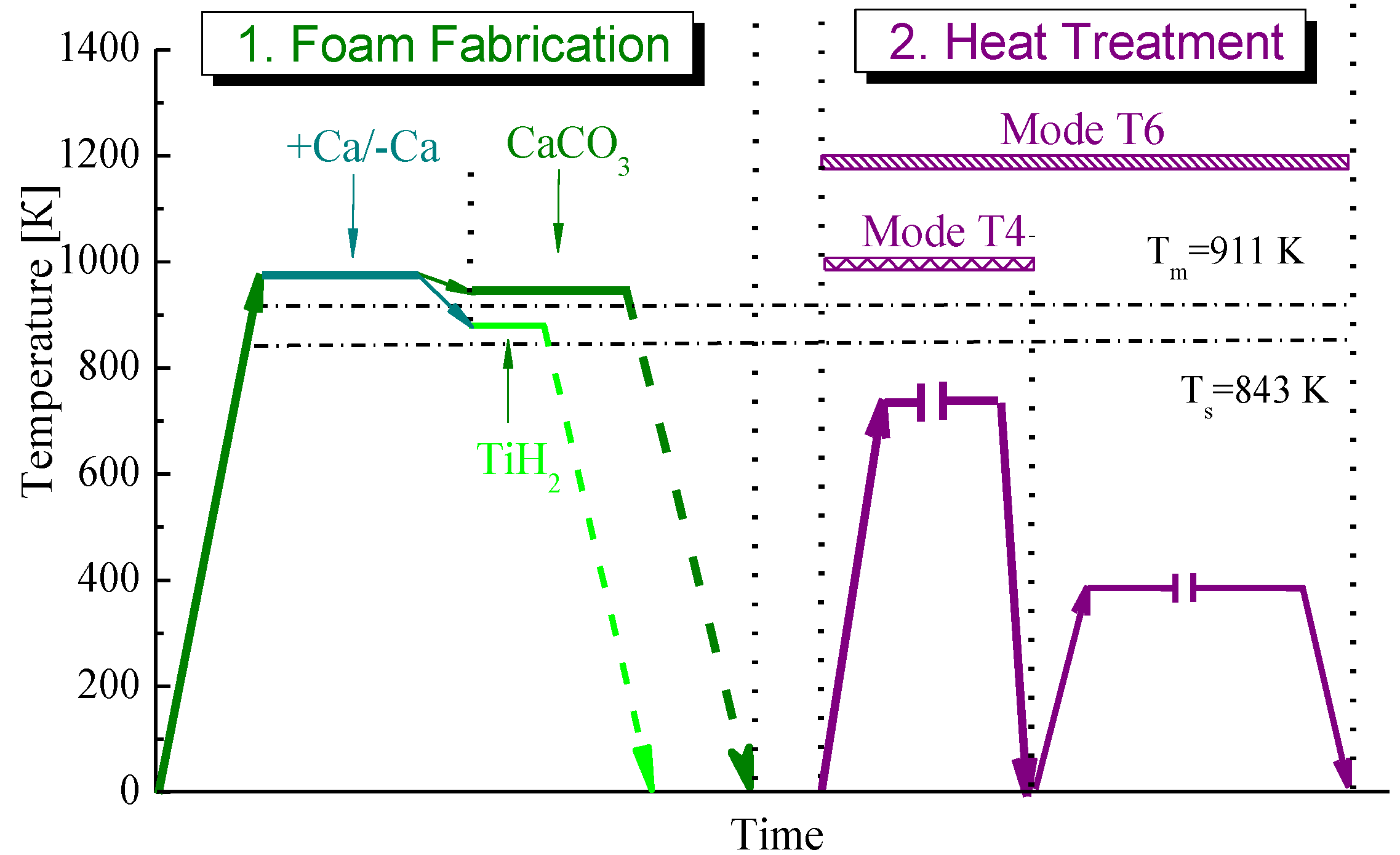
2.3. Effect of Heat Treatment on Compressive Response of Foams

3. Experimental Section
3.1. Material and Processing Procedure

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Element content (wt%) | Temperature (K) | ||||||
|---|---|---|---|---|---|---|---|---|
| Zn | Mg | Cu | Mn | Cr/Sc + Zr | Al | liquidus | solidus | |
| ZAM 1 | 6.0 | 2.3 | 1.7 | 0.11 | 0.18/− | on balance | 911 | 843 |
| ZAM 2 | 5.5 | 3.0 | 0.6 | 0.5 | −/<0.6 | on balance | 911 | 843 |

3.2. Processing Steps of Foam Fabrication

3.3. Structural Characterization and Testing
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Nishiyama, S.; Yamaguchi, Z.; Iketani, K.; Okujima, M. Acoustic and Vibration Engineering; Corona Publishing: Tokyo, Japan, 1979; pp. 14–15. [Google Scholar]
- Lu, T.J.; Hess, A.; Ashby, M.F. Sound absorption in metallic foams. J. Appl. Phys. 1999, 85, 7528–7539. [Google Scholar] [CrossRef]
- Banhart, J. Light-metal foams history of innovation and technological challenges. Adv. Eng. Mater. 2013, 15, 82–111. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.G.; Fleck, N.A.; Gibson, L.J. Metal Foams: A Design Guide; Butterworth-Heinemann Press: Boston, MA, USA, 2000; p. 251. [Google Scholar]
- Byakova, A.; Gnyloskurenko, S.; Sirko, A.; Milman, Y.; Nakamura, T. The role of foaming Agent in structure and mechanical performance of Al based foams. Mater. Trans. 2006, 47, 2131–2136. [Google Scholar] [CrossRef]
- Milman, Y.; Byakova, A.; Sirko, A.; Gnyloskurenko, S.; Nakamura, T. Improvement of structure and deformation behaviour of high-strength Al-Zn-Mg foams. Mater. Sci. Forum 2006, 519–521, 573–578. [Google Scholar]
- Akiyama, S.; Ueno, H.; Imagawa, K.; Kitahara, A.; Nagata, S.; Morimoto, K.; Nishikawa, T.; Itoh, M. Foamed Metal and Method of Producing Same. U.S. Patent 4,713,277, 15 December 1987. [Google Scholar]
- Byakova, A.V.; Sirko, A.I.; Mykhalenkov, K.V.; Milman, Y.; Gnyloskurenko, S.V.; Nakamura, T. Improvements in stabilisation and cellular structure of Al based foams with novel carbonate foaming agent. High Temp. Mater. Process. 2007, 26, 239–245. [Google Scholar]
- Kim, Y.; Hur, B.Y.; Kwon, K.C. Cellular Metals: Manufacture, Properties, Applications; Banhart, J., Fleck, N., Mortensen, A., Eds.; MIT-Verlag: Berlin, Germany, 2003; pp. 469–474. [Google Scholar]
- Kimura, S. Architectural Sound and Anti-noise Plan; Shokokusha Publishing: Tokyo, Japan, 1977; pp. 142–144. [Google Scholar]
© 2014 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Byakova, A.; Gnyloskurenko, S.; Bezimyanniy, Y.; Nakamura, T. Closed-Cell Aluminum Foam of Improved Sound Absorption Ability: Manufacture and Properties. Metals 2014, 4, 445-454. https://doi.org/10.3390/met4030445
Byakova A, Gnyloskurenko S, Bezimyanniy Y, Nakamura T. Closed-Cell Aluminum Foam of Improved Sound Absorption Ability: Manufacture and Properties. Metals. 2014; 4(3):445-454. https://doi.org/10.3390/met4030445
Chicago/Turabian StyleByakova, Alexandra, Svyatoslav Gnyloskurenko, Yuriy Bezimyanniy, and Takashi Nakamura. 2014. "Closed-Cell Aluminum Foam of Improved Sound Absorption Ability: Manufacture and Properties" Metals 4, no. 3: 445-454. https://doi.org/10.3390/met4030445
APA StyleByakova, A., Gnyloskurenko, S., Bezimyanniy, Y., & Nakamura, T. (2014). Closed-Cell Aluminum Foam of Improved Sound Absorption Ability: Manufacture and Properties. Metals, 4(3), 445-454. https://doi.org/10.3390/met4030445