Effect of Reinforcement Type and Dispersion on the Hardening of Sintered Pure Aluminium




Abstract
:1. Introduction
2. Materials and Methods
3. Results
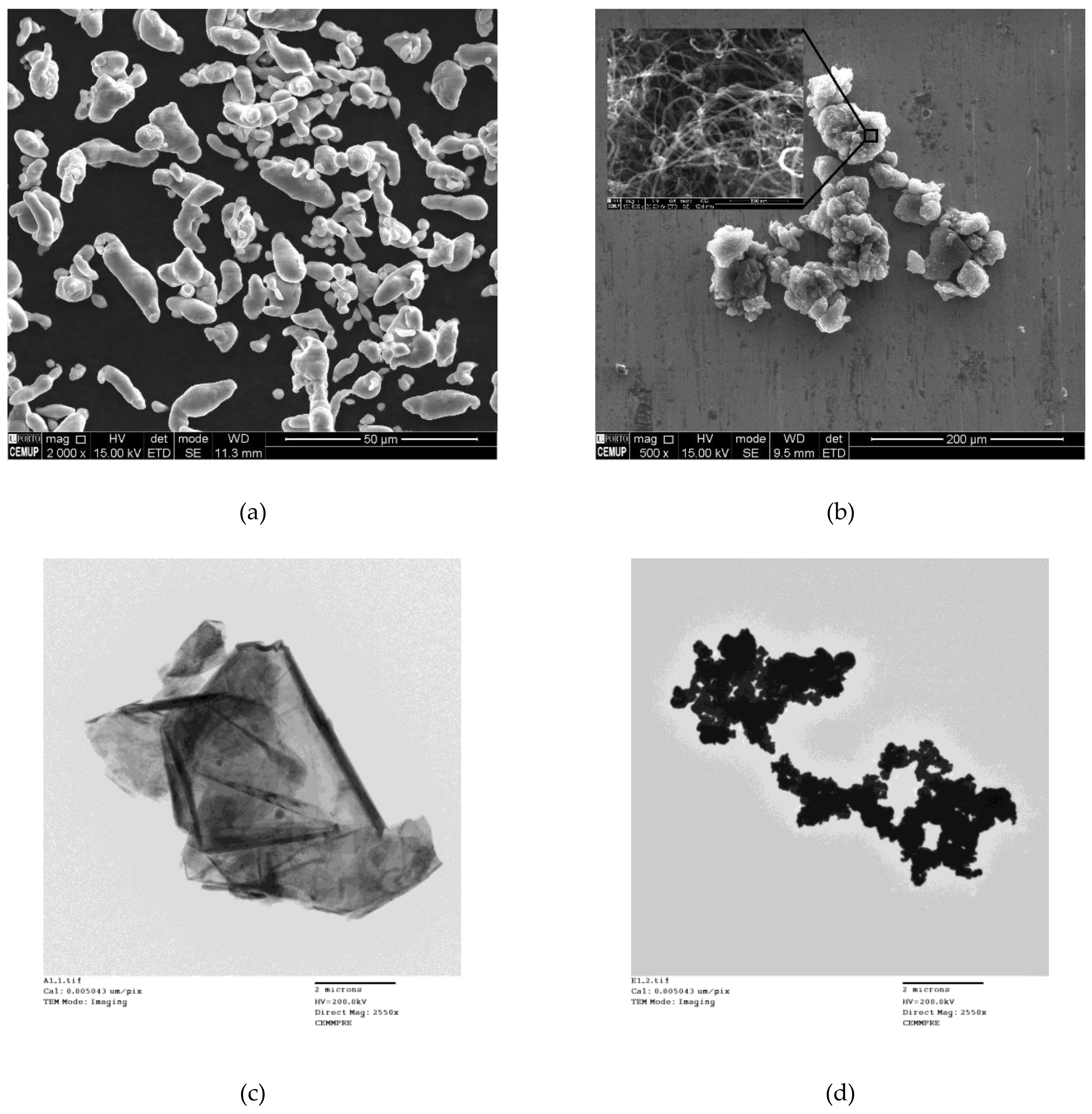
3.1. Preliminary Preparation of the Alyminium Multi-Walled Carbon Naotube (Al-MWCNT)
3.2. Changing the Dispersing Conditions for the Al-MWCNT System
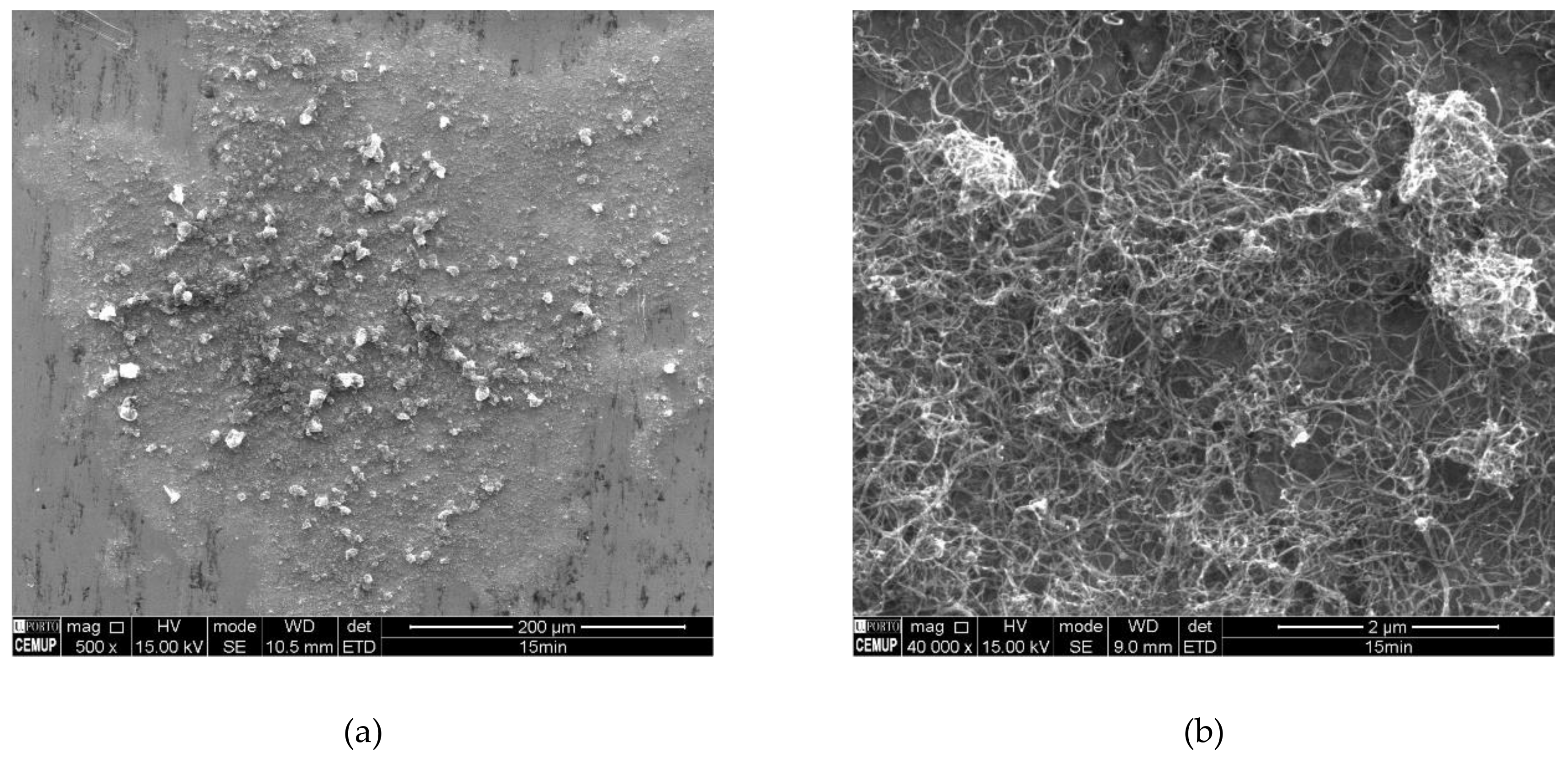
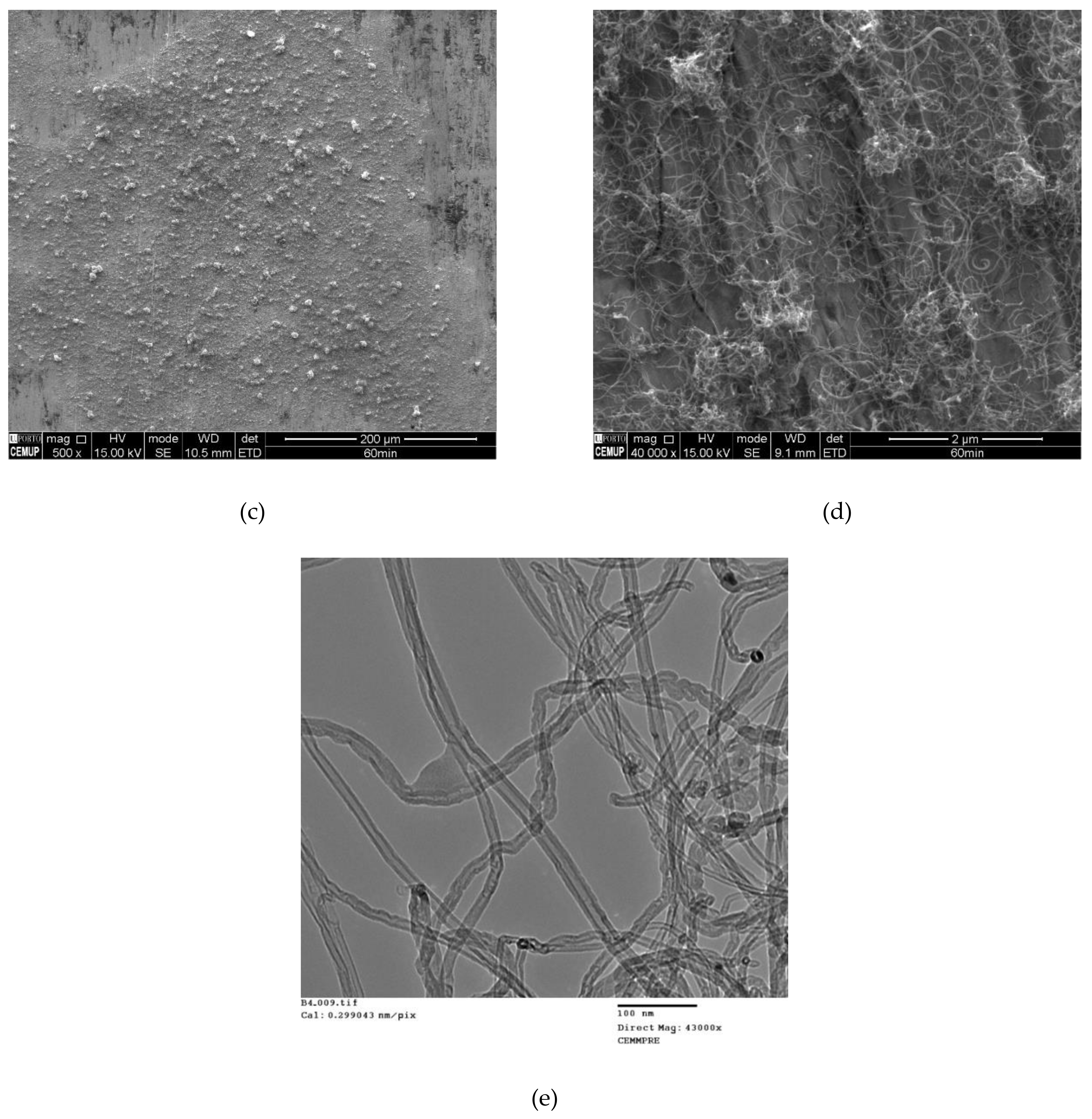
3.3. Application of Ultrasonication Bath to Assist Sonication
3.4. Al Powder Mixed with Graphene, Alumina and WC
3.5. Raman Analysis of MWCNT
4. Discussions
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhou, D.S.; Qiu, F.; Wang, H.Y.; Jiang, Q.C. Manufacture of nano-sized particle-reinforced metal matrix composites: A review. Acta Metall. Sin. Engl. Lett. 2014, 27, 798–805. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites-a review. Inter. Mater. Rev. 2010, 55, 41–64. [Google Scholar] [CrossRef]
- Baig, Z.; Mamat, O.; Mustapha, M. Recent progress on the dispersion and the strengthening effect of carbon nanotubes and graphene-reinforced metal nanocomposites: A review. Crit. Rev. Solid State Mater. Sci. 2018, 43, 1–46. [Google Scholar] [CrossRef]
- Deng, C.F.; Wang, D.Z.; Zhang, X.X.; Li, A.B. Processing and properties of carbon nanotubes reinforced aluminum composites. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2007, 444, 138–145. [Google Scholar] [CrossRef]
- Bisht, A.; Srivastava, M.; Kumar, R.M.; Lahiri, I.; Lahiri, D. Strengthening mechanism in graphene nanoplatelets reinforced aluminum composite fabricated through spark plasma sintering. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2017, 695, 20–28. [Google Scholar] [CrossRef]
- Vaisman, L.; Wagner, H.D.; Marom, G. The role of surfactants in dispersion of carbon nanotubes. Adv. Colloid Interface Sci. 2006, 128, 37–46. [Google Scholar] [CrossRef] [PubMed]
- Ashby, M.F.; Ferreira, P.J.; Schodek, D.L. Nanomaterials: Properties. In Nanomaterials, Nanotechnologies and Design; Butterworth-Heinemann: Boston, MA, USA, 2009; pp. 199–255. [Google Scholar]
- Spowart, J.E.; Miracle, D.B. The influence of reinforcement morphology on the tensile response of 6061/SiC/25p discontinuously-reinforced aluminum. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2003, 357, 111–123. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel nanoparticle-reinforced metal matrix composites with enhanced mechanical properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles—A review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Lumley, R. Fundamentals of Aluminium Metallurgy Production, Processing and Applications; Woodhead Publishing Limited: Cambridge, UK, 2011; p. 7. [Google Scholar]
- Williams, J.C.; Starke, E.A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Koli, D.K.; Agnihotri, G.; Purohit, R. Advanced aluminium matrix composites: The critical need of automotive and aerospace engineering fields. Mater. Today Proc. 2015, 2, 3032–3041. [Google Scholar] [CrossRef]
- He, F. Ceramic nanoparticles in metal matrix composites. In Ceramic Nanocomposites; Woodhead Publishing: Cambridge, UK, 2013; pp. 185–207. [Google Scholar]
- Cintas, J.; Cuevas, F.G.; Montes, J.M.; Caballero, E.S.; Herrera, E.J. Strengthening of ultrafine PM aluminium using nano-sized oxycarbonitride dispersoids. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2011, 528, 8286–8291. [Google Scholar] [CrossRef]
- Esawi, A.M.K.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. The influence of carbon nanotube (CNT) morphology and diameter on the processing and properties of CNT-reinforced aluminium composites. Compos. Part Appl. Sci. Manuf. 2011, 42, 234–243. [Google Scholar] [CrossRef]
- Hu, Z.; Tong, G.; Lin, D.; Chen, C.; Guo, H.; Xu, J.; Zhou, L. Graphene-reinforced metal matrix nanocomposites—A review. Mater. Sci. Technol. 2016, 32, 930–953. [Google Scholar] [CrossRef]
- Nieto, A.; Bisht, A.; Lahiri, D.; Zhang, C.; Agarwal, A. Graphene reinforced metal and ceramic matrix composites: A review. Int. Mater. Rev. 2017, 62, 241–302. [Google Scholar] [CrossRef]
- Tian, W.M.; Li, S.M.; Wang, B.; Chen, X.; Liu, J.H.; Yu, M. Graphene-reinforced aluminum matrix composites prepared by spark plasma sintering. Int. J. Miner. Metall. Mater. 2016, 23, 723–729. [Google Scholar] [CrossRef]
- Noguchi, T.; Magario, A.; Fukazawa, S.; Shimizu, S.; Beppu, J.; Seki, M. Carbon nanotube/aluminium composites with uniform dispersion. Mater. Trans. 2004, 45, 602–604. [Google Scholar] [CrossRef]
- Liao, J.Z.; Tan, M.J. Mixing of carbon nanotubes (CNTs) and aluminum powder for powder metallurgy use. Powder Technol. 2011, 208, 42–48. [Google Scholar] [CrossRef]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Reis, M.A.L.; Vieira, M.F. Improved dispersion of carbon nanotubes in aluminum nanocomposites. Compos. Struct. 2014, 108, 992–1000. [Google Scholar] [CrossRef]
- Simões, S.; Viana, F.; Reis, M.A.L.; Vieira, M.F. Influence of dispersion/mixture time on mechanical properties of Al–CNTs nanocomposites. Compos. Struct. 2015, 126, 114–122. [Google Scholar] [CrossRef]
- Chen, Z.K.; Yang, J.P.; Ni, Q.Q.; Fu, S.Y.; Huang, Y.G. Reinforcement of epoxy resins with multi-walled carbon nanotubes for enhancing cryogenic mechanical properties. Polymer 2009, 50, 4753–4759. [Google Scholar] [CrossRef]
- Li, Y.; Chen, C.X.; Zhang, S.; Ni, Y.W.; Huang, J. Electrical conductivity and electromagnetic interference shielding characteristics of multiwalled carbon nanotube filled polyacrylate composite films. Appl. Surf. Sci. 2008, 254, 5766–5771. [Google Scholar] [CrossRef]
- Ciesielski, A.; Samori, P. Graphene via sonication assisted liquid-phase exfoliation. Chem. Soc. Rev. 2014, 43, 381–398. [Google Scholar] [CrossRef] [PubMed]
- Simões, S.; Viana, F.; Reis, M.A.L.; Vieira, M.F. Aluminum and nickel matrix composites reinforced by CNTs: Dispersion/Mixture by ultrasonication. Metals 2017, 7, 279. [Google Scholar] [CrossRef]
- Costa, S.; Borowiak-Palen, E.; Kruszynska, M.; Bachmatiuk, A.; Kalenczuk, R.J. Characterization of carbon nanotubes by Raman spectroscopy. Mater. Sci. Pol. 2008, 26, 433–441. [Google Scholar]
- Barai, P.; Weng, G.J. A theory of plasticity for carbon nanotube reinforced composites. Int. J. Plast. 2011, 27, 539–559. [Google Scholar] [CrossRef]
- Rikhtegar, F.; Shabestari, S.G.; Saghafian, H. Microstructural evaluation and mechanical properties of Al–CNT nanocomposites produced by different processing methods. J. Alloys Compd. 2017, 723, 633–641. [Google Scholar] [CrossRef]
- Boesl, B.; Lahiri, D.; Behdad, S.; Agarwal, A. Direct observation of carbon nanotube induced strengthening in aluminum composite via in situ tensile tests. Carbon 2014, 69, 79–85. [Google Scholar] [CrossRef]
- Xia, Z.; Riester, L.; Curtin, W.A.; Li, H.; Sheldon, B.W.; Liang, J.; Chang, B.; Xu, J.M. Direct observation of toughening mechanisms in carbon nanotube ceramic matrix composites. Acta Mater. 2004, 52, 931–944. [Google Scholar] [CrossRef]
- Cheng, Q.H.; Debnath, S.; Gregan, E.; Byrne, H.J. Ultrasound-assisted SWNTs dispersion: Effects of sonication parameters and solvent properties. J. Phys. Chem. C 2010, 114, 8821–8827. [Google Scholar] [CrossRef]
- Ci, L.J.; Ryu, Z.Y.; Jin-Phillipp, N.Y.; Ruhle, M. Investigation of the interfacial reaction between multi-walled carbon nanotubes and aluminum. Acta Mater. 2006, 54, 5367–5375. [Google Scholar] [CrossRef]
- Bustamante, R.P.; Yoshida, M.M.; Sánchez, R.M.; Martinez, J.B.; Cantu, J.G. Al4C3 Formation in carbon nanotube/Aluminum composites. Microsc. Microanal. 2012, 18, 1914. [Google Scholar] [CrossRef]
- Poirier, D.; Gauvin, R.; Drew, R.A.L. Structural characterization of a mechanically milled carbon nanotube/aluminum mixture. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1482–1489. [Google Scholar] [CrossRef]
- Huang, Y.Y.; Terentjev, E.M. Dispersion of carbon nanotubes: Mixing, sonication, stabilization, and composite properties. Polymers 2012, 4, 275–295. [Google Scholar] [CrossRef]
- Reis, M.A.L.; Neto, N.M.B.; de Sousa, M.E.S.; Araujo, P.T.; Simoes, S.; Vieira, M.F.; Viana, F.; Loayza, C.R.L.; Borges, D.J.A.; Cardoso, D.C.S.; et al. Raman spectroscopy fingerprint of stainless steel-MWCNTs nanocomposite processed by ball-milling. Aip Adv. 2018, 8, 015323. [Google Scholar] [CrossRef] [Green Version]
- Ostovan, F.; Matori, K.A.; Toozandehjani, M.; Oskoueian, A.; Yusoff, H.M.; Yunus, R.; Ariff, A.H.M. Nanomechanical behavior of multi-walled carbon nanotubes particulate reinforced Aluminum nanocomposites prepared by Ball Milling. Materials 2016, 9, 140. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.H.; Khan, U.; Coleman, J.; Fernandez, B.; Rodriguez, P.; Naher, S.; Brabazon, D. Graphene oxide and graphene nanosheet reinforced aluminium matrix composites: Powder synthesis and prepared composite characteristics. Mater. Des. 2016, 94, 87–94. [Google Scholar] [CrossRef]
- Kang, Y.C.; Chan, S.L.I. Tensile properties of nanometric Al2O3 particulate-reinforced aluminum matrix composites. Mater. Chem. Phys. 2004, 85, 438–443. [Google Scholar] [CrossRef]
- Evirgen, A.; Ovecoglu, M.L. Characterization investigations of a mechanically alloyed and sintered Al-2 wt. %Cu alloy reinforced with WC particles. J. Alloys Compd. 2010, 496, 212–217. [Google Scholar] [CrossRef]
- Simon, A.; Lipusz, D.; Baumli, P.; Balint, P.; Kaptay, G.; Gergely, G.; Sfikas, A.; Lekatou, A.; Karantzalis, A.; Gacsi, Z. Microstructure and mechanical properties of Al-WC composites. Arch. Metall. Mater. 2015, 60, 1517–1521. [Google Scholar] [CrossRef]
- Fabian, S.J.A.; Selvam, B. Experimental investigation of densification and mechanical behaviour on Aluminum reinforced with WCp metal matrix composite prepared by powder metallurgy. J. Mech. Eng. Technol. 2014, 6, 1–11. [Google Scholar]
- Razavi, M.; Mobasherpour, I. Production of aluminum nano-composite reinforced by tungsten carbide particles via mechanical milling and subsequent hot pressing. Int. J. Mater. Res. 2014, 105, 1103–1110. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Particle size | Surface area (m2/kg) | Density (kg/m3) |
|---|---|---|---|
| Al | D50 = 10.10 µm | 695 | 2670 |
| Graphene | Average thickness 60 nm 1 Lateral size ≤ 7 µm 1 | ≤40,000 1 | 2200 2 |
| Al2O3 | Particle size < 50 nm 1 | >40,000 1 | 3955 2 |
| WC | D50 = 0.33 µm | 19,000 | 15,630 2 |
| MWCNT (wt. %) | 0.00 | 0.25 | 0.50 | 0.75 | 1.00 | 2.00 |
|---|---|---|---|---|---|---|
| HV 0.01 | 35 | 38 | 40 | 38 | 39 | 39 |
| SD | 3 | 2 | 2 | 3 | 3 | 3 |
| No. | Conditions | HV 0.01 | SD |
|---|---|---|---|
| 1 | Pure Al | 36 | 1 |
| 2 | Sonicated like preliminary condition | 39 | 3 |
| 3 | Sonicated like preliminary condition but in an amount approximately 10 times greater in the mixing dish | 37 | 5 |
| 4 | Sonicated like preliminary condition and then 24 h in Turbula | 39 | 3 |
| 5 | MWCNTs and Al sonicated 5 min separately and then 10 min together | 36 | 4 |
| 6 | Like No. 5 and then 6 h in Turbula | 37 | 3 |
| 7 | Sonicated like preliminary condition and then magnetic stirring | 36 | 3 |
| 8 | MWCNTs and Al sonicated 10 min separately and then 5 min together followed by magnetic stirring | 39 | 6 |
| 9 | Sonicated like preliminary condition with 5 wt. % SA | 36 | 3 |
| 10 | Sonicated like preliminary condition in H2O-5 vol. % H2O2 | 37 | 2 |
| No. | Conditions | HV 0.01 | SD |
|---|---|---|---|
| 1 | MWCNT in Ultrasonic bath for 60 min, 3000 rpm Al 5 min, and then 20,400 rpm together for 15 min cooperated by ultrasonication | 36 | 2 |
| 2 | MWCNT in Ultrasonic bath for 60 min, 3000 rpm Al 5 min, and then 11,000 rpm together for 15 min cooperated by ultrasonication | 36 | 3 |
| 3 | MWCNT in Ultrasonic bath for 60 min, 3000 rpm Al 5 min, and then 1,500 rpm together for 15 min cooperated by ultrasonication | 38 | 2 |
| 4 | MWCNT in Ultrasonic bath for 15 min, 3000 rpm Al 5 min, and then 11,000 rpm together for 5 min cooperated by ultrasonication | 41 | 2 |
| Material | Pure | MWCNT | Graphene | Alumina | WC |
|---|---|---|---|---|---|
| HV 0.01 | 30 ± 1 | 31 ± 2 | 36 ± 1 | 36 ± 1 | 46 ± 2 |
| Densification (%) | 99 ± 2 | 95 ± 0 | 99 ± 1 | 96 ± 0 | 97 ± 1 |
| Specimen | D (cm−1) | G (cm−1) | ID/IG |
|---|---|---|---|
| Pristine | 1365.5 | 1566.9 | 0.55 |
| Sonication assisted | 1358.3 | 1571.6 | 0.50 |
| Sonication assisted with powder | 1358.3 | 1578.7 | 0.64 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Emadinia, O.; Vieira, M.T.; Vieira, M.F. Effect of Reinforcement Type and Dispersion on the Hardening of Sintered Pure Aluminium. Metals 2018, 8, 786. https://doi.org/10.3390/met8100786
Emadinia O, Vieira MT, Vieira MF. Effect of Reinforcement Type and Dispersion on the Hardening of Sintered Pure Aluminium. Metals. 2018; 8(10):786. https://doi.org/10.3390/met8100786
Chicago/Turabian StyleEmadinia, Omid, Maria T. Vieira, and Manuel F. Vieira. 2018. "Effect of Reinforcement Type and Dispersion on the Hardening of Sintered Pure Aluminium" Metals 8, no. 10: 786. https://doi.org/10.3390/met8100786
APA StyleEmadinia, O., Vieira, M. T., & Vieira, M. F. (2018). Effect of Reinforcement Type and Dispersion on the Hardening of Sintered Pure Aluminium. Metals, 8(10), 786. https://doi.org/10.3390/met8100786