
TIG Dressing Effects on Weld Pores and Pore Cracking of Titanium Weldments


Abstract
:1. Introduction
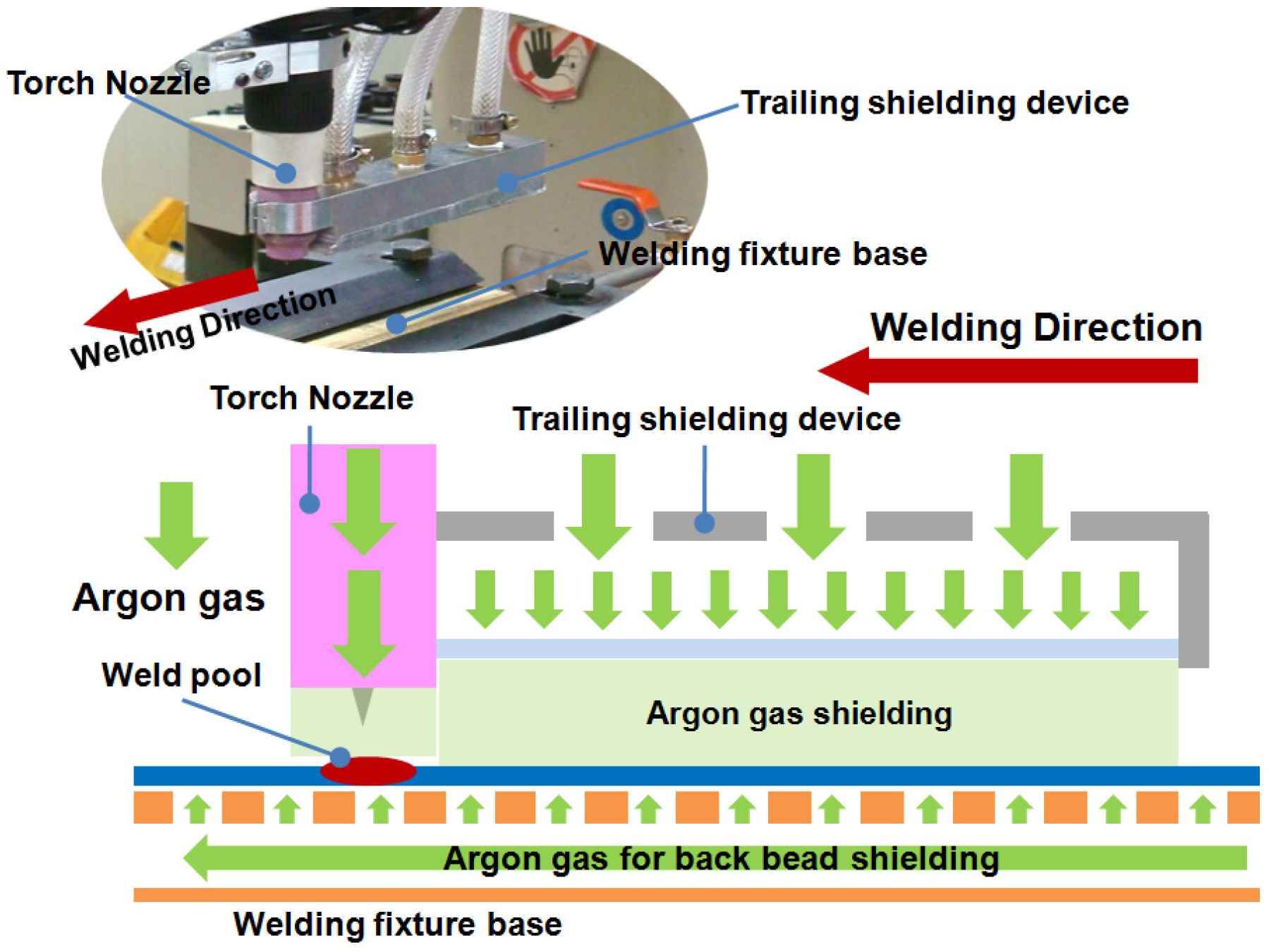
2. Materials and Methods
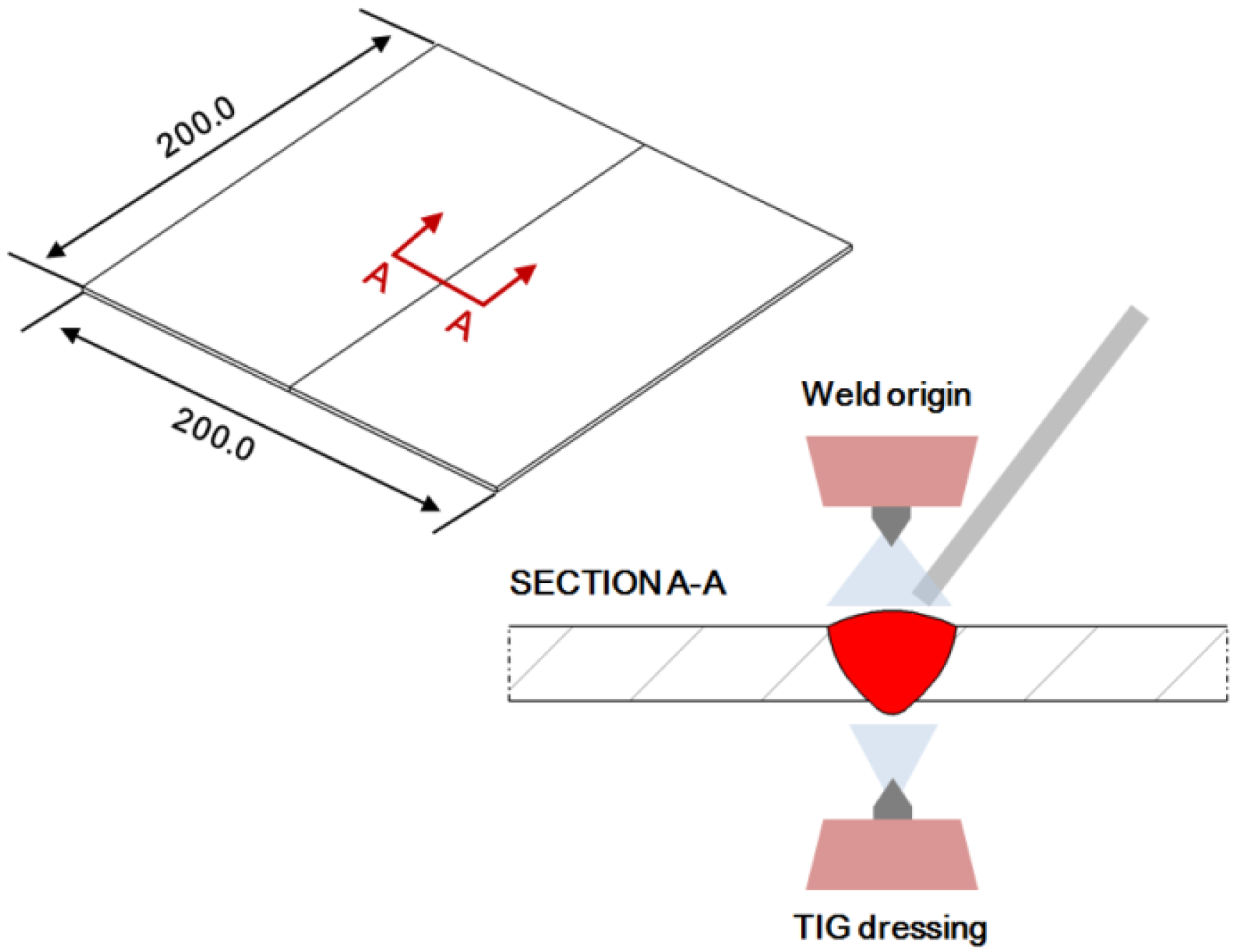
2.1. The Effect of TIG Dressing
2.2. Pore Craking Problems
3. Results
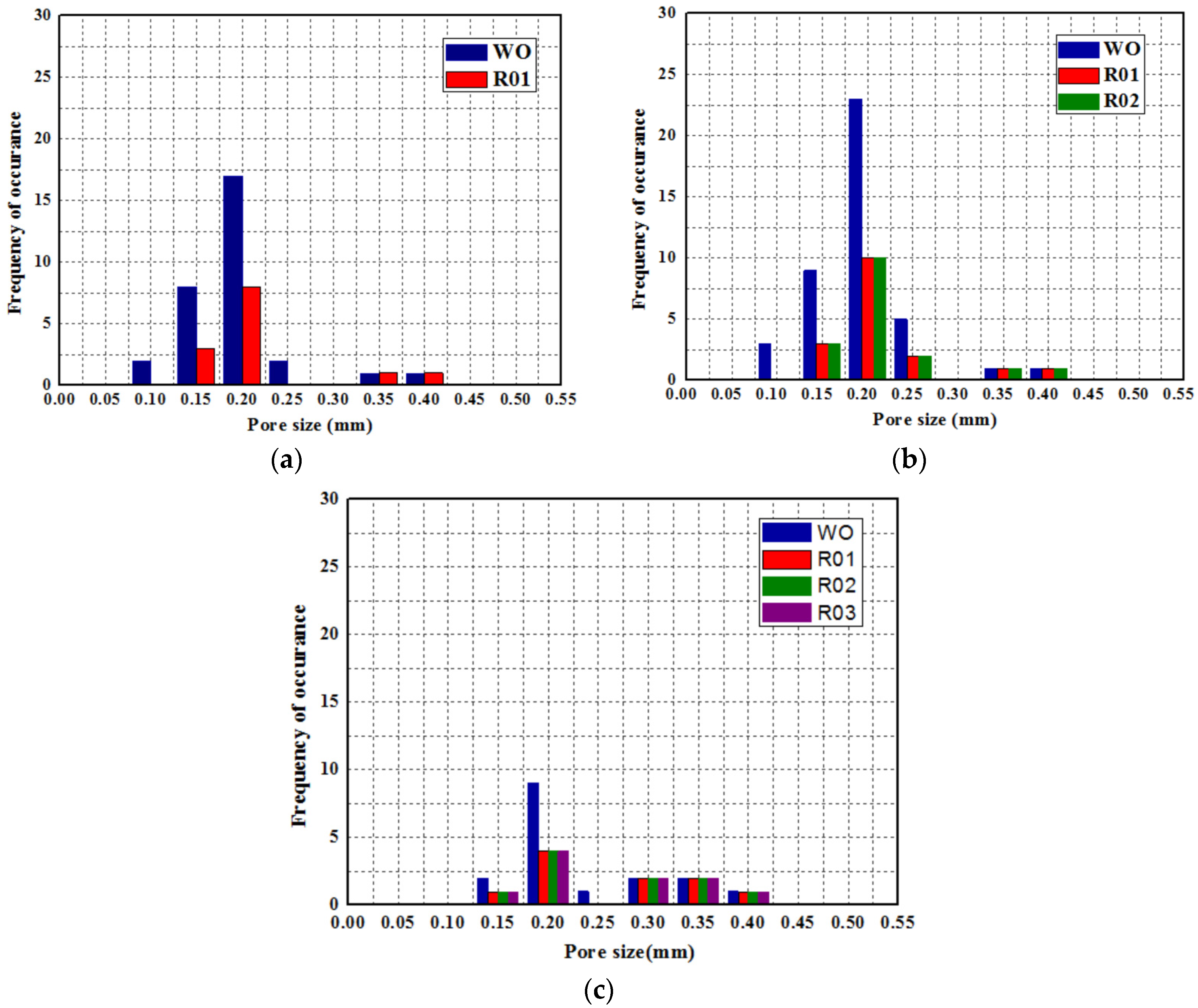
3.1. Weld Porosity Redistribution Due to the TIG Dressing
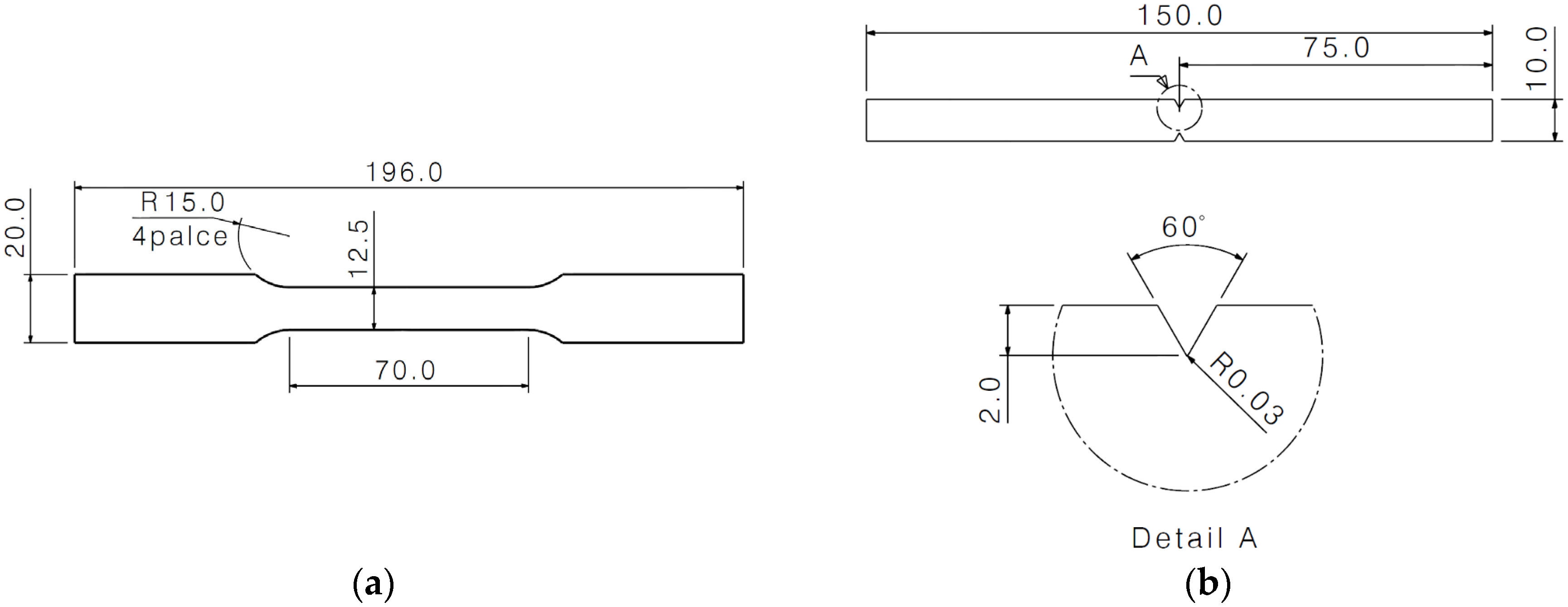
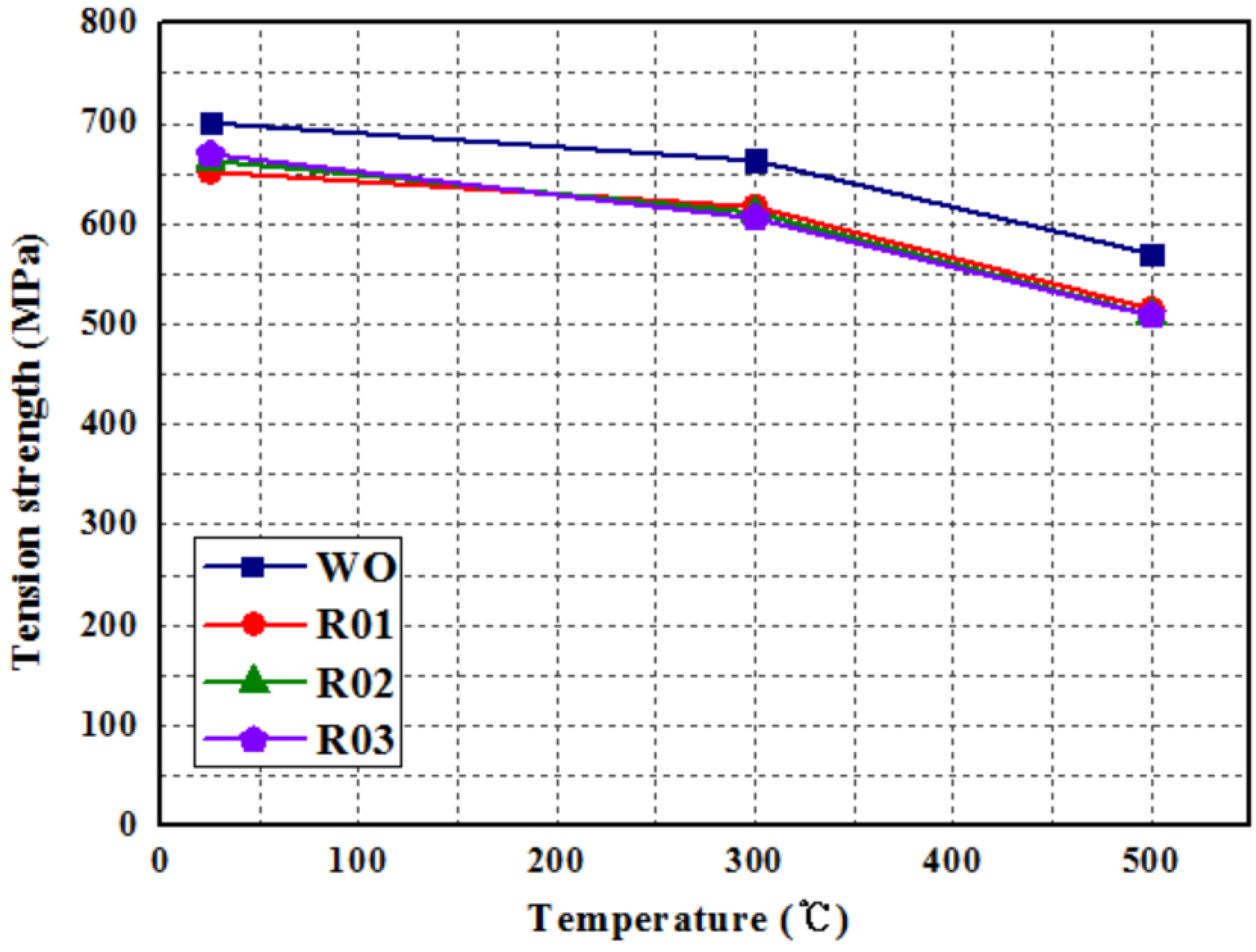
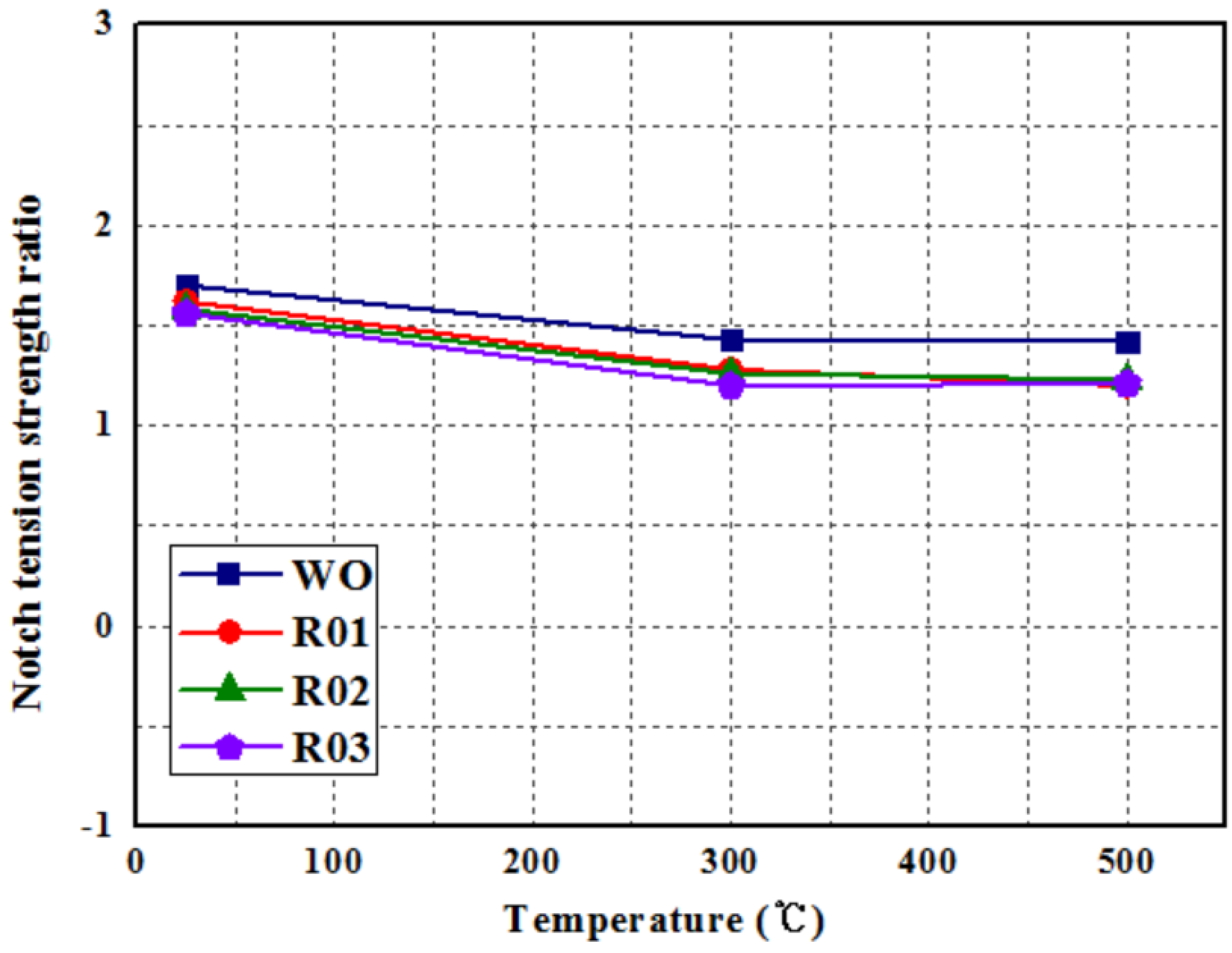
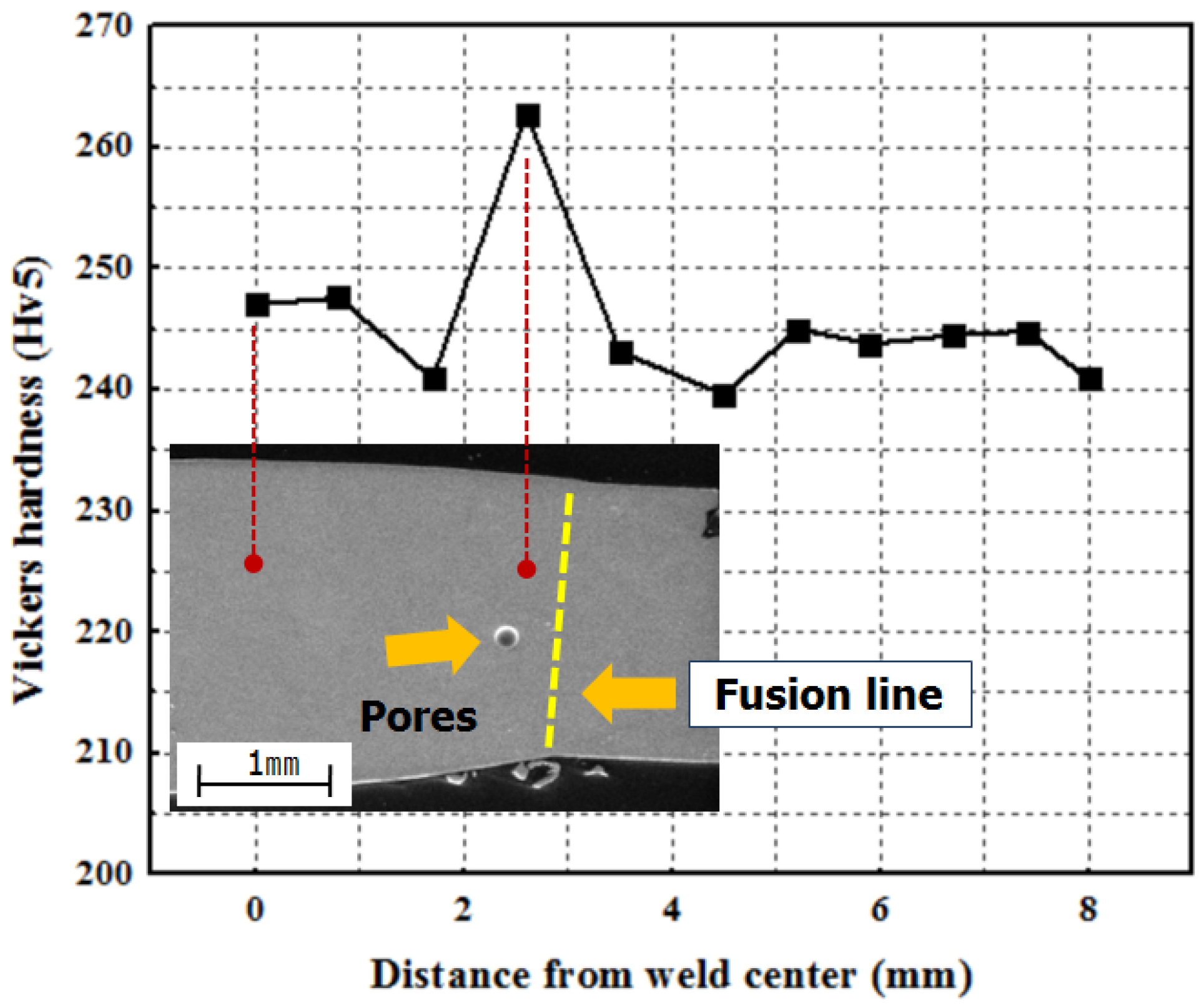
3.2. Effect of the TIG Dressing on Mechanical Properties of the Weldment
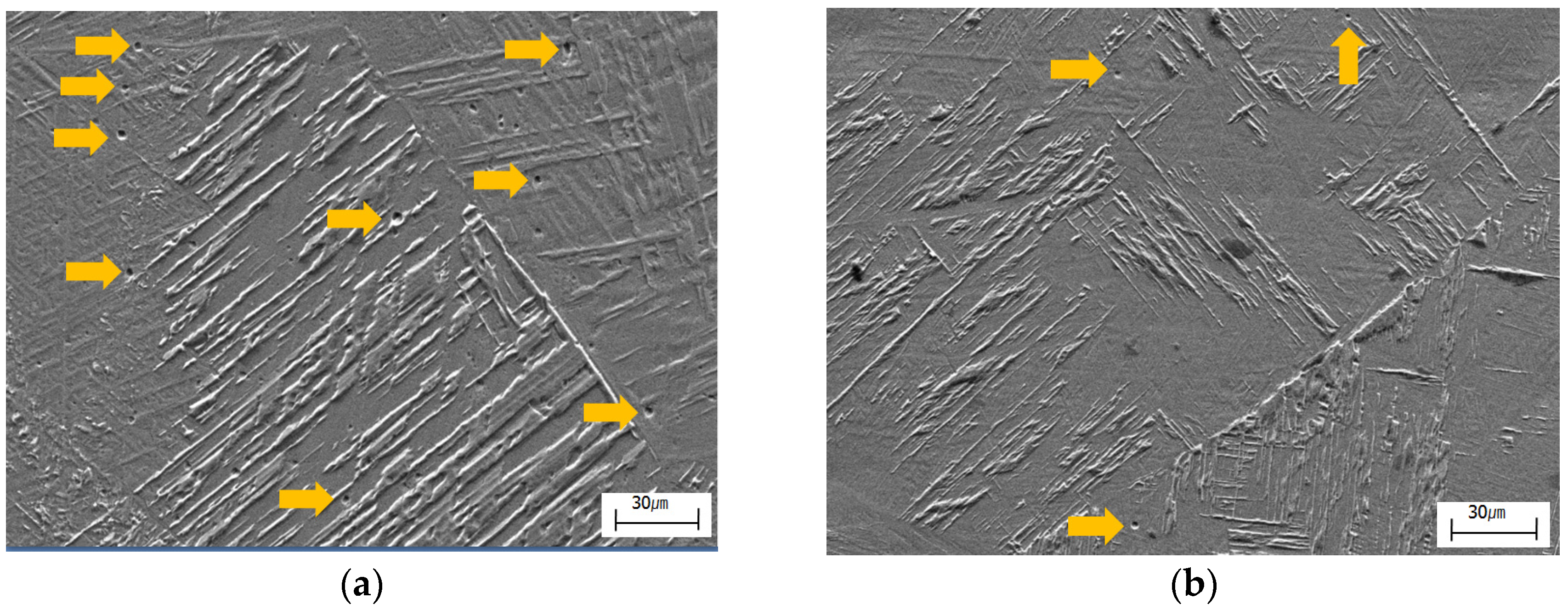
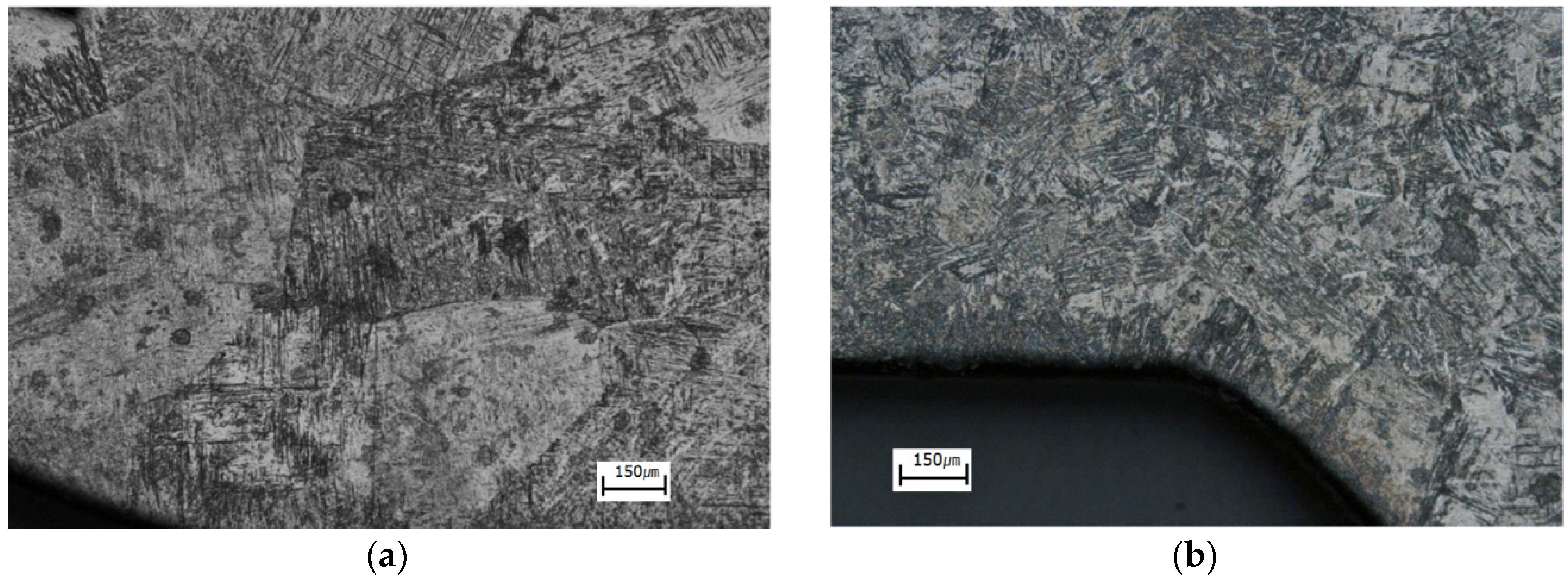
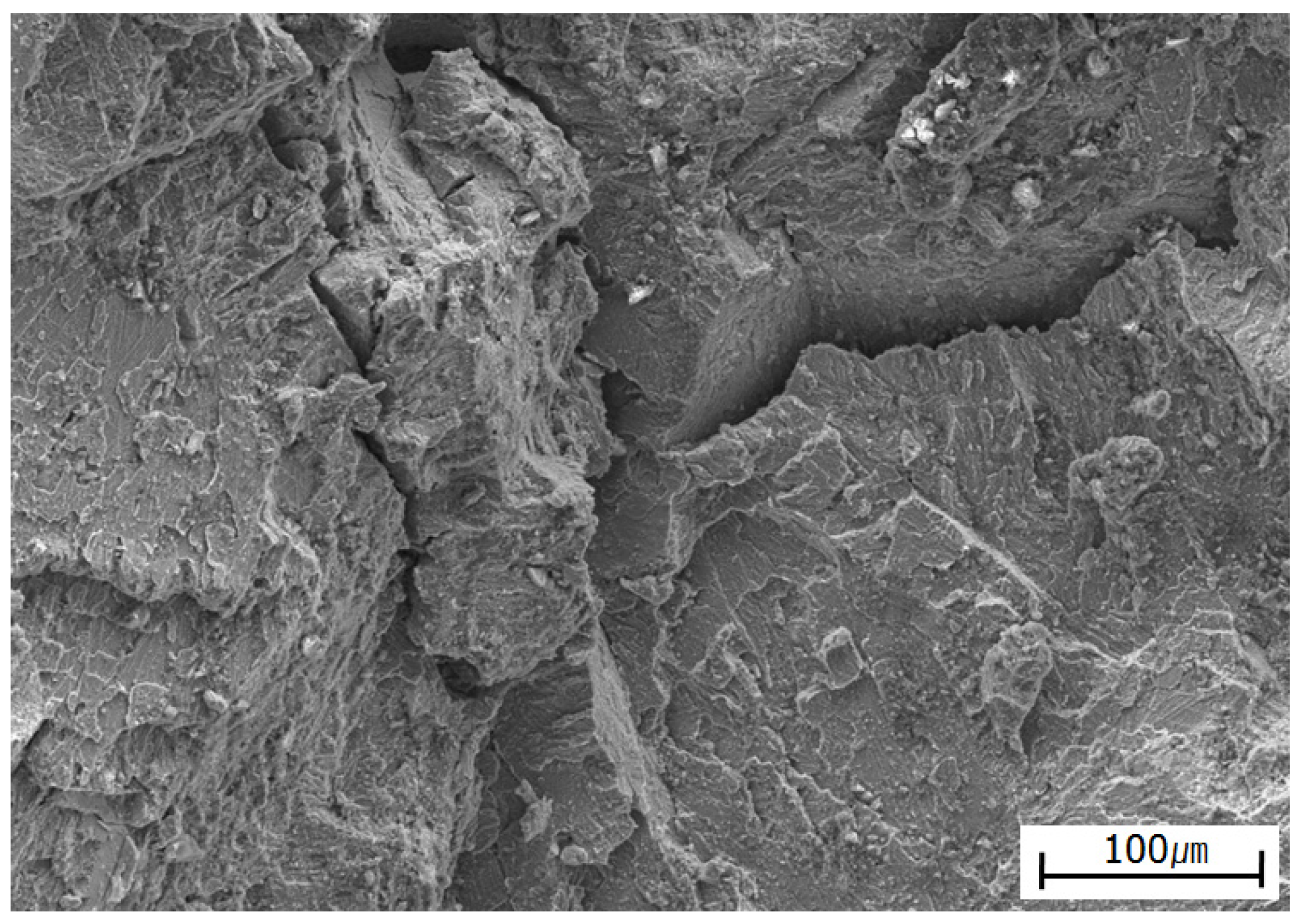
3.3. Observation of the Microstructure of the Cracked Specimen
4. Discussion
4.1. The TIG Dressing Reheating Effects on Weld Pore Redistribution
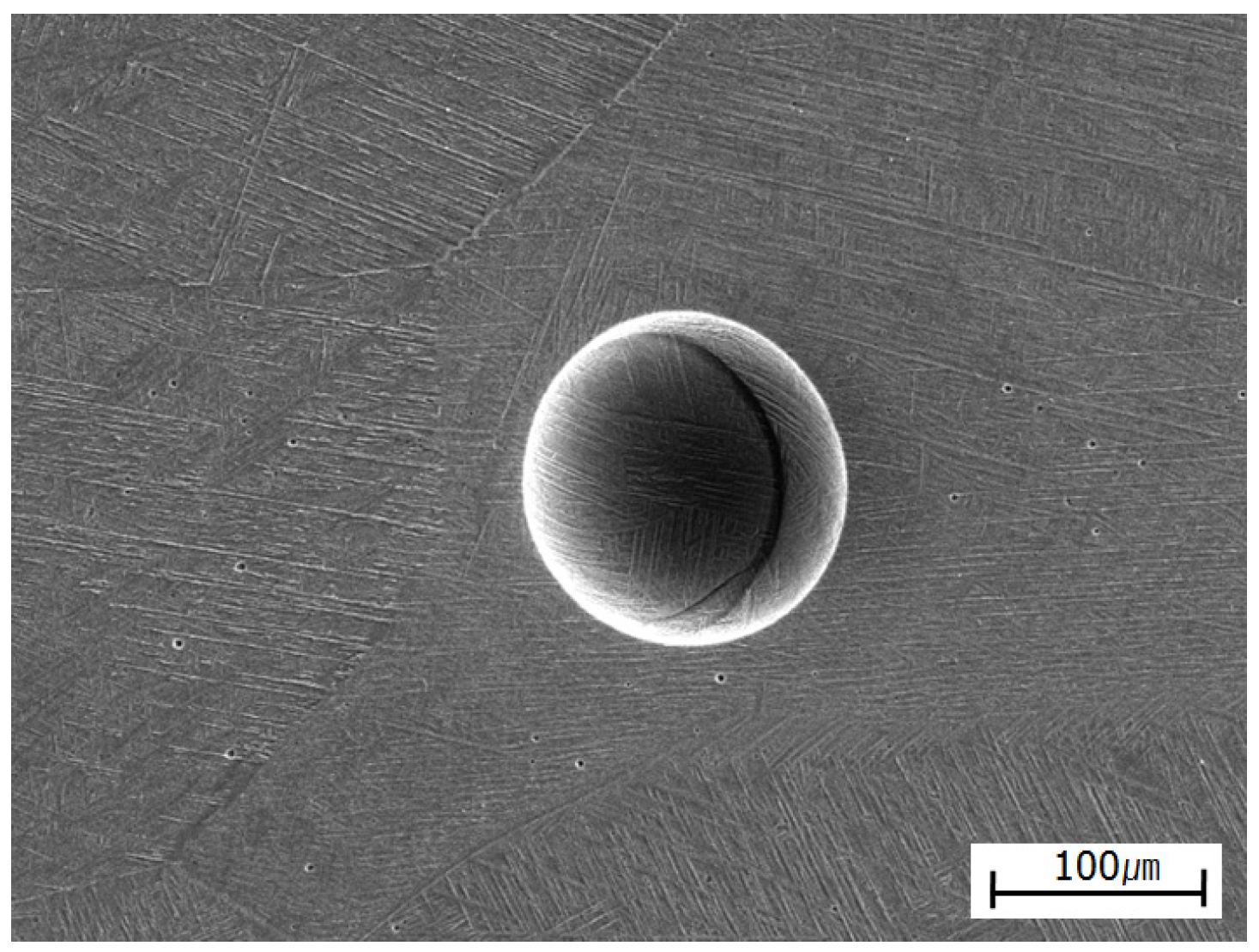
4.2. Porosity Nucleation and Crack Mechanism
5. Conclusions
- Weld pores less than 300 μm in size were redistributed or removed via TIG dressing remelting.
- Regardless of the tensile test temperature, the NSR rate recorded was greater than 1.0. There was a loss of 7% in the ambient- and high-temperature tensile strength of the weldments after one, two, and three TIG dressing applications, compared with the original weldment.
- Examination of weldments in which cracking occurred showed that weld porosity was generated along the crack propagation path, that cracks were propagated through intragranular fracture, and that branch cracks were created.
- With respect to the pore cracking mechanism, it is suggested that local features (pores forming in local brittle zones) and geometric features (stress concentration) of the pore have significant effects on crack initiation and propagation under loading conditions.
Author Contributions
Conflicts of Interest
References
- Christoph, L.; Manfred, P. Titanium and Titanium Alloys-Fundamentals and Application, 1st ed.; Wiley-VCH: Weinheim, Germany, 2003. [Google Scholar]
- Lutjering, G.; Williams, J.C. Titanium, 1st ed.; Springer: New York, NY, USA, 2007. [Google Scholar]
- Donachie, M.J. Titanium and Titanium Alloys, 1st ed.; American Society for Matals: Material Park, OH, USA, 1982. [Google Scholar]
- Williams, J.C.; Edgar, A.; Starke, J. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Huang, J.L.; Warnken, N.; Gebelin, J.C.; Stangwood, M.; Reed, R.C. On the mechanism of porosity formation during welding of titanium. Acta Mater. 2012, 60, 3215–3225. [Google Scholar] [CrossRef]
- Boyer, R.R. Use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Gouret, N.; Dour, G.; Miguet, B.; Oliver, E.; Fortunier, R. Assessment of the origin of porosity in electron-beam-welded TA6V plates. Metall. Mater. Trans. A 2004, 35, 879–889. [Google Scholar] [CrossRef]
- Lee, P.D.; Hunt, J.D. Hydrogen porosity in directional solidified aluminium-copper alloys: In situ observation. Acta Mater. 1997, 45, 4155–4169. [Google Scholar] [CrossRef]
- Atwood, R.C.; Sridhar, S.; Zhang, W.; Lee, P.D. Diffusion-controlled growth of hydrogen pores in aluminium-sillcon casting: In situ obervation and modelling. Acta Mater. 2000, 48, 405–417. [Google Scholar] [CrossRef]
- Kornilov, I.I.; Baikow, A.A. Effect of oxygen on titnaium and its alloys. Inst. Metall. 1973, 10, 2–6. [Google Scholar]
- Matyushkin, B.A.; Gorshkov, A.I.; Murav’ev, V.I. Special features of formation and development of cracks and pores in the metal of welds of titanium alloys after the welding. Svarochn. Proizv. 1975, 8, 9–11. [Google Scholar]
- Smith, L.S.; Gittos, M.F. Hydride Cracking in Titanium and Its Alloys; TWI Reasrch Report 658/1998; TWI: Cambridge, UK, 1998. [Google Scholar]
- Bettles, C.J.; Tomus, D.D.; Gibson, M.A. The role of microsturcture in the mechanical behavior of Ti-1.6 wt % Fe alloys contaning O and N. Mater. Sci. Eng. A 2011, 528, 4899–4909. [Google Scholar] [CrossRef]
- Fuji, A.; Horiuchi, Y.; Yamamoto, K. Friction welidng of pure titanium and pure nickel. Sci. Tech. Weld. Join. 2005, 10, 287–294. [Google Scholar] [CrossRef]
- Atwood, R.C.; Lee, P.D. Simulation of the three-dimessional morphology of solidification porosity in an aluminium-silicon alloy. Acta Mater. 2003, 51, 5447–5466. [Google Scholar] [CrossRef]
- Khaled, T. An inverstigation of pore cracking in titanium welds. J. Mater. Eng. Perform. 1992, 3, 419–434. [Google Scholar] [CrossRef]
- Wu, H.; Feng, J.; He, J. Microstructure evolution and fracture behaviour for electron beam welding of Ti-6Al-4V. Bull. Mater. Sci. 2004, 27, 387–392. [Google Scholar] [CrossRef]
- Liu, J.; Dahmen, M.; Ventzke, V.; Kashaev, N.; Poprawe, R. The effect of heat treatment on crack control and grain refinement in laser beam welded β-solidifying TiAl-based alloy. Intermetallics 2013, 40, 65–70. [Google Scholar] [CrossRef]
- Kim, Y.W.; Kim, S.L. Effects of microstructure and C and Si additions on elevated temperature creep and fatigue of gamma TiAl alloys. Intermetallics 2014, 53, 92–101. [Google Scholar] [CrossRef]
- Haagensen, P.J.; Maddox, S.J. IIW Recommendations on Post Weld Improvement of Steel and Aluminum Structures; The International Institute of Welding: Roissy, France, 2008; XIII-2200r1-07. [Google Scholar]
- Kado, S. Influence of the Conditions in TIG Dressing on the Fatigue Strength in Welded High Tensile Strength Steels. The International Institute of Welding: Roissy, France, 1975; XIII-771-75. [Google Scholar]
- Redchits, V. Scientific fundamentals and measures used to prevent the formation of pores in fusion welded titanium and its alloys. Weld. Int. 1997, 11, 722–728. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; John Wiley and Sons: New York, NY, USA, 2001. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Identification | C | Fe | Al | V | N | O | H | Ti |
|---|---|---|---|---|---|---|---|---|
| Base metal | 0.03 | 0.25 | 3.02 | 2.49 | 0.02 | 0.12 | 0.005 | Bal. |
| Filler metal | 0.02 | 0.01 | 2.98 | 2.48 | 0.01 | 0.10 | 0.001 | Bal. |
| Identification | Ampere | Voltage | Welding Speed | Welding Feeding Speed | Remark | |
|---|---|---|---|---|---|---|
| (A) | (V) | (cm/min) | (cm/min) | |||
| Specimen A | WO | 58 | 9.2 | 25 | 34 | Original weldment |
| R01 | 68 | 9.8 | 25 | - | 1st TIG dressing | |
| Specimen B | WO | 58 | 9.2 | 25 | 34 | Original weldment |
| R01 | 68 | 9.8 | 25 | - | 1st TIG dressing | |
| R02 | 68 | 9.8 | 25 | - | 2nd TIG dressing | |
| Specimen C | WO | 58 | 9.2 | 25 | 34 | Original weldment |
| R01 | 68 | 9.8 | 25 | - | 1st TIG dressing | |
| R02 | 68 | 9.8 | 25 | - | 2nd TIG dressing | |
| R03 | 68 | 9.8 | 25 | - | 3rd TIG dressing | |
| Ampere | Voltage | Welding Speed | Remark |
|---|---|---|---|
| (A) | (V) | (cm/min) | |
| 75.0 | 10.5 | 25 |
| Identification | d ≤ 150 μm | 150 μm< d ≤ 250 μm | 250 μm< d ≤ 500 μm | |
|---|---|---|---|---|
| Specimen A | WO | 10 | 19 | 2 |
| R01 | 3 | 8 | 2 | |
| Specimen B | WO | 12 | 28 | 2 |
| R01 | 3 | 12 | 2 | |
| R02 | 3 | 12 | 2 | |
| Specimen C | WO | 2 | 10 | 5 |
| R01 | 1 | 4 | 5 | |
| R02 | 1 | 4 | 5 | |
| R03 | 1 | 4 | 5 | |
| Identification | Weight (%) |
|---|---|
| C | 7.33 |
| O | 10.77 |
| Al | 9.56 |
| Ti | 70.26 |
| V | 2.08 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yi, H.-J.; Lee, Y.-J.; Lee, K.-O. TIG Dressing Effects on Weld Pores and Pore Cracking of Titanium Weldments. Metals 2016, 6, 243. https://doi.org/10.3390/met6100243
Yi H-J, Lee Y-J, Lee K-O. TIG Dressing Effects on Weld Pores and Pore Cracking of Titanium Weldments. Metals. 2016; 6(10):243. https://doi.org/10.3390/met6100243
Chicago/Turabian StyleYi, Hui-Jun, Yong-Jun Lee, and Kwang-O Lee. 2016. "TIG Dressing Effects on Weld Pores and Pore Cracking of Titanium Weldments" Metals 6, no. 10: 243. https://doi.org/10.3390/met6100243
APA StyleYi, H.-J., Lee, Y.-J., & Lee, K.-O. (2016). TIG Dressing Effects on Weld Pores and Pore Cracking of Titanium Weldments. Metals, 6(10), 243. https://doi.org/10.3390/met6100243