Research on the Bonding Interface of High Speed Steel/Ductile Cast Iron Composite Roll Manufactured by an Improved Electroslag Cladding Method


Abstract
:1. Introduction
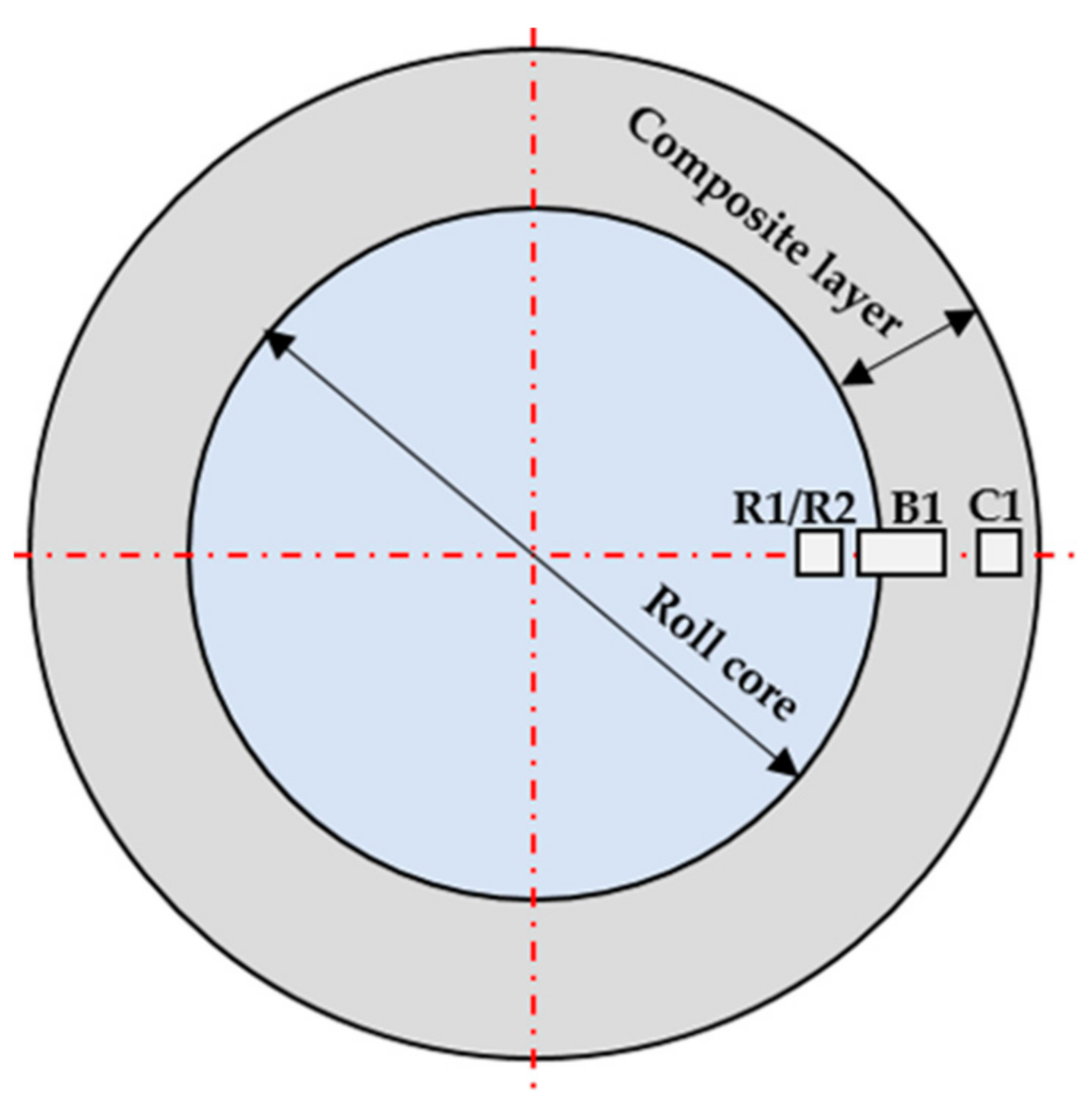
2. Experimental
3. Results and Discussion
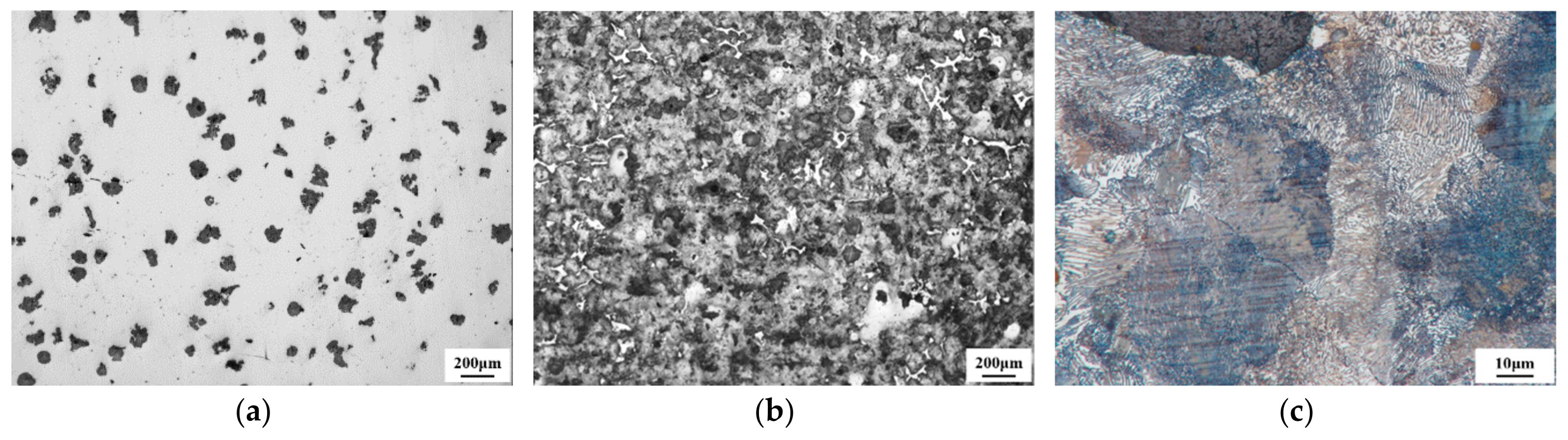
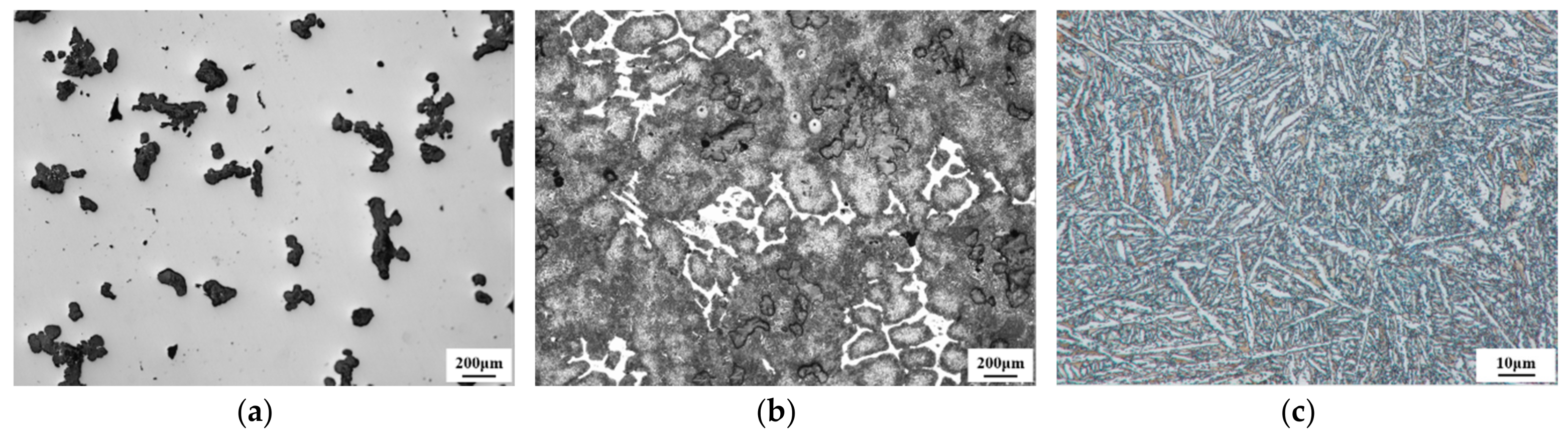
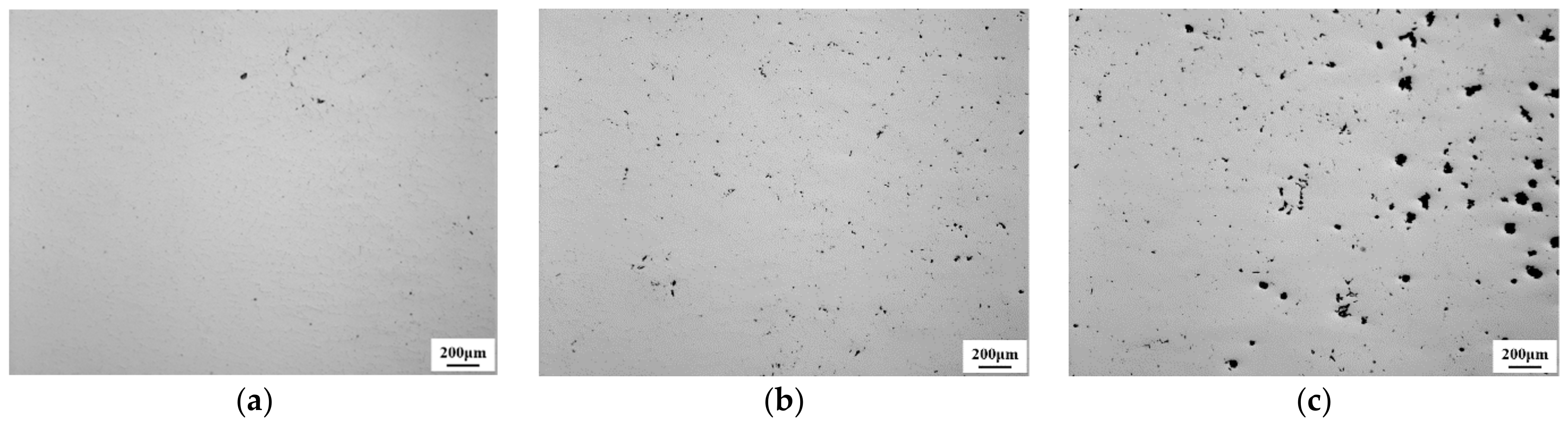
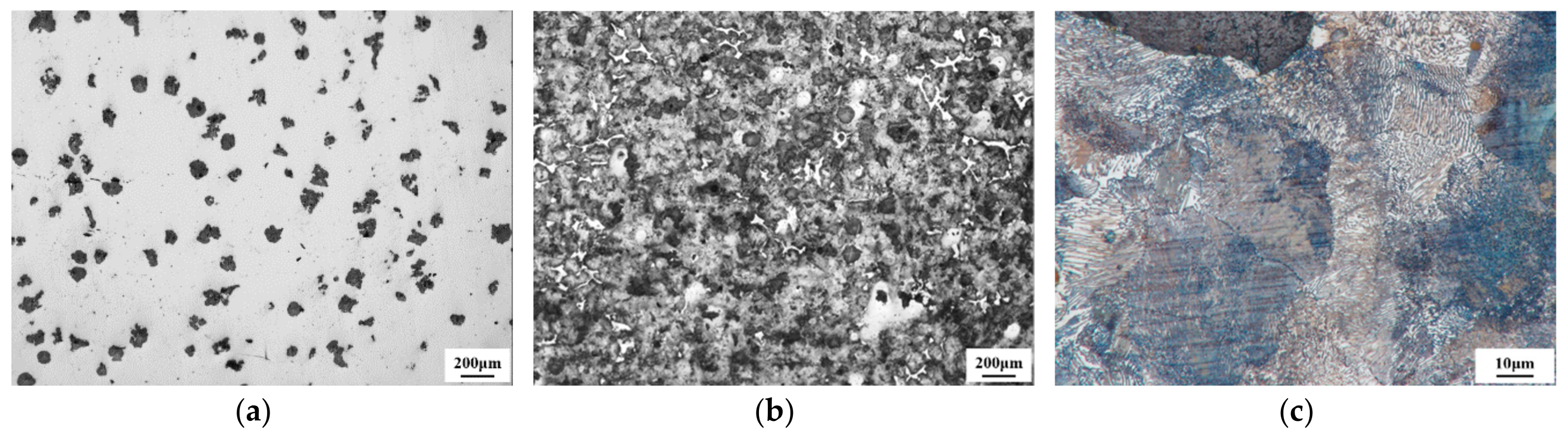
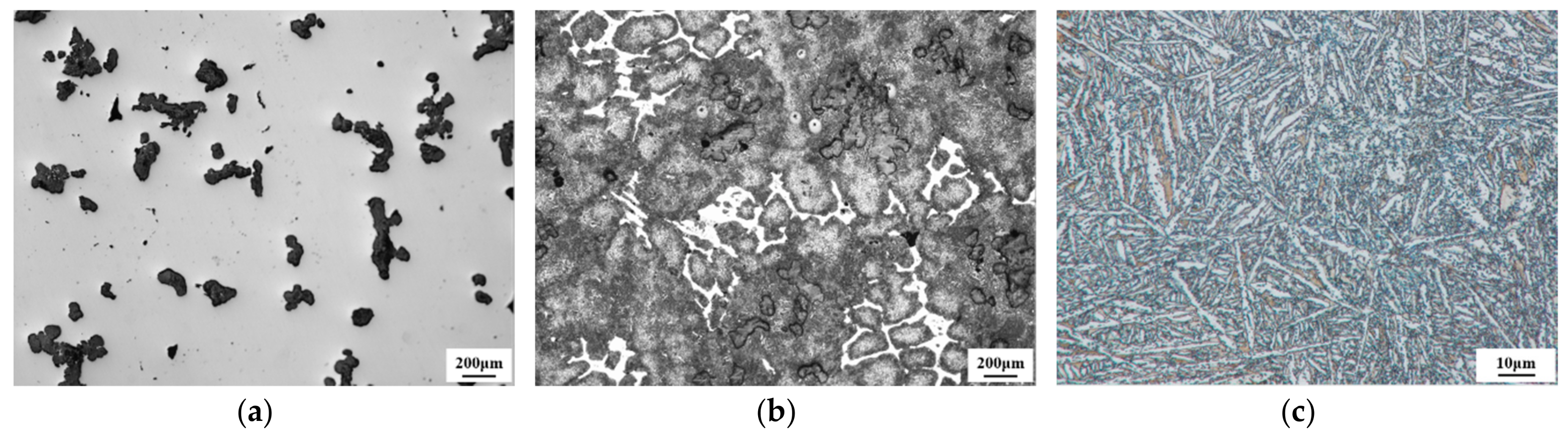
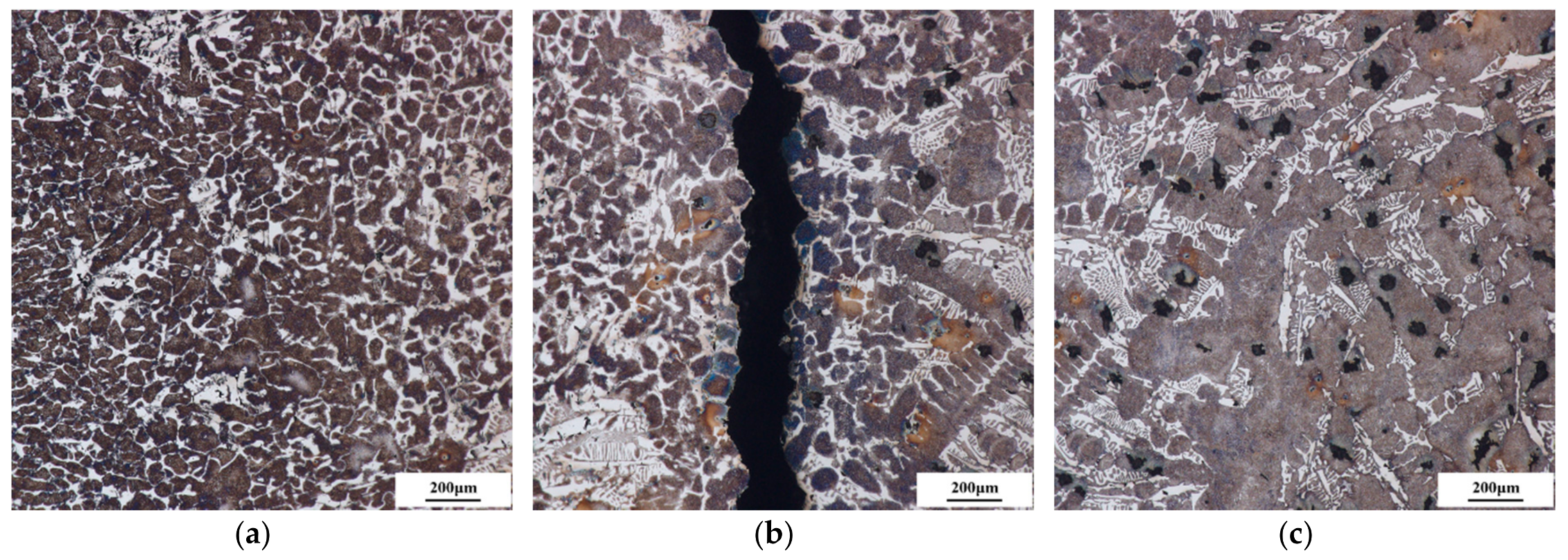
3.1. Graphite Morphology and Microstructure of Roll Core before and after the Cladding Process
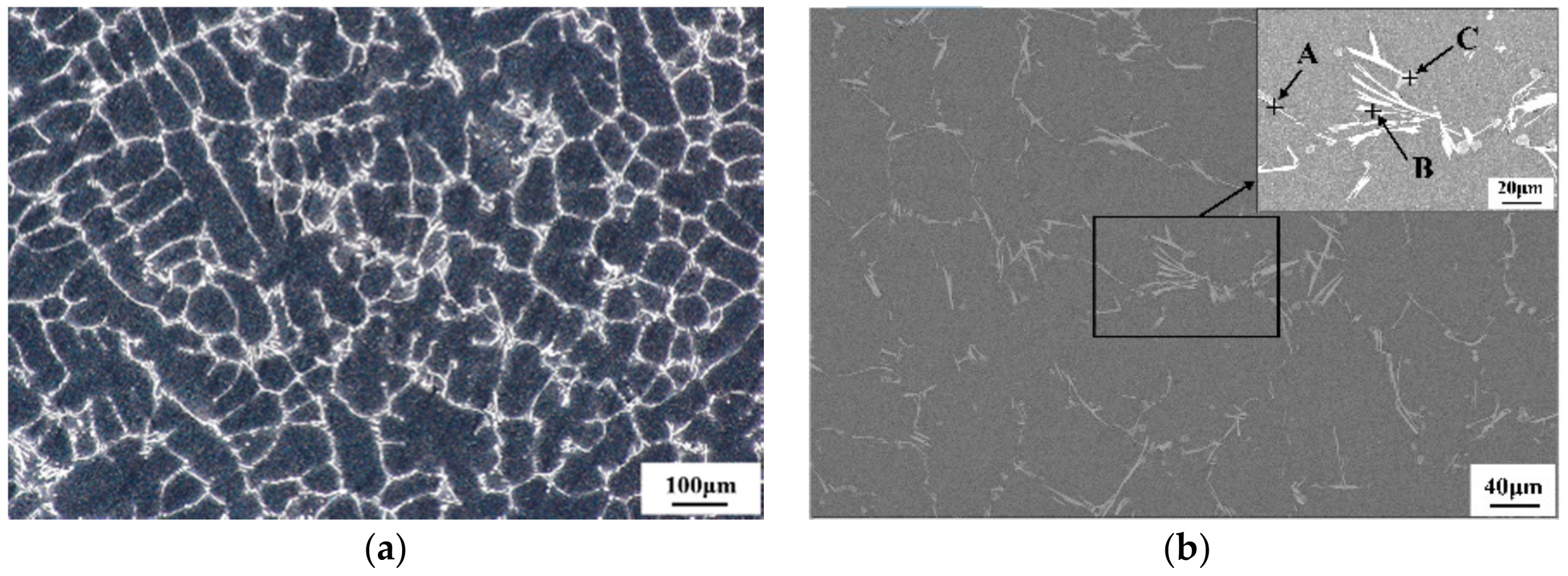
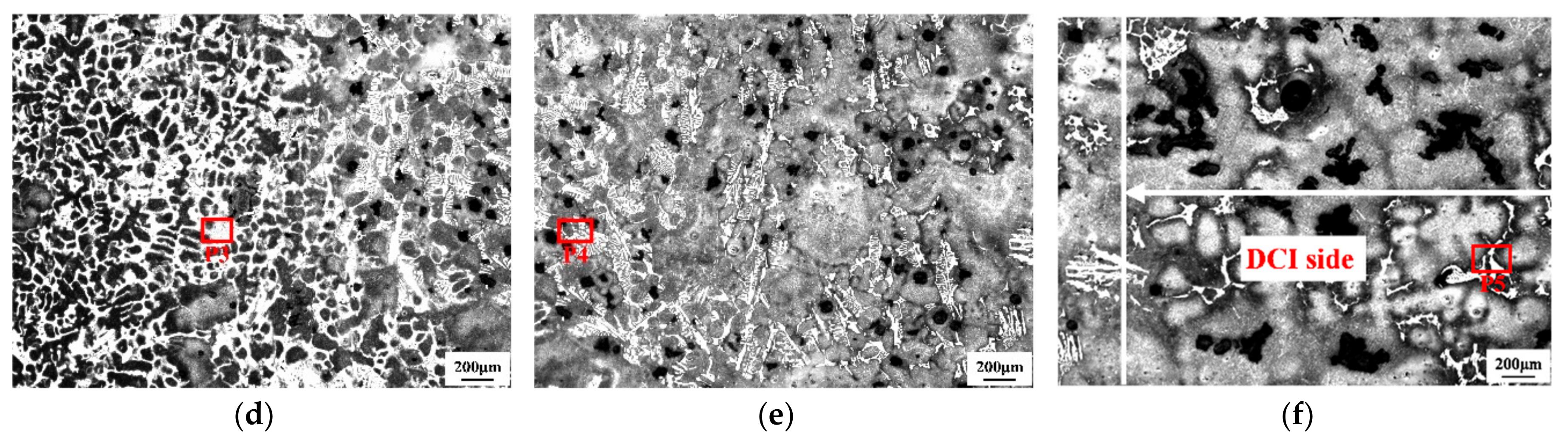
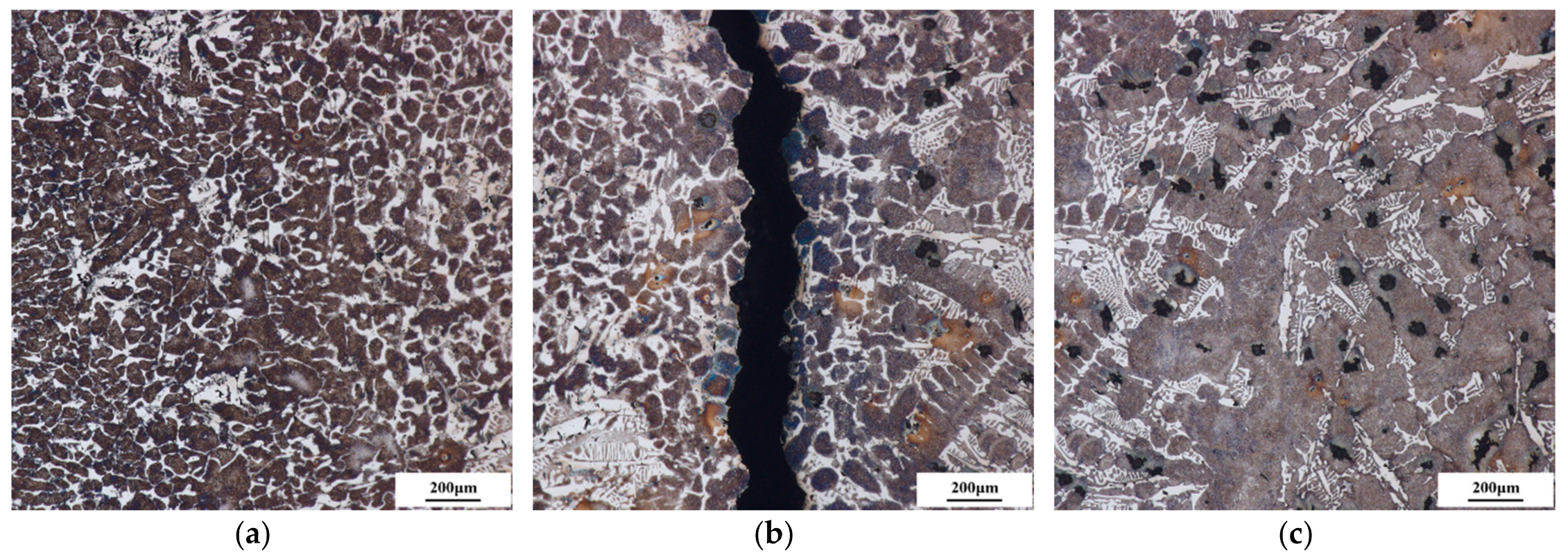
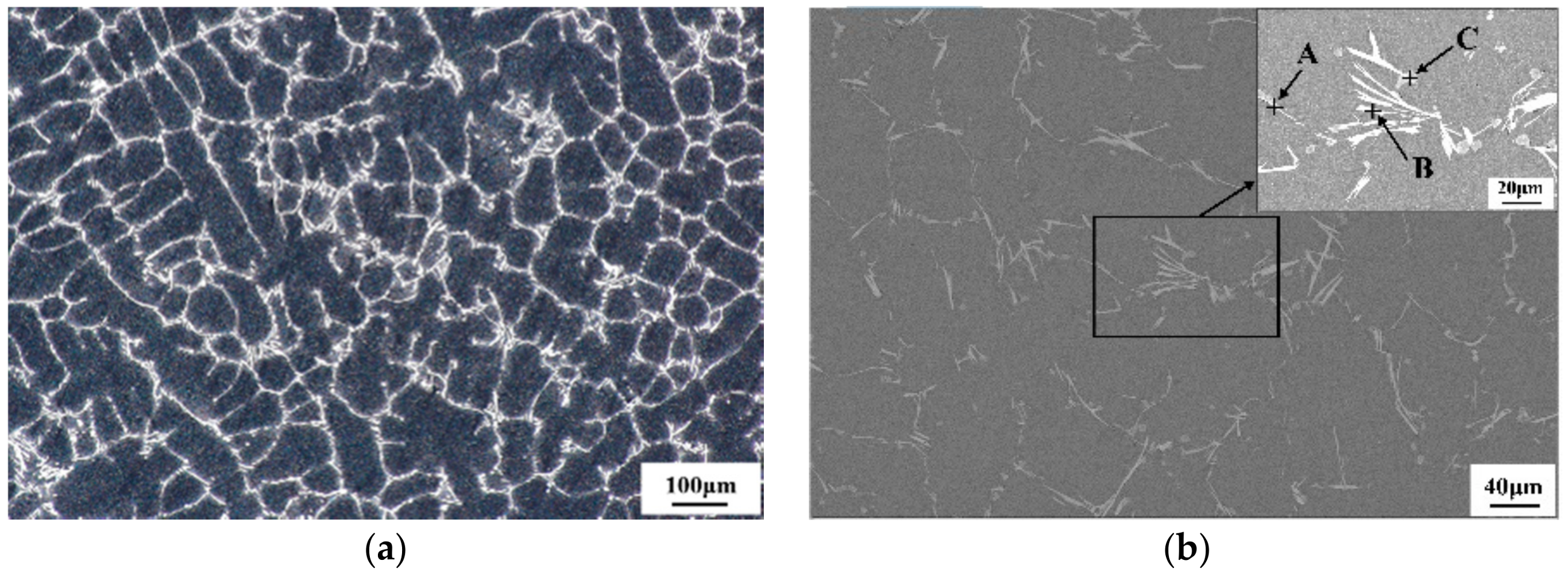
3.2. Microstructure of the Composite Layer
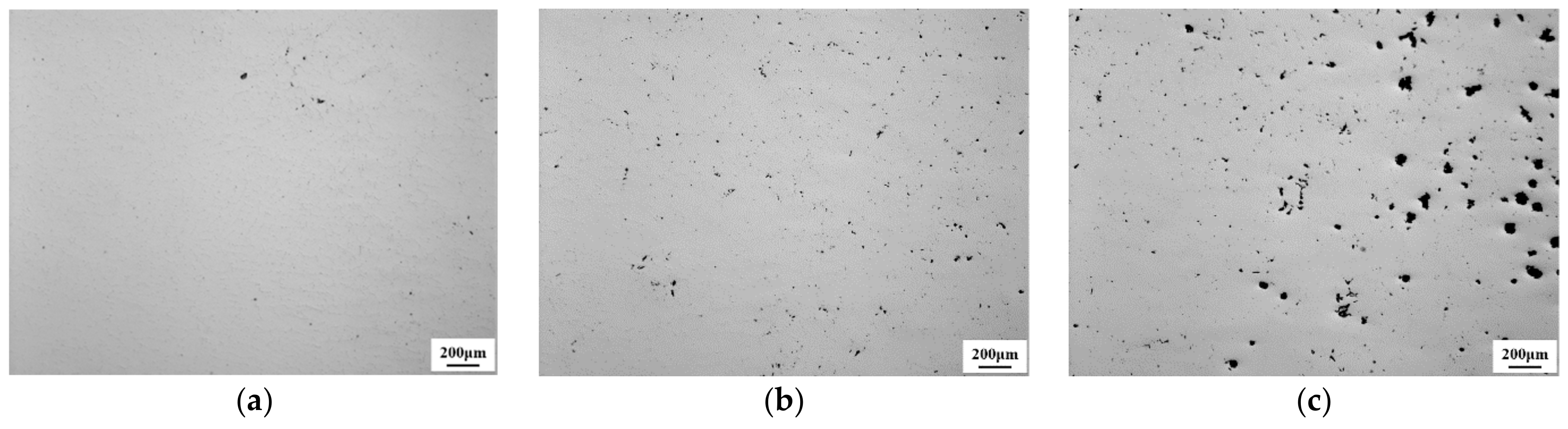
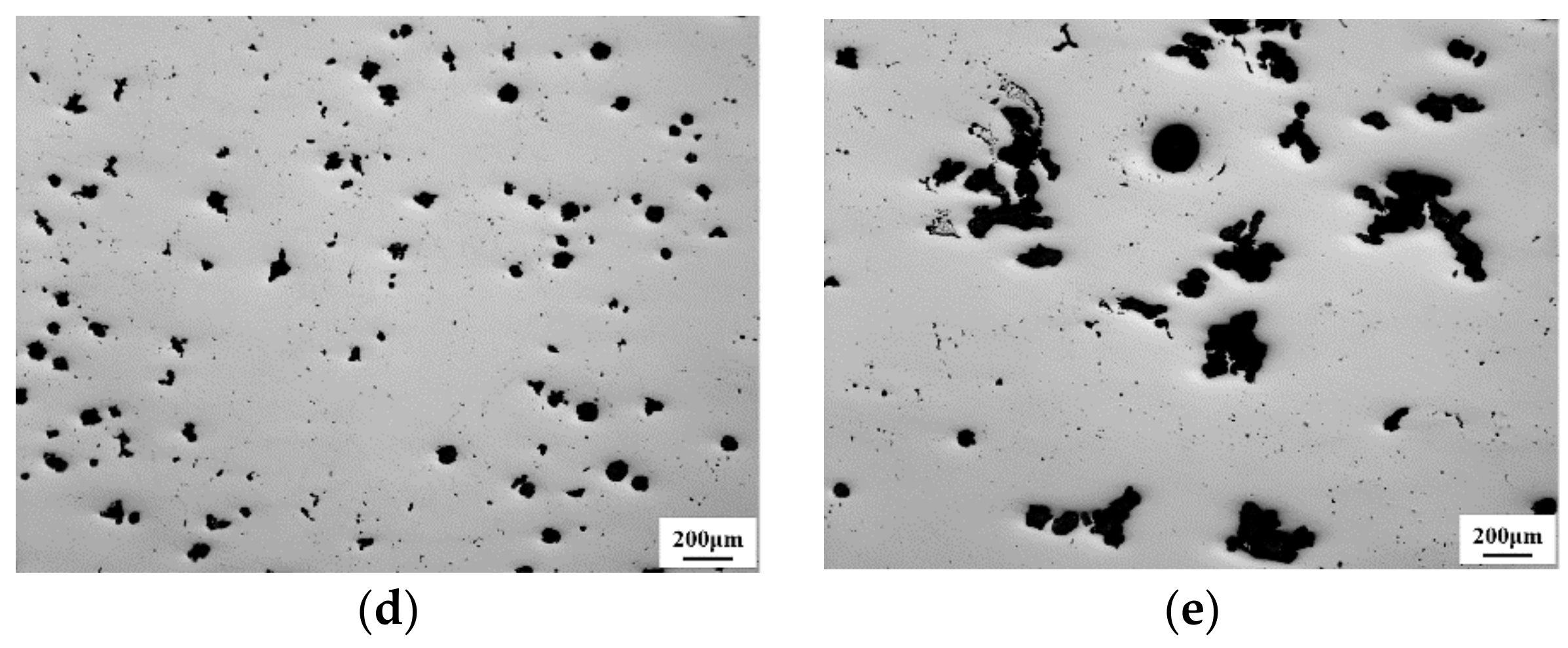
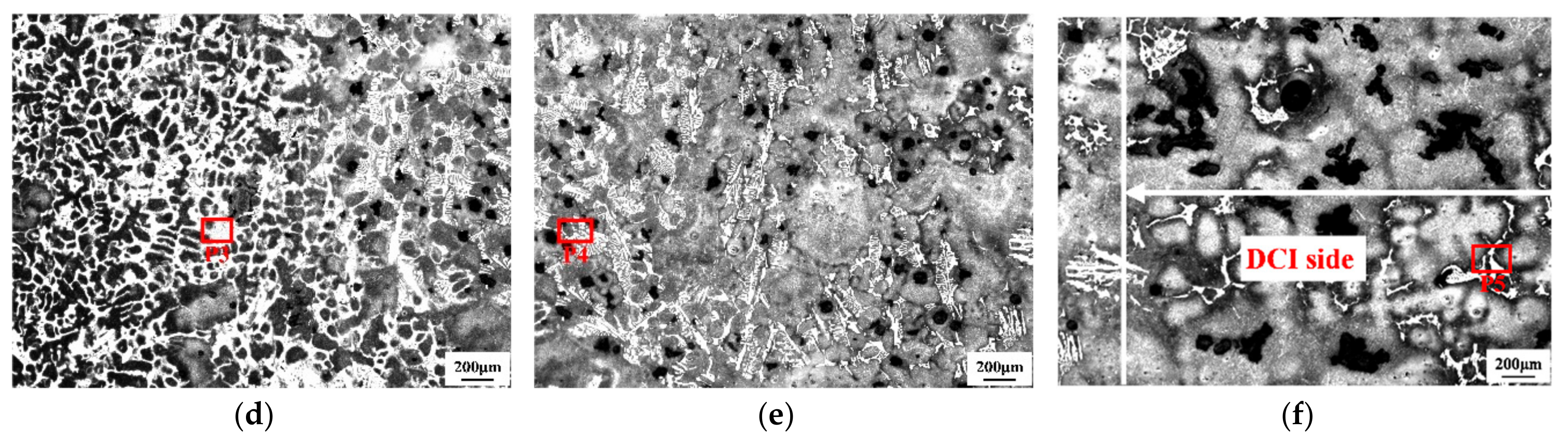
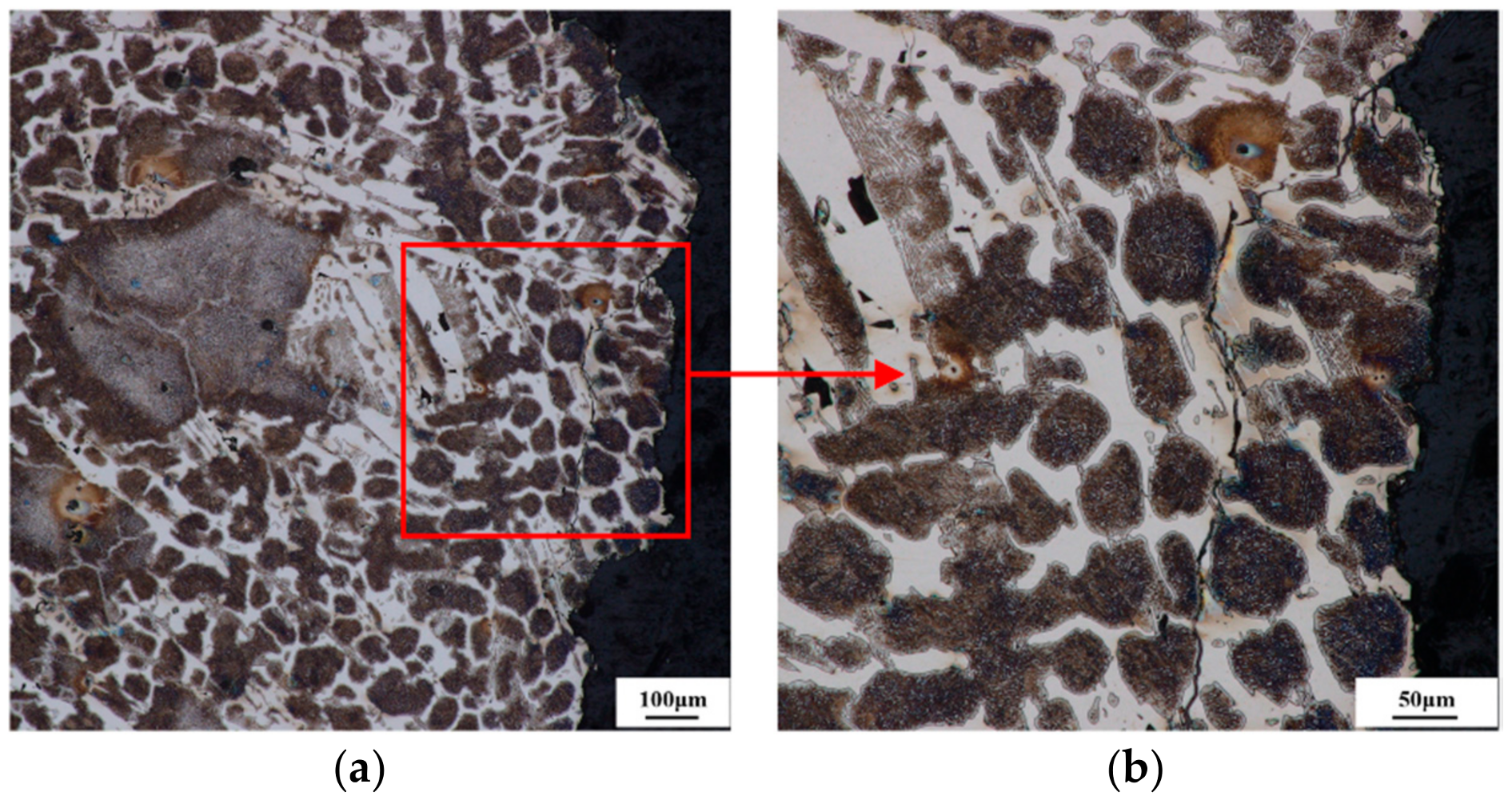
3.3. Graphite Morphology Analysis in the Bimetallic Bonding Interface
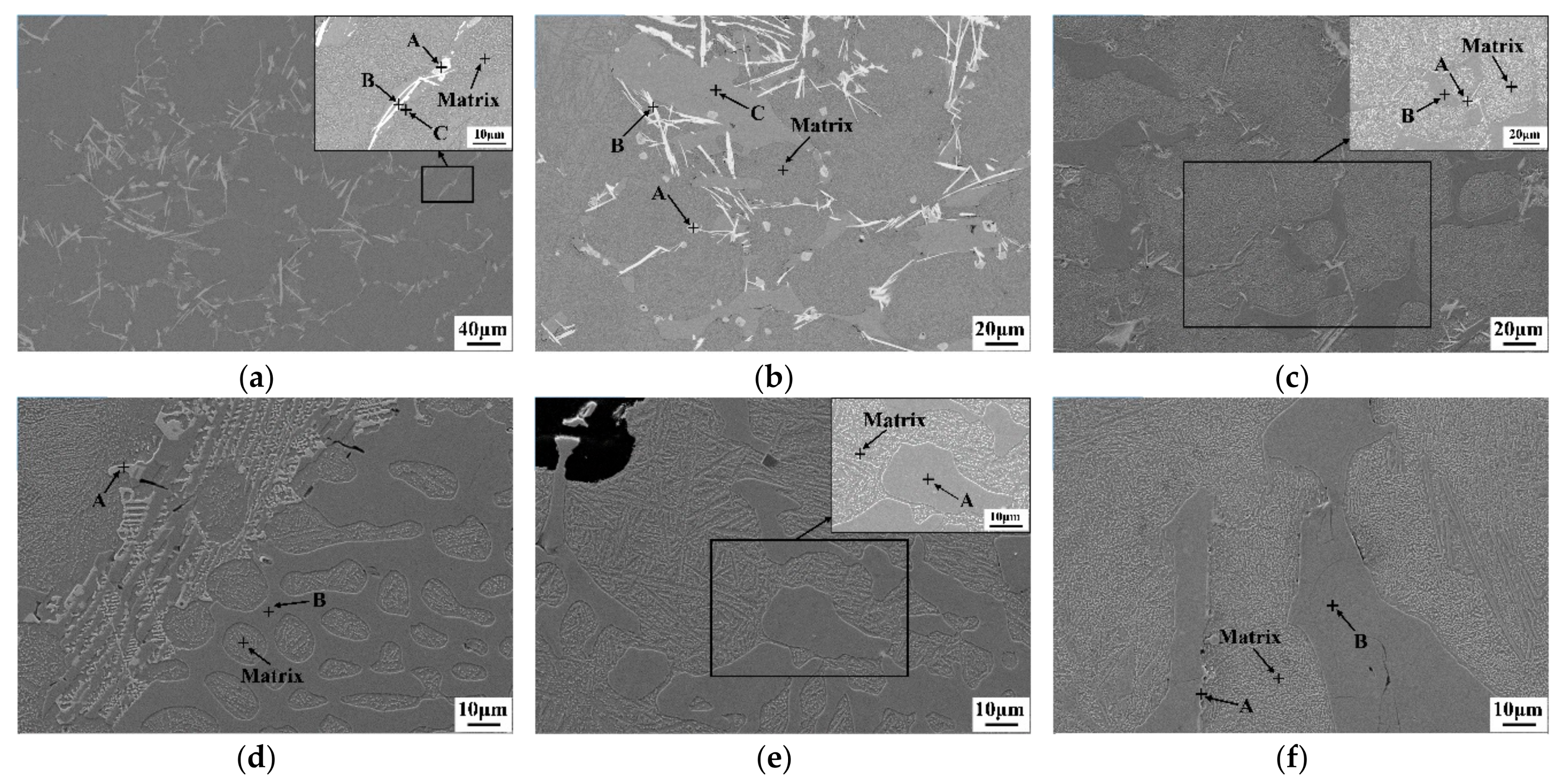
3.4. Microstructure Analysis in the Bimetallic Bonding Interface
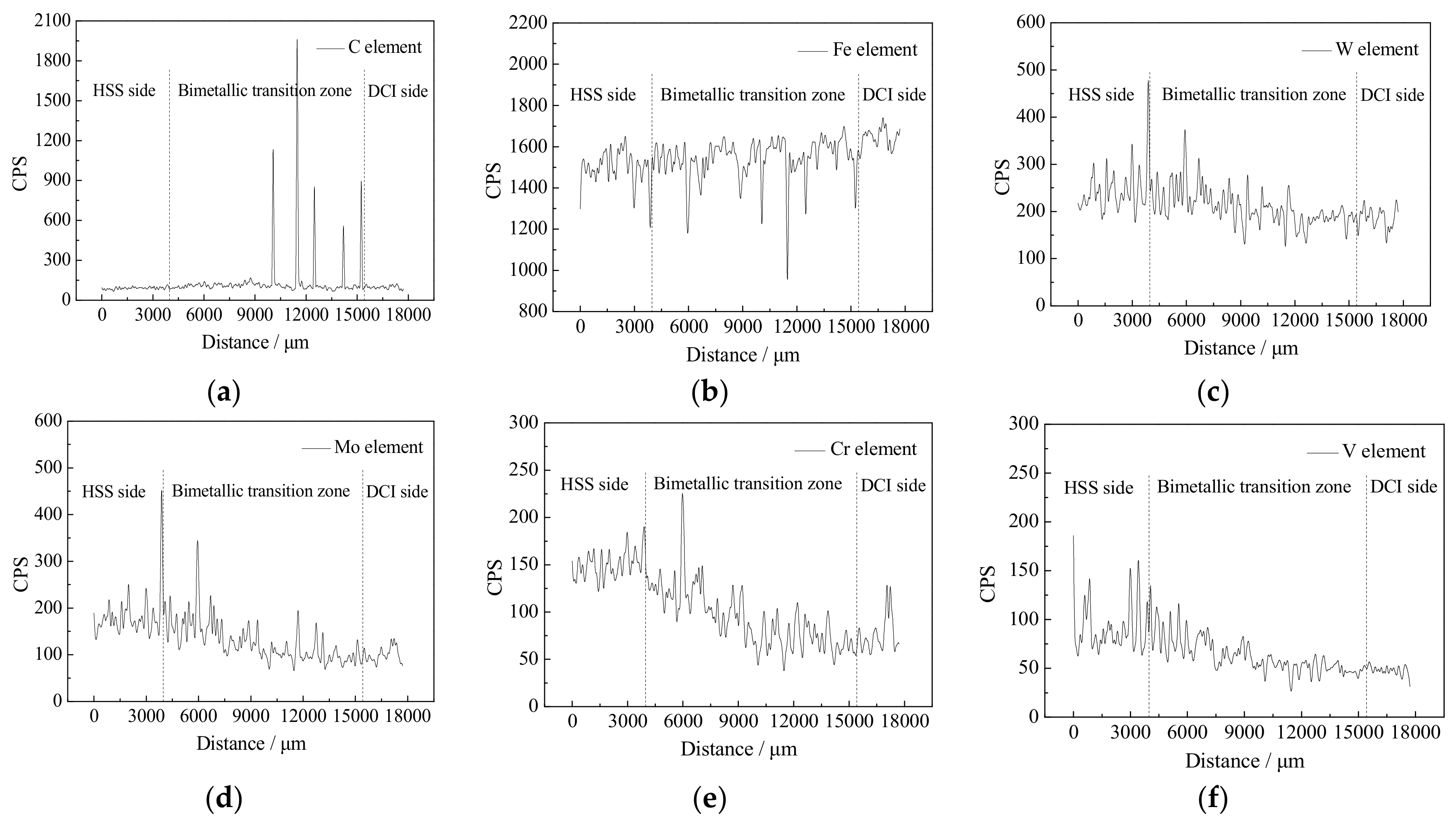
3.5. Elements Distribution in the Bimetallic Bonding Interface
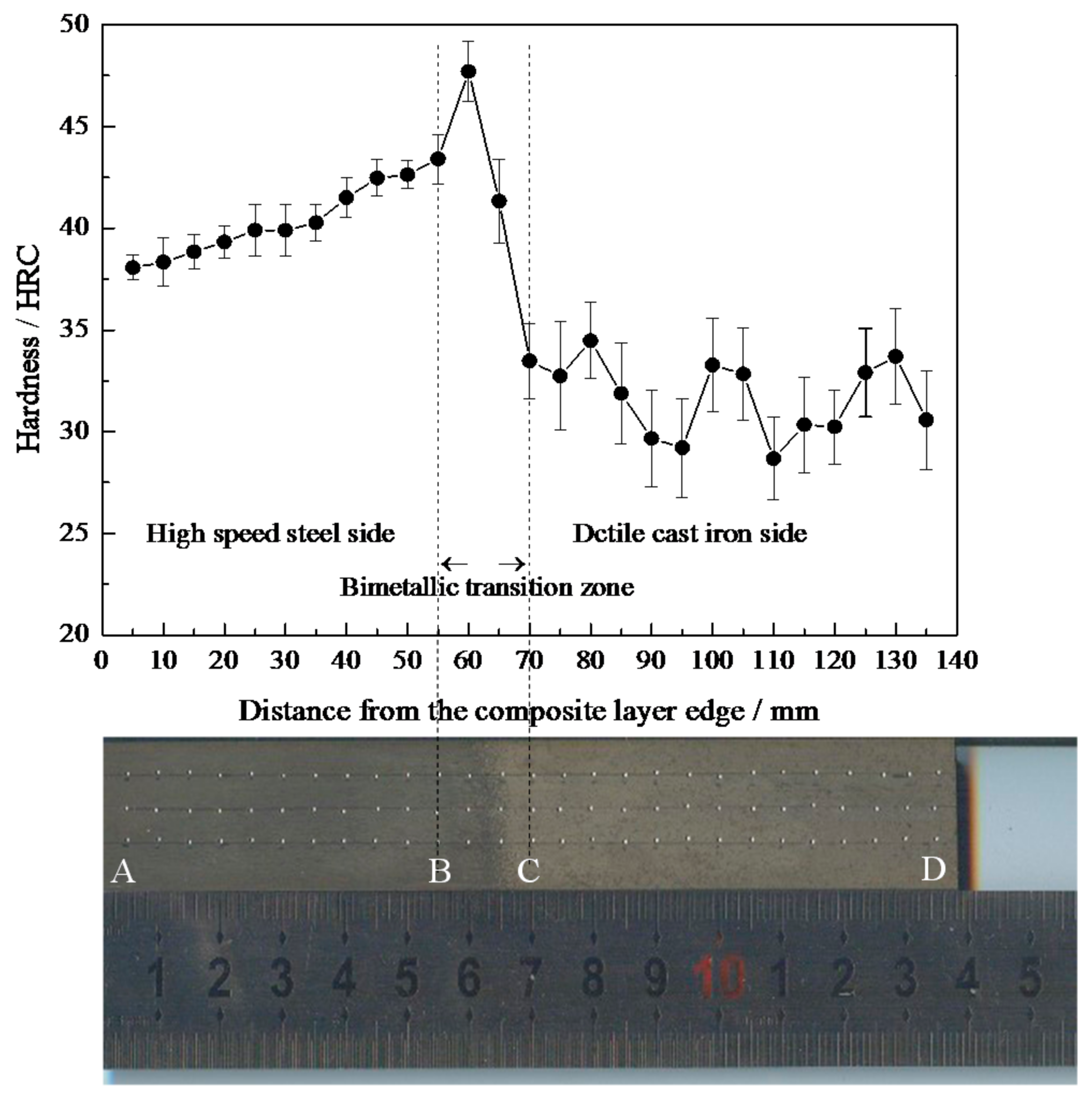
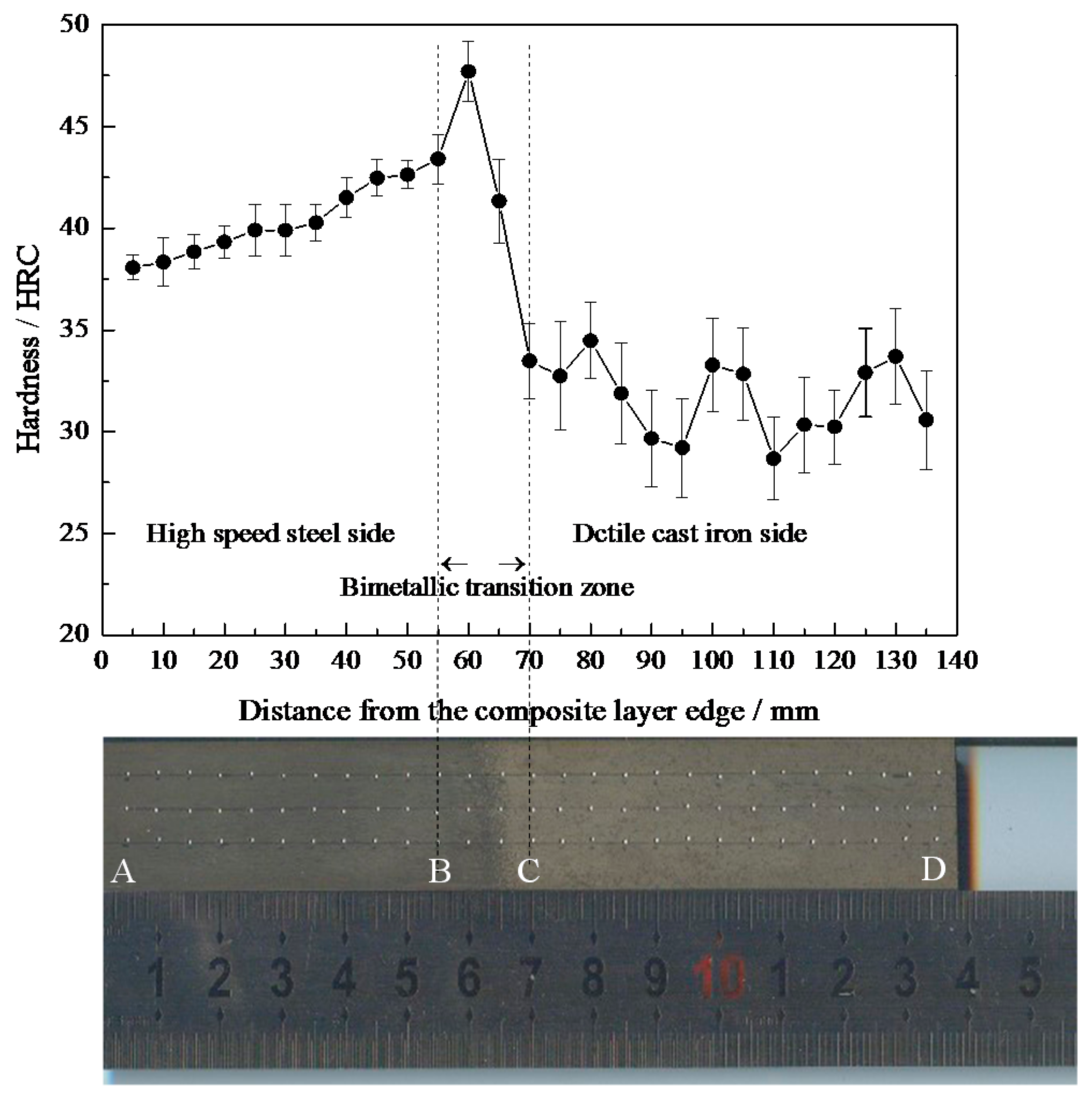
3.6. Hardness Analysis
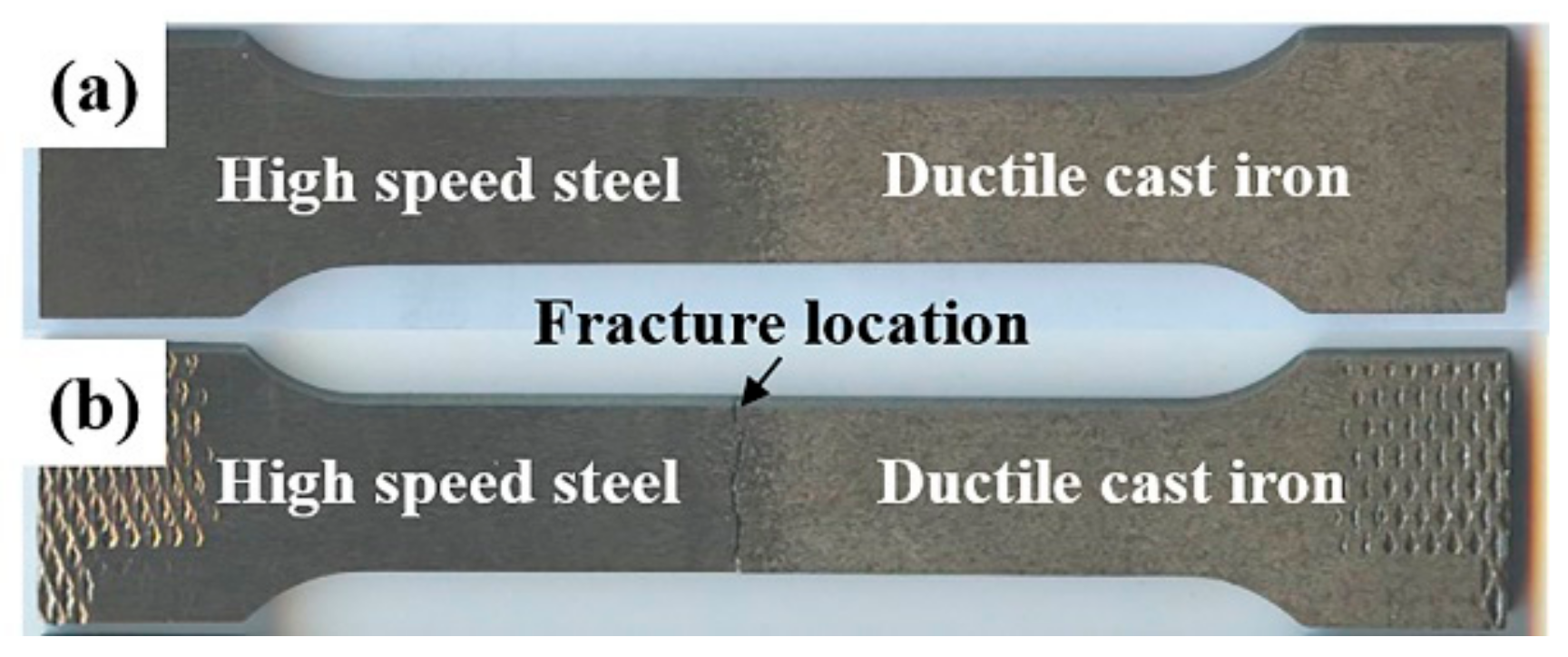
3.7. Tensile Strength Analysis
4. Conclusions
- (1)
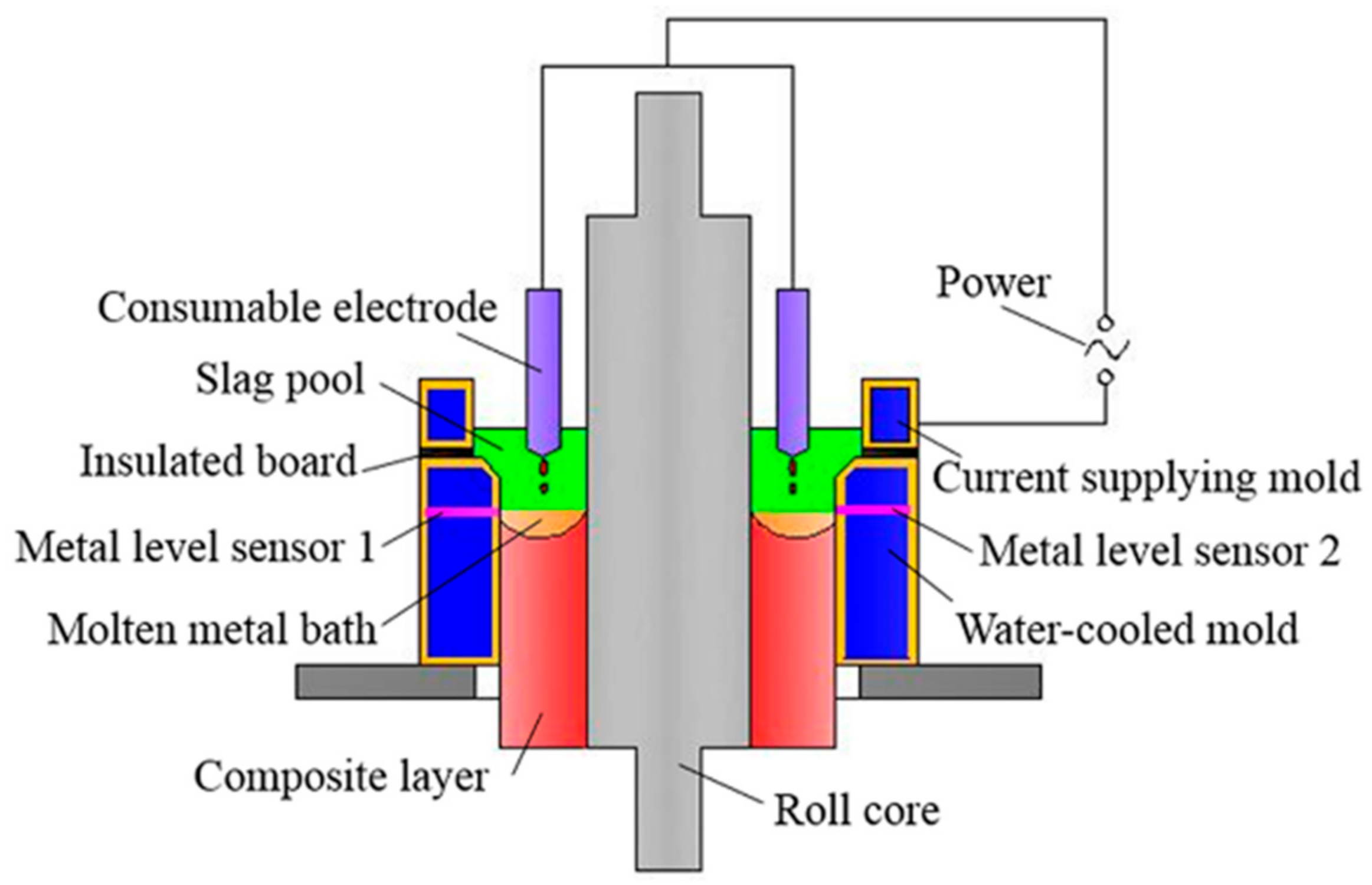
- During the electroslag cladding process, the roll core of ductile cast iron was preheated continuously by the heat conduction from the high temperature liquid slag bath as well as the liquid metal of composite layer, therefore, a high temperature austenitizing process have been performed in the heat affected zone (the position near the roll core surface associated with obvious changes of graphite morphology, carbides, and matrix).
- (2)
- Due to the combined effects of the melting and elements diffusion between high speed steel and ductile cast iron, a large amount of carbides with different morphology, size, and composition generated in the bimetallic transition zone which leads to a trend of first increasing and then decreasing of the hardness value.
- (3)
- The tensile strength of the HSS/DCI bimetallic composite sample is 452 MPa and it can well meet the requirement of tensile strength for the cast iron roll. However, no significant plastic deformation occurs during the tensile test process due to the large amount of carbides and the tensile fracture occurs in the coarse network carbides region in the bimetallic transition zone.
Author Contributions
Funding
Conflicts of Interest
References
- Sano, Y.; Hattori, T.; Haga, M. Characteristics of high-carbon high speed steel rolls for hot strip mill. ISIJ Int. 1992, 32, 1194–1201. [Google Scholar] [CrossRef]
- Hashimoto, M.; Oda, T.; Hokimoto, K.; Kawakami, T.; Kurahashi, R. Development and application of high-speed tool steel rolls in hot strip rolling. Nippon Steel Tech. Rep. 1995, 66, 82–90. [Google Scholar]
- Okabayashi, A.; Morikawa, H.; Tsujimoto, Y. Development and characteristics of high speed steel roll by centrifugal casting. SEAISI Q. 1997, 26, 30–40. [Google Scholar]
- Fu, H.G.; Zhao, A.M.; Xing, J.D.; Fu, D.M. Centrifugal casting of high speed steel/nodular cast iron compound roll collar. J. Iron Steel Res. Int. 2002, 9, 32–35. [Google Scholar]
- Wang, Z.C.; Fu, H.M.; Li, J.P.; Feng, C.H. Production process of centrifugally cast high speed steel-nodular iron composite roller. Mod. Cast Iron 2009, 29, 44–48. [Google Scholar]
- Wu, R.H.; Wu, C.J.; Zhang, X.P.; Gan, Z.P.; Zhao, W.Z.; Chuan, X.Z.; Ma, Y. Effect of heat treatment on property of core of high speed steel-ductile cast iron compound roll. Foundry Technol. 2007, 28, 190–194. [Google Scholar]
- Shi, J.W.; Yang, D.X.; Ni, F.; Long, R. Development of high speed steel compound roll. Res. Stud. Foundry Equip. 2005, 27, 28–31. [Google Scholar]
- Cao, Y.L.; Jiang, Z.H.; Dong, Y.W.; Deng, X.; Medovar, L.; Stovpchenko, G. Research on the bimetallic composite roll produced by an improved electroslag cladding method: Mathematical simulation of the power supply circuits. ISIJ Int. 2018, 58, 1052–1060. [Google Scholar] [CrossRef]
- Lee, D.J.; Ahn, D.H.; Yoon, E.Y.; Hong, S.I.; Lee, S.; Kim, H.S. Estimating interface bonding strength in clad metals using digital image correlation. Scr. Mater. 2013, 68, 893–896. [Google Scholar] [CrossRef]
- Cocco, V.D.; Iacoviello, F.; Rossi, A.; Cavallini, M.; Natali, S. Graphite nodules and fatigue crack propagation micromechanisms in a ferritic ductile cast iron. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 893–902. [Google Scholar] [CrossRef]
- Shiraki, N.; Usui, Y.; Kanno, T. Effects of number of graphite nodules on fatigue limit and fracture origins in heavy section spheroidal graphite cast iron. Mater. Trans. 2016, 57, 379–384. [Google Scholar] [CrossRef]
- Qian, H.C.; Qi, M.D.; Zhao, K.J.; Chen, Y.L.; Shi, C.H.; Lin, X.R.; Lou, J.C. Degradation process of spheroidal graphite in vacuum heated ductile cast iron—Study on spheroidal decline mechanism. J. Chongqing Univ. 1979, 2, 1–15. [Google Scholar]
- Fischmeister, H.F.; Riedl, R.; Karagöz, S. Solidification of high-speed tool steel. Metall. Trans. A 1989, 20, 2133–2148. [Google Scholar] [CrossRef]
- Zhou, X.F.; Liu, D.; Zhu, W.L.; Fang, F.; Tu, Y.Y.; Jiang, J.Q. Morphology, microstructure and decomposition behaviour of M2C carbides in high speed steel. J. Iron Steel Res. Int. 2017, 24, 43–49. [Google Scholar] [CrossRef]
- Gong, K.L.; Dong, Y.J.; Gao, C.L. Research and manufacture of compound high speed steel rolls. Iron Steel 1998, 33, 1–7. [Google Scholar]
- Han, J.W. Research on the Microstructural Characteristics and Properties of Cladding Layer and Composite Interface of W6Mo5Cr4V2 High Speed Steel/35CrMo Low Alloy Steel Composite Roll. Master’s Thesis, Jiangsu University, Zhenjiang, China, 2016. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition in wt.% | C | Si | Mn | P | S | Cr | Mo | V | W | Ni | Mg | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DCI | 3.30 | 2.10 | 0.63 | 0.030 | 0.014 | 0.64 | 0.67 | - | - | 3.20 | 0.04 | Bal. |
| M2 HSS | 0.89 | 0.37 | 0.32 | 0.025 | 0.004 | 4.03 | 4.76 | 1.85 | 6.19 | 0.19 | - | Bal. |
| Point | W | Mo | Cr | V | Fe |
|---|---|---|---|---|---|
| A | 42.51 | 36.70 | 7.00 | 6.32 | 7.47 |
| B | 43.84 | 34.00 | 7.01 | 8.41 | 6.74 |
| C | 31.35 | 14.76 | 2.27 | 48.01 | 3.61 |
| Position | Point | W | Mo | Cr | V | Fe |
|---|---|---|---|---|---|---|
| HSS Side | A | 35.38 | 20.26 | 4.11 | 36.39 | 3.86 |
| B | 38.49 | 34.25 | 7.23 | 11.93 | 8.10 | |
| C | 4.61 | 5.53 | 11.26 | 1.85 | 76.75 | |
| Matrix | 2.94 | 1.89 | 2.77 | 0.63 | 91.77 | |
| P1 | A | 35.02 | 18.09 | 3.82 | 40.40 | 2.67 |
| B | 43.28 | 35.25 | 4.55 | 9.86 | 7.06 | |
| C | 4.92 | 5.08 | 10.51 | 2.33 | 77.16 | |
| Matrix | 3.01 | 1.74 | 3.05 | 0.52 | 91.68 | |
| P2 | A | 41.84 | 37.85 | 1.90 | 5.55 | 12.86 |
| B | 3.25 | 2.62 | 6.27 | 2.55 | 85.31 | |
| Matrix | 1.92 | 1.38 | 1.61 | 0.25 | 94.84 | |
| P3 | A | 22.00 | 38.52 | 0.58 | 0.55 | 38.35 |
| B | 2.38 | 2.99 | 3.00 | 1.05 | 90.58 | |
| Matrix | 3.30 | 3.99 | 0.51 | 0.00 | 92.20 | |
| P4 | A | 0.52 | 1.05 | 2.69 | 0.74 | 95.00 |
| Matrix | 0.00 | 0.38 | 0.66 | 0.00 | 98.96 | |
| DCI Side(P5) | A | 0.01 | 75.23 | 1.97 | 0.22 | 22.57 |
| B | 0.00 | 2.76 | 5.96 | 0.00 | 91.28 | |
| Matrix | 0.00 | 1.55 | 2.35 | 0.10 | 96.00 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Y.; Jiang, Z.; Dong, Y.; Deng, X.; Medovar, L.; Stovpchenko, G. Research on the Bonding Interface of High Speed Steel/Ductile Cast Iron Composite Roll Manufactured by an Improved Electroslag Cladding Method. Metals 2018, 8, 390. https://doi.org/10.3390/met8060390
Cao Y, Jiang Z, Dong Y, Deng X, Medovar L, Stovpchenko G. Research on the Bonding Interface of High Speed Steel/Ductile Cast Iron Composite Roll Manufactured by an Improved Electroslag Cladding Method. Metals. 2018; 8(6):390. https://doi.org/10.3390/met8060390
Chicago/Turabian StyleCao, Yulong, Zhouhua Jiang, Yanwu Dong, Xin Deng, Lev Medovar, and Ganna Stovpchenko. 2018. "Research on the Bonding Interface of High Speed Steel/Ductile Cast Iron Composite Roll Manufactured by an Improved Electroslag Cladding Method" Metals 8, no. 6: 390. https://doi.org/10.3390/met8060390