X-ray Tomography Characterisation of Lattice Structures Processed by Selective Electron Beam Melting

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
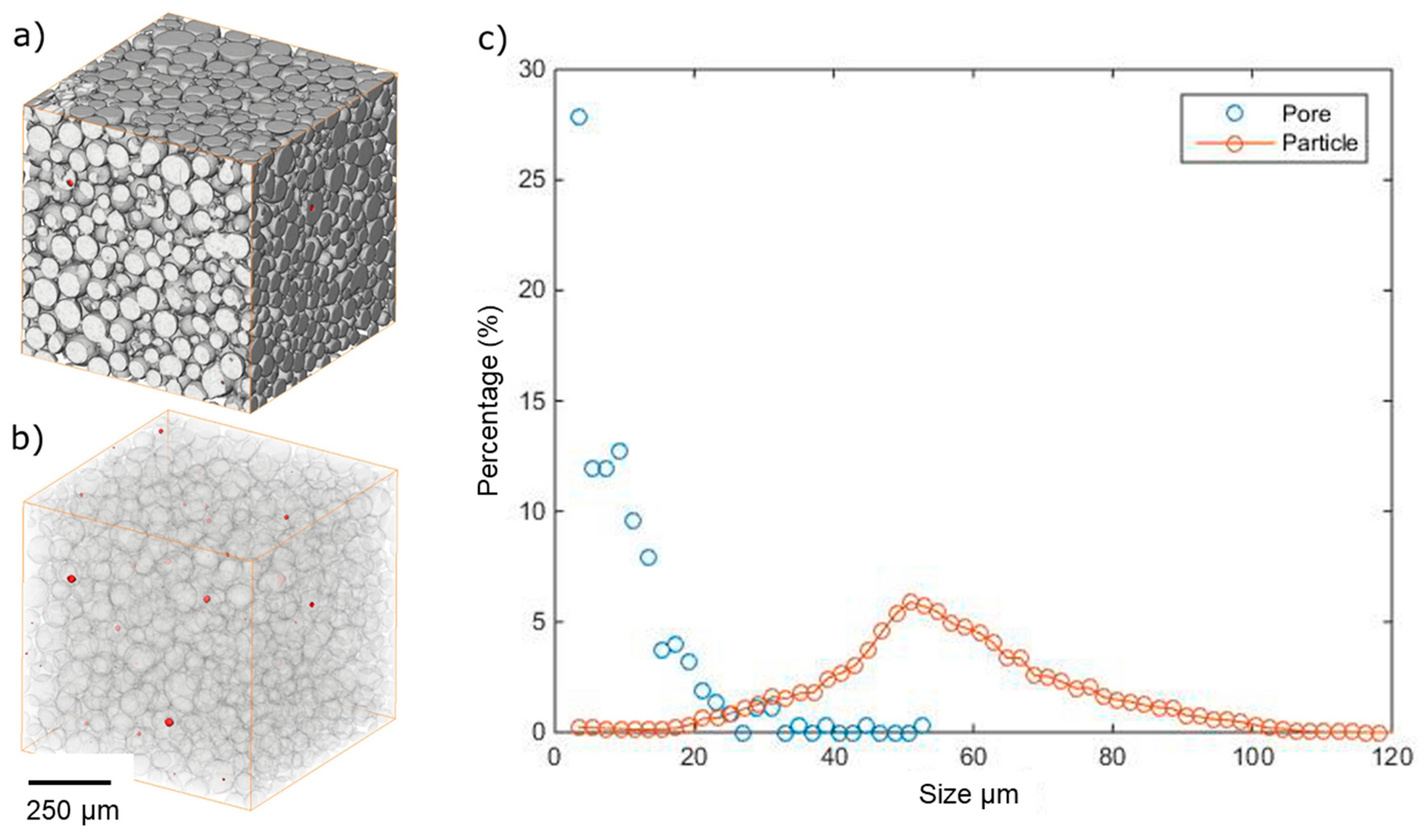
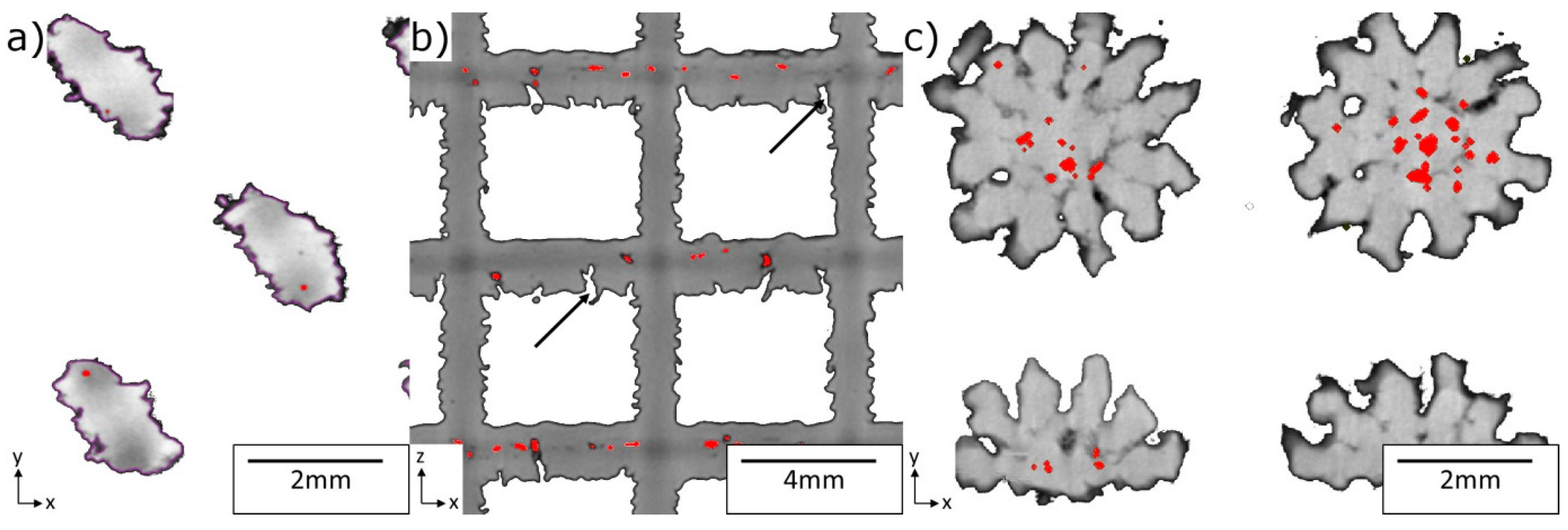
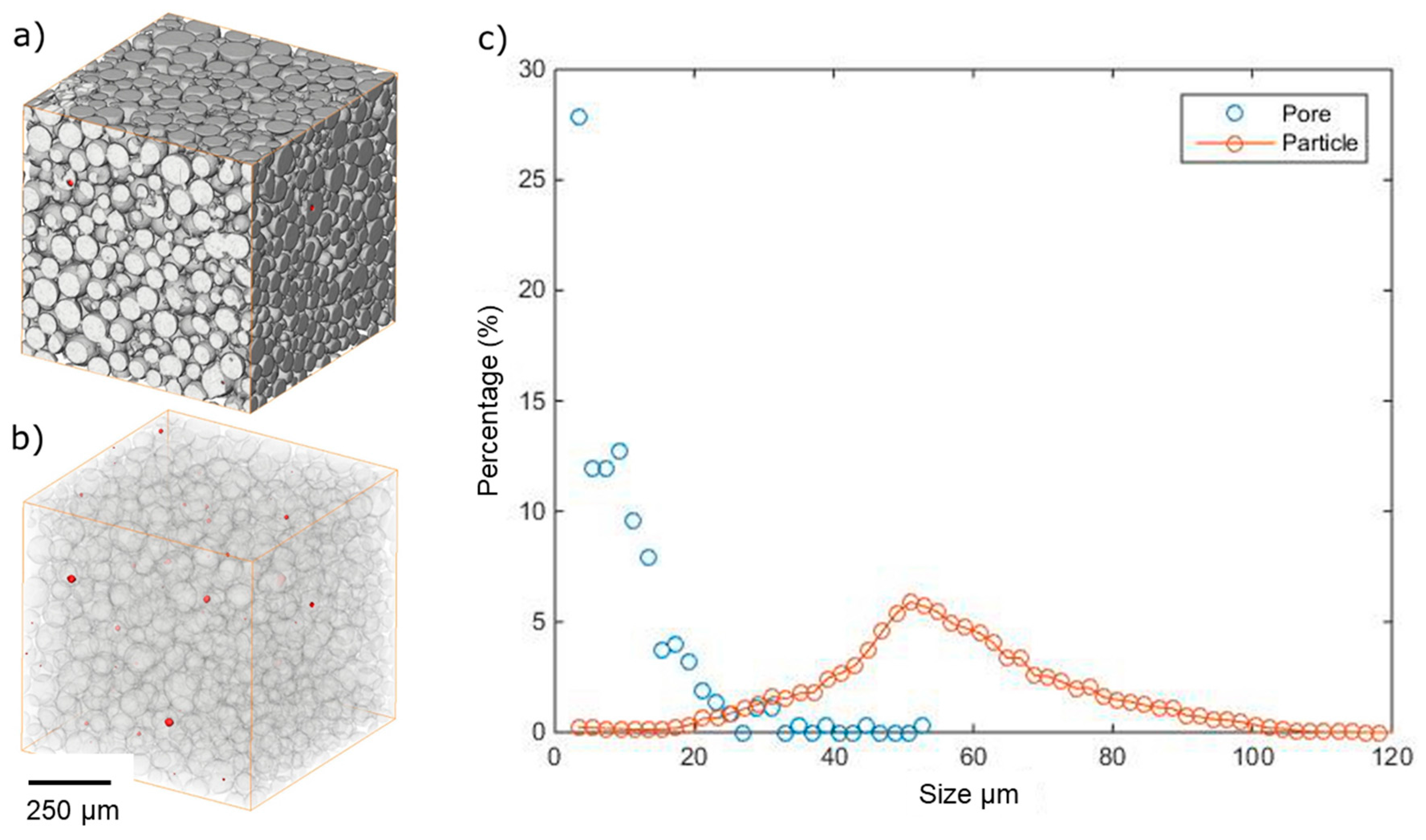
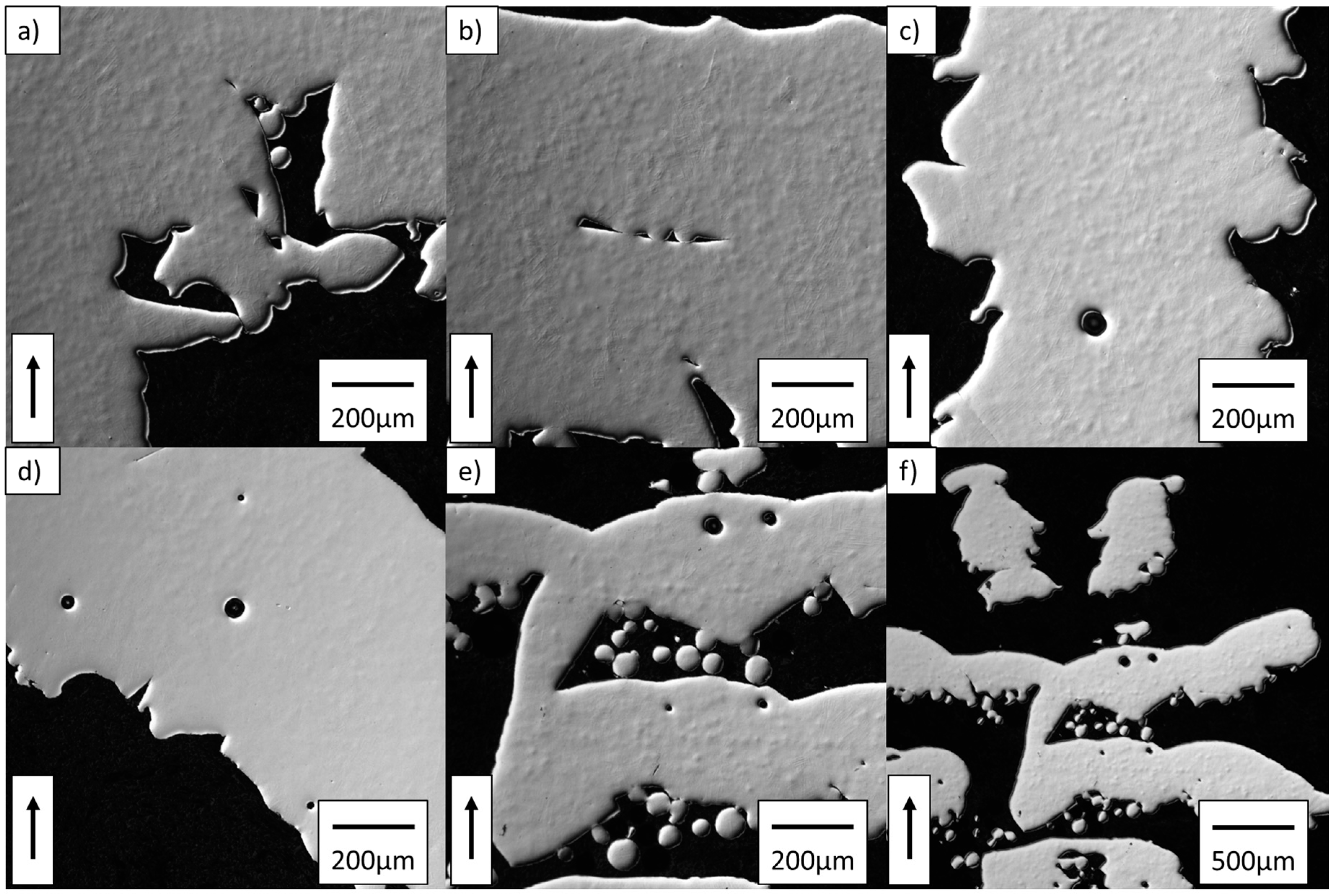
3.1. Porosity Found in Raw Powder Material
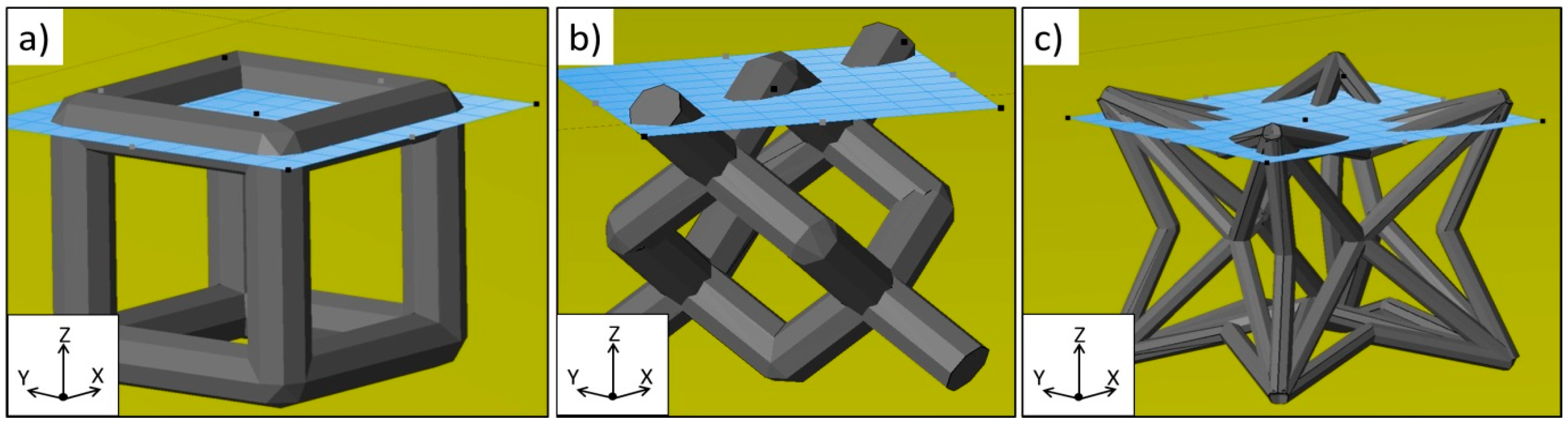
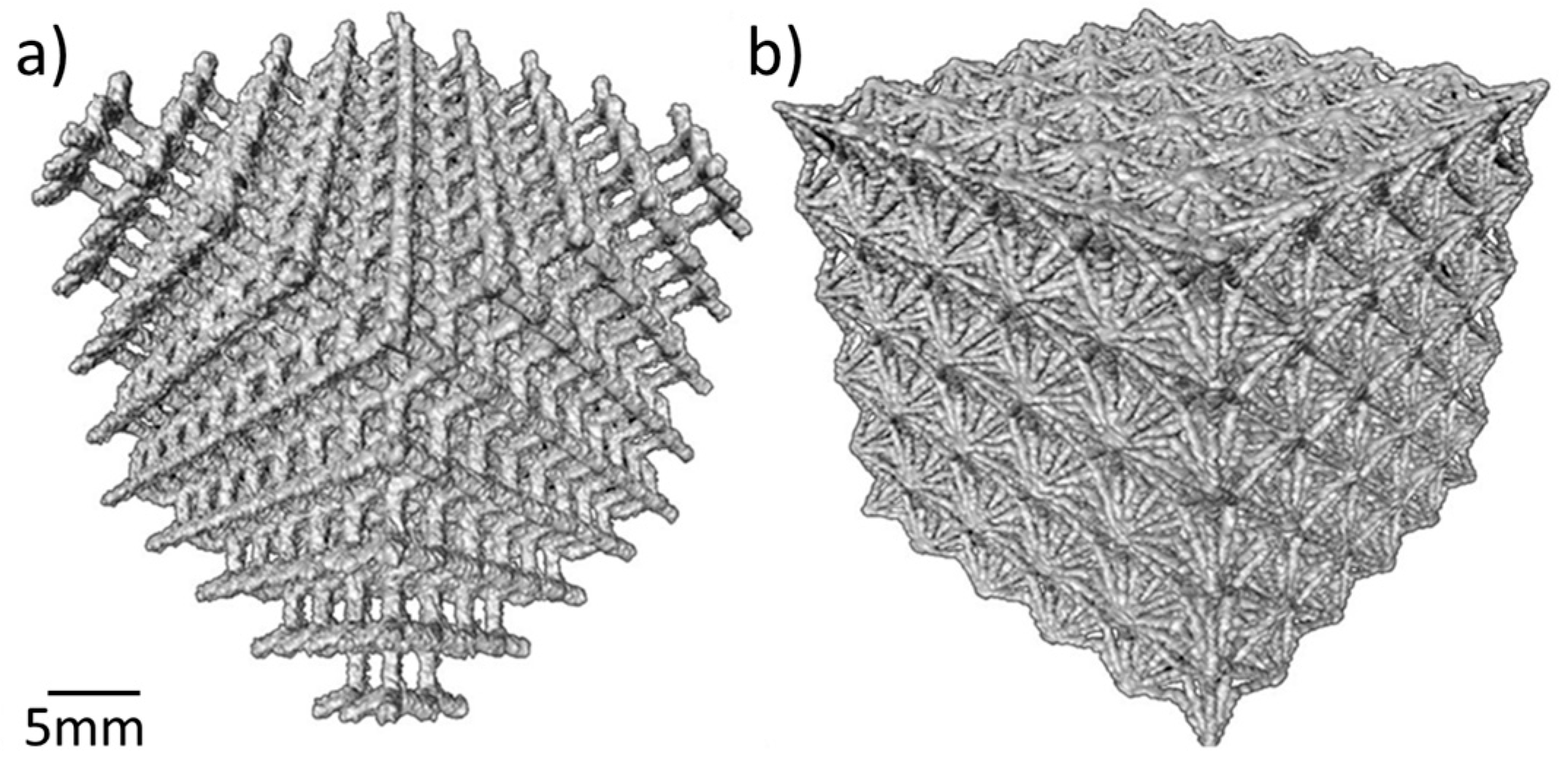
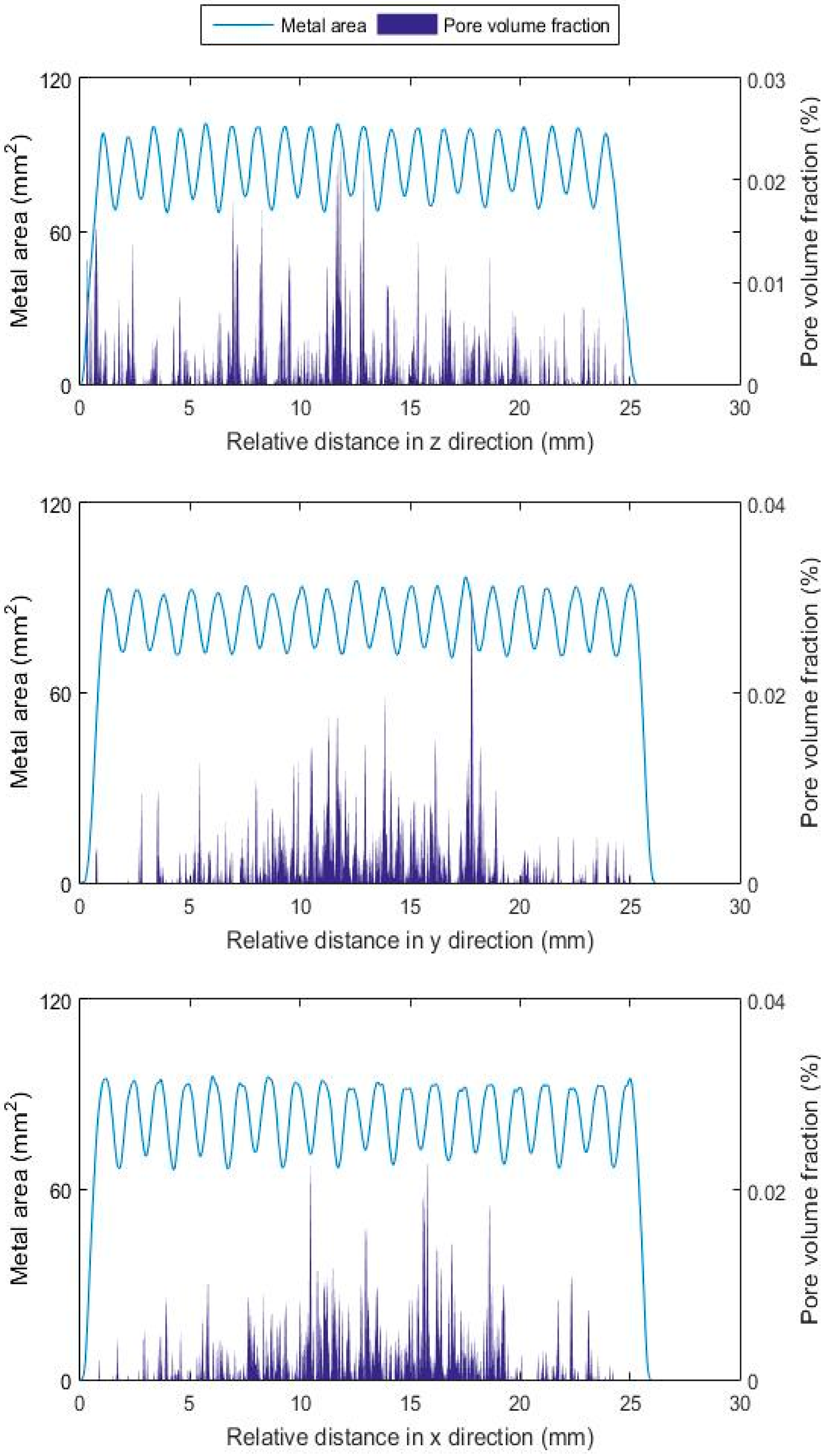
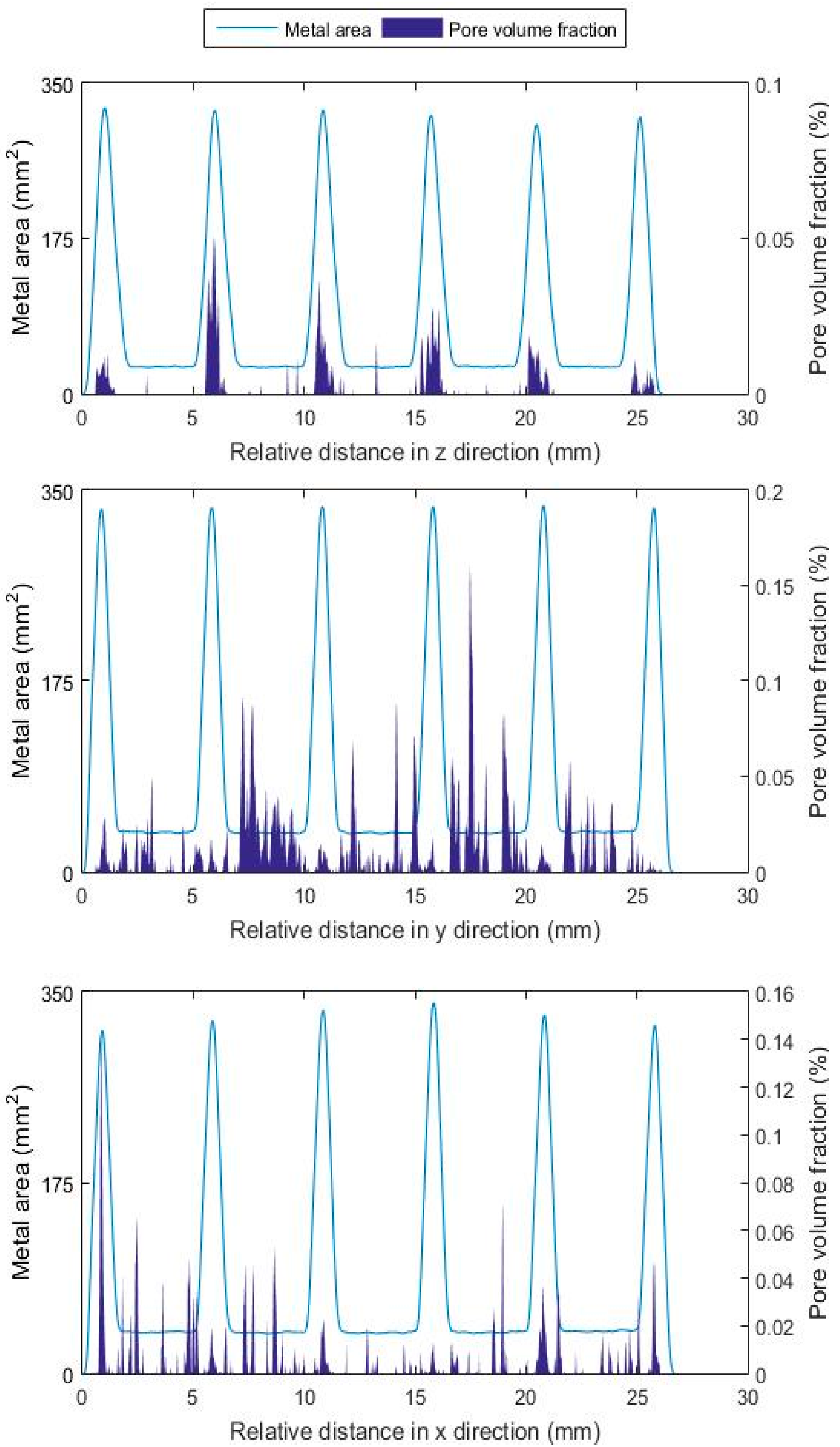
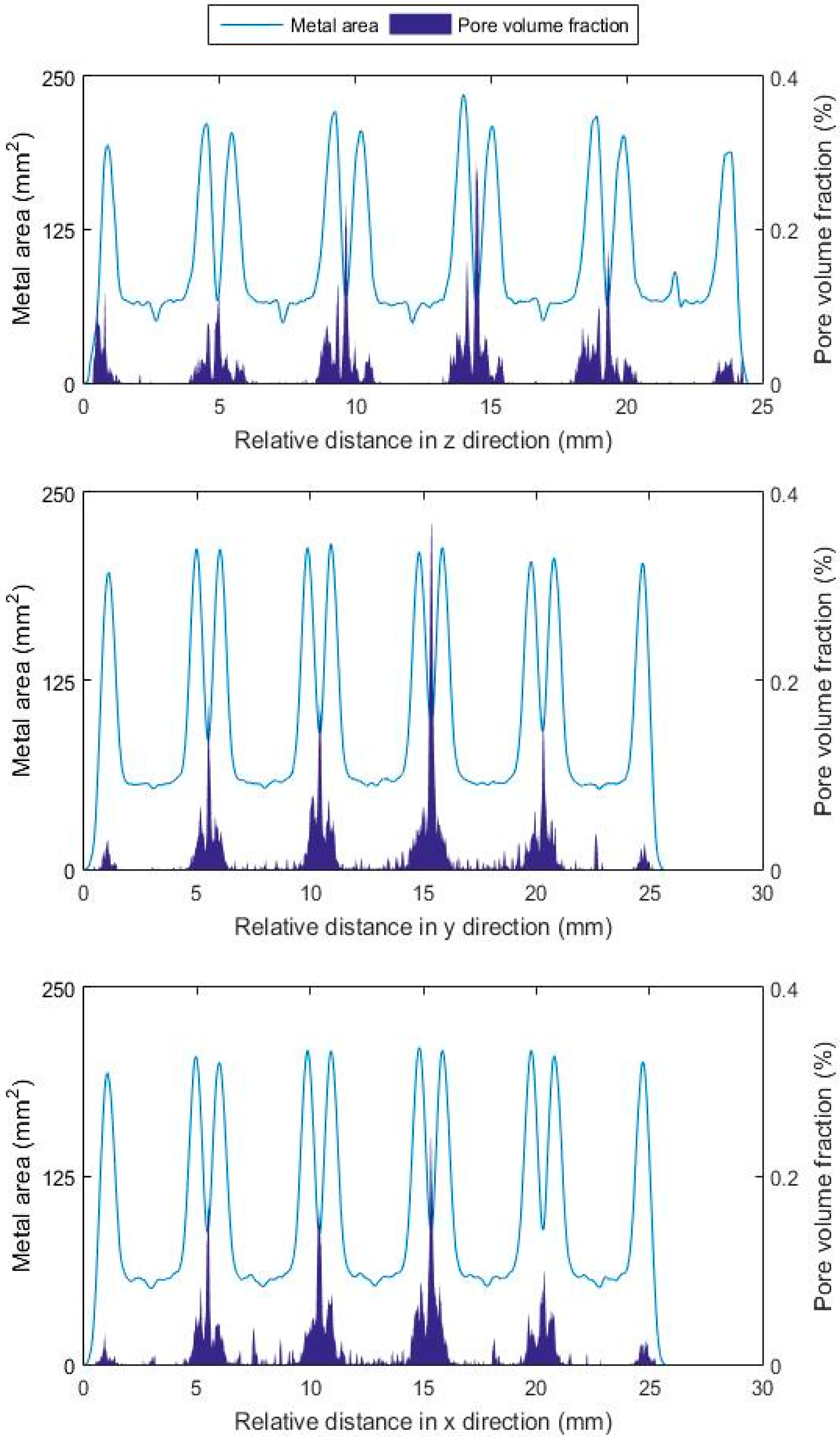
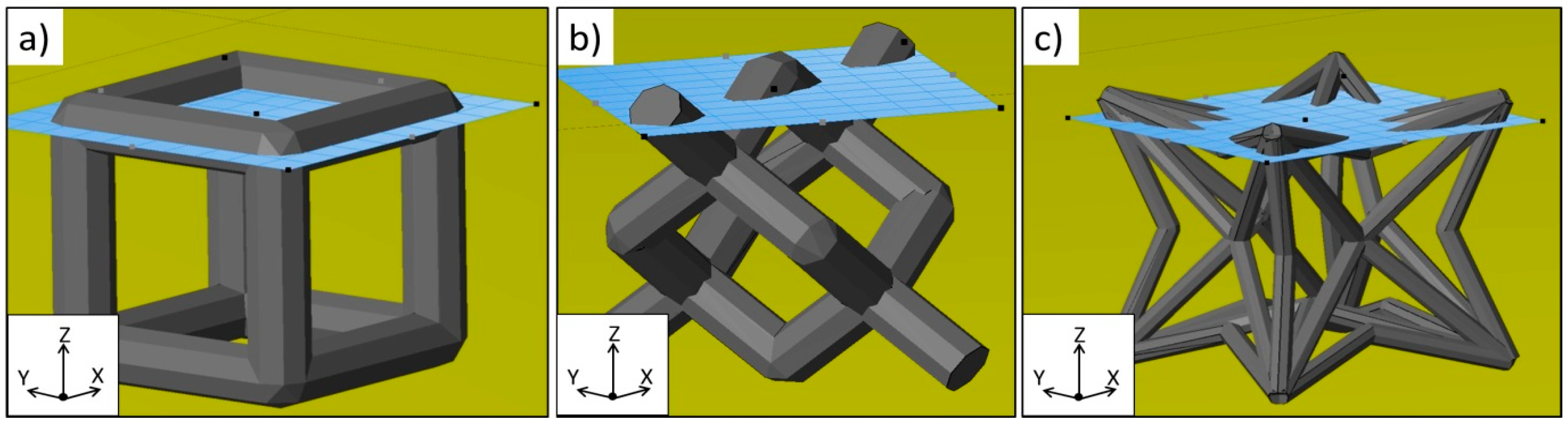
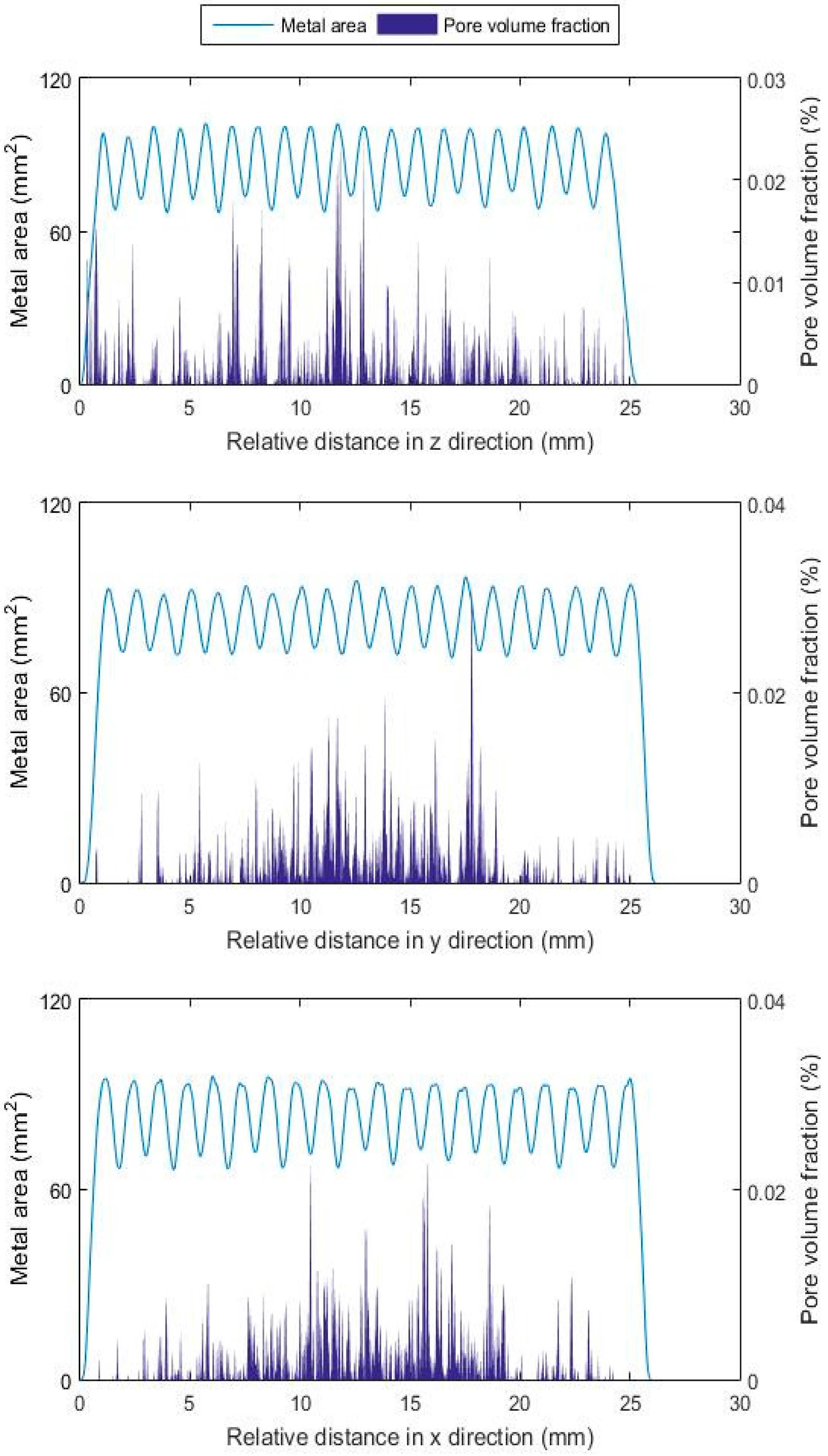
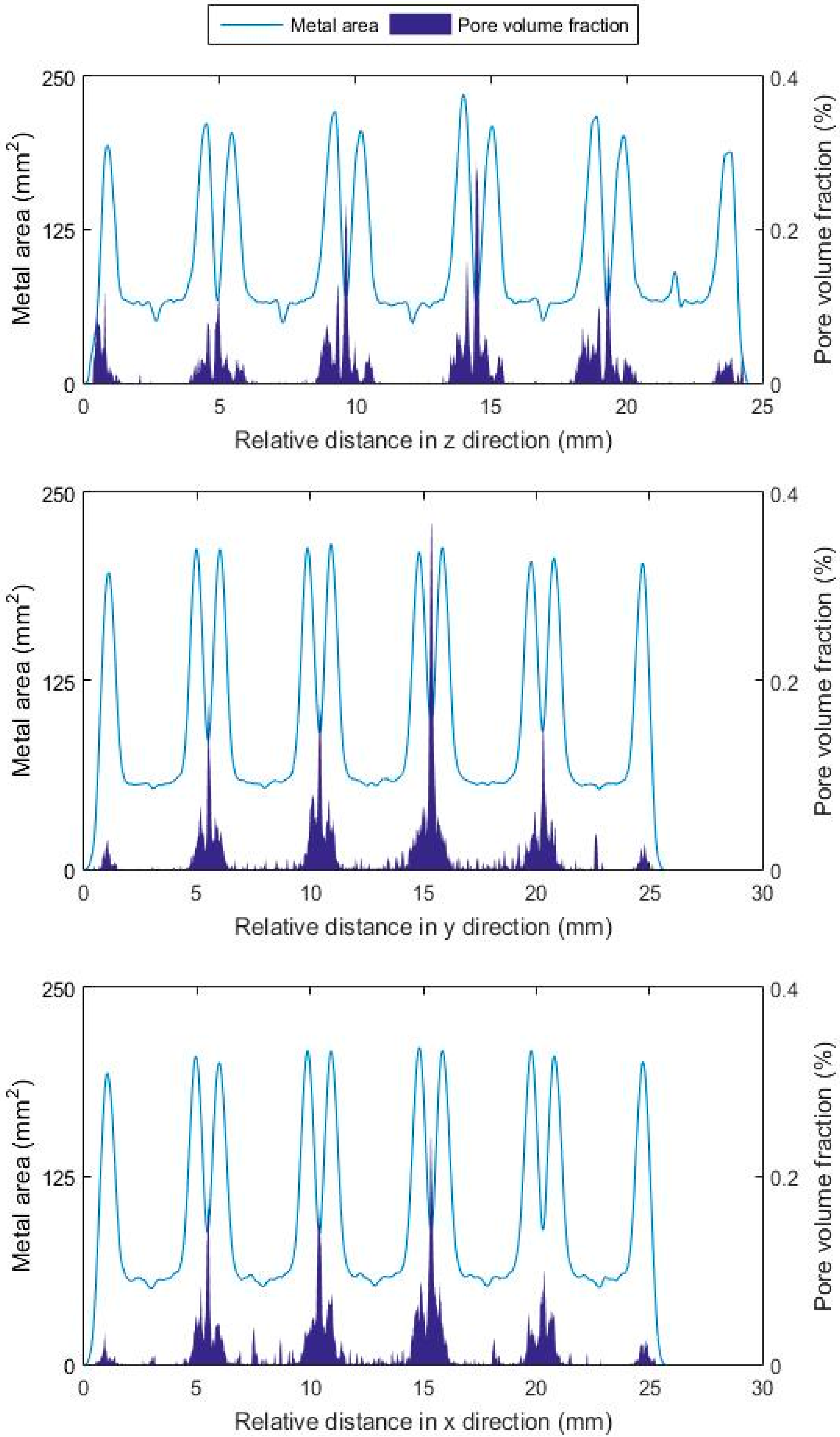
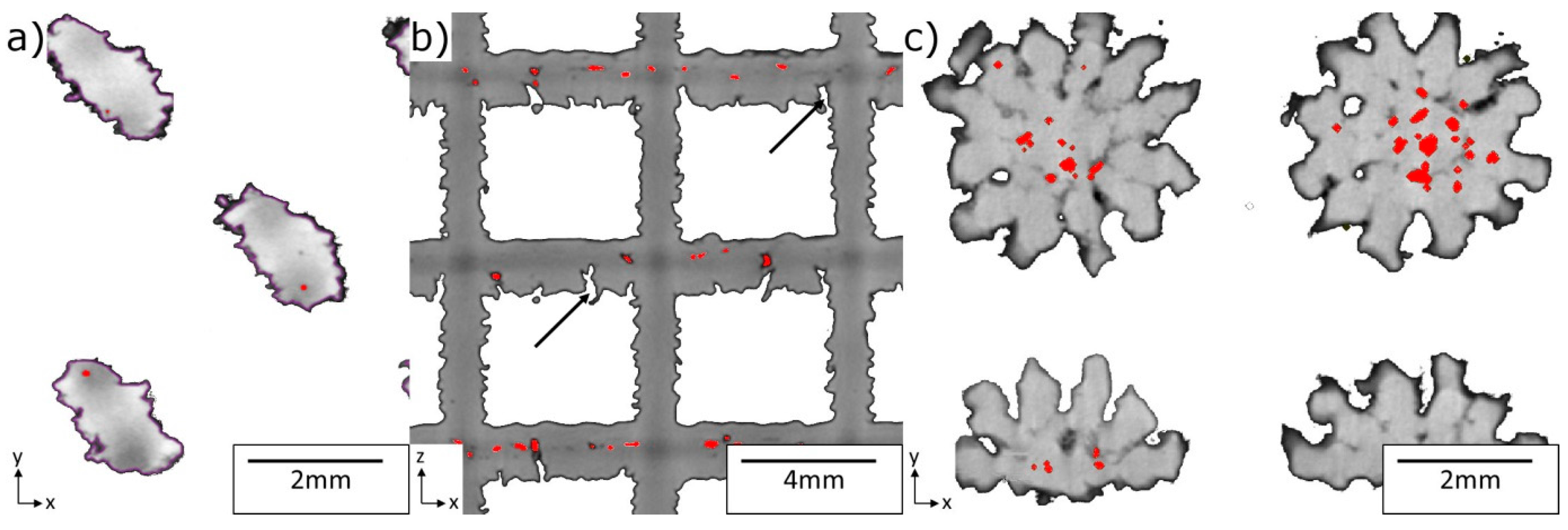
3.2. The Effect of Lattice Structure and Layer Deposition Orientation
4. Discussion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hernández-Nava, E.; Smith, C.J.; Derguti, F.; Tammas-Williams, S.; Léonard, F.; Withers, P.J.; Todd, I.; Goodall, R. The effect of density and feature size on mechanical properties of isostructural metallic foams produced by additive manufacturing. Acta Mater. 2015, 85, 387–395. [Google Scholar] [CrossRef]
- Amendola, A.; Hernández-Nava, E.; Goodall, R.; Todd, I.; Skelton, R.E.; Fraternali, F. On the additive manufacturing, post-tensioning and testing of bi-material tensegrity structures. Compos. Struct. 2015, 131, 66–71. [Google Scholar] [CrossRef]
- Stevenson, G.; Rehman, S.; Draper, E.; Hernández-Nava, E.; Hunt, J.; Haycock, J.W. Combining 3D human in vitro methods for a 3Rs evaluation of novel titanium surfaces in orthopaedic applications. Biotechnol. Bioeng. 2016, 113, 1586–1599. [Google Scholar] [CrossRef] [PubMed]
- Elizondo, E. Investigation of Porous Metals as Improved Efficiency Regenerators. Ph.D. Thesis, University of Sheffield, South Yorkshire, England, 3 October 2016. [Google Scholar]
- Al-Bermani, S.S.; Blackmore, M.L.; Zhang, W.; Todd, I. The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Metall. Mater. Trans. A 2010, 41, 3422–3434. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Zhao, H.; Léonard, F.; Derguti, F.; Todd, I.; Prangnell, P.B. XCT analysis of the influence of melt strategies of defect population in titanium components manufactured by selective electron beam melting. Mater. Charact. 2015, 102, 47–61. [Google Scholar] [CrossRef]
- Hernández-Nava, E.; Smith, C.J.; Derguti, F.; Tammas-Williams, S.; Léonard, F.; Withers, P.J.; Goodall, R. The effect of defects on the mechanical response of Ti-6Al-4V cubic lattice structures fabricated by electron beam melting. Acta Mater. 2016, 108, 279–292. [Google Scholar] [CrossRef]
- Das, S. Physical aspects of process control in selective laser sintering of metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Bauereiß, A.; Scharowsky, T.; Körner, C. Defect generation and propagation mechanism during additive manufacturing by selective beam melting. J. Mater. Process. Technol. 2014, 214, 2497–2504. [Google Scholar] [CrossRef]
- Léonard, F.; Tammas-Williams, S.; Prangnell, P.B.; Todd, I.; Withers, P.J. Assessment by X-ray CT of the Effects of Geometry and Build Direction on Defects in Titanium ALM Parts. In Proceedings of the Conference on Industrial Computed Tomography (ICT), Wels, Austria, 19–21 September 2012; pp. 85–93. [Google Scholar]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The effectiveness of hot isostatic pressing for closing porosity in selective electron beam melting. Metall. Mater. Trans. A 2016, 47, 1939–1946. [Google Scholar] [CrossRef]
- Lakes, R. Foam structures with a negative poisson’s ratio. Science. 1987, 235, 1038–1040. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lattice Sample | Truss | ||
|---|---|---|---|
| Diameter (mm) | Angle (°) | Connectivity | |
| Cubic | 1.3 | 90 | 6 |
| Diamond | 1 | 54.75 | 4 |
| Re-entrant | 0.2 | Various | 48 |
| Totals | Per lattice | Avg. Per Layer | ||||
|---|---|---|---|---|---|---|
| Diamond-Like | Cubic | Re-Entrant | Cubic | Cubic | Cubic | |
| <x> | <y> | <z> | ||||
| STL vol. (mm3) | 1940 | 2093 | 1536.5 | 115 | 115 | 115 |
| Metal vol. (mm3) | 2110 | 2306 | 2474 | 116 | 126 | 85 |
| Pore vol. (mm3) | 0.043 | 0.168 | 0.555 | 0.0179 | 0.0049 | 0.00014 |
| Pore fraction 10-3 (%) | 2.0 | 7.2 | 22.4 | 15.4 | 3.9 | 0.17 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández-Nava, E.; Tammas-Williams, S.; Smith, C.; Leonard, F.; Withers, P.J.; Todd, I.; Goodall, R. X-ray Tomography Characterisation of Lattice Structures Processed by Selective Electron Beam Melting. Metals 2017, 7, 300. https://doi.org/10.3390/met7080300
Hernández-Nava E, Tammas-Williams S, Smith C, Leonard F, Withers PJ, Todd I, Goodall R. X-ray Tomography Characterisation of Lattice Structures Processed by Selective Electron Beam Melting. Metals. 2017; 7(8):300. https://doi.org/10.3390/met7080300
Chicago/Turabian StyleHernández-Nava, Everth, Samuel Tammas-Williams, Christopher Smith, Fabien Leonard, Philip J. Withers, Iain Todd, and Russell Goodall. 2017. "X-ray Tomography Characterisation of Lattice Structures Processed by Selective Electron Beam Melting" Metals 7, no. 8: 300. https://doi.org/10.3390/met7080300