Effects of Vacuum-Carburizing Conditions on Surface-Hardened Layer Properties of Transformation-Induced Plasticity-Aided Martensitic Steel


Abstract
:1. Introduction
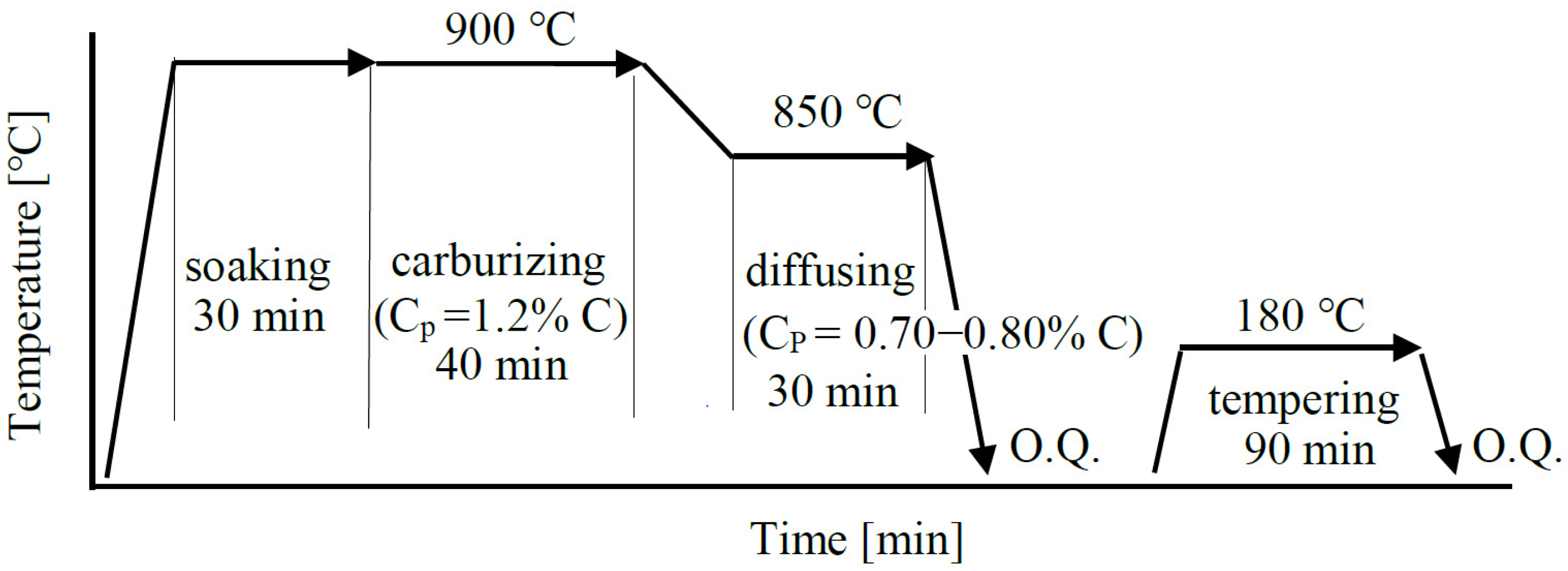
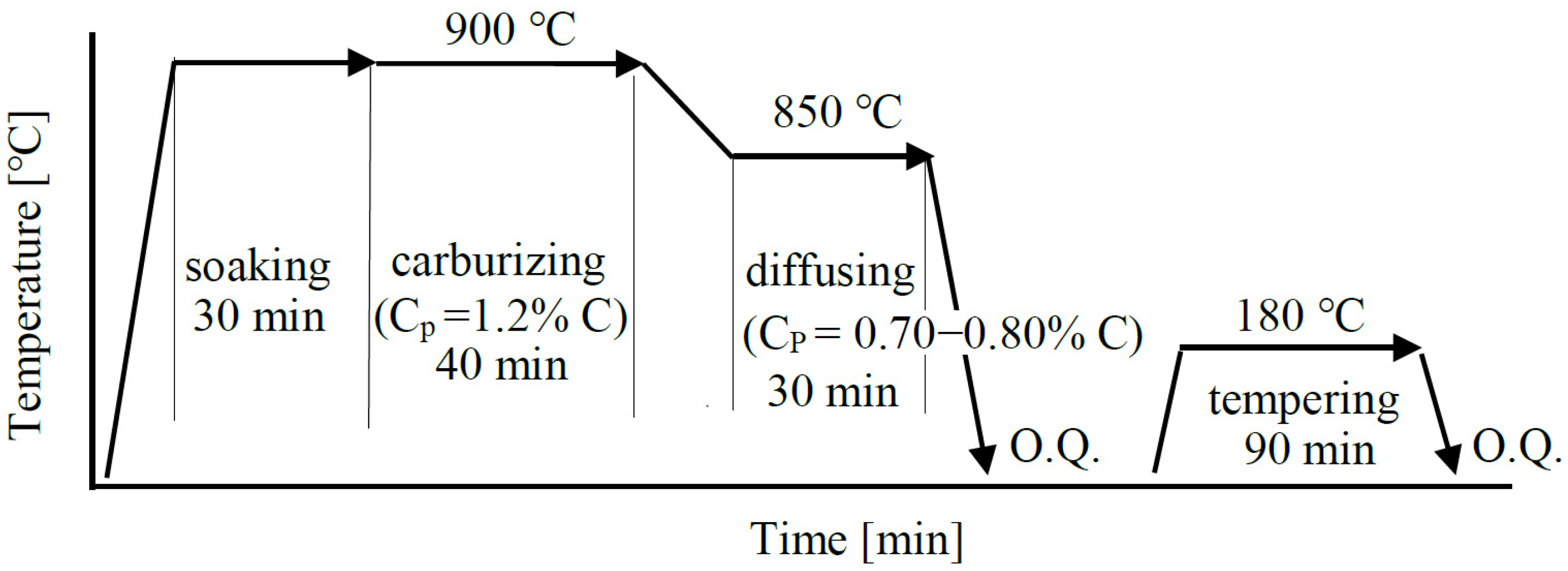
2. Materials and Methods
3. Results
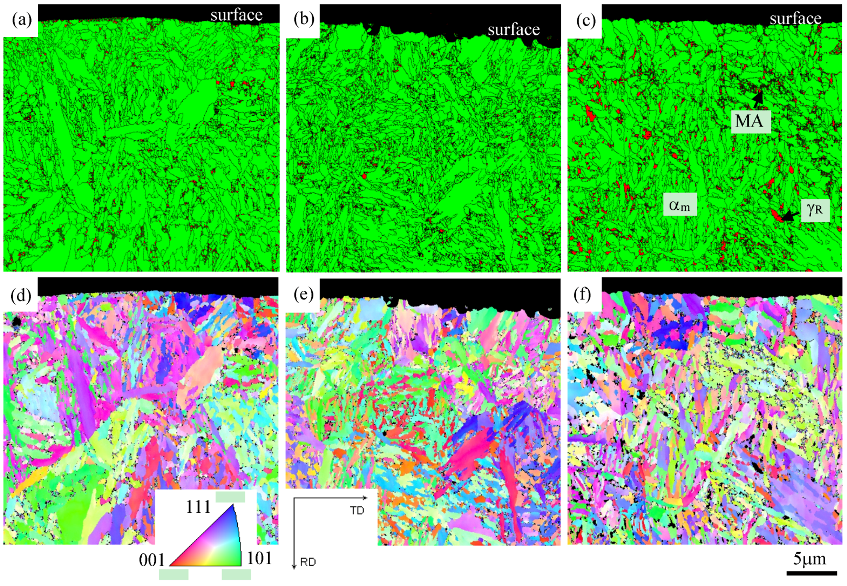
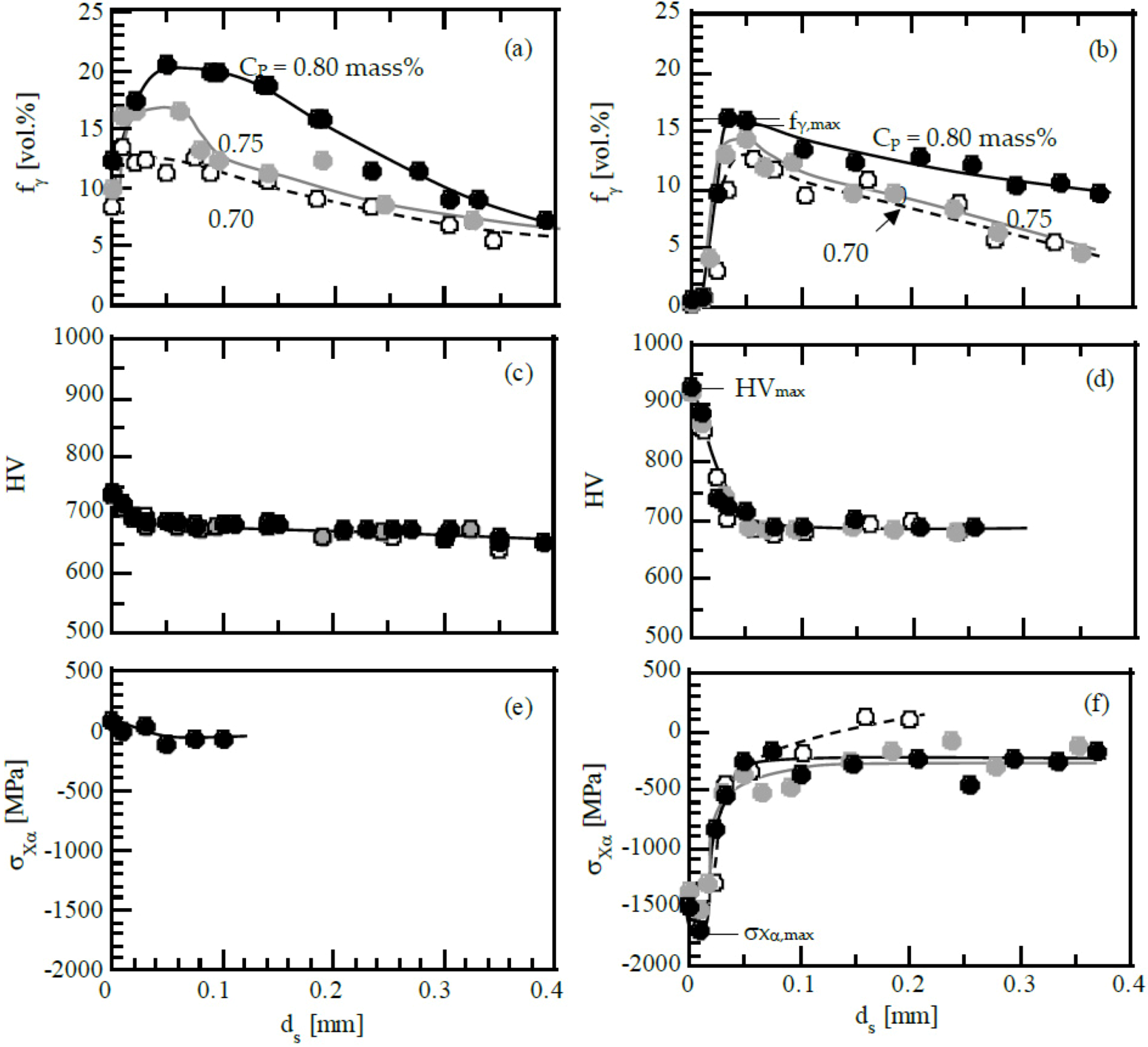
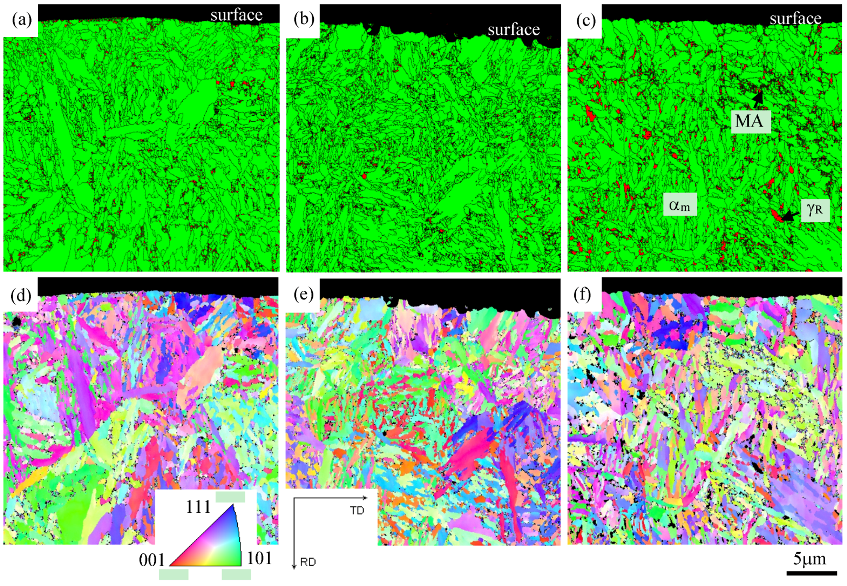
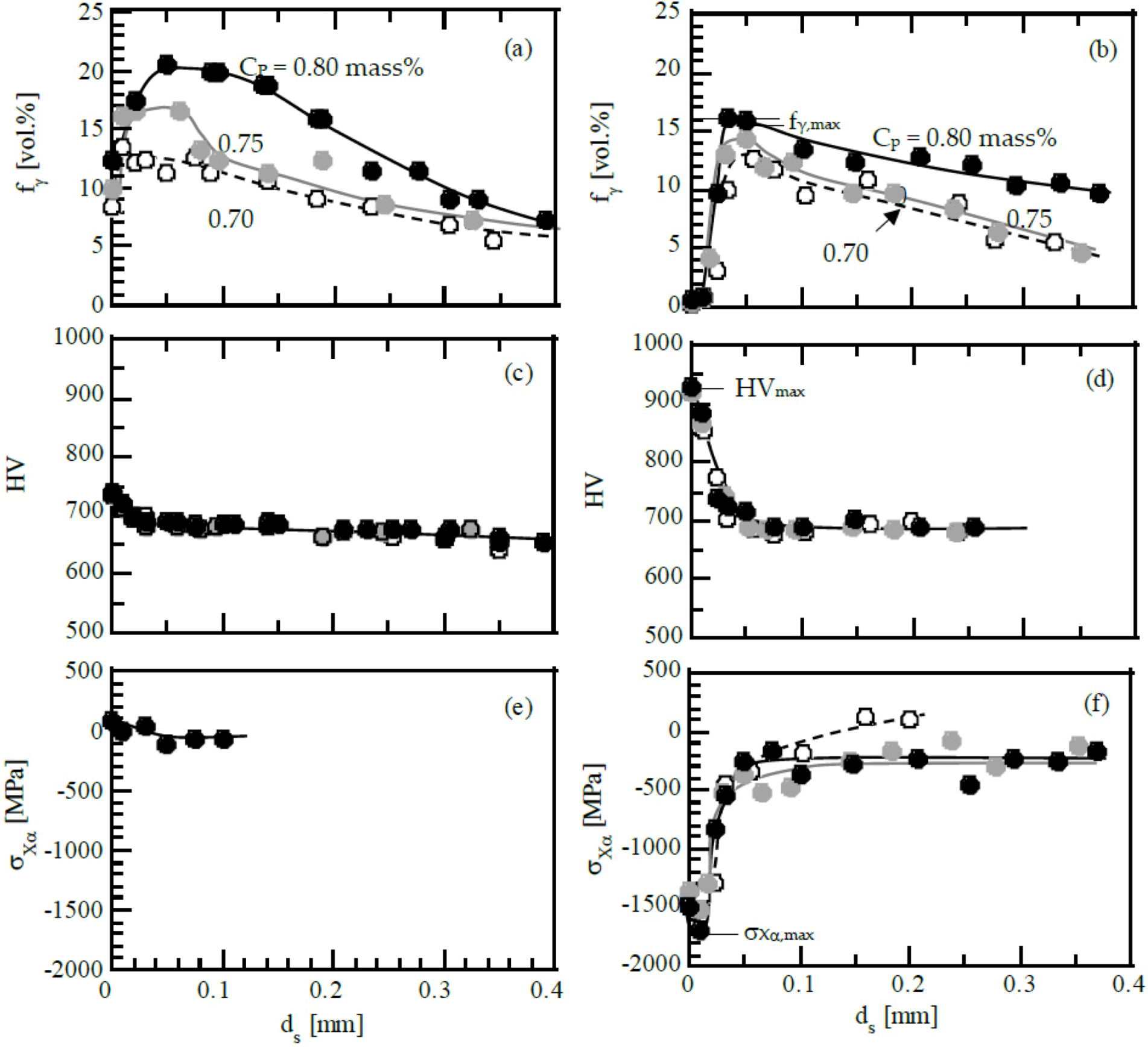
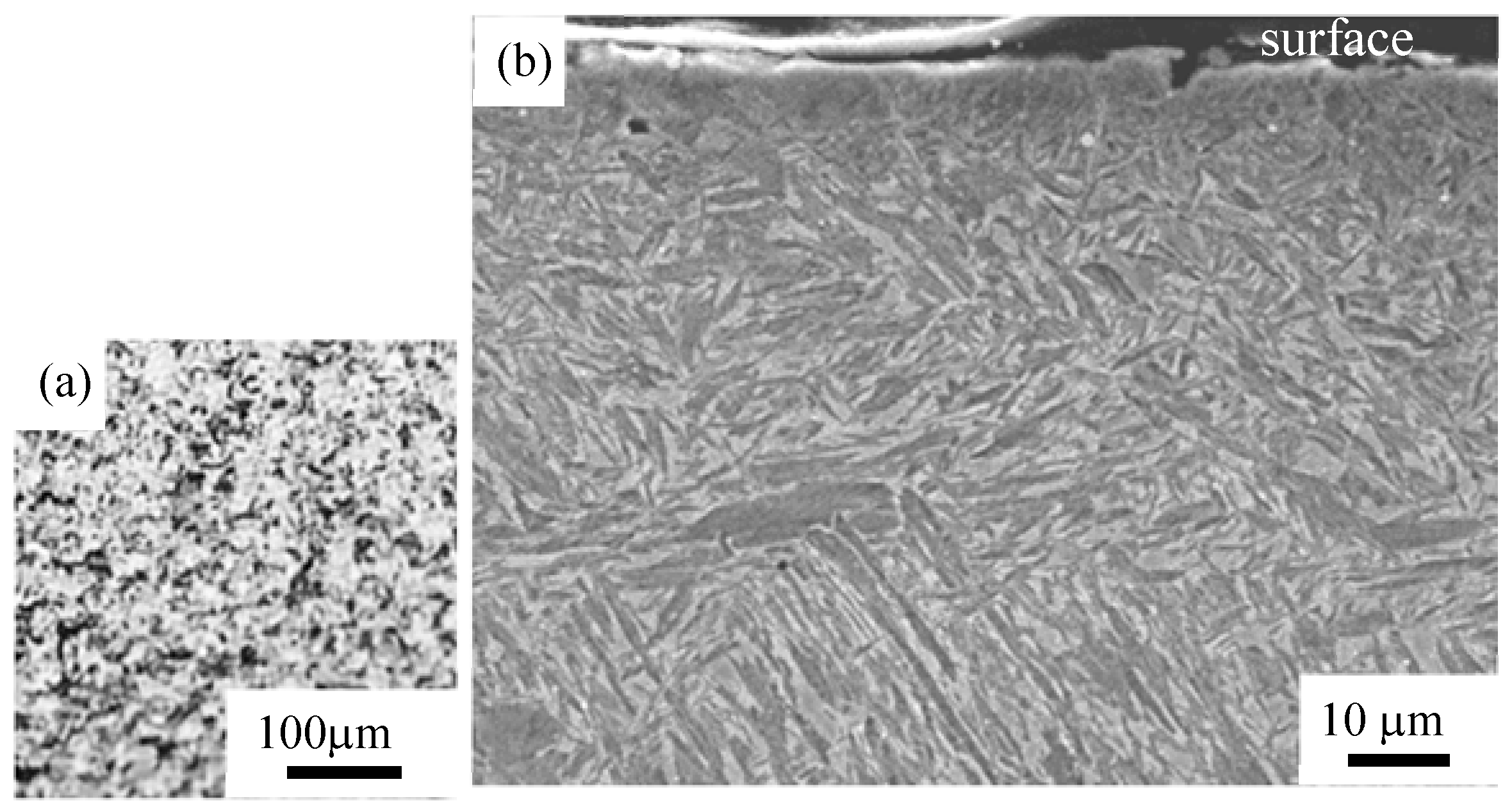
3.1. Surface-Hardened Layer Properties of Vacuum-Carburized Steels
3.2. Surface-Hardened Layer Properties of Vacuum-Carburized and Fine-Particle Peened Steels
4. Discussion
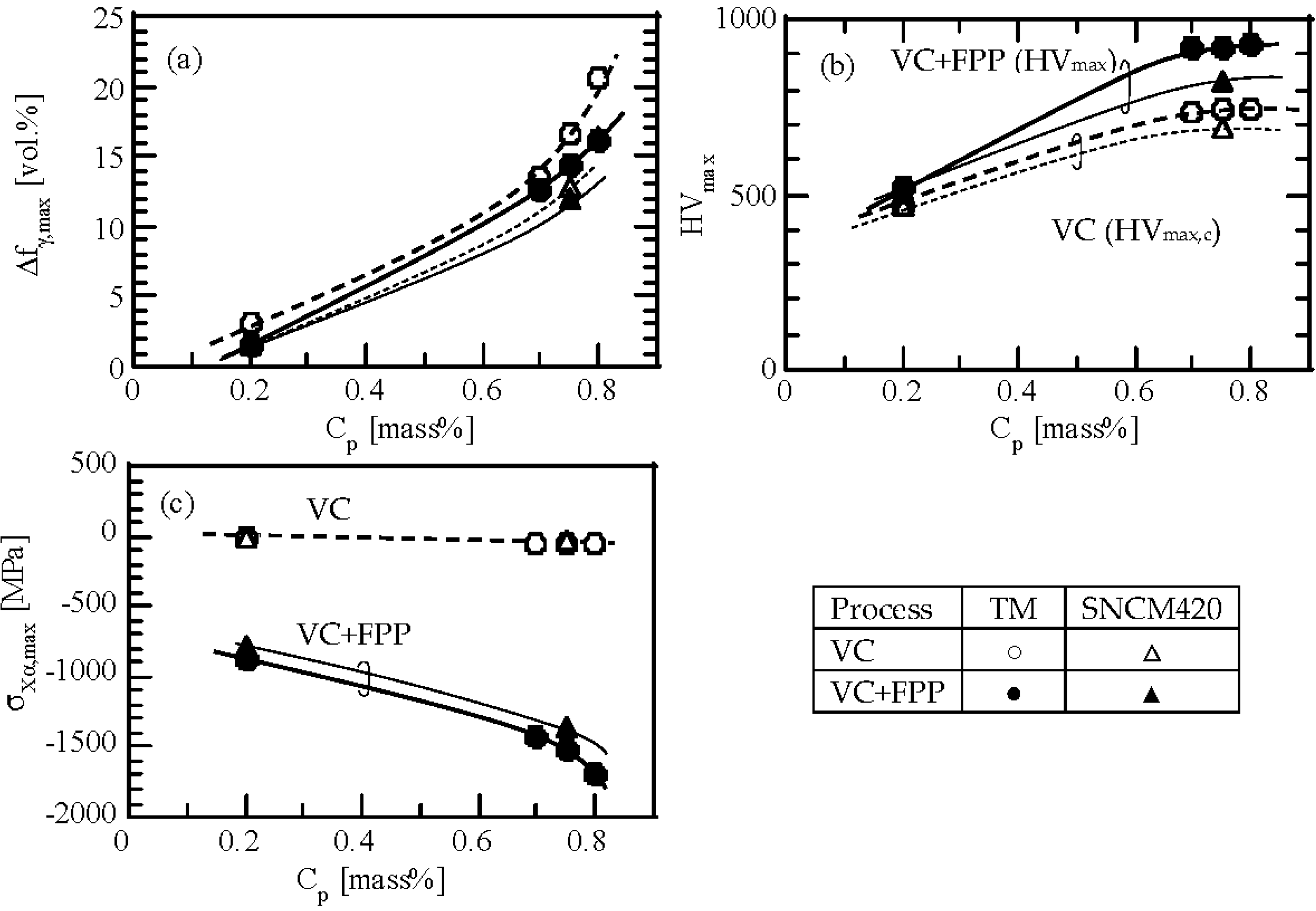
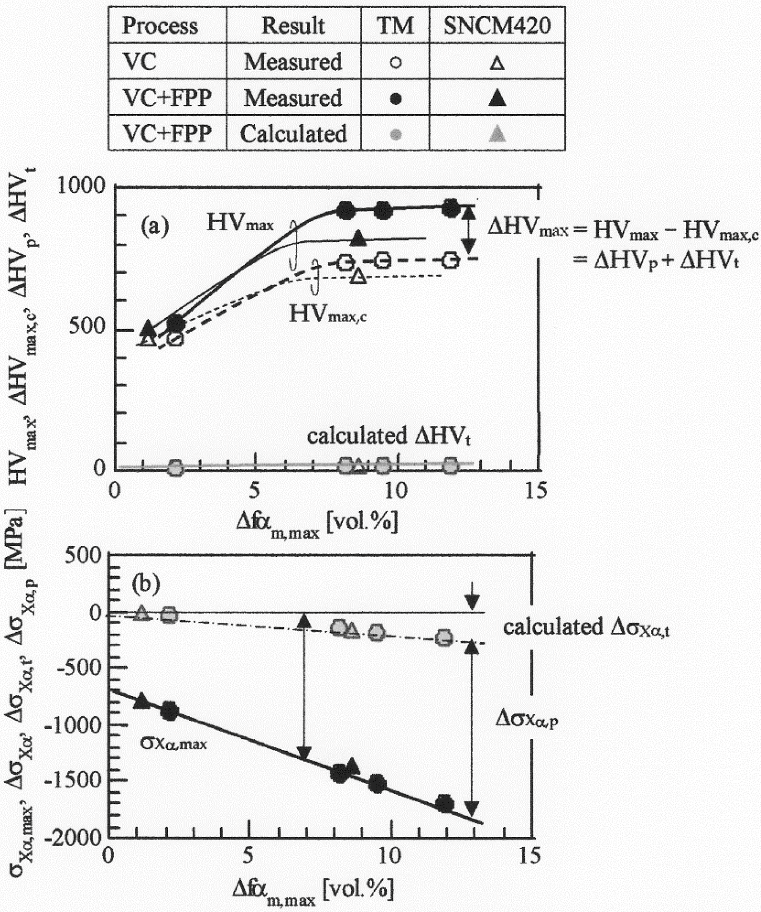
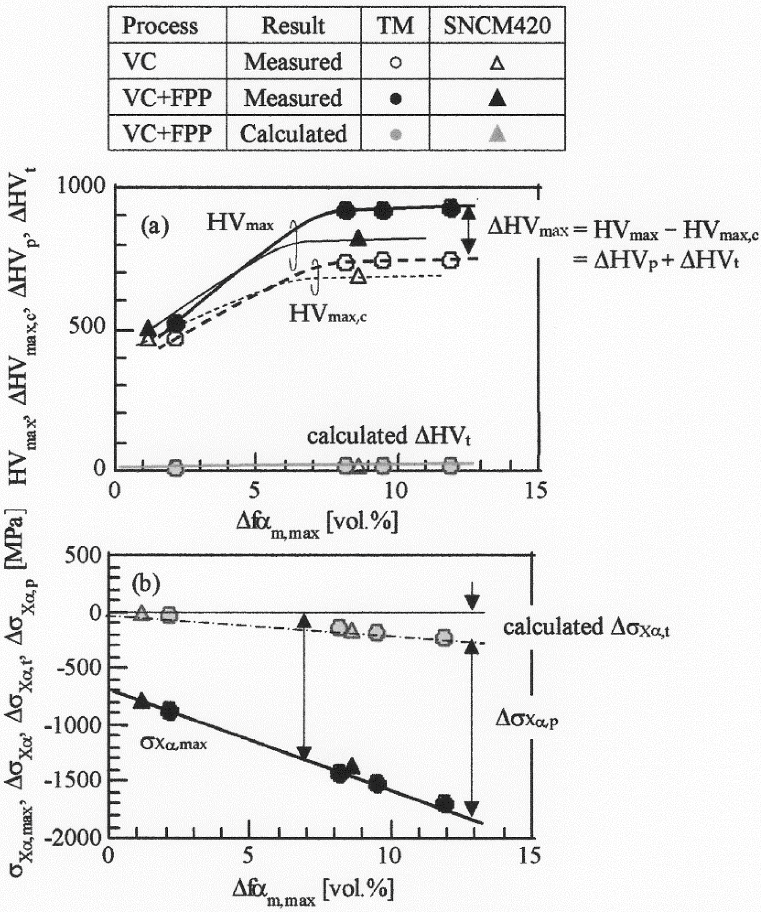
4.1. Maximum Hardness
4.2. Maximum Compressive Residual Stress
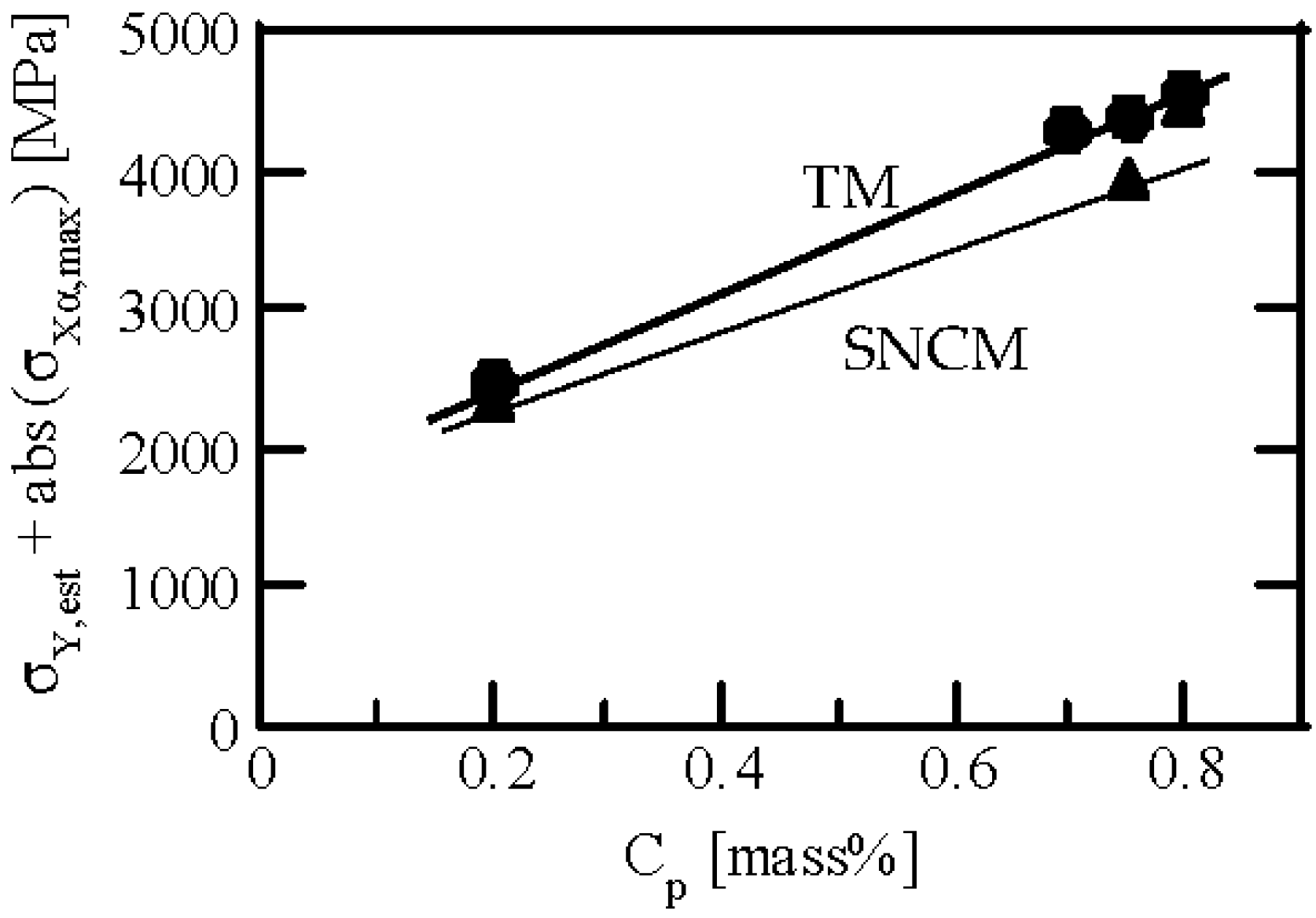
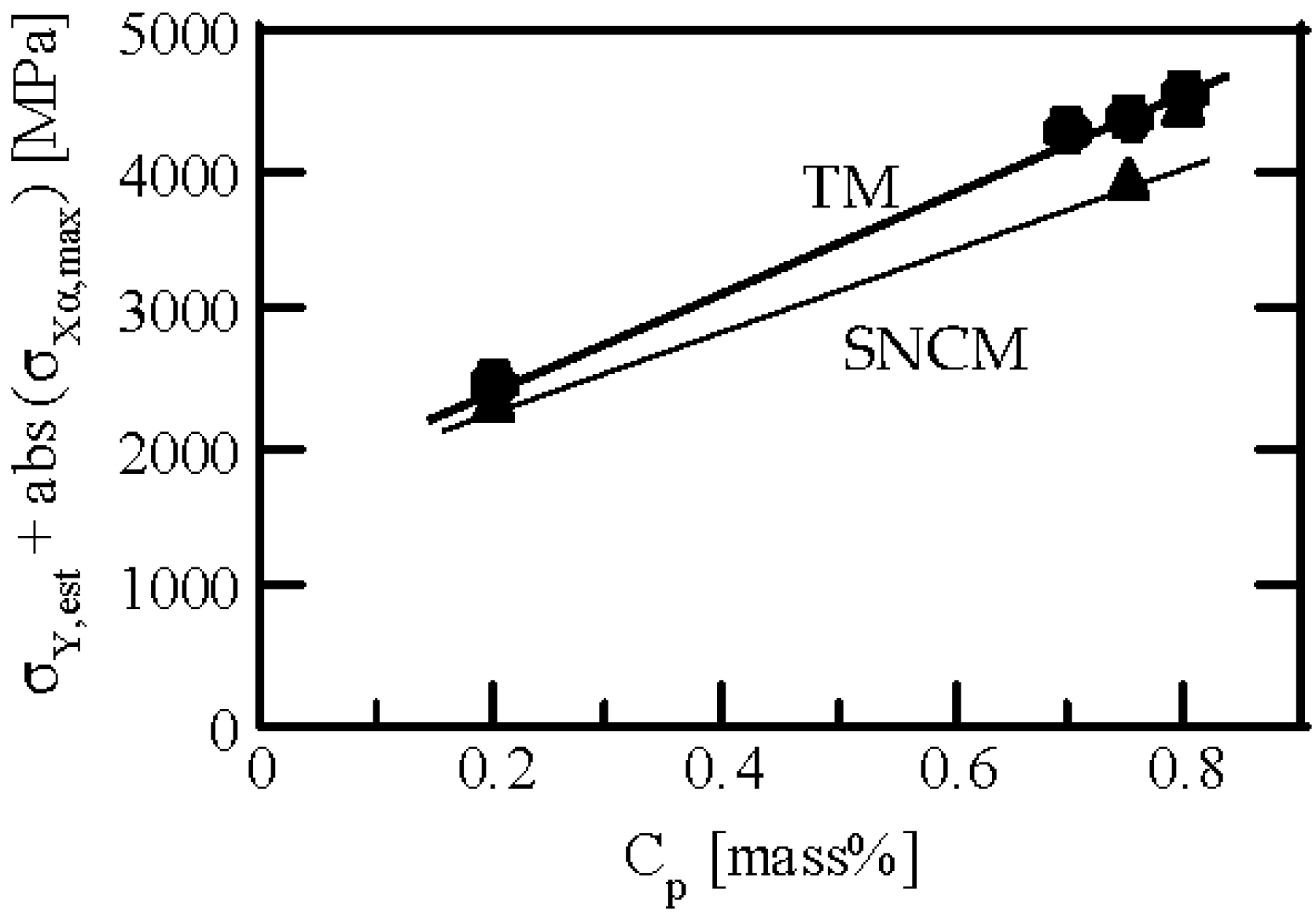
4.3. Estimation of Fatigue Limit
5. Summary
- (1)
- Vacuum-carburization resulted in a large amount of retained austenite and high Vickers hardness in the surface hardened layer of the steel with a low residual stress from 0 MPa to 60 MPa. The retained austenite fraction and the hardness increased with increasing carbon potential during vacuum-carburization, although the residual stress was independent of the carbon potential.
- (2)
- Subsequent FPP enhanced the compressive residual stress and the volume fraction of strain-induced martensite, especially in the surface hardened layer, with a further increase in hardness. These surface-hardened layer properties improved with increasing carbon potential.
- (3)
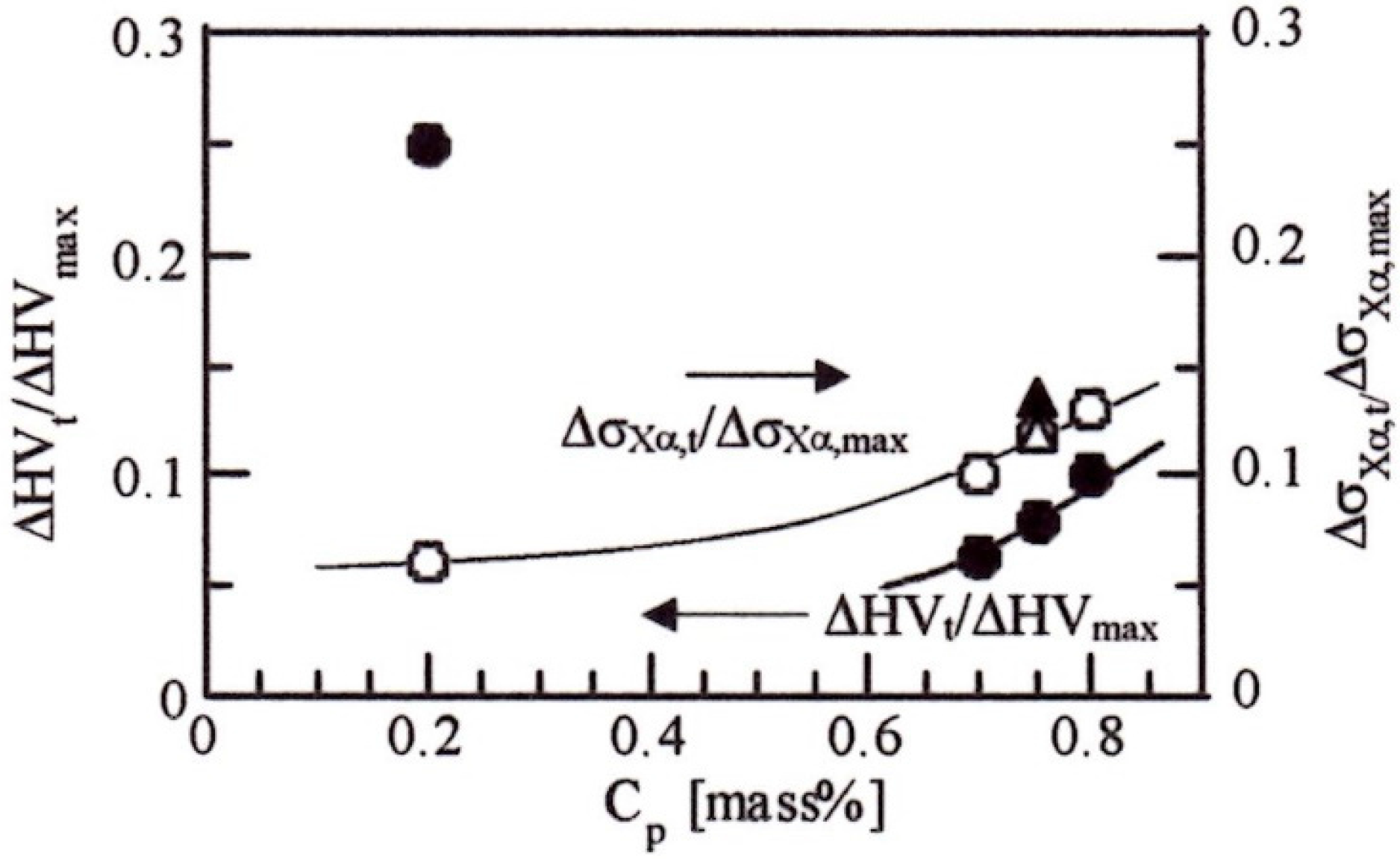
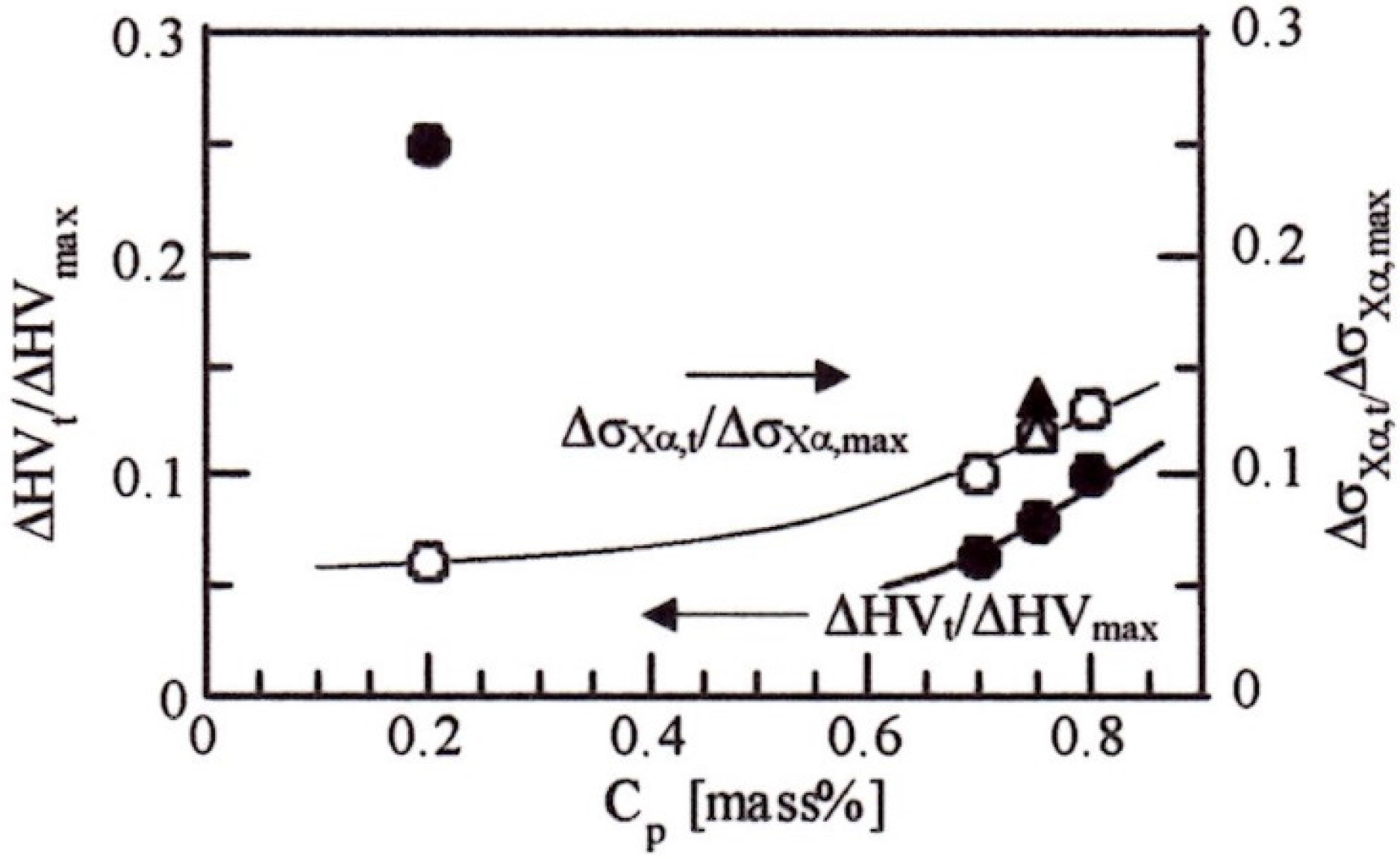
- The severe plastic deformation upon FPP treatment was the main contributor to hardness and compressive residual stress in the surface-hardened layer. The role of FPP in the strain-induced transformation on the hardness and the residual stress was relatively small, compared to that in the case of severe plastic deformation.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Maniwa, K.; Obara, S.; Kurogi, J.; Kanai, S.; Ueura, K. Improvement of Lubrication Life of Strain Wave Gearing for Space Applications by Surface Carburizing. In Proceedings of the 5th World Tribology Congress (WTC 2013), Torino, Italy, 8–13 September 2013. [Google Scholar]
- Kobayashi, J.; Song, S.; Sugimoto, K. Ultra-high-strength TRIP-aided martensitic steels. ISIJ Int. 2012, 52, 1124–1129. [Google Scholar] [CrossRef]
- Sugimoto, K.; Srivastava, A.K. Microstructure and mechanical properties of a TRIP-aided martensitic steel. Metallogr. Microstruct. Anal. 2015, 4, 344–354. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hojo, T. Fatigue hardening behavior of a 1.5 GPa Grade TRIP-aided martensitic steel. Metall. Mater. Trans. A 2016, 47, 5272–5279. [Google Scholar] [CrossRef]
- Diego-Calderon, I.; Rodriguez-Calvillo, P.; Lara, A.; Molina-Aldareguia, J.M.; Petrov, R.H.; De Knijf, D.; Sabirov, I. Effect of microstructure on fatigue behavior of advanced high strength steels produced by quenching and partitioning and the role of retained austenite. Mater. Sci. Eng. A 2015, 641, 215–224. [Google Scholar] [CrossRef]
- Gao, G.; Zhang, B.; Cheng, C.; Zhao, P.; Zhang, H.; Bai, B. Very high cycle fatigue behaviors of bainite/martensite multiphase steel treated by quenching-partitioning-tempering process. Int. J. Fatigue 2016, 9, 203–210. [Google Scholar] [CrossRef]
- Mueller, I.; Rementeria, R.; Caballero, F.G.; Kuntz, M.; Sourmail, T.; Kerscher, E. A constitutive relationship between fatigue limit and microstructure in nanostructured bainitic steels. Materials 2016, 9, 831. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, F.; Yan, Z.; Wang, T.; Qian, L. Wear property of low-temperature bainite in the surface layer of a carburized low carbon steel. Wear 2011, 271, 697–704. [Google Scholar] [CrossRef]
- Kobayashi, J.; Yoshikawa, N.; Sugimoto, K. Notch-fatigue strength of advanced TRIP-aided martensitic steels. ISIJ Int. 2013, 53, 1479–1486. [Google Scholar] [CrossRef]
- Sugimoto, K.; Mizuno, Y.; Hojo, T. Effect of fine particle peening on fatigue strength of a TRIP-aided martensitic steel. Key Eng. Mater. 2016, 665, 85–88. [Google Scholar] [CrossRef]
- Sugimoto, K.; Mizuno, Y.; Natori, M.; Hojo, T. Effects of fine particle peening on fatigue strength of a TRIP-aided martensitic steel. Int. J. Fatigue 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue behavior of a low-alloy steel with nanostructured surface obtained by severe shot peening. Eng. Fract. Mech. 2012, 81, 56–68. [Google Scholar] [CrossRef]
- Dalaei, K.; Karlsson, B.; Svensson, L.E. Stability of shot peening induced residual stresses and their influence on fatigue lifetime. Mater. Sci. Eng. A 2011, 528, 1008–1015. [Google Scholar] [CrossRef]
- Koshimune, M.; Matsui, K.; Takahashi, K.; Nakano, W.; Ando, K. Influence of hardness and residual stress on fatigue limit for high strength steel. Trans. Jpn. Soc. Spring Eng. 2009, 54, 19–26. [Google Scholar] [CrossRef]
- Matsui, K.; Koshimune, M.; Takahashi, K.; Ando, K. Influence of shot peening method on rotating bending fatigue limit for high strength steel. Trans. Jpn. Soc. Spring Eng. 2010, 55, 7–12. [Google Scholar] [CrossRef]
- Kato, M.; Matsumura, Y.; Ishikawa, R.; Kobayashi, Y. Influence of shot peening condition on the fatigue strength of the carburizing steel. Electr. Furn. Steel 2008, 79, 69–76. [Google Scholar] [CrossRef]
- Shaw, B.A.; Aylott, C.; O’Hara, P.; Brimble, K. The role of residual stress on the fatigue strength of high performance gearing. Int. J. Fatigue 2003, 25, 1279–1283. [Google Scholar] [CrossRef]
- Davies, D.P.; Jenkins, S.L. Influence of stress and environment on the fatigue strength and failure characteristics of case carburized low alloy steels for aerospace applications. Int. J. Fatigue 2012, 44, 234–244. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hojo, T.; Mizuno, Y. Surface-hardened layer properties of newly developed case-hardening steel. ISIJ Int. 2017. submitted for publication. [Google Scholar]
- Sugimoto, K.; Hojo, T.; Mizuno, Y. Effects of fine particle peening conditions on rotational bending fatigue strength of a vacuum carburized TRIP-aided martensitic steel. Metall. Mater. Trans. A 2017. submitted for publication. [Google Scholar]
- Maruyama, H. X-ray measurement of retained austenite volume fraction. J. Jpn. Soc. Heat Treat. 1977, 17, 198–204. [Google Scholar]
- Maruyama, Y.; Miyazaki, T.; Sasaki, T. Development and validation of an X-ray stress measurement device using an imaging plate suitable for the cosα method. J. Soc. Mater. Sci. Jpn. 2015, 64, 560–566. [Google Scholar] [CrossRef]
- Umemoto, M. Nanocrystallization of steels by severe plastic deformation. Mater. Trans. 2003, 44, 1900–1911. [Google Scholar] [CrossRef]
- Tamura, I. Strength of Steels; Nikkan-Kogyo-Shimbun Ltd.: Tokyo, Japan, 1969; p. 133. [Google Scholar]
- Moyer, J.M.; Ansell, G.S. The volume expansion accompanied the martensite transformation in Iron-carbon alloys. Metall. Trans. A 1975, 6, 1785–1792. [Google Scholar] [CrossRef]
- Sakaki, T.; Sugimoto, K.; Fukuzato, T. Role of internal stress for continuous yielding of dual-phase steels. Acta Metall. 1983, 31, 1737–1746. [Google Scholar] [CrossRef]
- Natori, N.; Song, S.; Sugimoto, K. The effects of fine particle peening on surface residual stress of a TRIP-aided bainitic ferrite steel. J. Soc. Mater. Sci. Jpn. 2014, 63, 662–668. [Google Scholar] [CrossRef]
- Sugimoto, K.; Hojo, T.; Mizuno, Y. Effects of vacuum carburizing conditions on fatigue strength of a TRIP-aided martensitic steel. Mater. Sci. Technol. 2017. submitted for publication. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Cr | Mo | Ni | Al | Nb | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| TM | 0.20 | 1.50 | 1.51 | 0.005 | 0.002 | 1.00 | 0.01 | 0.02 | 0.039 | 0.05 | 0.0009 |
| SNCM420 | 0.20 | 0.20 | 0.50 | 0.009 | 0.013 | 0.55 | 0.15 | 1.68 | - | - | - |
| Shot Material | Steel |
|---|---|
| Shot Vickers hardness | 900 |
| Shot diameter (μm) | 50 |
| Pressure mode | Air nozzle |
| Arc height (mm (N)) | 0.21 |
| Coverage (%) | 300 |
| Steel | CP | Rz | fγ,max | Δfαm,max | HVmax,c | HVmax | σXα,max |
|---|---|---|---|---|---|---|---|
| TM | 0.20 | 3.0 | 3.1 | 2.2 | 473 | 525 | −863 |
| 0.70 | 5.1 | 12.7 | 8.2 | 733 | 921 | −1429 | |
| 0.75 | 5.0 | 14.3 | 9.5 | 740 | 920 | −1509 | |
| 0.80 | 5.2 | 16.1 | 11.9 | 740 | 928 | −1683 | |
| SNCM420 | 0.20 | 3.3 | 1.6 | 1.1 | 469 | 504 | −792 |
| 0.75 | 5.0 | 12.0 | 8.6 | 694 | 824 | −1361 |
| Steel | CP | Cγ | HVαm* | ΔHVt | ΔHVt/ΔHVmax | eM* | ΔσXα,t | ΔσXα,t/ΔσXα,max | σY,est | σY,est + abs(σXα,max) |
|---|---|---|---|---|---|---|---|---|---|---|
| TM | 0.20 | 0.80 | 880–920 | 12–13 | 0.23–0.25 | 0.0092 | −55 | 0.06 | 1630 | 2493 |
| 0.70 | 0.70 | 850–920 | 10–15 | 0.05–0.08 | 0.0088 | −148 | 0.10 | 2860 | 4289 | |
| 0.75 | 0.75 | 865–920 | 12–17 | 0.07–0.09 | 0.0090 | −175 | 0.12 | 2857 | 4366 | |
| 0.80 | 0.80 | 880–920 | 17–21 | 0.09–0.11 | 0.0092 | −224 | 0.13 | 2882 | 4565 | |
| SNCM420 | 0.20 | - | - | - | - | 0.0067 | −12 | 0.02 | 1565 | 2357 |
| 0.75 | 0.75 | 865–920 | 15–19 | 0.12–0.15 | 0.0090 | −159 | 0.12 | 2559 | 3920 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sugimoto, K.-i.; Hojo, T.; Mizuno, Y. Effects of Vacuum-Carburizing Conditions on Surface-Hardened Layer Properties of Transformation-Induced Plasticity-Aided Martensitic Steel. Metals 2017, 7, 301. https://doi.org/10.3390/met7080301
Sugimoto K-i, Hojo T, Mizuno Y. Effects of Vacuum-Carburizing Conditions on Surface-Hardened Layer Properties of Transformation-Induced Plasticity-Aided Martensitic Steel. Metals. 2017; 7(8):301. https://doi.org/10.3390/met7080301
Chicago/Turabian StyleSugimoto, Koh-ichi, Tomohiko Hojo, and Yuta Mizuno. 2017. "Effects of Vacuum-Carburizing Conditions on Surface-Hardened Layer Properties of Transformation-Induced Plasticity-Aided Martensitic Steel" Metals 7, no. 8: 301. https://doi.org/10.3390/met7080301