Investigating the Wear Behavior of Fe-Based Amorphous Coatings under Nanoscratch Tests


Abstract
:1. Introduction
2. Experimental Details
2.1. Fabrication of Amorphous Coatings
2.2. Experiments
3. Results and Discussion
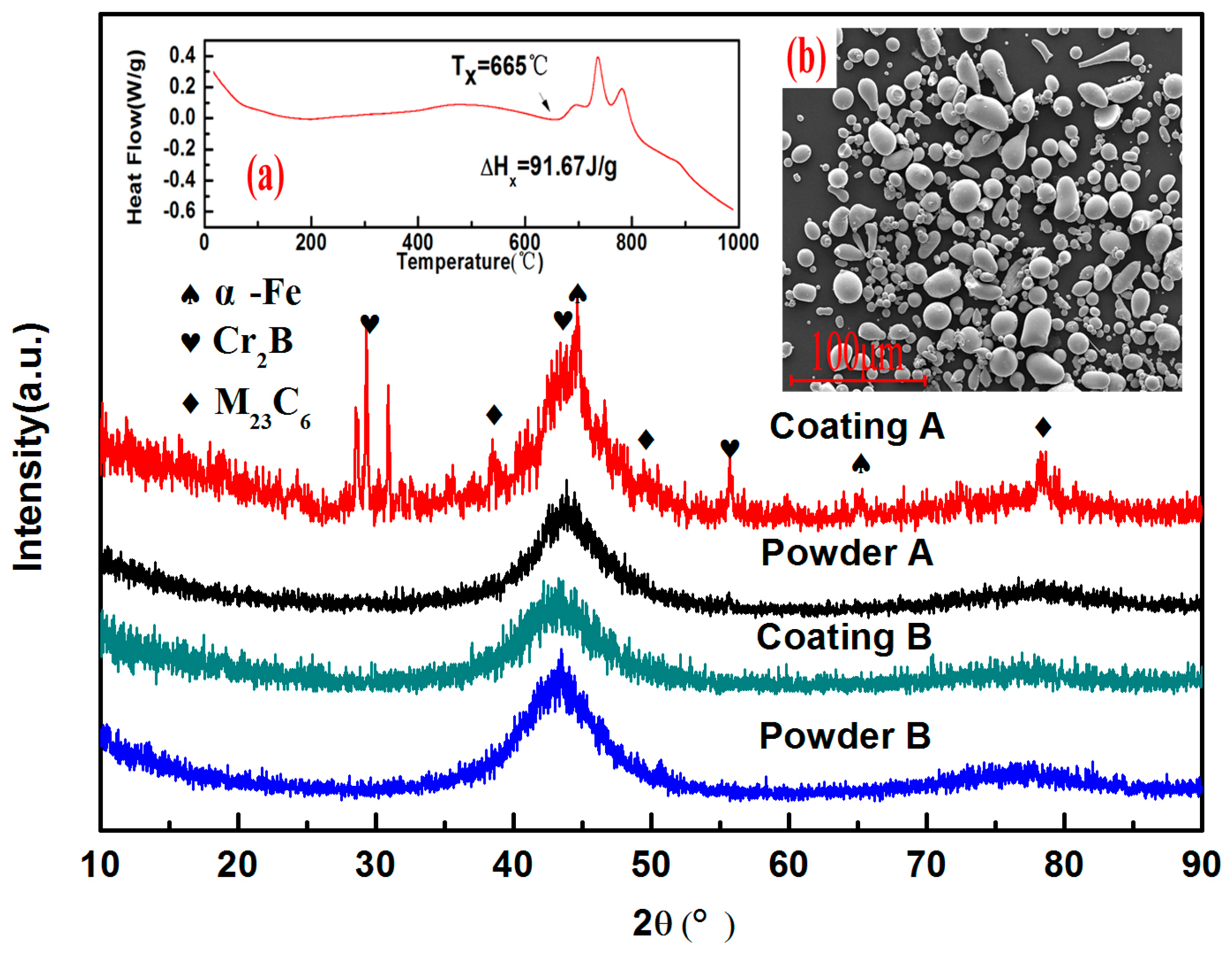
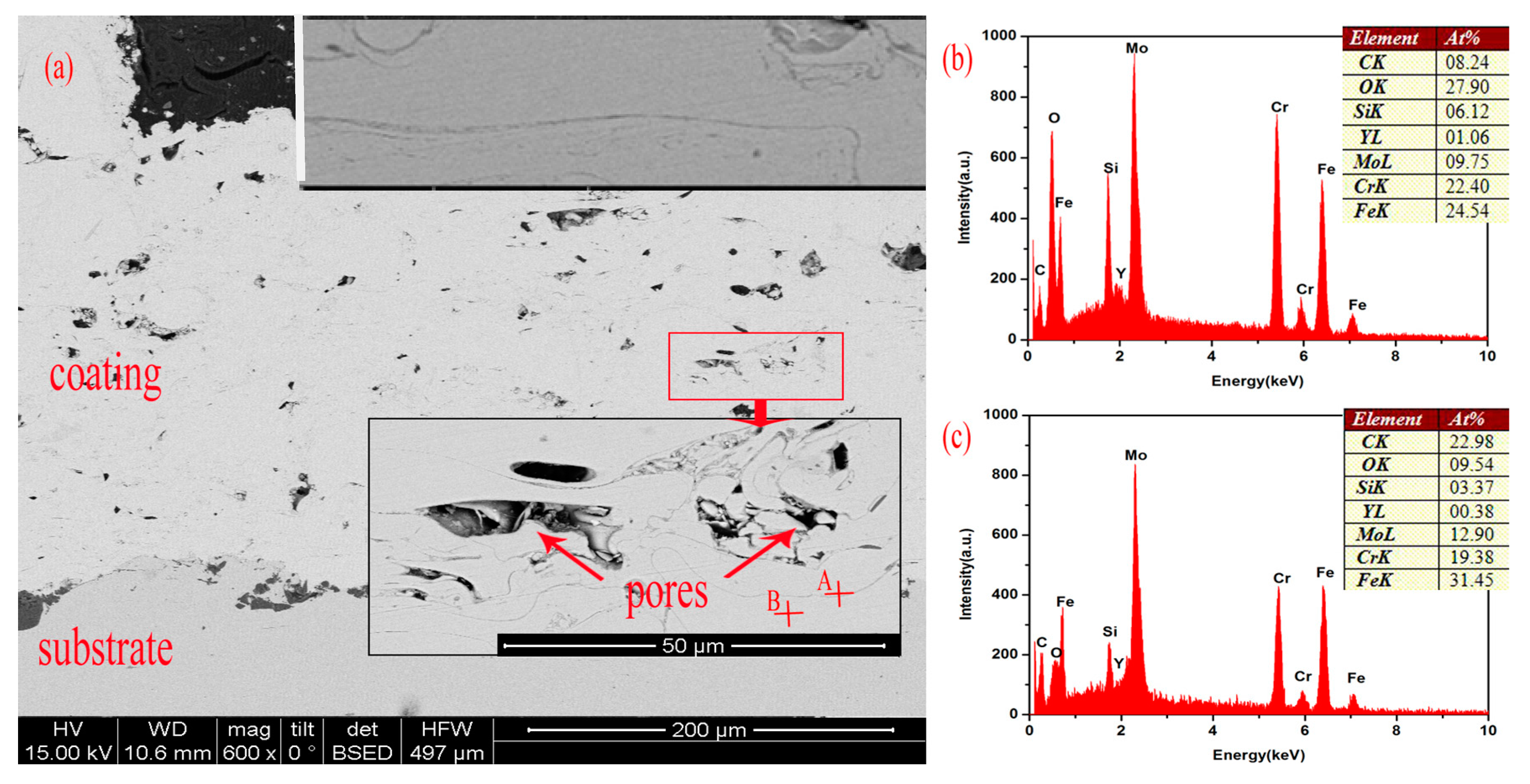
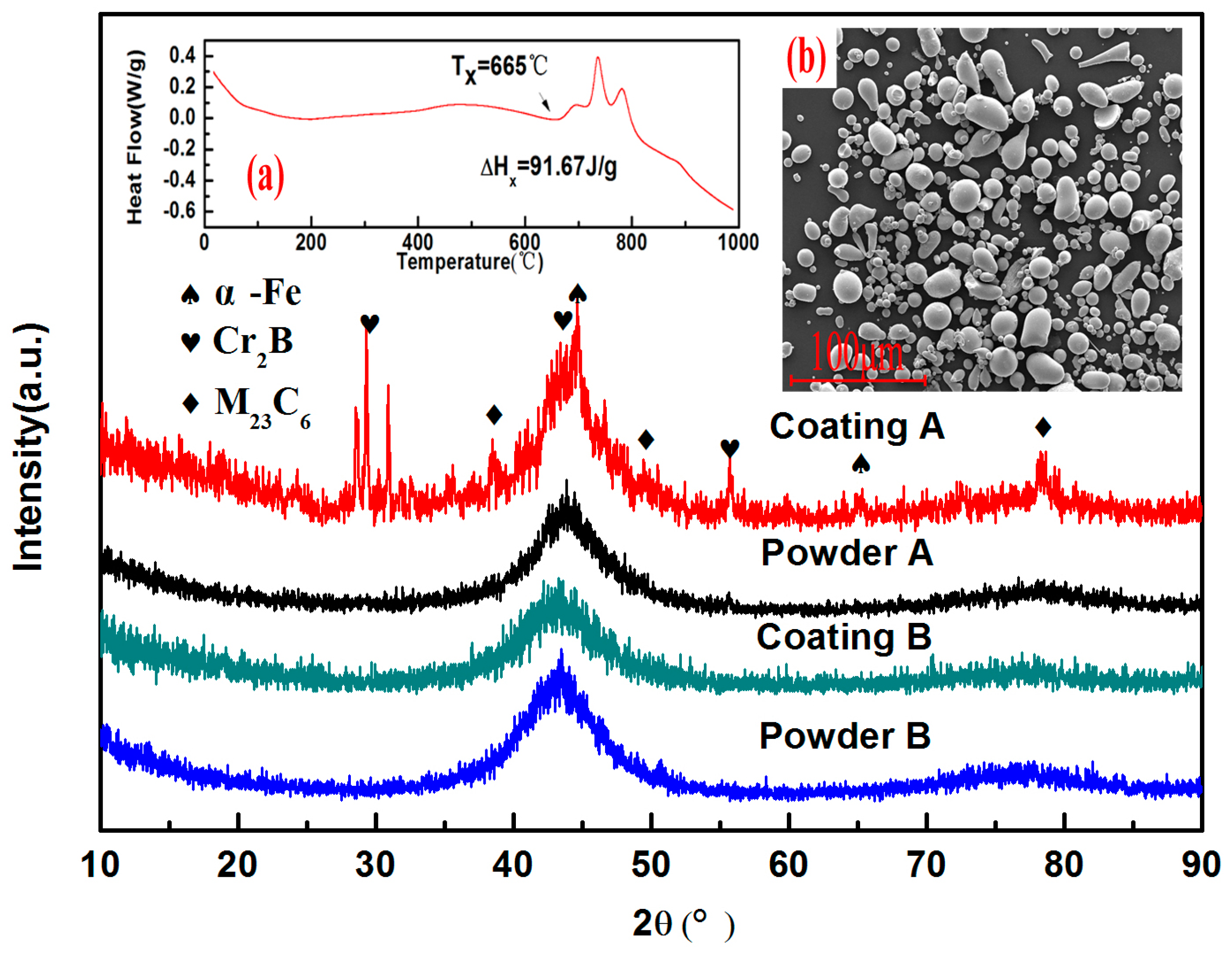
3.1. Structure of the Coatings
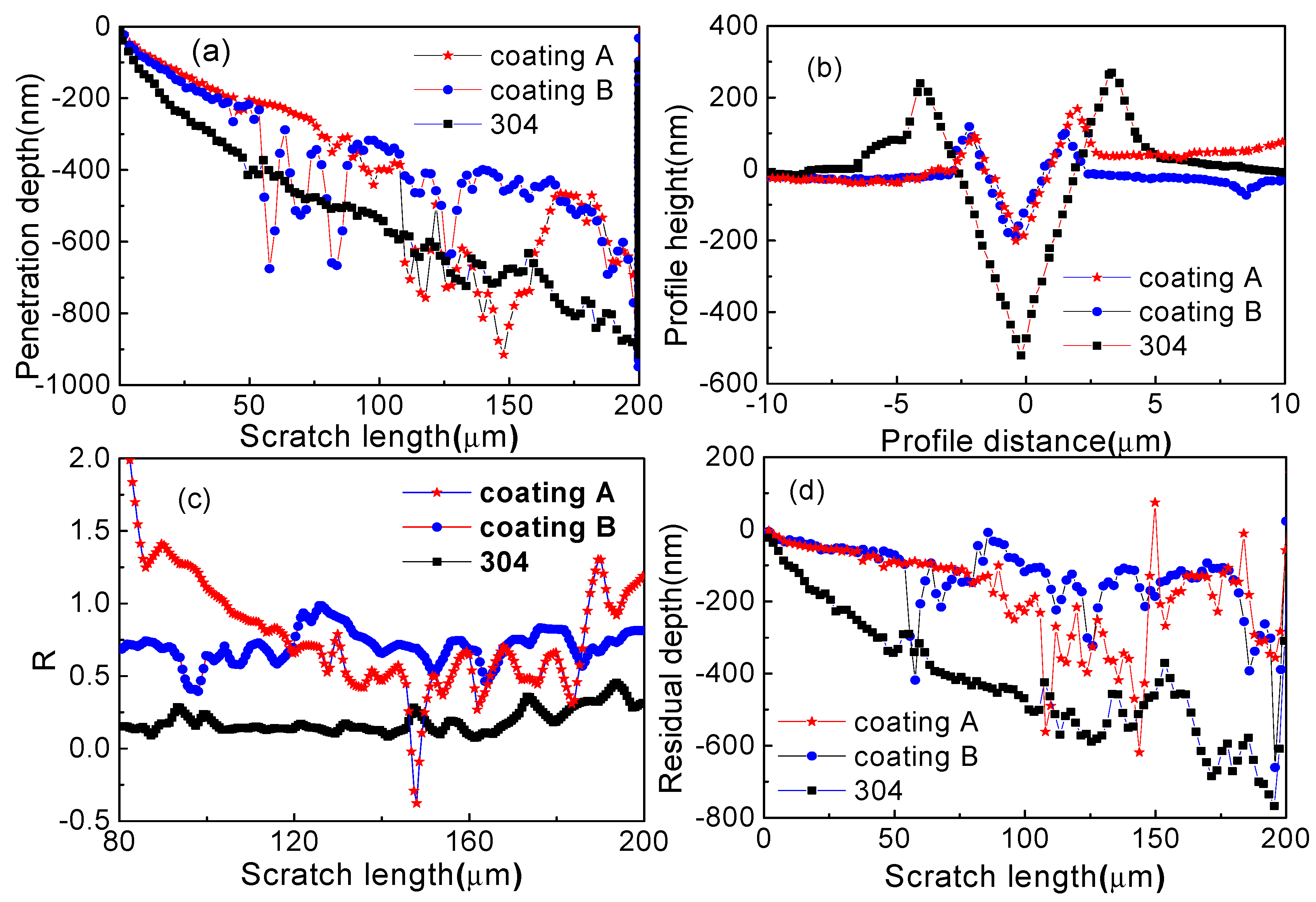
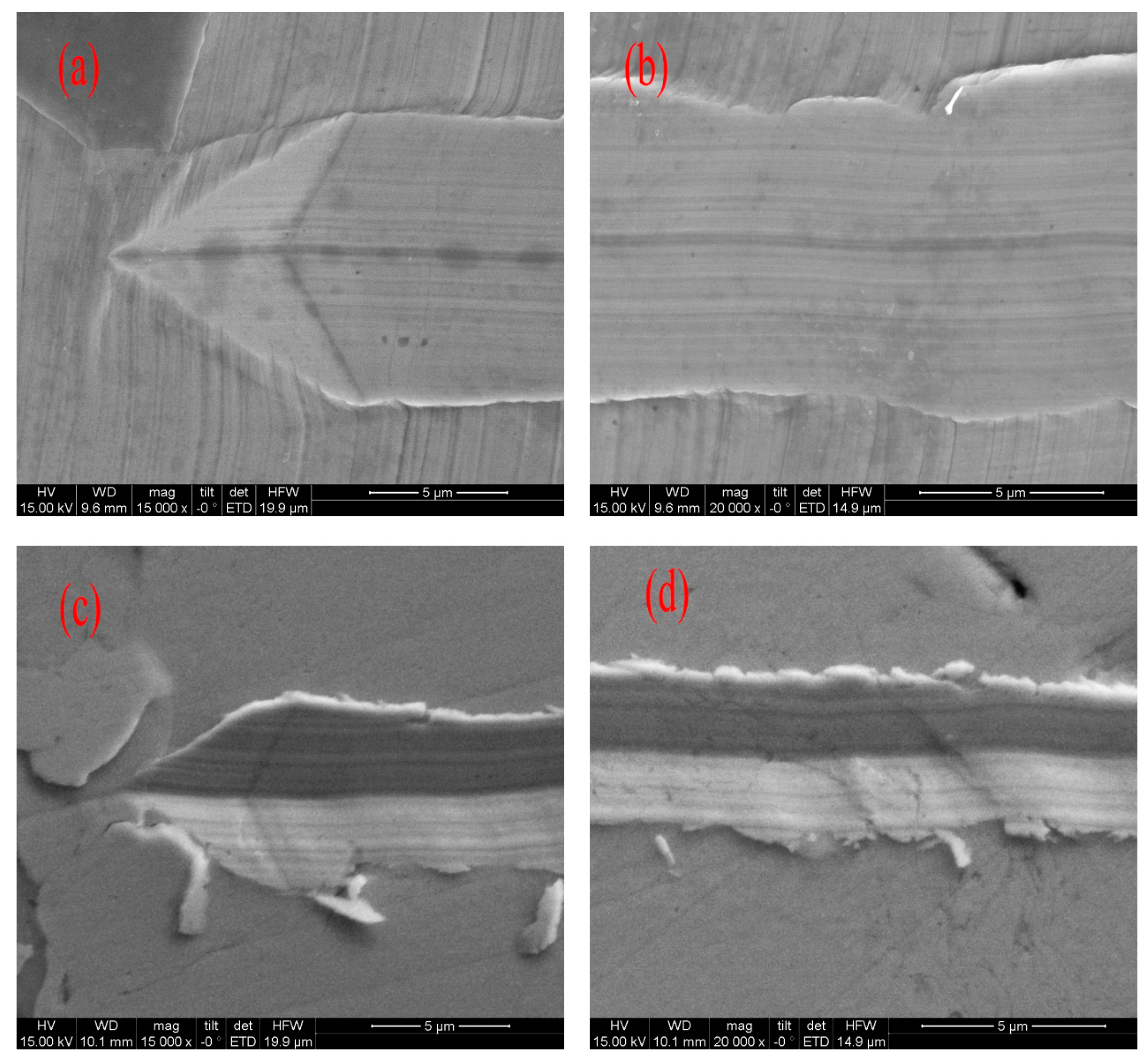
3.2. Wear Behavior
4. Conclusions
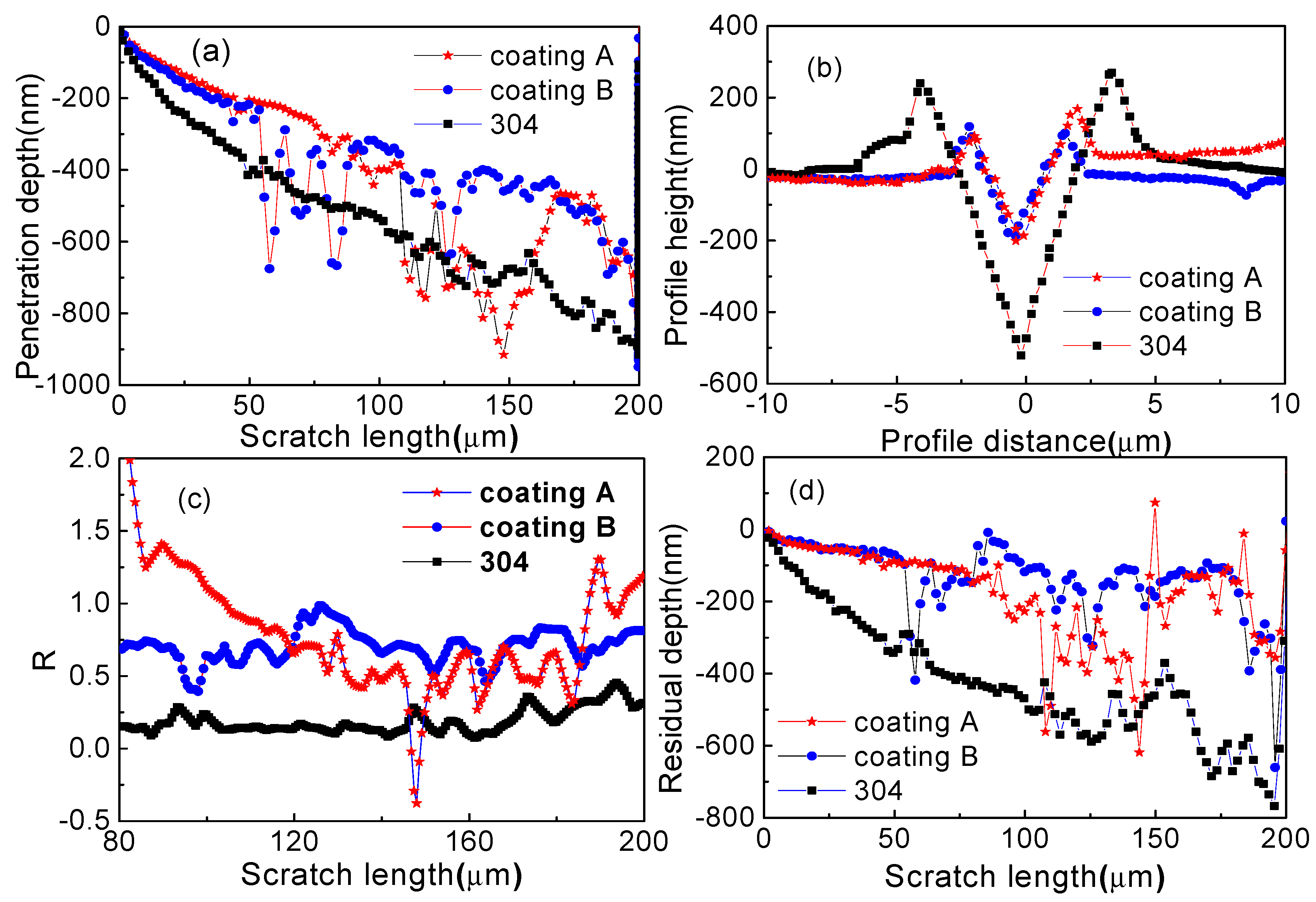
- The two Fe-based amorphous coatings have better wear resistance than the 304 stainless steel substrate, as indicated by the lower penetration depth, higher elastic recovery, and lower wear volume, which is related to their higher hardness and H/E values. The present results validate that the HVAF-sprayed Fe-based amorphous coatings have great potential for applications in areas that involve high wear, such as power stations, drilling, and machinery.
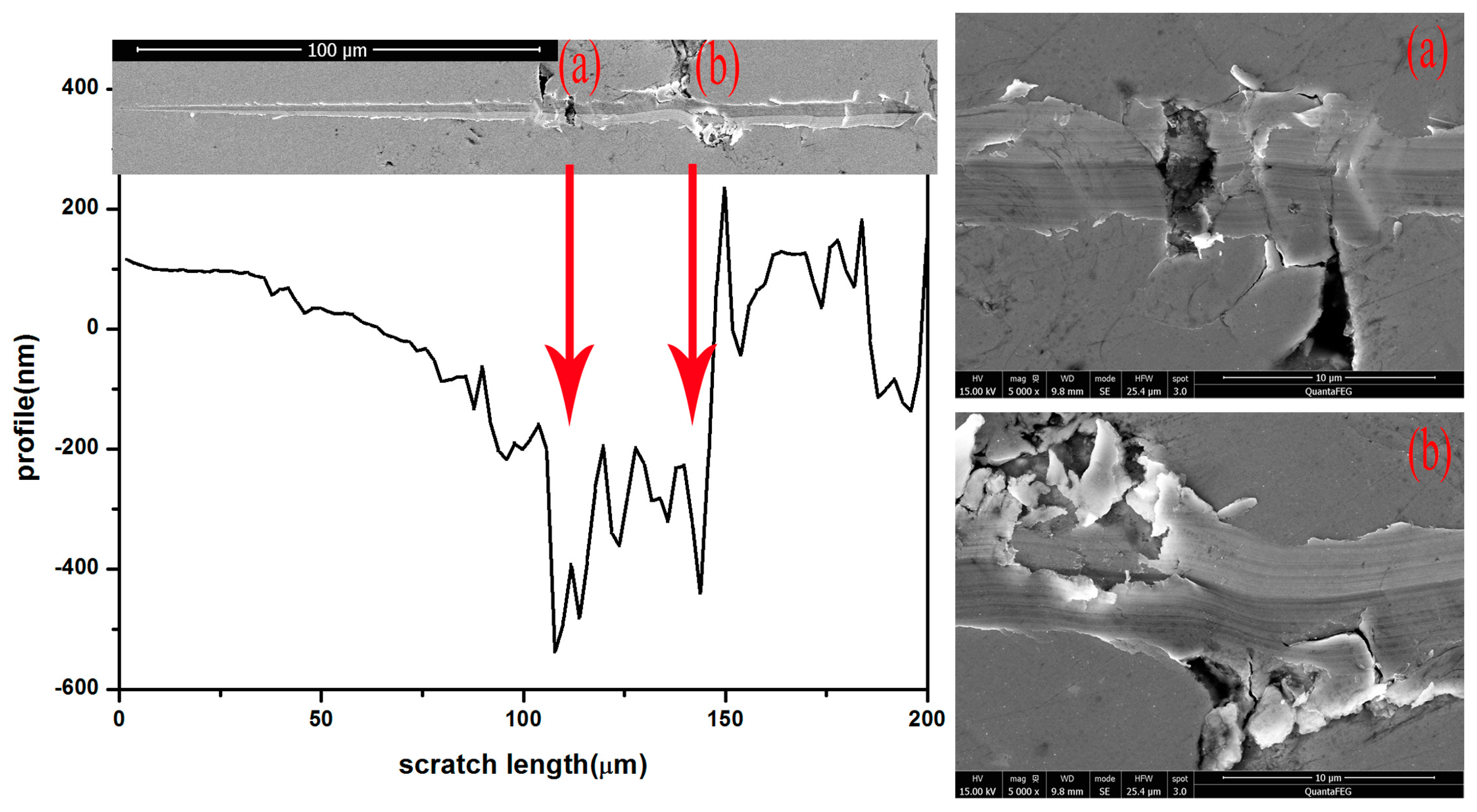
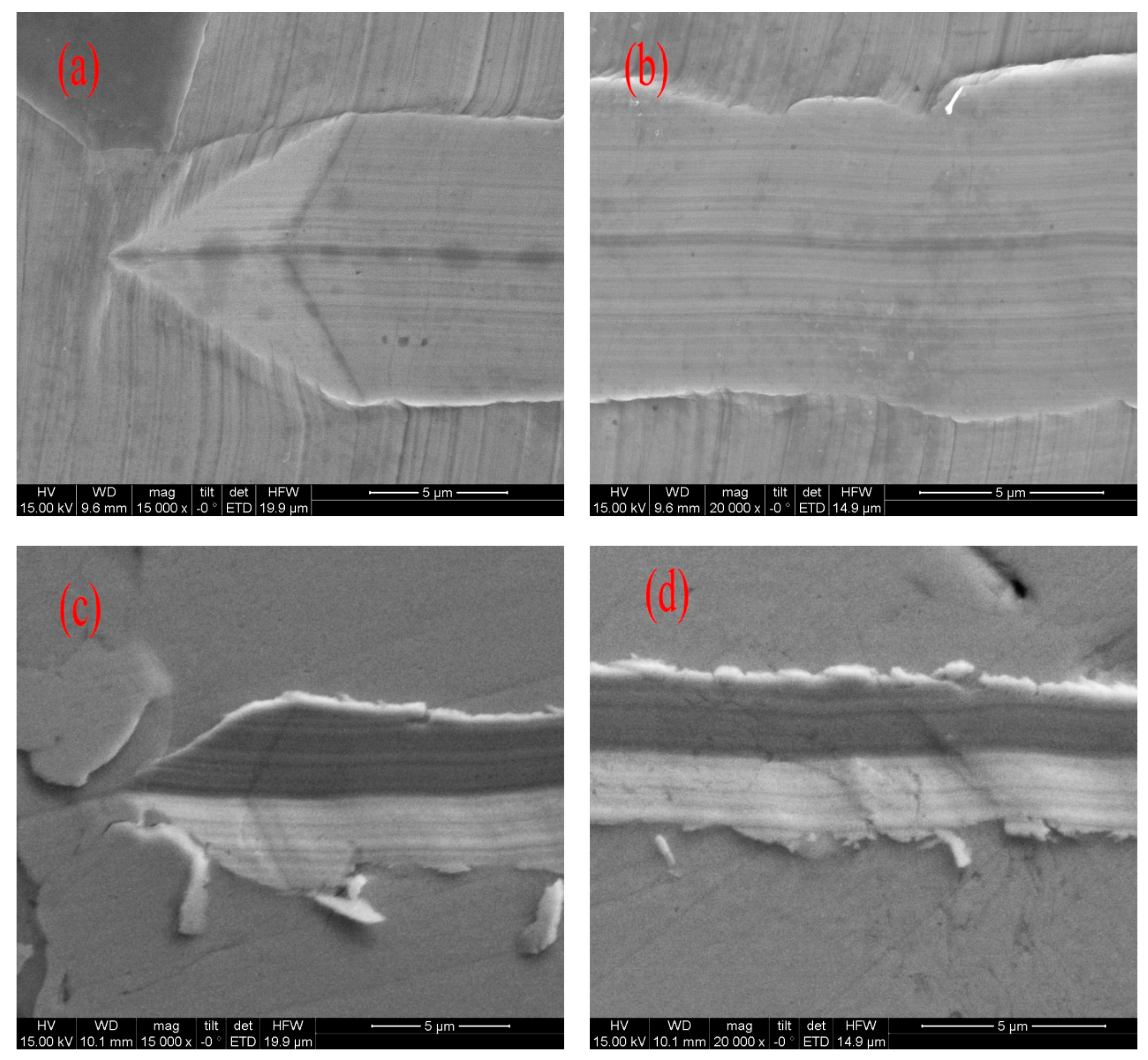
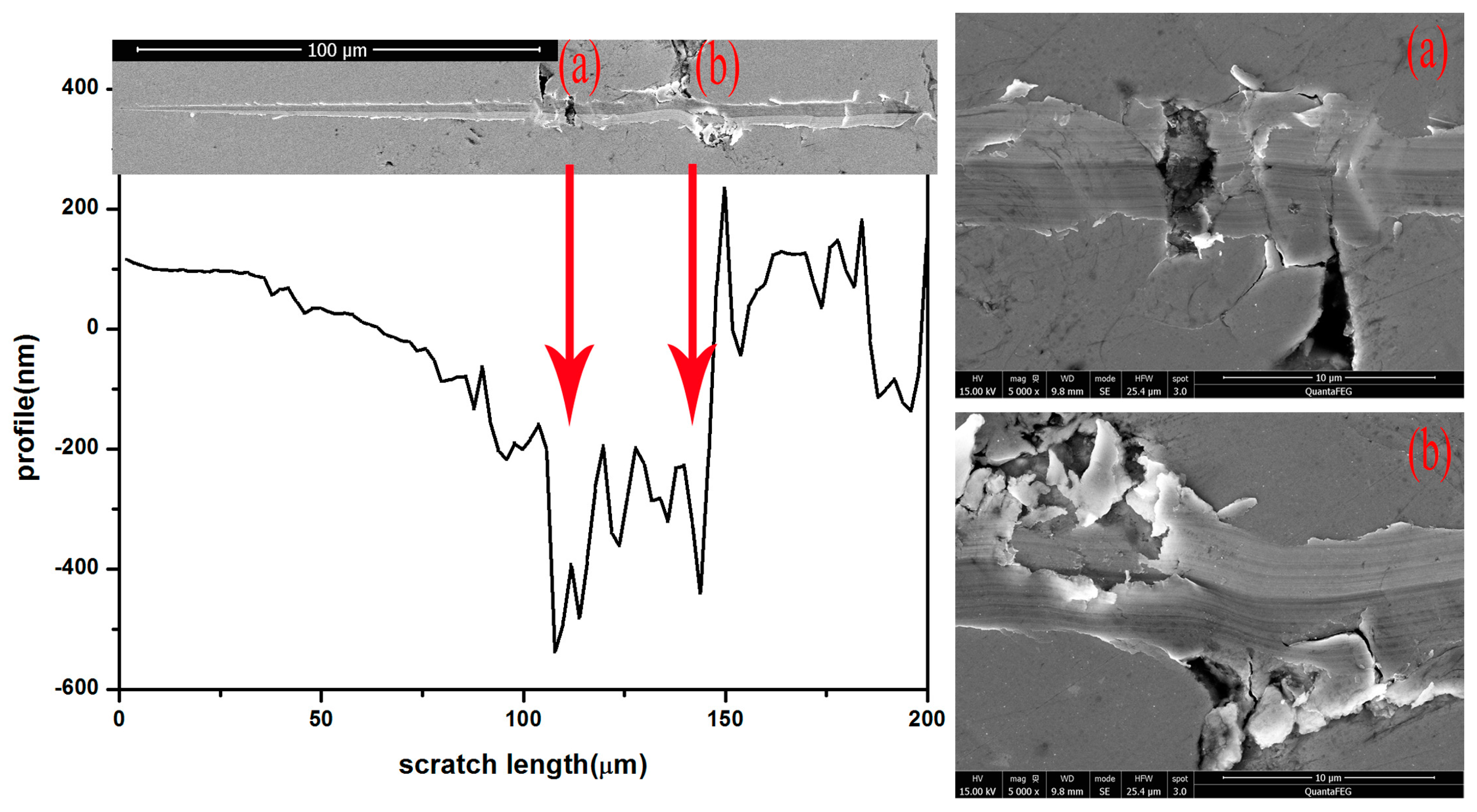
- The scratch mechanism of ploughing occurs in both the coatings and substrate. In addition, spalling wear is associated with crack initiation and propagation that occur in Fe-based amorphous coatings but not in the substrate. Furthermore, we determined that the modified Archard wear equation cannot be used to describe the scratch length dependence of the wear volume of present coatings.
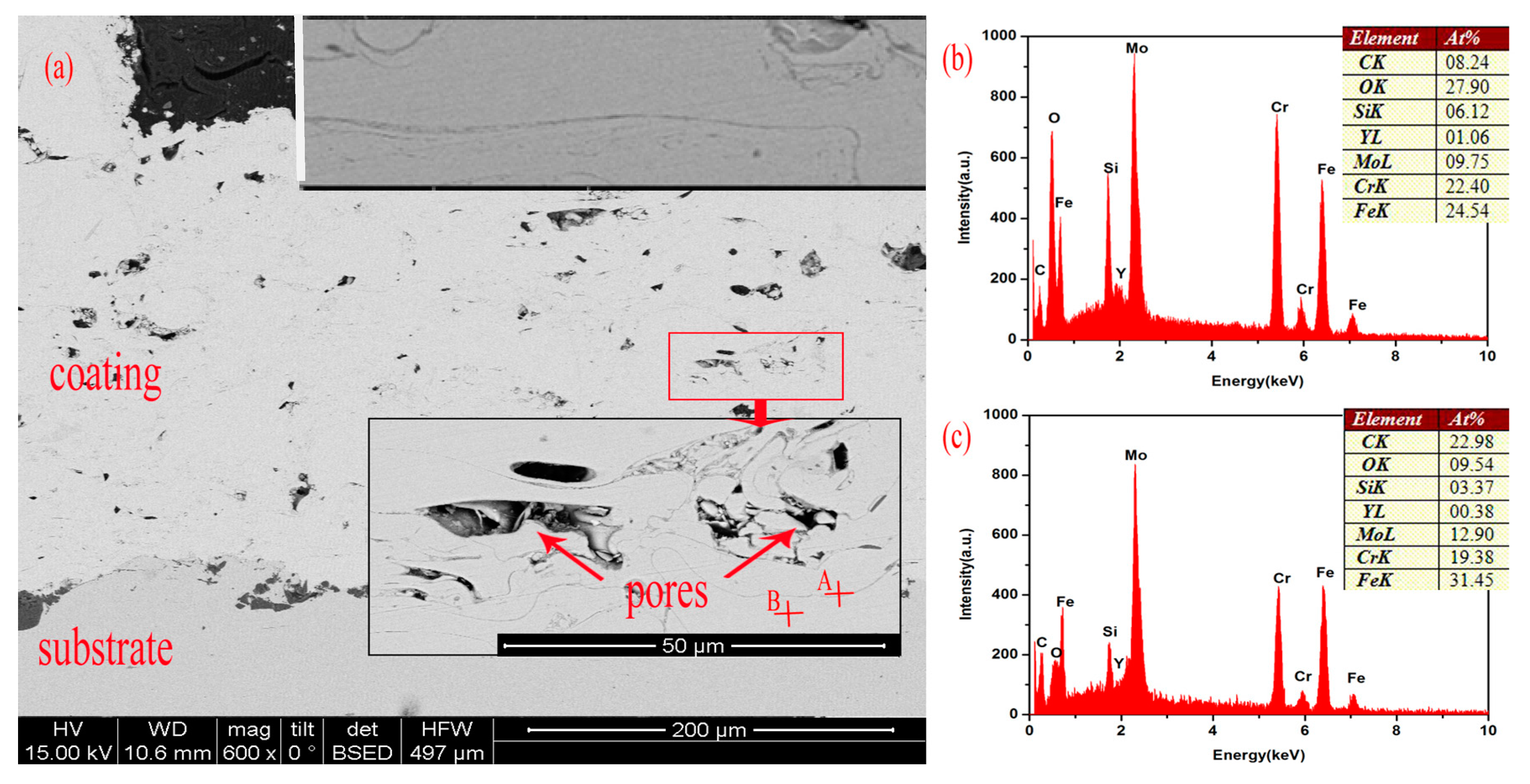
- Spalling wear can easily occur in the pore regions, thereby decreasing wear resistance. Optimizing the spraying processes to fabricate coatings with less porosity can improve the wear resistance.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Inoue, A. Stabilization of metallic supercooled liquid and bulk amorphous alloys. Acta Mater. 2000, 48, 279–306. [Google Scholar] [CrossRef]
- Pang, S.J.; Zhang, T.; Asami, K.; Inoue, A. Synthesis of Fe–Cr–Mo–C–B–P bulk metallic glasses with high corrosion resistance. Acta Mater. 2002, 50, 489–497. [Google Scholar] [CrossRef]
- Löffler, J.F. Bulk metallic glasses. Intermetallics 2003, 11, 529–540. [Google Scholar]
- Inoue, A.; Takeuchi, A. Recent development and application products of bulk glassy alloys. Acta Mater. 2011, 59, 2243–2267. [Google Scholar] [CrossRef]
- Gu, X.J.; Poon, S.J.; Shiflet, G.J. Mechanical properties of iron-based bulk metallic glasses. J. Mater. Res. 2007, 22, 344–351. [Google Scholar] [CrossRef]
- Huang, D.; Li, R.; Huang, L.; Ji, V.; Zhang, T. Fretting wear behavior of bulk amorphous steel. Intermetallics 2011, 19, 1385–1389. [Google Scholar] [CrossRef]
- Inoue, A.; Wang, X.M.; Zhang, W. Developments and applications of bulk metallic glasses. Rev. Adv. Mater. Sci. 2008, 18, 1–9. [Google Scholar]
- Togashi, M.I.N.; Nishiyama, N.; Inoue, A. Wear resistance of metallic glass bearings. Rev. Adv. Mater. Sci. 2008, 18, 93–97. [Google Scholar]
- Liu, L.; Zhang, C. Fe-based amorphous coatings: Structures and properties. Thin Solid Films 2014, 561, 70–86. [Google Scholar] [CrossRef]
- Bolelli, G.; Bonferroni, B.; Laurila, J.; Lusvarghi, L.; Milanti, A.; Niemi, K.; Vuoristo, P. Micromechanical properties and sliding wear behaviour of HVOF-sprayed Fe-based alloy coatings. Wear 2012, 276–277, 29–47. [Google Scholar] [CrossRef]
- Farmer, J.; Payer, J.; Branagan, D.; Beardsley, B.; D’amato, A.; Aprigliano, L.; Choi, J.-S.; Saw, C.; Haslam, J.; Day, D.; et al. Iron-Based Amorphous Metals: High-performance corrosion-resistant material development. Metall. Mater. Trans. A 2009, 40, 1289–1305. [Google Scholar] [CrossRef]
- Farmer, J.C.; Haslam, J.J.; Day, S.D.; Lian, T.; Saw, C.K.; Hailey, P.D.; Choi, J.S.; Rebak, R.B.; Yang, N.; Payer, J.H.; et al. Corrosion resistance of thermally sprayed high-boron iron-based amorphous-metal coatings: Fe49.7Cr17.7Mn1.9Mo7.4W1.6B15.2C3.8Si2.4. J. Mater. Res. 2007, 22, 2297–2311. [Google Scholar] [CrossRef]
- Guo, R.Q.; Zhang, C.; Yang, Y.; Peng, Y.; Liu, L. Corrosion and wear resistance of a Fe-based amorphous coating in underground environment. Intermetallics 2012, 30, 94–99. [Google Scholar] [CrossRef]
- Cheng, J.; Liang, X.; Xu, B.; Wu, Y. Microstructure and wear behavior of FeBSiNbCr metallic glass coatings. J. Mater. Sci. Technol. 2009, 25, 687–690. [Google Scholar]
- Zhou, Z.; Wang, L.; He, D.Y.; Wang, F.C.; Liu, Y.B. Microstructure and wear resistance of Fe-based amorphous metallic coatings prepared by HVOF thermal spraying. J. Therm. Spray Technol. 2010, 19, 1287–1293. [Google Scholar]
- Zhang, C.; Liu, L.; Chan, K.C.; Chen, Q.; Tang, C.Y. Wear behavior of HVOF-sprayed Fe-based amorphous coatings. Intermetallics 2012, 29, 80–85. [Google Scholar]
- Wong, C.J.; Li, J.C.M. Wear behavior of an amorphous alloy. Wear 1984, 98, 45–61. [Google Scholar] [CrossRef]
- Duan, H.; Wu, Y.; Meng, H.; Wang, J.; Tu, J.; Kou, H.; Li, Y.; Zhang, T.; Li, J. Tribological properties of Zr41.25Ti13.75Ni10Cu12.5Be22.5 bulk metallic glasses under different conditions. J. Alloys Compd. 2012, 528, 74–78. [Google Scholar] [CrossRef]
- Prakash, B. Abrasive wear behaviour of Fe, Co and Ni based metallic glasses. Wear 2005, 258, 217–224. [Google Scholar] [CrossRef]
- Hodge, A.M.; Nieh, T.G. Evaluating abrasive wear of amorphous alloys using nanoscratch technique. Intermetallics 2004, 12, 741–748. [Google Scholar] [CrossRef]
- Wang, J.G.; Choi, B.W.; Nieh, T.G.; Liu, C.T. Nano-scratch behavior of a bulk Zr-10Al-5Ti-17.9Cu-14.6Ni amorphous alloy. J. Mater. Res. 2000, 15, 913–922. [Google Scholar] [CrossRef]
- Huang, Y.; Chiu, Y.L.; Shen, J.; Sun, Y.; Chen, J.J.J. Mechanical performance of metallic glasses during nanoscratch tests. Intermetallics 2010, 18, 1056–1061. [Google Scholar]
- Han, D.X.; Wang, G.; Li, J.; Chan, K.C.; To, S.; Wu, F.F.; Gao, Y.L.; Zhai, Q.J. Cutting characteristics of Zr-based bulk metallic glass. J. Mater. Sci. Technol. 2015, 31, 153–158. [Google Scholar] [CrossRef]
- Wang, A.P.; Wang, Z.M.; Zhang, J.; Wang, J.Q. Deposition of HVAF-sprayed Ni-based amorphous metallic coatings. J. Alloys Compd. 2007, 440, 225–228. [Google Scholar] [CrossRef]
- Farmer, J.; Day, D.; Lian, T.; Saw, C.; Hailey, P.; Payer, J.; Aprigliano, L.; Beardsley, B.; Branagan, D. Long-term corrosion testing of thermal spray coatings of amorphous metals: Fe49.7Cr17.7Mn1.9Mo7.4W1.6B15.2C3.8Si2.4 and Fe48Mo14Cr15Y2C15B6. In Proceedings of the Materials Science & Technology 2007 Conference and Exhibition, Detroit, MI, USA, 16–20 September 2007. [Google Scholar]
- Guo, W.; Wu, Y.; Zhang, J.; Hong, S.; Li, G.; Ying, G.; Guo, J.; Qin, Y. Fabrication and characterization of thermal-sprayed Fe-based amorphous/nanocrystalline composite coatings: An overview. J. Therm. Spray Technol. 2014, 23, 1157–1180. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar]
- Wen, S.P.; Zong, R.L.; Zeng, F.; Gao, Y.; Pan, F. Investigation of the wear behaviors of Ag/Cu multilayers by nanoscratch. Wear 2008, 265, 1808–1813. [Google Scholar] [CrossRef]
- Wen, S.P.; Zong, R.L.; Zeng, F.; Guo, S.; Pan, F. Nanoindentation and nanoscratch behaviors of Ag/Ni multilayers. Appl. Surf. Sci. 2009, 255, 4558–4562. [Google Scholar] [CrossRef]
- Lawn, B.R.; Howes, V.R. Elastic recovery at hardness indentations. J. Mater. Sci. 1981, 16, 2745–2752. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Condition |
|---|---|
| Nozzle | #1L (Laval nozzle with length of 100 mm) |
| Air flow, PSI | 74.8 |
| Fuel flow, PSI | 70.3 |
| Spraying distance, mm | 180 |
| Samples | Hardness, GPa | Elastic Modulus, GPa | H/E |
|---|---|---|---|
| 304 | 4.668 ± 0.205 | 185.845 ± 5.746 | 0.02512 |
| Coating A | 9.576 ± 3.008 | 133.646 ± 33.756 | 0.07158 |
| Coating B | 11.327 ± 2.946 | 148.831 ± 28.866 | 0.07611 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; Luo, Q.; Jiao, J.; Wei, X.; Shen, J. Investigating the Wear Behavior of Fe-Based Amorphous Coatings under Nanoscratch Tests. Metals 2017, 7, 118. https://doi.org/10.3390/met7040118
Wu Y, Luo Q, Jiao J, Wei X, Shen J. Investigating the Wear Behavior of Fe-Based Amorphous Coatings under Nanoscratch Tests. Metals. 2017; 7(4):118. https://doi.org/10.3390/met7040118
Chicago/Turabian StyleWu, Yixuan, Qiang Luo, Jin Jiao, Xianshun Wei, and Jun Shen. 2017. "Investigating the Wear Behavior of Fe-Based Amorphous Coatings under Nanoscratch Tests" Metals 7, no. 4: 118. https://doi.org/10.3390/met7040118
APA StyleWu, Y., Luo, Q., Jiao, J., Wei, X., & Shen, J. (2017). Investigating the Wear Behavior of Fe-Based Amorphous Coatings under Nanoscratch Tests. Metals, 7(4), 118. https://doi.org/10.3390/met7040118