3.1. Effects of Heat Treatment Parameters on the Massive Transformed Microstructure
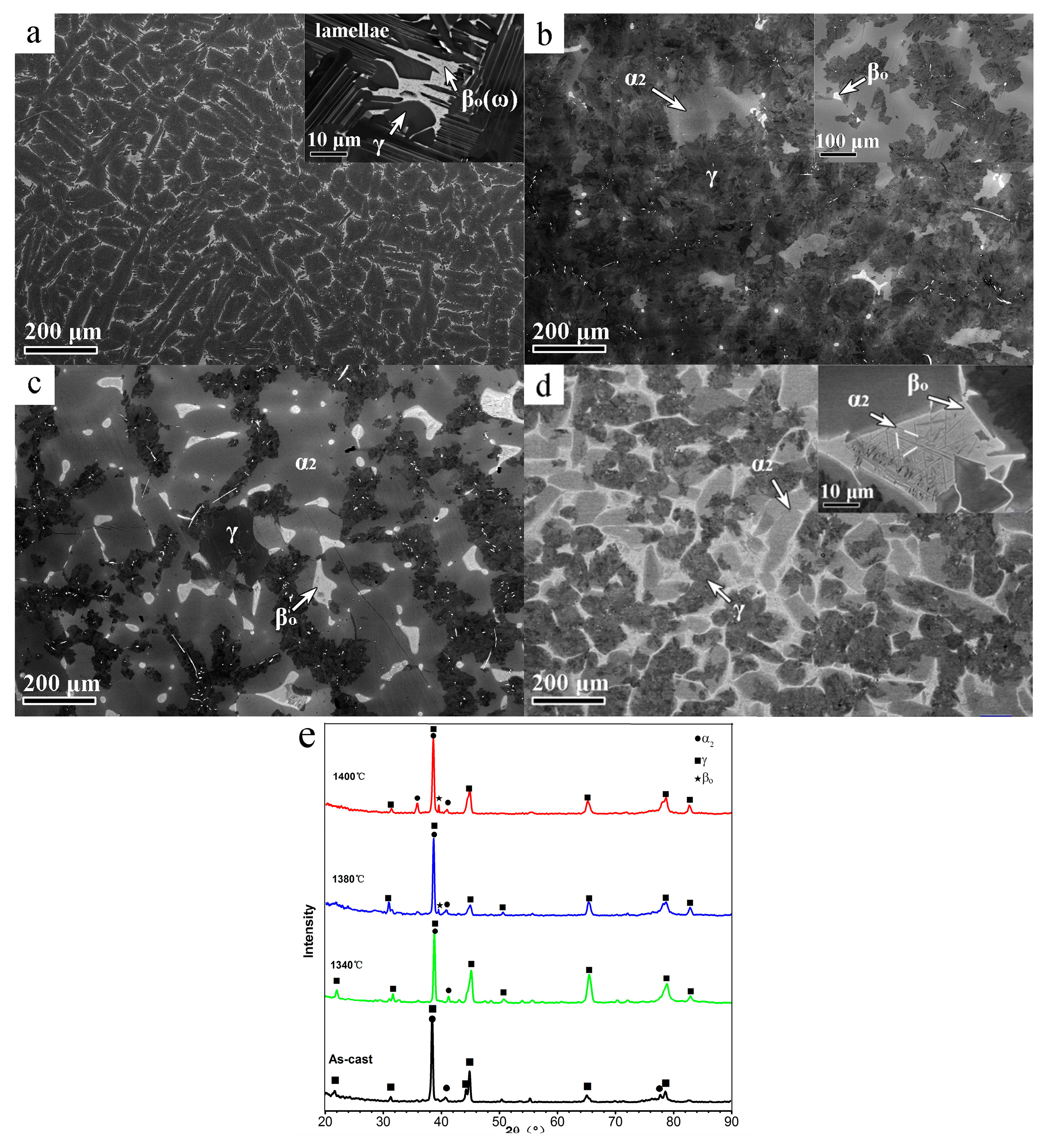
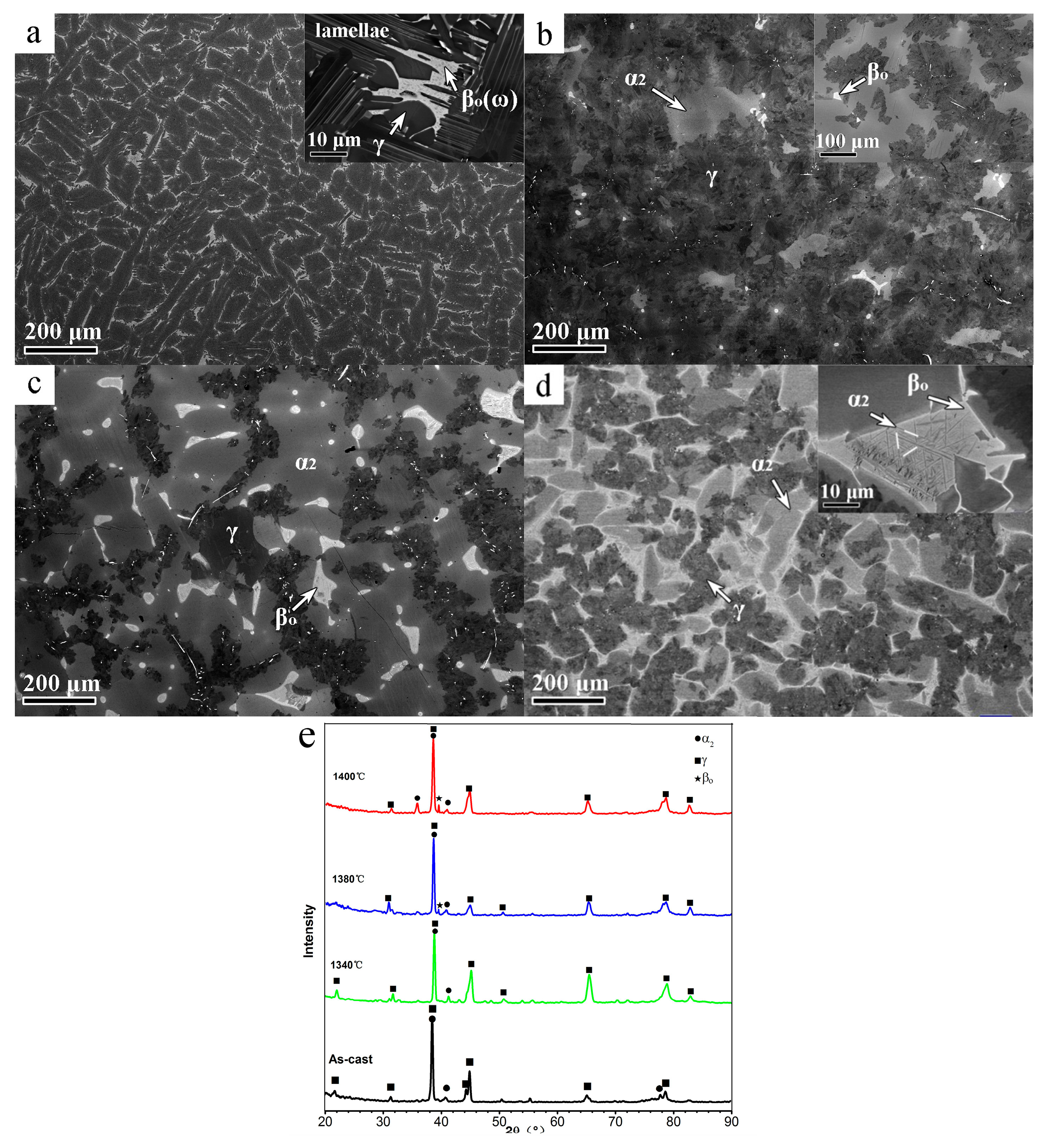
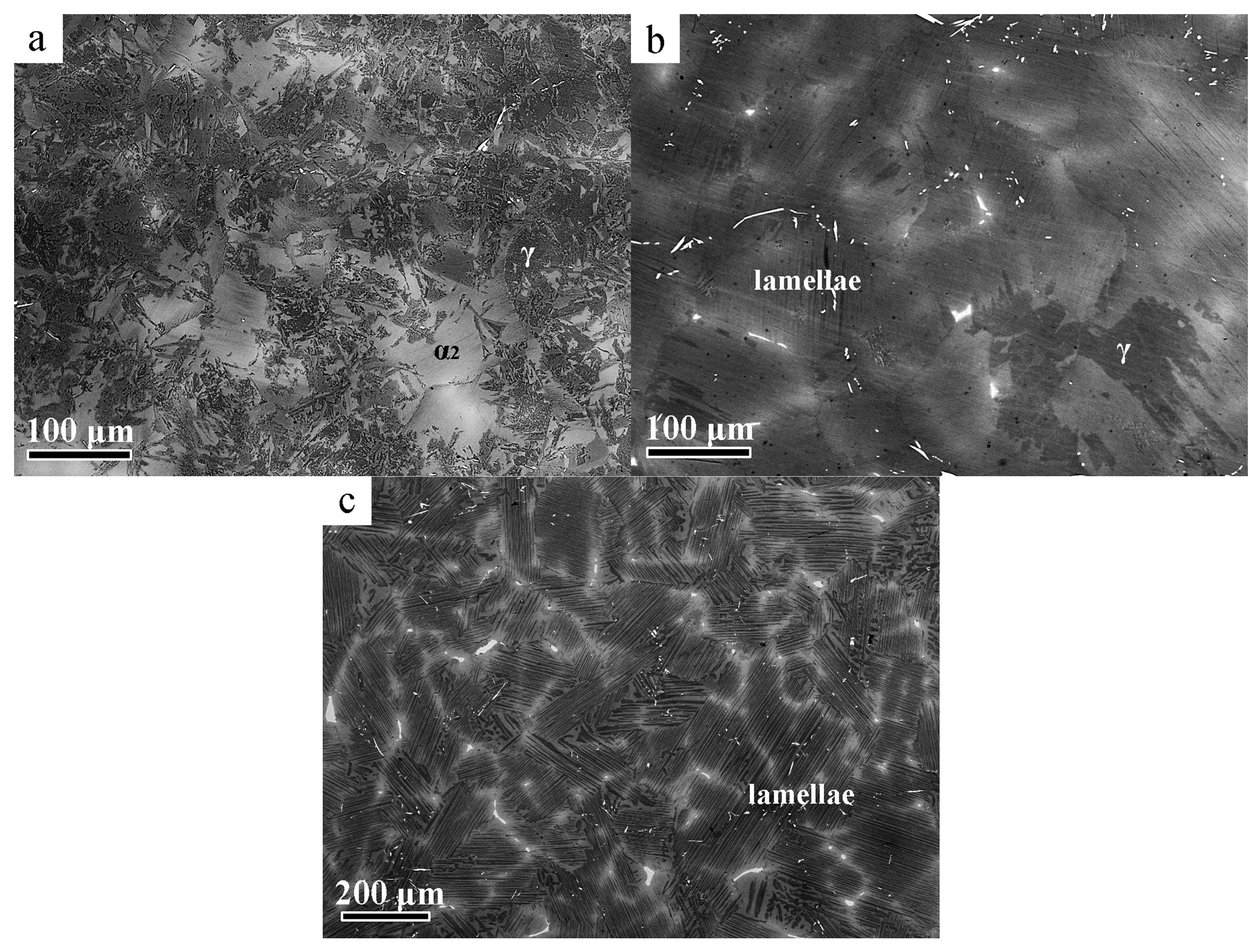
The as-cast microstructure of the Ti-45Al-8.5Nb-0.2W-0.2B-0.02Y alloy is shown in
Figure 1a. As reported before, the lamellar colony sizes are in the range of 80–120 μm, which are much smaller than the commercial Ti-48Al-2Nb-2Cr alloy in as-cast state [
24,
25]. In addition to the grain refinement effect induced by the high amount of Nb, B can strongly lead to a fine-grained microstructure. Equiaxed γ grains are observed at the boundary of the lamellar colony (as shown in the insert of
Figure 1a), which can be a result of the coarsening of γ laths during the slow cooling of the large ingot [
26]. The β
o phase at the lamellar colony boundary is a result of the order-disorder transformation from the high temperature β phase; the subsequent ordering within the β
o phase can cause the formation of ordered ω phases, which was reported in detail in our previous research [
25]. It should be noted that the α
2/γ laths in the lamellar structure can be distinguished unambiguously in the magnified image, because the slow cooling rate of the ingot ensured enough time for the thickening of γ laths.
Figure 1b–d shows the SEM images of the samples after quenching from different temperatures. The single α phase field is reported to be rather small in the phase diagram of high Nb-TiAl alloys [
21]; thus, it is relatively easy for a certain part of the component to be overheated. As a result, overheating can occur so that the examination of the microstructures cooled from a higher temperature is necessary. It can be seen from the images that when quenched from 1340 °C, a large volume fraction of massive γ phase, i.e., approximately 80%, is obtained. The remaining α
2 phase is a known result for higher cooling rates in literature because of the restricted range of the cooling rate for the massive transformation [
7,
18]. Beside the remaining α
2 phase, a tiny amount of β
o phase is observed mostly at the boundaries of the α
2 phase. The β
o phase is inferred to be the untransformed β
o areas in the as-cast microstructure, because the heat treatment time is only 30 min. The microstructure after quenching from 1360 °C is shown in
Figure 1c. Apparently, 1360 °C is in the α + β two phase region so that the β phase cannot be completely consumed by the α phase. The nucleation of β at certain locations is also possible. The volume fraction of β
o areas is much higher and the volume fraction of massive structure is lower than those in the 1340 °C quenched sample. This finding is reasonable, because the nucleation sites of the massive γ phase are usually at the α grain boundaries. The presence of β phase at this temperature reduces the number of α grain boundaries. Although it is not clear whether the massive γ phase can nucleate at the α/β interfaces, the results shown in
Figure 1c indicate a negative answer. It is agreed that the nuclei of the massive γ phase normally follow the orientation relationship, with an α grain on one side of the grain boundary that grows into the grain on the other side [
19,
27]. If a massive γ nuclei appeared at the α/β interface, the growth of γ phase into the neighboring β phase would encounter a high energy barrier due to the lattice structure and composition. Due to the reduced volume fraction of the massive γ phase, the amount of remaining α phase becomes higher, which would increase the heterogeneity in the microstructure if additional annealing was applied. The β
o phase also leads to brittleness. In
Figure 1d, in which the temperature was 1400 °C, the quenched microstructure seems similar to
Figure 1c. The volume fraction of β
o phase is higher due to the increased equilibrium β phase constitution at this temperature. The magnified image inserted in
Figure 1d suggests that further structural transformation occurs within the β
o phase, i.e., the martensite α phase has formed during quenching [
28]. Due to the Burgers orientation relationship between α and β phases, different α variants appeared in the β matrix (as indicated by the white lines in the image), which further transform to ordered α
2 phase as the temperature decreases [
29].
Figure 1e shows the X-ray diffraction results of the above-mentioned microstructures. The phase constitutions fit well with the observed results, expect for the reduced diffraction peak of β
o phase in the as-cast and 1340 °C heat treated samples, which is caused by the low volume fractions of β
o phase. These results imply that the precise control of the high temperature heat treatment for high Nb-TiAl alloys is critical prior to massive transformation.
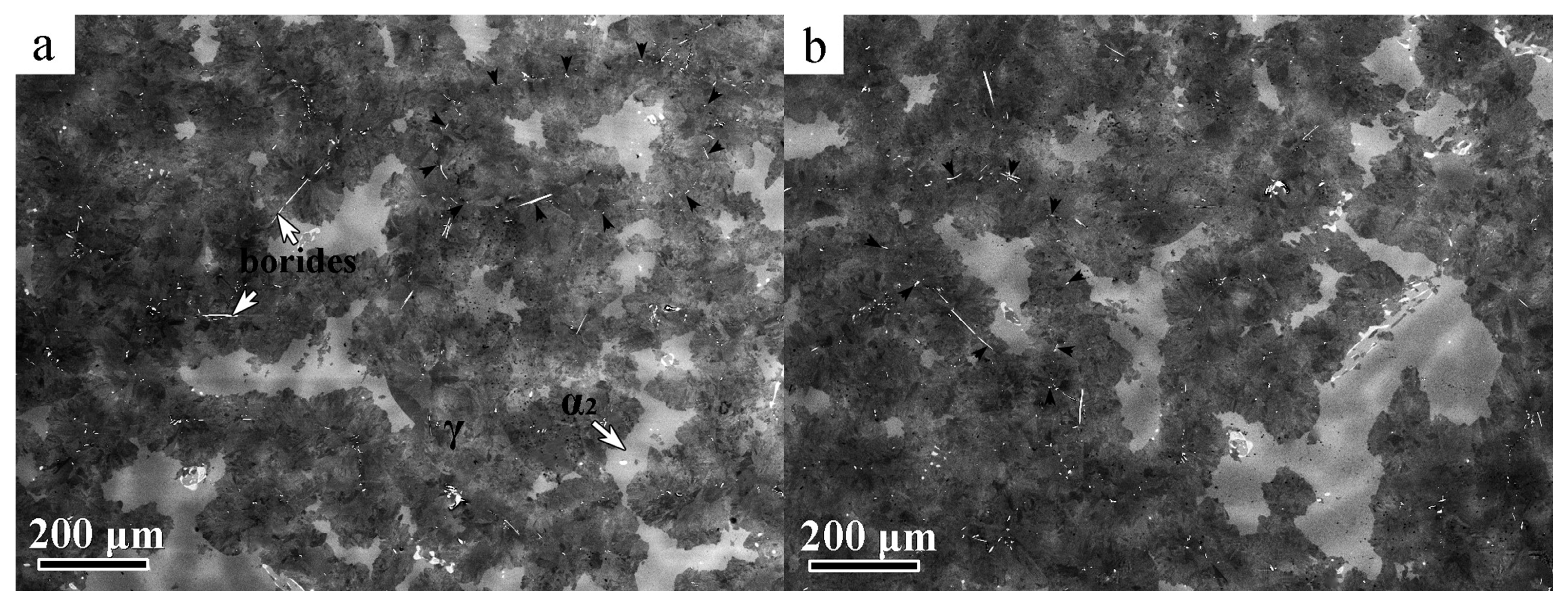
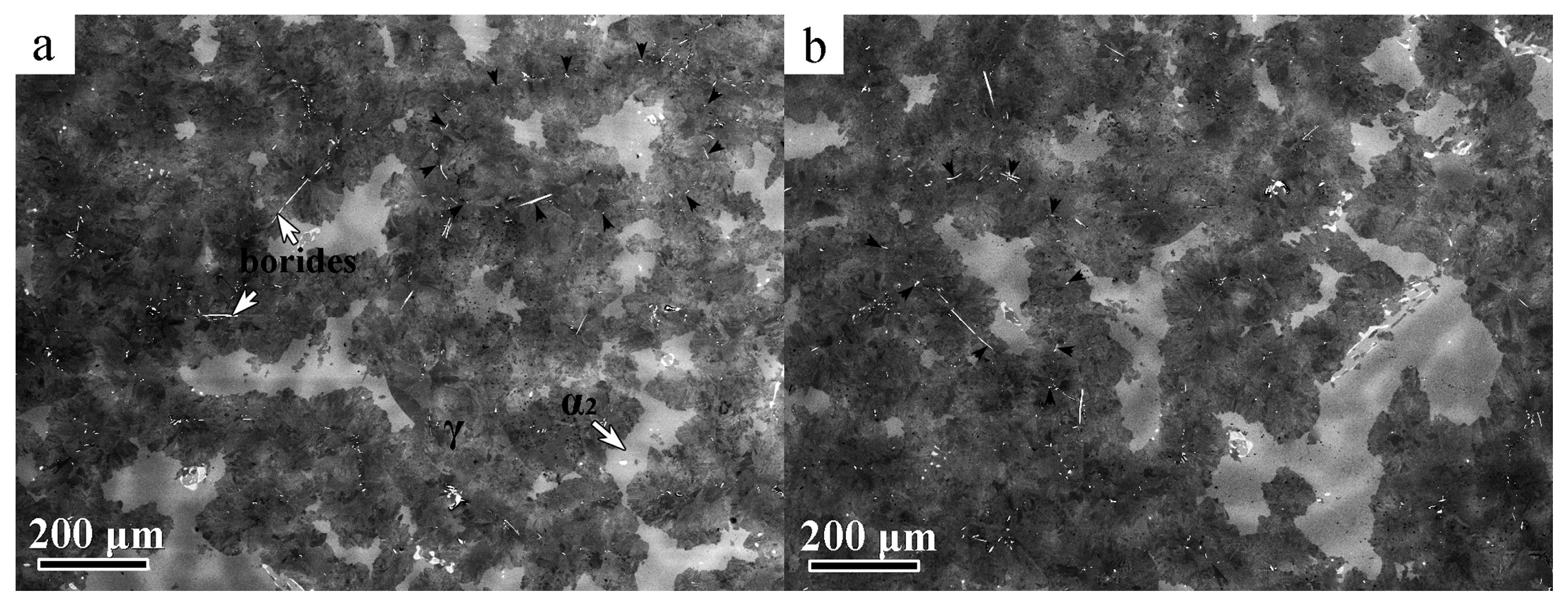
To understand the effects of heat treatment time on the massive transformed structure, an extra 2 h at 1340 °C was conducted followed by water-quenching.
Figure 2a,b shows the SEM images of the samples after 30 min and 2 h at 1340 °C, respectively. These two images are almost identical in the volume fraction of the massive γ, as well as remaining α
2 phase. Interestingly, the morphology of borides seems to be different from that in the as-cast microstructure. In the as-cast microstructure, the borides appear distributed randomly in the whole microstructure and not within a specific phase. In fact, the borides distribution in the cast material is a result of solidification [
30]. In the massive transformed microstructure, the borides appear to make up circles of various sizes. The black arrows in
Figure 2 indicate the locations of borides. As reviewed by Hu et al., the borides can act as barriers during the growth of α phase at high temperatures [
31]. Based on this understanding, the traces labeled by the black arrows are actually the previous grain boundaries of a high temperature α grain. After careful observation of the traces in
Figure 2, one can realize that the grain sizes of the α grains during 1340 °C heat treatment are similar, i.e., approximately 200–300 μm in both images, which is in accordance with other reports [
31,
32]. This finding can further lead to the conclusion that the growth rate of α grains may decrease with the increase of time. As a result, only after 30 min of heat treatment, the size of α grains can reach a relatively stable value, indicating that longer times have no significant effect. Although the increase of α grain sizes can expand the cooling rate range of massive transformation [
18], the prolonged heat treatment time may lead to enhanced aluminium depletion or oxidation. The increased amount of α grain boundaries also serve as the nucleation sites of massive γ, as implied by
Figure 1c, in which most borides are in the center of the massive γ grains. It seems that the borides at the boundary of α grains may have some effects on the nucleation of massive γ grains, which is beyond the scope of this article and needs further investigation.
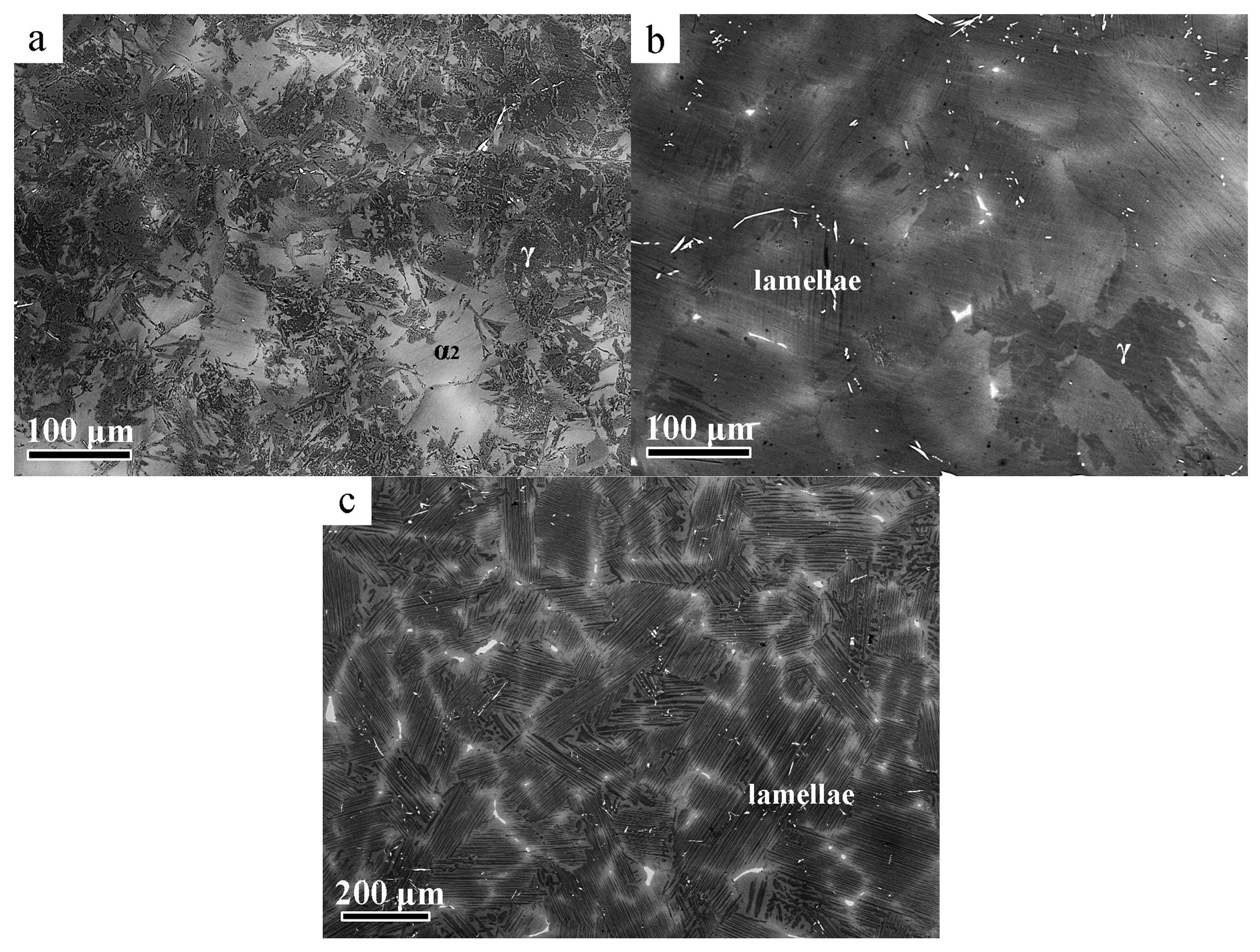
The effect of cooling rates on the microstructure is depicted in
Figure 3.
Figure 3a shows the microstructure after oil-quenching from 1340 °C. This morphology is similar to that observed in the water-quenched sample shown in
Figure 2a. The cooling rate of oil-quenching should be lower than water-quenching; thus, more massive structures were expected in this sample [
11]. This result might be related to the fact that boron has an effect on the kinetics of massive transformation [
18]. The cooling rate with the same method will of course change for different specimen sizes.
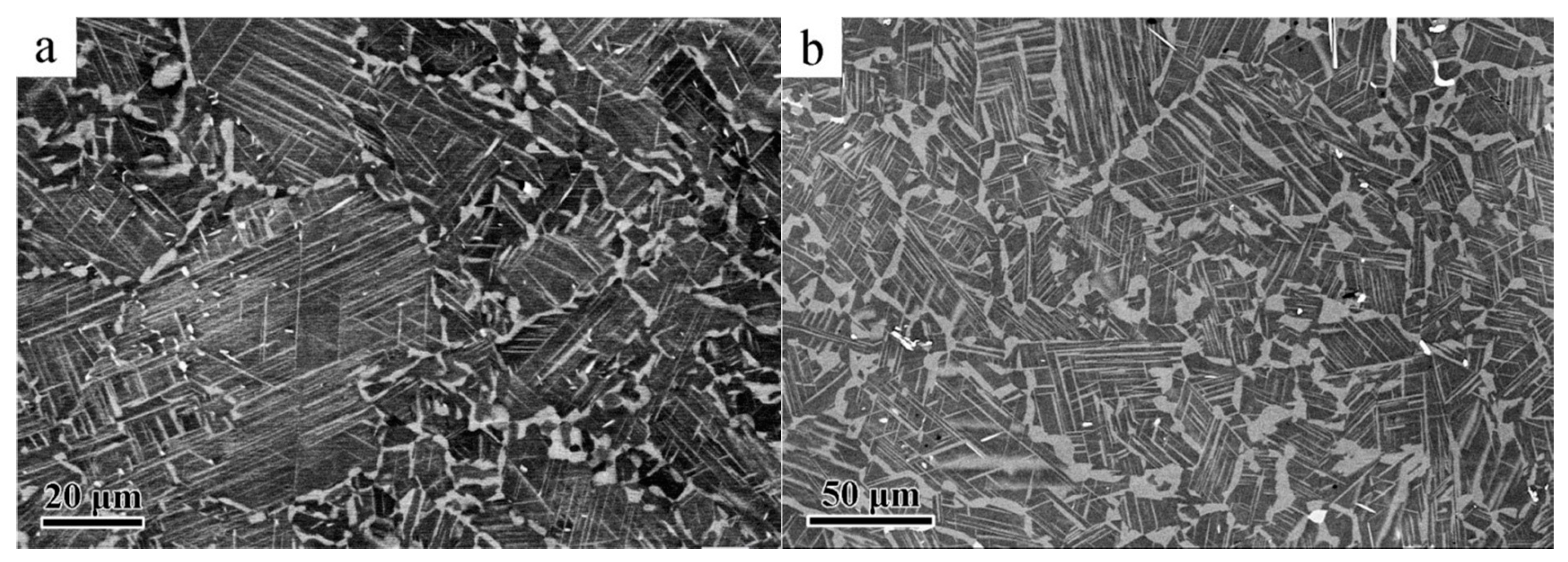
Figure 3b displays the morphology of the air-cooled sample. The massive γ phase can still be observed but in a very small volume fraction, which corresponds to the result in Ti-46Al-8Nb alloy [
7]. The lamellar microstructure is observed in this air-cooled sample. It seems that the lamellar colonies are composed of numerous thin laths. As a result, it is concluded that the cooling rate during air-cooling is not high enough to generate sufficient massive structures; this outcome is different in the alloy containing Ta, in which a complete massive microstructure can be obtained during air-cooling. The sample after furnace-cooling is composed of a fully lamellar microstructure. The α
2 and γ laths in the lamellar colony can be easily distinguished in the low-magnification image, as shown in
Figure 3c. These results suggest that the massive microstructure formation in Ti-45Al-8.5Nb-0.2W-0.2B-0.02Y alloy cannot be easily achieved by simply using conventional cooling methods, even though there was firm evidence that a wide range of cooling rate can result in the massive transformed microstructures [
33]. As a result, the precise control of the cooling rate is important. However, at present, this finding is not applicable for large components, which is the same problem as those encountered by other TiAl-based alloys [
6].
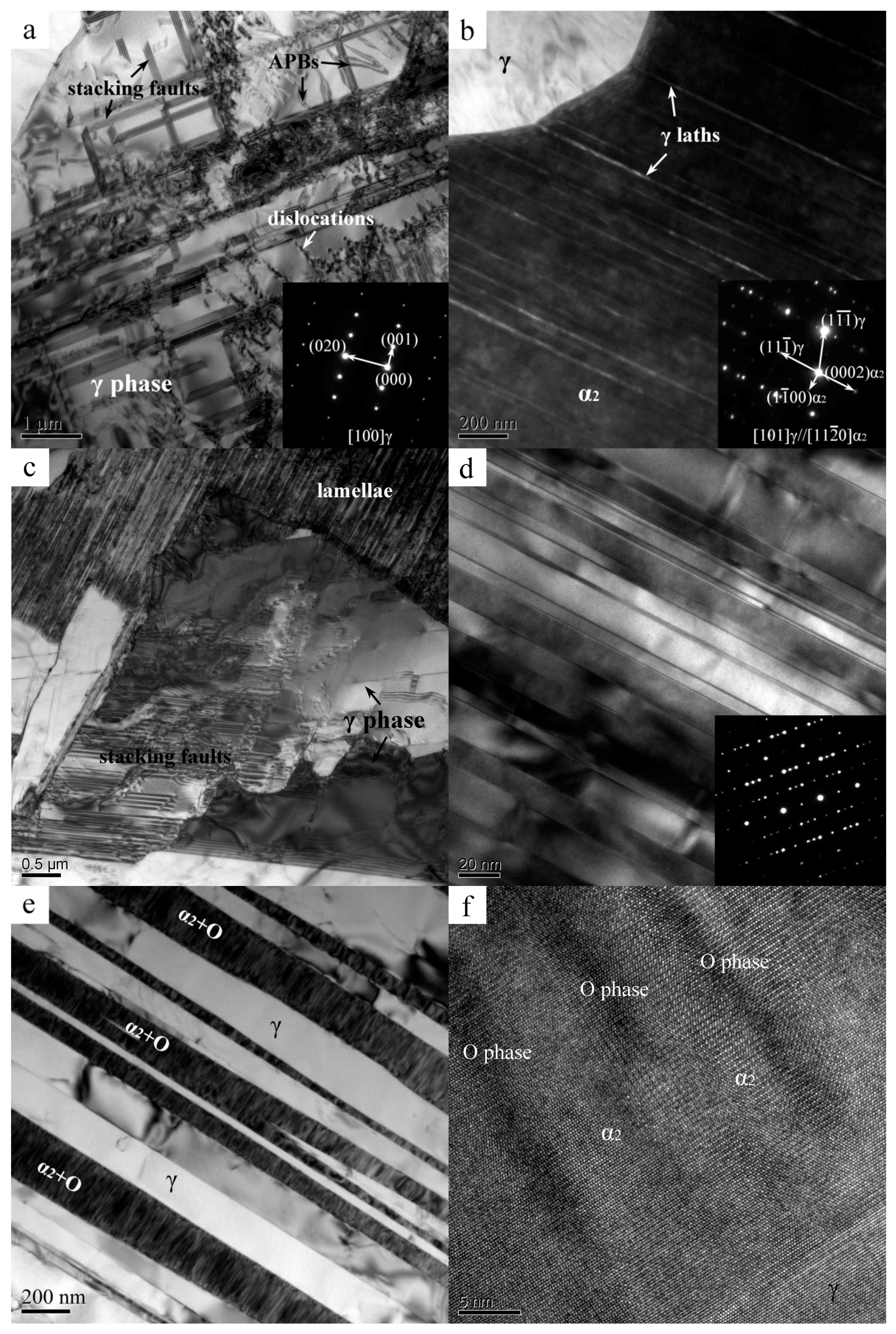
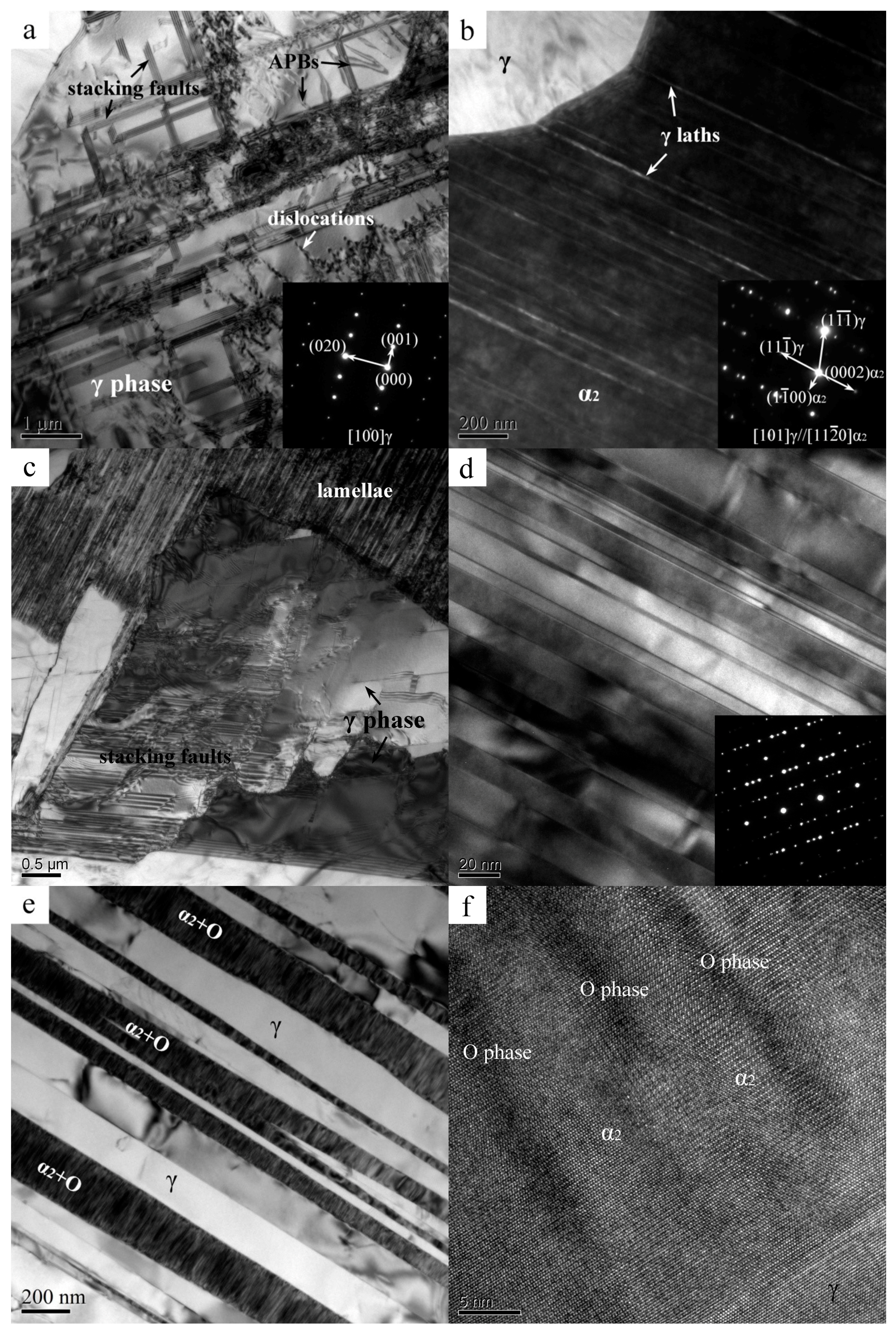
To further examine the microstructure in detail, TEM analysis was conducted on the sample under different cooling conditions. The results are shown in
Figure 4. Similar to that reported in other TiAl alloys [
27,
32], the massive γ phase is full of various defects, including numerous stacking faults, anti-phase boundaries, and dislocations, as displayed in
Figure 4a. The density of defects in some regions of massive γ is so high that it is difficult to find a local area free of defects. This observation indicates that the stress caused by quenching is very large, which could easily induce cracks in the microstructure. Obviously, this high cooling rate is not applicable during heat treatment. Similar results are also observed in the water-quenched samples. These defects were reported to be effective nucleation sites during annealing. Zhang et al. [
23] confirmed that the dislocations and stacking faults can initiate the nucleation of α phase when annealing above the α transus. The high annealing temperature and numerous defects cause the nucleation at various positions. The researchers even reported the existence of a transition phase γ’ in the γ to α transformation. However, this phenomenon is not observed in the following TEM experiments in this study.
Figure 4b is the TEM image of the remaining α
2 phase in the oil-quenched sample. A large number of extremely thin γ laths precipitated in the α
2 phase, following the commonly reported Blackburn orientation relationship: [101]γ//[11
0]α
2; (11
)γ//(0001)α
2. The number and thickness of γ laths seems to be higher than those observed in the water-quenched sample in our previous research [
29], probably because oil-quenching has a lower cooling rate so that the γ phase could have some time to thicken and stimulate more nucleation. In the air-cooled sample, however, the remaining α
2 phase almost transformed to complete lamellar colonies full of extremely fine laths (
Figure 4c). In fact, it is difficult to distinguish the γ or α
2 phase in the lamellar colony. From the magnified image in
Figure 4d, the thickness of the laths is approximately 5–25 nm, which is similar to the same alloy after low temperature annealing [
29]. The defects in the bulk γ phase can still be observed, indicating that air-cooling cannot release the stress in the massive γ phase even though the α
2 phase has transformed into lamellar colonies. The volume fraction of the massive structure in the air-cooled sample is in fact very low; therefore, a much larger cooling rate is necessary to form the desired amount of massive microstructure, which seems not available in the present alloy.
Figure 4e,f is the TEM images of the furnace-cooled sample. The clear difference in the thickness of laths is apparent compared to
Figure 4b,d. Inside the α
2 laths the so-called modulated structure appeared, indicating that further phase transformations occurred. Recently, Rackel et al. have systematically studied this morphology and claimed that it was actually a combination of α
2 and orthorhombic O phase, which formed below 700 °C [
34].
Figure 4f is the high resolution TEM (HRTEM) image of this area. It can be seen that there is no clear interface between the O phase and α
2 matrix. The structure of this modulated structure is now being agreed upon and in-depth TEM characterization was conducted recently, whereas the composition variation is still controversial [
35,
36]. It should be noted that the interface between α
2 and γ phases is very smooth, indicating a relatively stable state is reached after furnace-cooling.
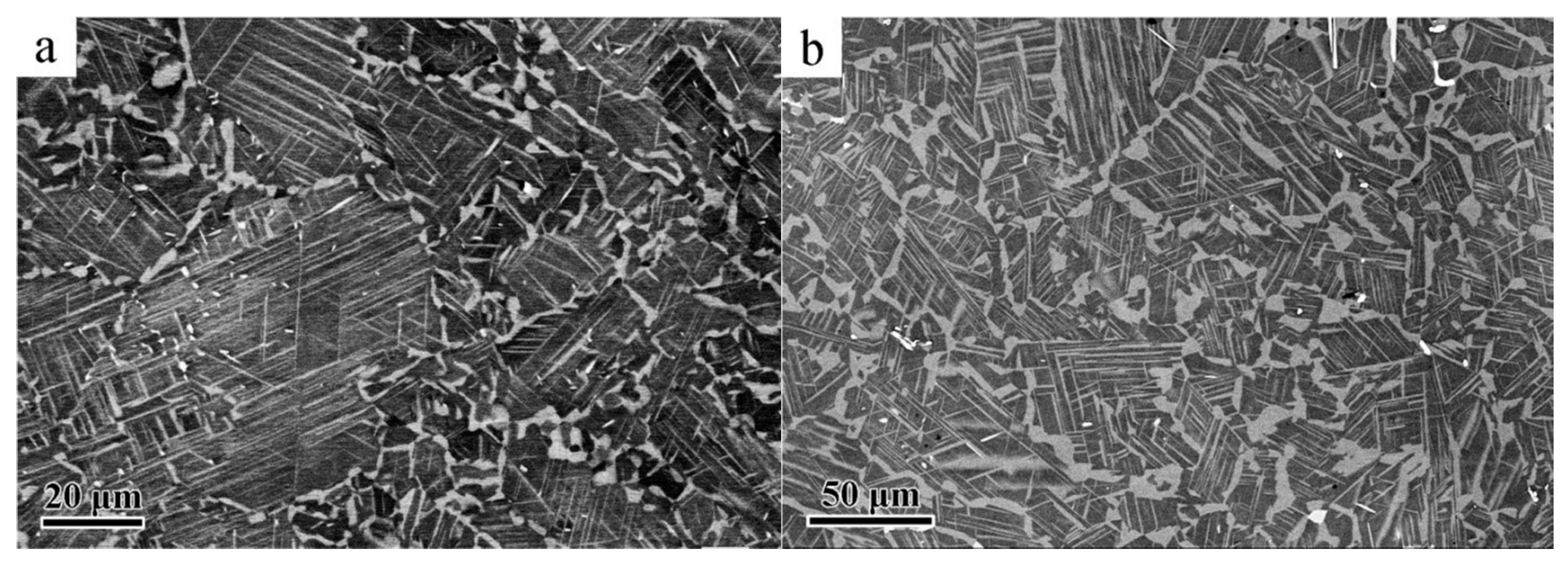
3.2. Precipitation Behavior of α2 Phase during Annealing at 1250 °C
A series of annealing treatments were conducted at 1250 °C for different times to examine the influence of annealing time on the massive microstructure.
Figure 5a,b shows the SEM images of the samples after annealing for 5 min and 2 h. In general, the morphologies of these two images are similar. The α
2 phase precipitated both at the grain boundaries of the massive γ phase and inside the γ matrix. Due to the Blackburn orientation relationship, every γ grain could have four α
2 variants precipitated inside, each with their {0001}α
2 planes parallel with one of the four {111}γ planes. Thus, the grains are uniformly refined by annealing. It has been reported that those globular α
2 grains precipitated at the grain boundaries nucleate and grow faster than those inside the γ matrix [
12]. Although this growth is not reflected on the SEM images in
Figure 5, it can be reasonably deduced from the following TEM image in
Figure 6, in which the α
2 grains at the grain boundaries usually grow ahead of the α
2 laths. Almost all of the massive γ boundaries are circled by the precipitated globular α
2 grains, indicating that nucleation at the boundary is very common. This finding is likely due to the disordered atom arrangements at the grain boundary providing enough driving force for the nucleation, whereas the α
2 laths formed within the γ phase need a higher driving force due to the coherent interface between the nuclei and matrix. The α
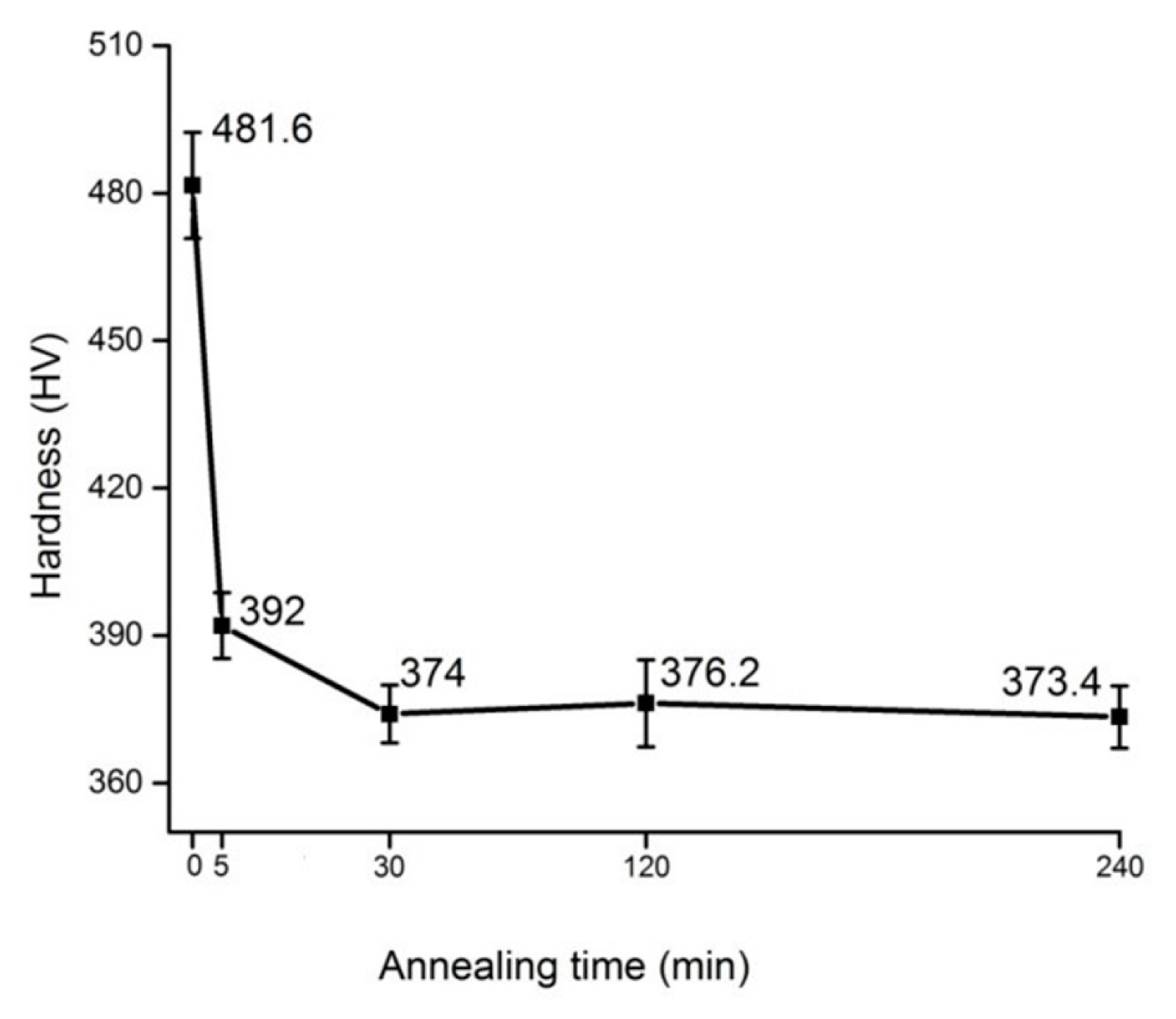
2 precipitates in the sample annealed for 5 min are much smaller than those in the 2 h annealed sample. The width of needle-like α
2 precipitates in
Figure 5a is mostly less than 1 μm, and the globular α
2 grains are approximately 3 μm in size. These results suggest two conclusions: first, only a short annealing time is necessary to initiate abundant precipitates to form a refined microstructure. Second, even though the globular α
2 grains form earlier than the needle-like α
2 precipitates, the nucleation of these two kinds of α
2 phase is finished in a very short time. After examining the other samples with different annealing times, it is found that no essential changes appeared, expect for the sizes of the precipitates. Therefore, to avoid the excessive growth of the α
2 phase and obtain a stable microstructure, the annealing time should be carefully adjusted.
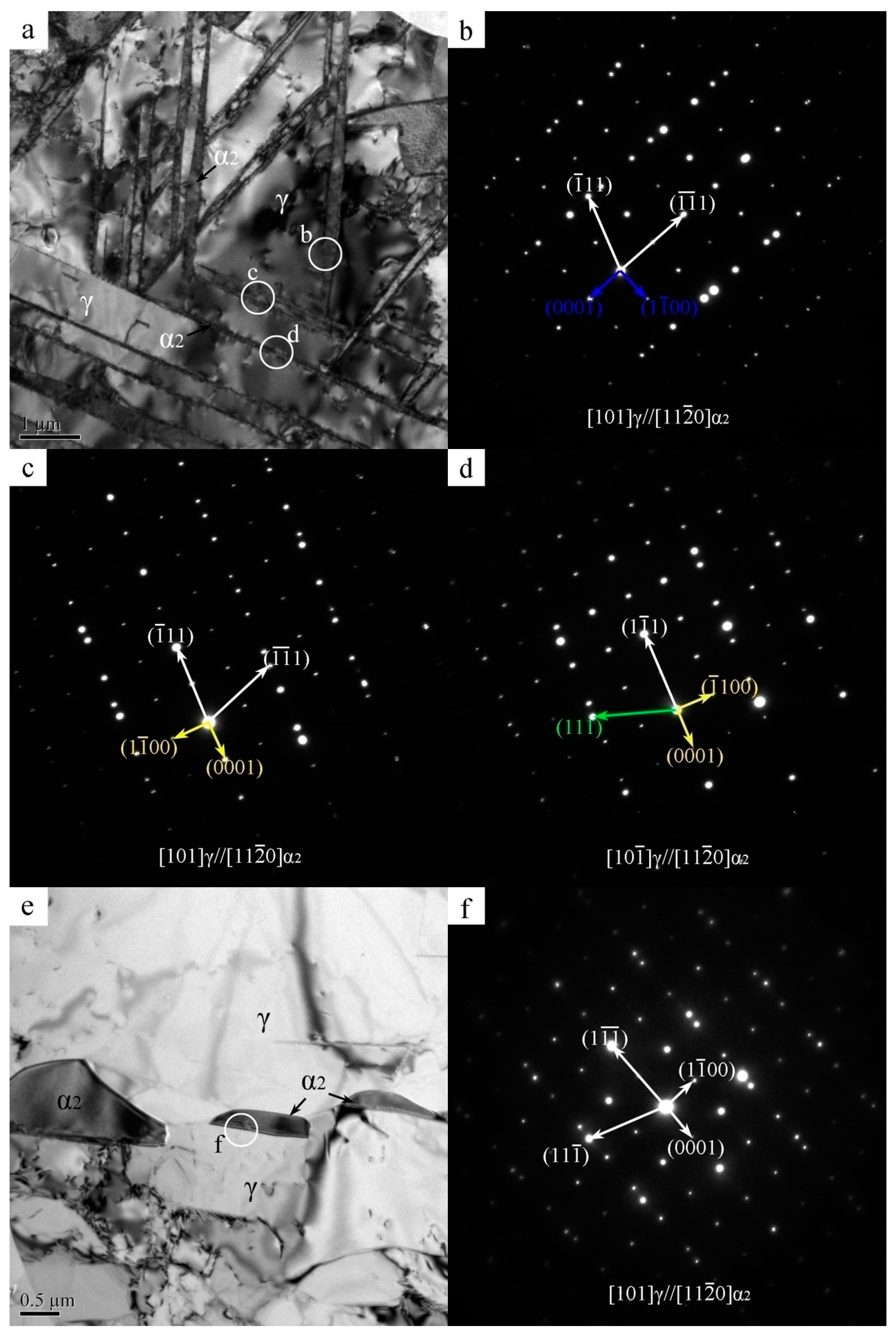
The TEM observations of the sample after annealing for 5 min are displayed in
Figure 6. The needle-like α
2 precipitates are clearly imaged in
Figure 6a. Because there are four α
2 variants along {111}γ planes, it is difficult to observe all the variants in a single image. The α
2 precipitates seem to arrange in groups in which a couple of precipitates tend to form close to each other. However, this mechanism is not clear. The width of the precipitates at the edge is smaller than in the middle of the lath, indicating that the laths are growing and indicating that a continuous change in width occurred along their long axis. Compared to
Figure 4a, the number of defects in γ grains is reduced, but a number of dislocations still exist.
Figure 6b–d are the selected area diffraction (SAD) patterns obtained in the corresponding circled areas in
Figure 6a. These three locations are the interfaces between the α
2 precipitates and γ matrix. All three locations display the Blackburn orientation relationship. If carefully observed, one can find some detailed characteristics from these patterns. The SADs in
Figure 6b,c are actually taken within one γ grain. The basal plane of the α
2 precipitates in
Figure 6b is parallel with the (
1)γ plane, while that in
Figure 6c is parallel with (
11)γ. There is an approximately 71° deviation between the basal planes of these two α
2 variants. When examining the SAD in
Figure 6d, a distinct zone axis of the γ phase is recorded, which is indexed as a twinning diffraction. This finding indicates that the γ lath in the lower part of
Figure 6a is in a twin relationship with the upper γ grain. Twinning in the massive transformed microstructure is very common, and successive twinning was claimed as the main growing mechanism during the development of a massive structure [
19]. The SAD recorded in
Figure 6d includes an α
2 lath formed at the twinning interface that certainly follows the orientation relationship, which is the same as that in
Figure 6c. Thus, a twinning interface can serve as nucleation site of α
2 precipitates. Because there are four equivalent twinning planes in massive γ, nucleation on twinning interface is inferred to be relatively easier than in the matrix, but still presents convoluted characteristics. The twinning mechanism in the development of the massive structure is very useful and beneficial to establish an anisotropic annealed microstructure. The globular α
2 grains formed at the boundaries of massive γ are shown in
Figure 6e, and the corresponding SAD is shown in
Figure 6f. It can be seen that several α
2 grains are in the same orientation with respect to the γ phase, and the sizes of these grains are also similar, suggesting these α
2 grains are developed from one side of the γ phase, remaining a relatively flat habit plane. This observation is analogous to that reported by Sankaran et al. and Kumagai et al. [
12,
37], in which the grain boundary α
2 precipitates transformed into lamellar in the following slow cooling process. Therefore, it is expected that if the annealing was not followed by water-quenching but by furnace-cooling, the globular α
2 precipitates would transform to lamellar colonies.
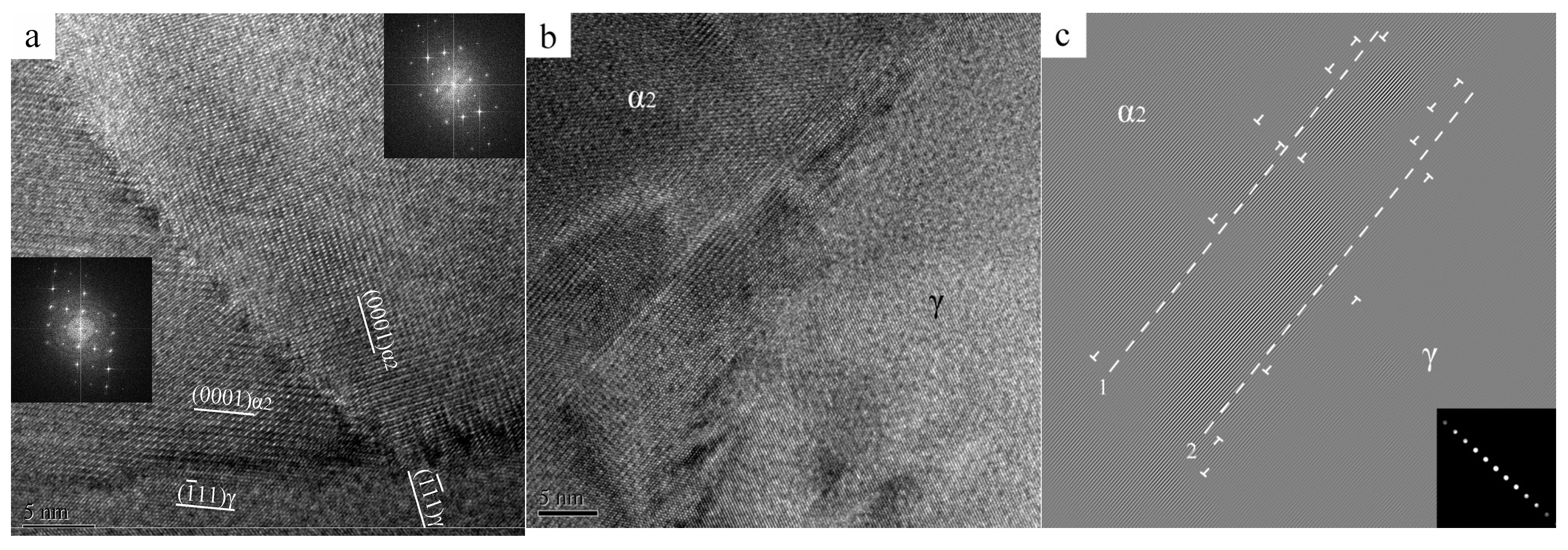
To further explore the precipitation behavior of the α
2 phase, HRTEM observation was conducted on the interfaces between α
2 variants and the α
2 and γ matrix.
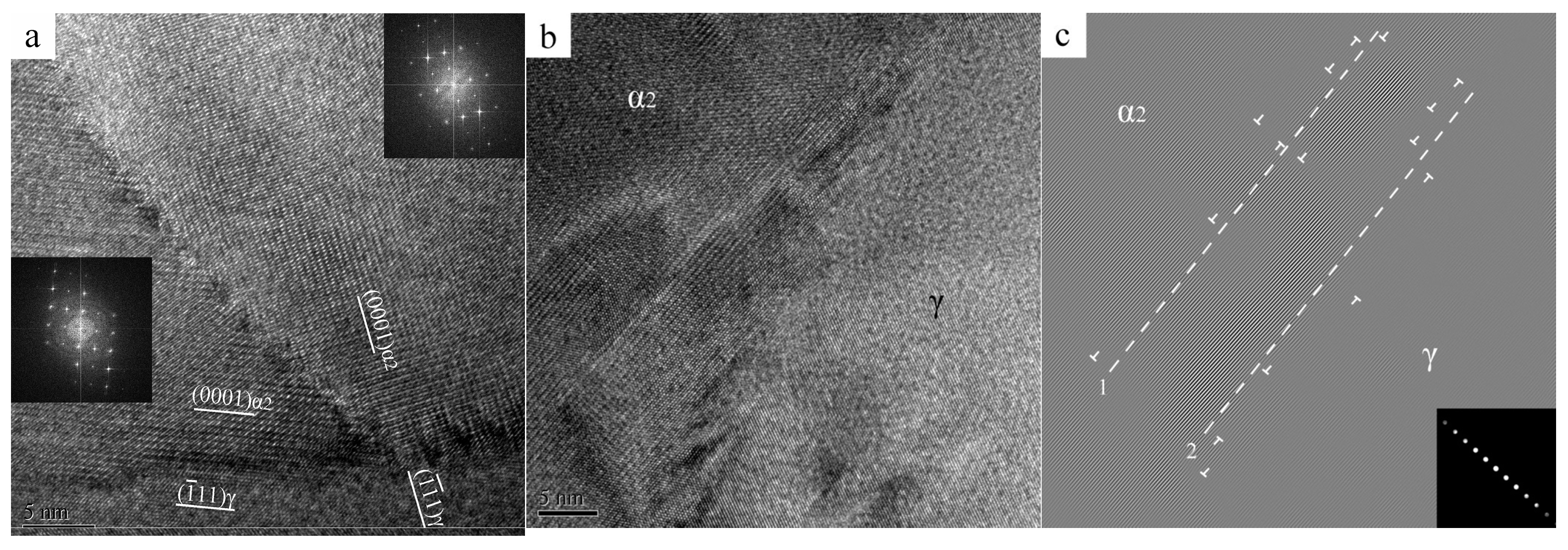
Figure 7a exhibits the interface between two α
2 variants formed from the same γ matrix. As described before, there is a 71° deviation between their (0001) zone axes. The interface is not totally disordered, and at some locations, the atoms are arranged well. Thus, limited defects are present at the interface, which is inferred to be a result of the atom rearrangement at the interface, reducing the interfacial energy, which is similar to the self-accommodation between α
2 variants [
38]. The reported self-accommodation effects were observed in titanium alloys and the angle between (0001)α
2 planes was 60°, which was caused by the Burgers orientation relationship during the disordered β to α transformation [
38]. For TiAl alloys, the 71° deviation is easy to understand in the massive transformation; however, detailed observation of the interface is scarce. With regard to the deformation mechanism, these interfaces become more important, because they are definitely very common in the annealed massive structure and can have a significant effect on the crack nucleation and propagation process. It can be seen from the image that the interface between α
2 and γ is not coherent but has a few ledges, suggesting the thickening of the α
2 laths, which is more clearly shown in
Figure 7b. The inverse fast Fourier transformed image obtained from the series diffractions of (0001)α
2 in
Figure 7b is shown in
Figure 7c. Many ledges caused by interface dislocations are labeled in
Figure 7c. As indicated in the literature, the thickening of α
2 precipitates is achieved by the movement of dislocations [
21,
35]. Many dislocations at the interface confirm this conclusion. The dislocations seem to form a line that marks the traces of the interface (roughly indicated by label “1” and “2”). The dislocations are mostly concentrated in these two lines, suggesting the interface has moved towards the γ matrix during annealing. As seen in line “2”, the lower part of
Figure 7b is the α
2 phase while the upper part remains in the γ phase. The annealing temperature is high so that the glide or climb of dislocations can be easily motivated. However, the nucleation of the α
2 phase is thought to be displacive; thus, the nucleation can be more active than growth, resulting in the numerous thin α
2 laths observed in
Figure 5a.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}