Theoretical Study of Particle Dissolution during Homogenization in Cu–Fe–P Alloy




Abstract
1. Introduction
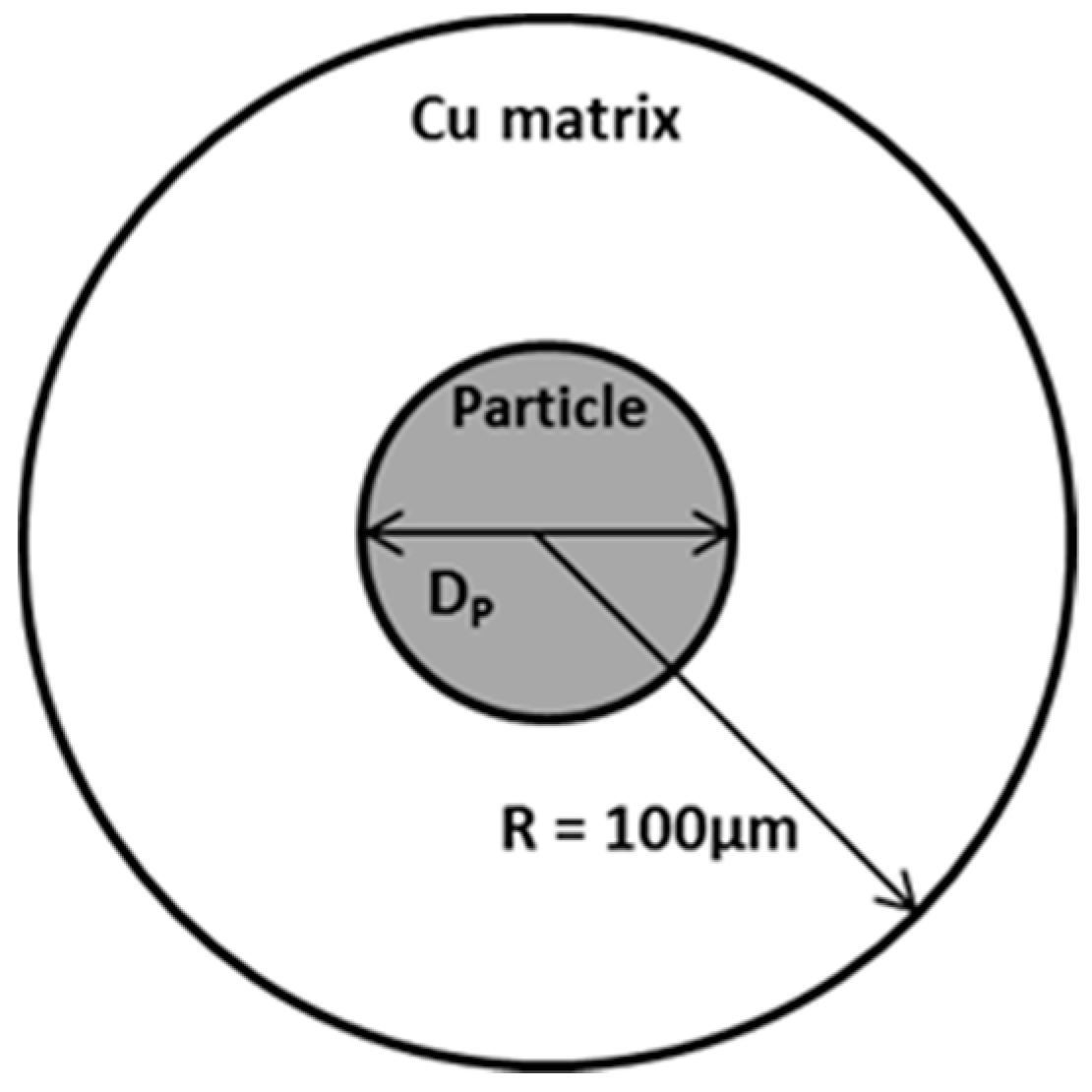
2. Material and Modelling
3. Modelling Results
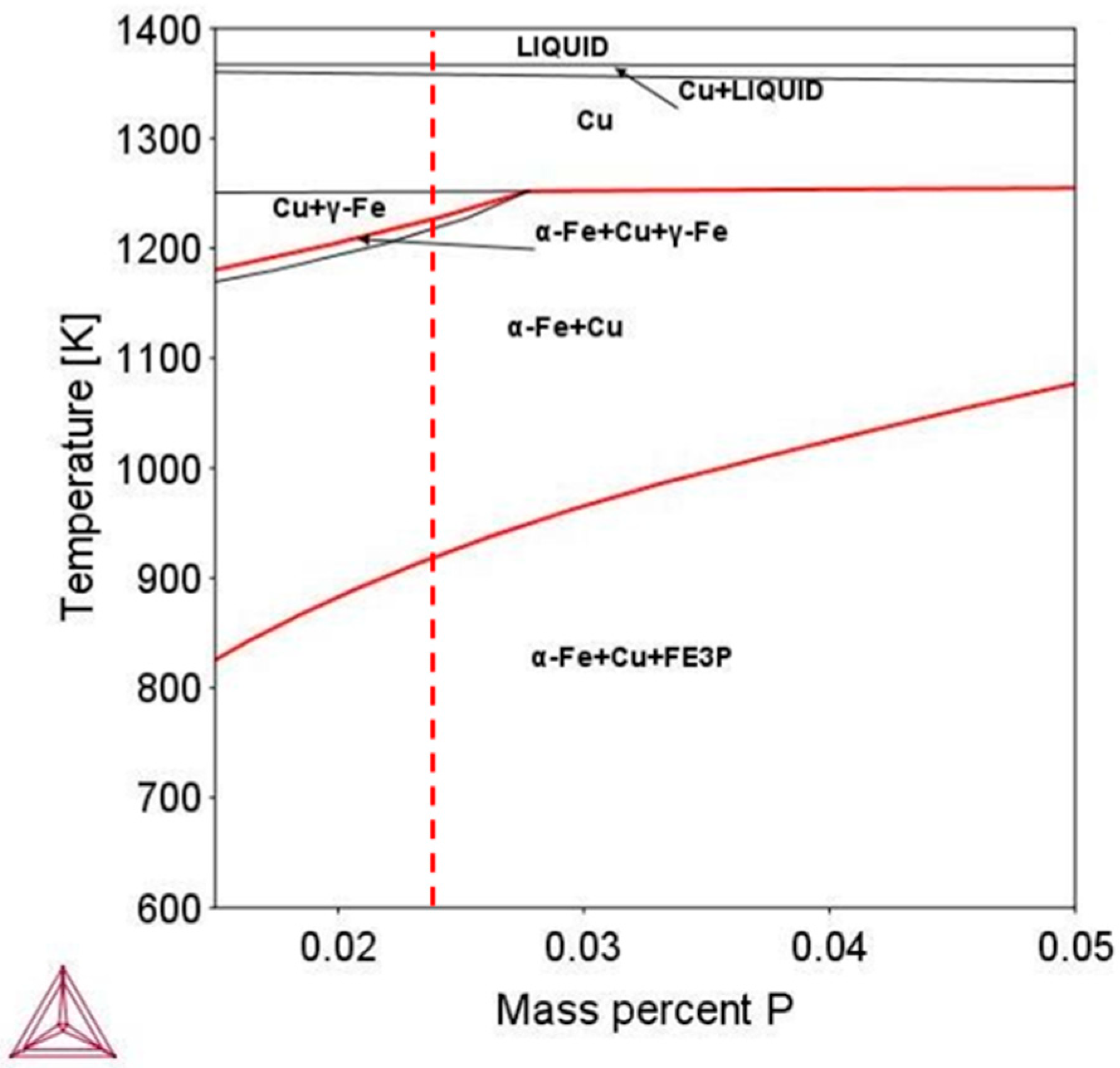
3.1. Phase Diagram
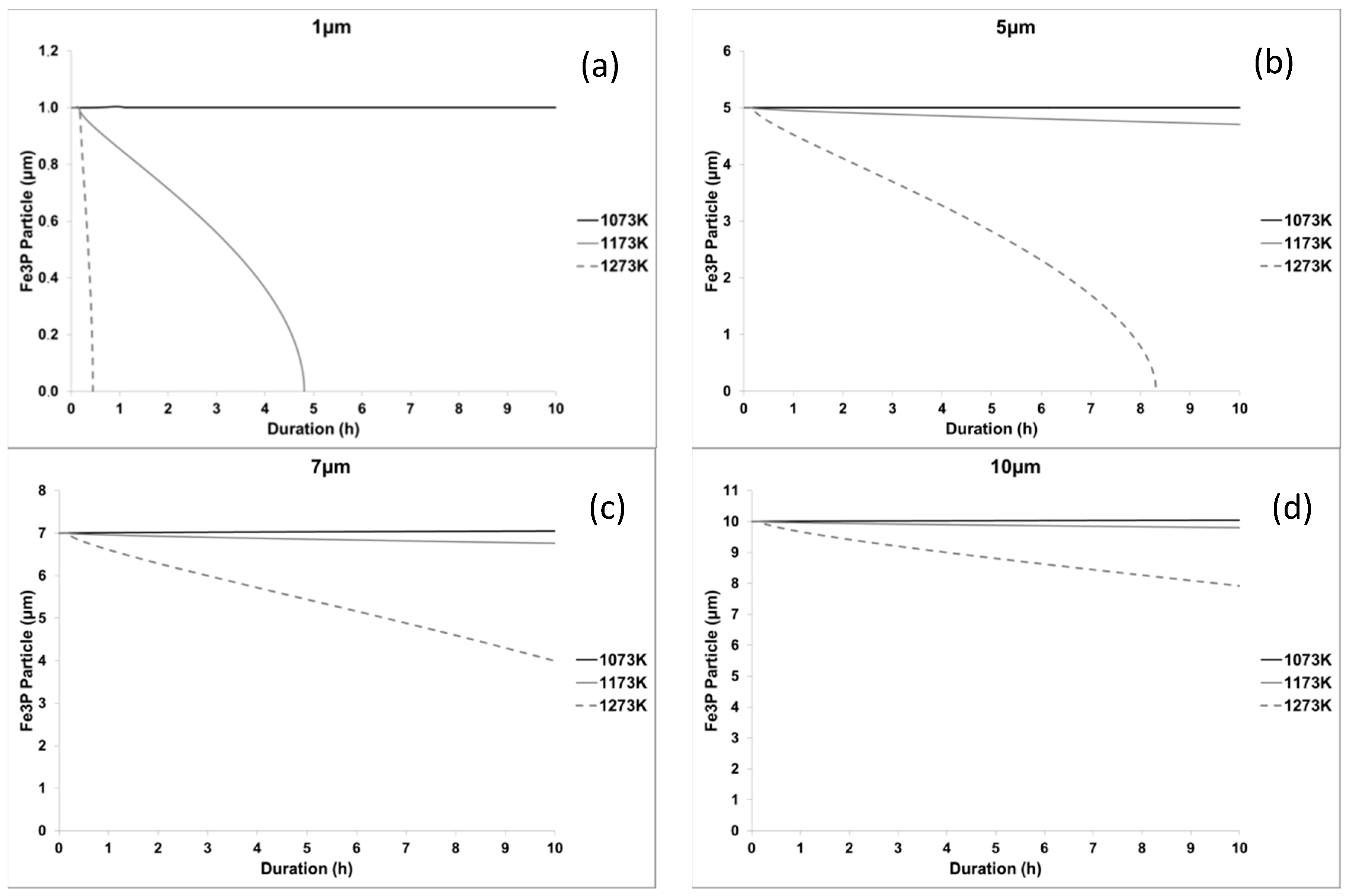
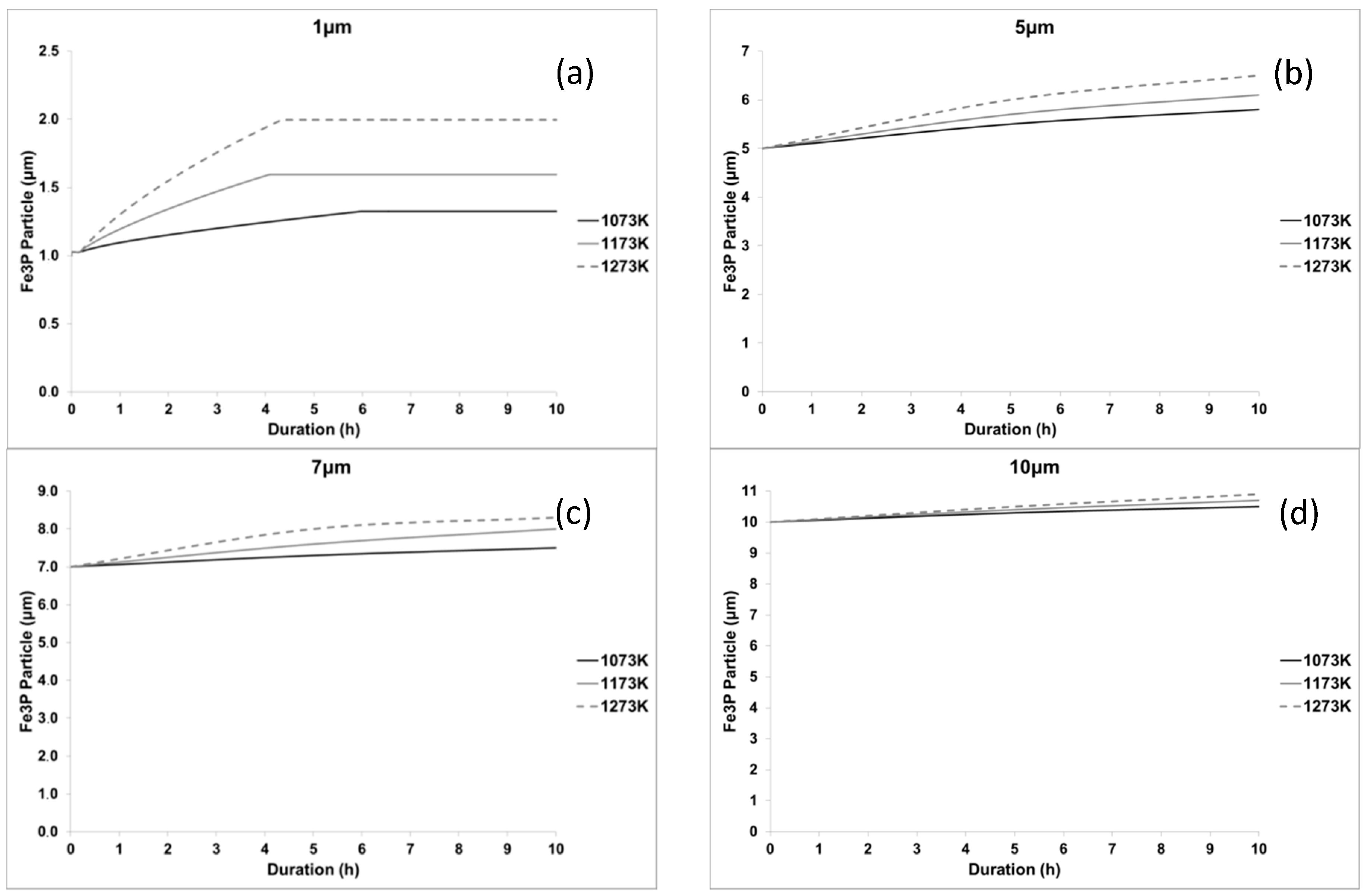
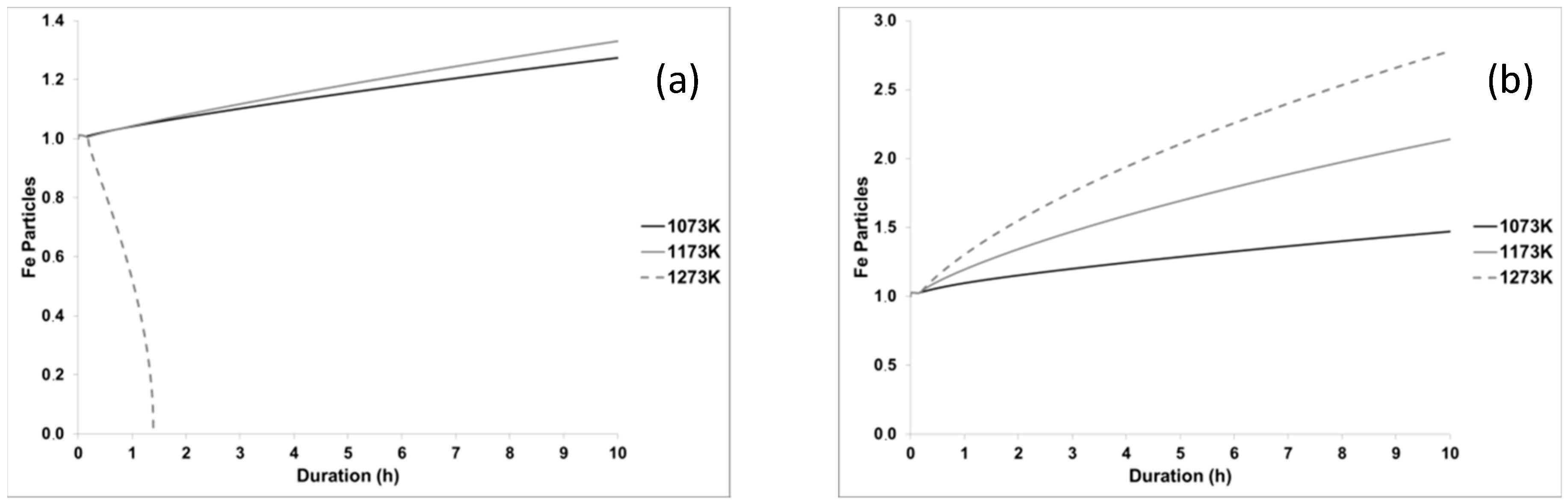
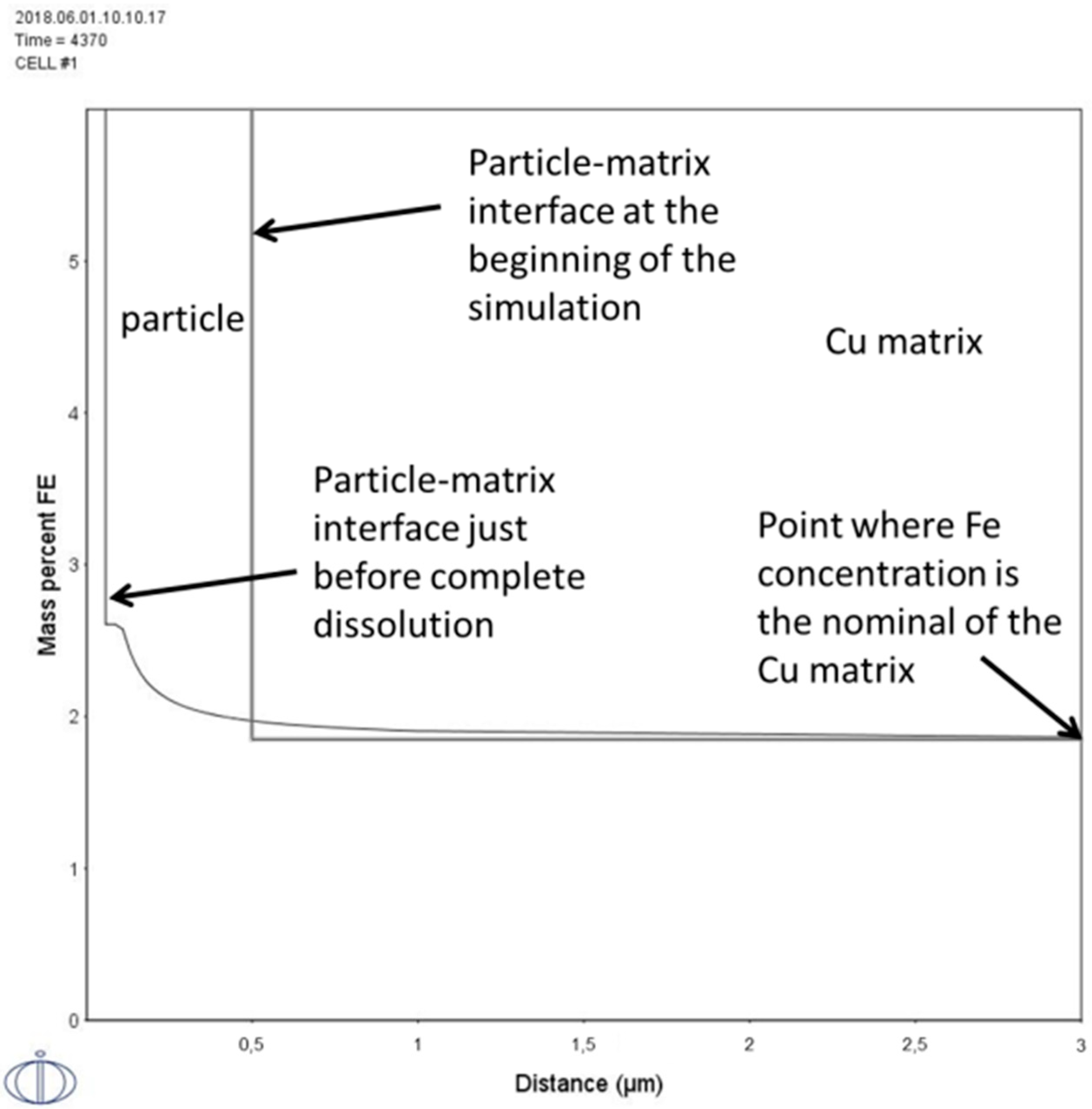
3.2. Dissolution Calculations
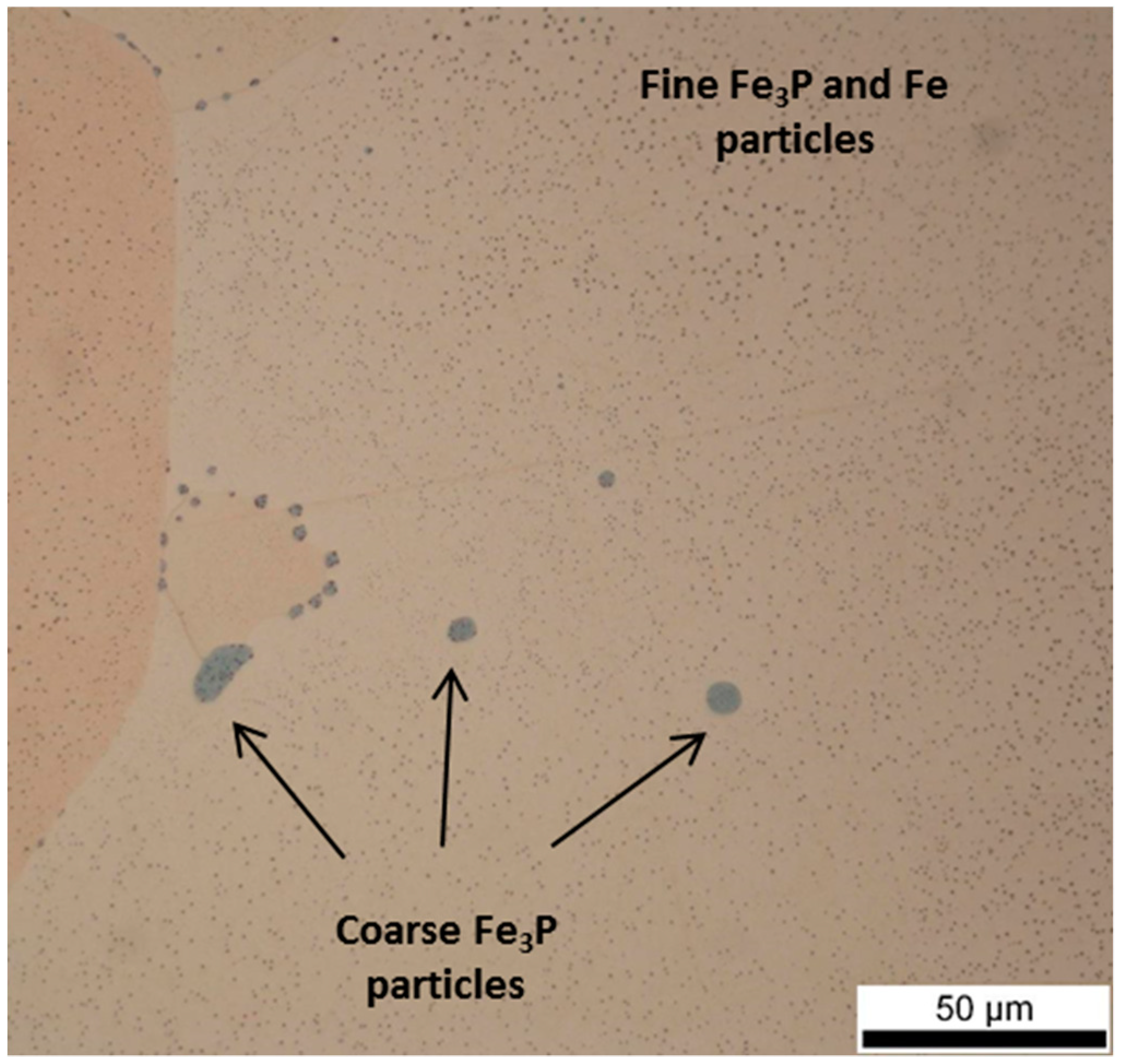
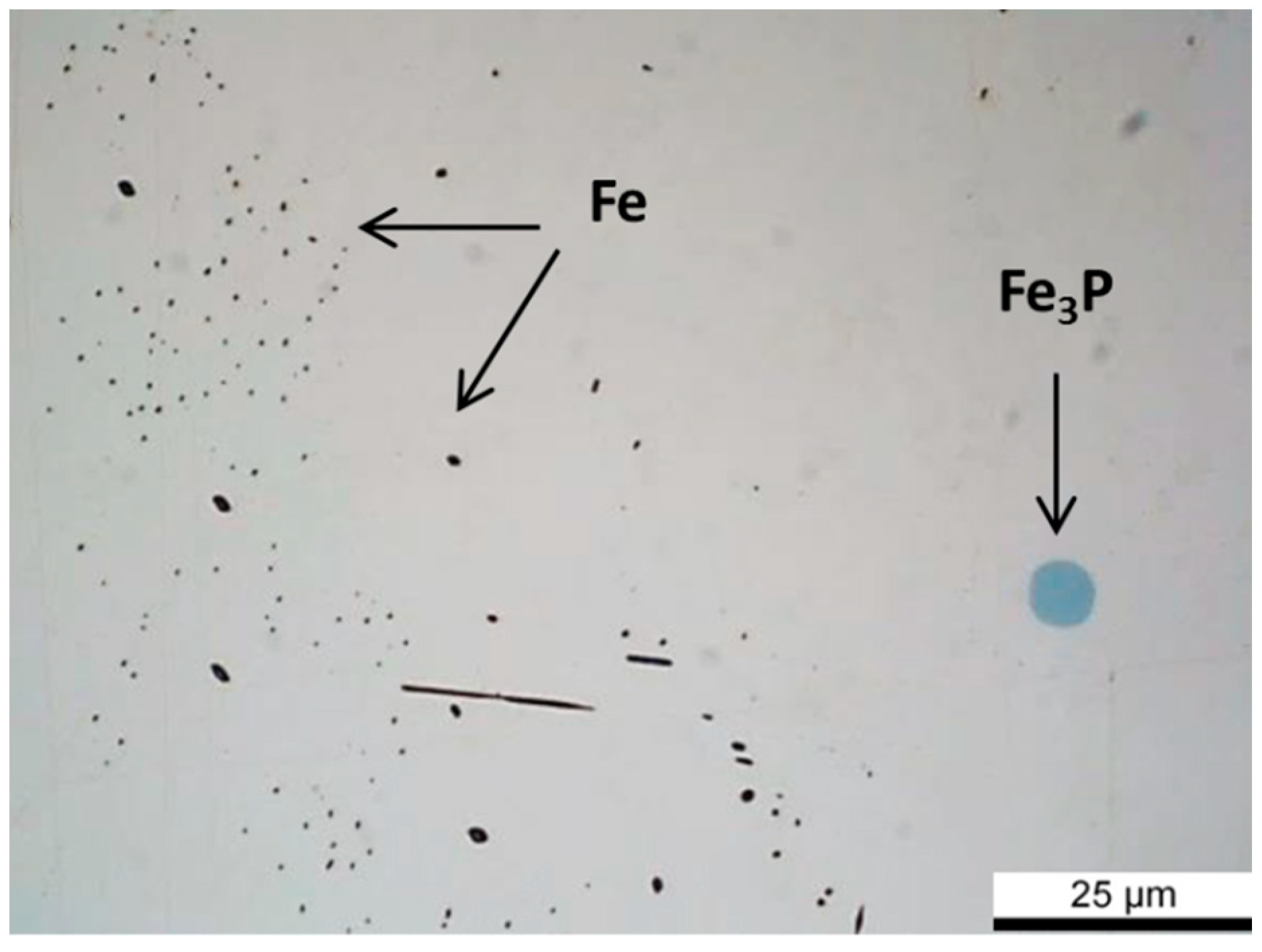
4. Homogenization Trials
5. Discussion
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pawlek, F.; Reichel, K. Der Einfluss von Beimengungen auf die elektrische Leitfähigkeit von Kupfer. Z. Met. 1956, 47, 347–356. [Google Scholar]
- Zauter, R.; Kudashov, D.V. Precipitation hardened high copper alloys for connector pins made of wire. In Proceedings of the 23rd International Conference on Electrical Contacts ICEC2006/Sendai, Sendai, Japan, 6–9 June 2006. [Google Scholar]
- Pantazopoulos, G.; Toulfatzis, A.; Zormalia, S.; Vazdirvanidis, A.; Skarmoutsos, D. Preliminary evaluation of the thermally affected metallurgical condition of extruded and drawn CuFe2P tubes. J. Mater. Eng. Perform. 2012, 21, 2188–2194. [Google Scholar] [CrossRef]
- Dong, Q.-Y.; Shen, L.-N.; Wang, M.-P.; Jia, Y.-L.; Li, Z.; Cao, F.; Chen, C. Microstructure and properties of Cu−2.3Fe−0.03P alloy during thermomechanical treatments. Trans. Nonferrous Metals Soc. China 2015, 25, 1551–1558. [Google Scholar] [CrossRef]
- Cao, H.; Min, J.Y.; Wu, S.D.; Xian, A.P.; Shang, J.K. Re-precipitation of coherent γ-Fe particles following annealing of equal channel angular pressed Cu–Fe alloy. Mater. Sci. Eng. A 2006, 431, 86–91. [Google Scholar] [CrossRef]
- Taro, K.; Motohisa, M.; Kenjyu, M.; Mitsuhiro, O.; Ryoichi, O.; Akinori, T. Corrosion resistant copper alloy tube and fin-tube heat exchanger. European Patent 0626459A1, 27 May 1994. [Google Scholar]
- Kim, H.G.; Han, S.Z.; Euh, K.; Lim, S.H. Effects of C addition and thermo-mechanical treatments on microstructures and properties of Cu–Fe–P alloys. Mater. Sci. Eng. A 2011, 530, 652–658. [Google Scholar] [CrossRef]
- Ammannati, N. Method for the production of alloy pipes for heat exchangers using precipitation hardening through underwater extrusion. EP 2027947B1; European Patent Specification, 6 April 2011. [Google Scholar]
- Smith, S.C. Grains, phases, and interfaces: An interpretation of microstructure. Metall. Mater. Trans. B 1948, 175, 15–51. [Google Scholar]
- Callister, W.D., Jr.; David, G.R. Materials Science and Engineering, 9th ed.; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- Lu, D.P.; Wang, J.; Zeng, W.J.; Liu, Y.; Lu, L.; Sun, B.D. Study on high-strength and high-conductivity Cu–Fe–P alloys. Mater. Sci. Eng. A 2006, 421, 254–259. [Google Scholar] [CrossRef]
- Brovc, G.; Drazic, G.; Karpe, B.; Djordjevic, I.; Lojen, G.; Kosec, B.; Bizjak, M. Synthesis and characterization of hardened Cu-Fe-Ni-P alloy. Metalurgija 2015, 54, 51–54. [Google Scholar]
- Yanamoto, Y.; Sasaki, G.; Yamakawa, K.; Ota, M. Tokio: Hitachi Cable Review; No. 19; The Technical Journal of Hitachi Cable: Tokyo, Japan, 2000. [Google Scholar]
- Yamamoto, Y.; Takano, H.; Ohta, M.; Tong, C.; Kunishige, A. Tokio: Hitachi Cable Review; No. 26; The Technical Journal of Hitachi Cable: Tokyo, Japan, 2007. [Google Scholar]
- Ohashi, Y.; Fujino, T.; Taki, Y.; Nishijima, T. Aged Copper Alloy with Iron and Phosphorous. U.S. Patent 5,071,494, 10 December 1991. [Google Scholar]
- Whelan, M.J. On the kinetics of precipitate dissolution. Metal Sci. J. 2013. [Google Scholar] [CrossRef]
- Voice, W.E.; Faulkner, R.G. Computer simulated dissolution of carbide precipitates in alloys. Metal Sci. 1984, 18, 411–418. [Google Scholar] [CrossRef]
- Liu, Z.K.; Höglund, L.; Jönsson, B.; Ågren, J. An experimental and theoretical study of cementite dissolution in an Fe-Cr-C alloy. Metall. Trans. A 1991, 22. [Google Scholar] [CrossRef]
- Liu, Z.K.; Agren, J. Morphology of cementite decomposition in an Fe-Cr-C alloy. Metall. Trans. A 1991, 22, 1753–1759. [Google Scholar] [CrossRef]
- Davis, J.R. Copper and copper alloys—Seamless, round tubes for general purposes. In BSI Standards Limited 2012: The British Standards Institution; ASM International: Geauga County, OH, USA, 2012. [Google Scholar]
- Butrymowicz, D.B.; Manning, J.R. Michael R. Diffusion in copper and copper alloys. Part III. Diffusion in systems involving elements of the groups IA, IIA, IIIB, IVB, VB, VIB, and VIIB. J. Phys. Chem. Ref. Data 1975. [Google Scholar] [CrossRef]
- Borgenstam, A.; Engstrom, A.; Hoglund, L.; Agren, J. Dictra, a tool for simulation of diffusional transformations in alloys. J. Phase Equilib. 2000, 21, 269–280. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Course MP6, Kinetics and Microstructure Modelling. Available online: https://www.phase-trans.msm.cam.ac.uk/mphil/MP6-15.pdf (accessed on 13 June 2018).
- Tada, T.; Seo, T.; Higashimine, K.; Monzen, R. Ostwald ripening of rod-shaped α-Fe particles in a Cu matrix. Mater. Lett. 2004, 58, 2007–2011. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe (%) | P (%) | Zn (%) | Cu (%) |
|---|---|---|---|
| 2.3 | 0.025 | 0.12 | 97.555 |
| Fe (%) | P (%) | Zn (%) |
|---|---|---|
| 1.8 | 0.01 | 0.1291 |
| Fe (%) | P (%) | Zn (%) |
|---|---|---|
| 3.8 | 0.025 | 0.15 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papaefthymiou, S.; Bouzouni, M.; Gavalas, E. Theoretical Study of Particle Dissolution during Homogenization in Cu–Fe–P Alloy. Metals 2018, 8, 455. https://doi.org/10.3390/met8060455
Papaefthymiou S, Bouzouni M, Gavalas E. Theoretical Study of Particle Dissolution during Homogenization in Cu–Fe–P Alloy. Metals. 2018; 8(6):455. https://doi.org/10.3390/met8060455
Chicago/Turabian StylePapaefthymiou, Spyros, Marianthi Bouzouni, and Evangelos Gavalas. 2018. "Theoretical Study of Particle Dissolution during Homogenization in Cu–Fe–P Alloy" Metals 8, no. 6: 455. https://doi.org/10.3390/met8060455
APA StylePapaefthymiou, S., Bouzouni, M., & Gavalas, E. (2018). Theoretical Study of Particle Dissolution during Homogenization in Cu–Fe–P Alloy. Metals, 8(6), 455. https://doi.org/10.3390/met8060455